
Abstract
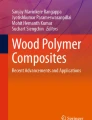
The objective of this paper is to review the published literature on improving properties of wood composites through thermal pretreatment of wood. Thermal pretreatment has been conducted in moist environments using hot water or steam at temperatures up to 180 and 230 °C, respectively, or in dry environments using inert gases at temperatures up to 240 °C. In these conditions, hemicelluloses are removed, crystallinity index of cellulose is increased, and cellulose degree of polymerization is reduced, while lignin is not considerably affected. Thermally modified wood has been used to manufacture wood–plastic composites, particleboard, oriented strand board, binderless panels, fiberboard, waferboard, and flakeboard. Thermal pretreatment considerably reduced water absorption and thickness swelling of wood composites, which has been attributed mainly to the removal of hemicelluloses. Mechanical properties have been increased or sometimes reduced, depending on the product and the conditions of the pretreatment. Thermal pretreatment has also shown to improve the resistance of composites to decay.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Woody biomass is the major source of lignocellulosic fibers (Kim and Pal 2010). Wood is employed for timber, for the production of pulp and paper, wood pellets, and charcoal (used as fuel for home heating via combustion or for co-firing after wood torrefaction in thermoelectric utilities). Woody biomass is also a promising raw material for the production of chemicals and fuels via chemical and thermochemical processes. Additionally, one of the leading uses of wood and wood residues is in the wood composites industry; for instance, approximately 95 % of the lignocellulosic material used for particleboard production is wood (Irle and Barbu 2010).
Wood cannot be used directly as obtained from nature; thus, pretreatment operations are required. Pretreatment intends to make wood suitable for further uses. Accordingly, different operations can be undertaken: mechanical (e.g., sawing, chipping, shredding, grinding, and milling), chemical (e.g., acid, neutral, or alkaline hydrolysis), biological, physicochemical (e.g., ammonia fiber/freeze explosion), thermochemical (i.e., torrefaction, steam explosion, and hot-water extraction), and/or drying. These processes can be used alone or combined (Agbor et al. 2011). The selection of a pretreatment method depends on several factors such as characteristics of the raw material, subsequent conversion operations, final product, and cost.
The final product is a key factor in selecting the pretreatment processes. Production of cellulosic ethanol requires pretreatment operations to disrupt the natural biomass recalcitrance to make cellulose and hemicelluloses susceptible to enzymatic hydrolysis for the production of fermentable sugars (Sun and Cheng 2002; Yang and Wyman 2008; Hendriks and Zeeman 2009; Wang et al. 2009; Zhu and Pan 2010; Agbor et al. 2011); the production of wood composites requires processes such as chipping, reduction of particle size, and drying (Sharp 1969; Kollmann et al. 1975; Maloney 1993; Bowyer et al. 2007; Klyosov 2007; Clemons 2010). Gasification, combustion, and pyrolysis of wood, as well as the production of pellets, have shown that torrefaction after reducing particle size and drying is a promising pretreatment operation (e.g., less oxygen/carbon on biomass after torrefaction improves the quality of gasification products and increases the high heating value) (Bain et al. 1998; Bergman and Kiel 2005; Prins et al. 2006; Zwart et al. 2006; Svoboda et al. 2009; Shen et al. 2009; Couhert et al. 2009). In addition, the paper and pulping industries require removing lignin and hemicelluloses (Sanyer and Chidester 1963; Farmer 1967; Bowyer et al. 2007; Vila et al. 2011).
Recent studies have reviewed processes for biomass pretreatment prior to the production of cellulosic ethanol (Mosier et al. 2005a; Öhgren et al. 2007; Carvalheiro et al. 2008; Taherzadeh and Karimi 2008; Hendriks and Zeeman 2009; Alvira et al. 2010; Girio et al. 2010), pretreatment via torrefaction for the production of synthetic fuels by means of gasification and for co-firing (Svoboda et al. 2009; van der Stelt et al. 2011), and thermal pretreatment of wood to improve durability (Esteves and Pereira 2009; Ibach 2010). The mechanisms involved in the thermal pretreatment of wood have been reviewed by Garrote et al. (1999), Boonstra (2008), and Liu (2010). Other works have reviewed chemical treatments of wood (Rowell 1983; Kollmann and Côté 2003; Rowell 2005a, 2007; Hill 2006; Li et al. 2007; Kalia et al. 2009; Xie et al. 2010) and chemical modification and characterization of natural fiber-reinforced composites (John and Anandjiwala 2008). Fatehi and Ni (2011) and Smith (2011) assessed literature regarding pretreatment of wood prior pulping and paper manufacture. Mukhopadhyay and Fangueiro (2009) have reviewed physical processes devoted to separating and modifying the surface of natural fibers either for increasing surface roughness or for changing polarity to increase fiber–matrix interaction of composites. Moreover, Youngquist et al. (1994) have carried out an exhaustive review on uses of non-wood lignocellulosic materials for manufacturing building materials and composites. However, to the best of the authors’ knowledge, a review of the effect of thermal pretreatment of wood on the properties of wood composites is lacking. The objective of this study is to review works that have been carried out to modify the properties of wood composites by means of thermal pretreatment of wood.
Wood composition and its effect on wood-water affinity
Woody biomass is a heterogeneous material constituted of structural components (cellulose, hemicelluloses, and lignin) and non-structural components (polysaccharides of starch, extractives, proteins, some water-soluble organic compounds, and inorganic compounds) in less percentage (Thomas 1977; Sjöström 1981; Alén 2000). Cellulose, the main component (around 40–45 % of dry wood), is a linear polysaccharide with a highly regular structure and high degree of crystallinity, giving wood its characteristic strength. Cellulose consists of chains of 500–10,000 β(1 → 4)-linked d-glucose units. Highly ordered (or crystalline) regions are alternated by less ordered regions, known as amorphous regions (Sjöström 1981). Six polymorphs of cellulose (I, II, III1, III11, IV1, and IV11) exist, and two polymorphs of cellulose I are reported: Iα and Iβ) (O’Sullivan 1997). Thermogravimetric analysis (TGA) showed that cellulose is more thermally stable than lignin, hemicelluloses, and extractives. Rates of cellulose decomposition become measurable at approximately 225 °C, in both air and nitrogen environments (Órfão et al. 1999). Crystalline cellulose starts degrading at approximately 300 °C (Kim et al. 2001).
Extractives (e.g., terpenes, pinenes, tannins, and carbonyl compounds) give wood its characteristic odor and provide decay resistance (Rowell 1991). Extractives are responsible for low wettability of wood (Nzokou and Kamdem 2004) and bark (White et al. 1974). Extractives can be removed with neutral solvents, although dilute alkali is sometimes necessary (Hillis 1972; Sjöström 1981). Removing these wood constituents increases wood shrinkage (Choong 1969) and improves thermal stability (Shebani et al. 2008). Removal of extractives is expensive and time-consuming (Shebani et al. 2008). The heterogeneous chemical composition of extractives impedes obtaining a common pattern during their thermal degradation. The thermal degradation and evaporation of extractives are overlapped with that of hemicelluloses, cellulose, and lignin (Órfão et al. 1999).
Lignin (18–30 % of wood weight) is a phenol propane-based amorphous resin that fills the spaces between the polysaccharide fibers (occupying mainly the middle lamella of the wood cells), providing shape, structure, and support to tree trunks. The main precursor of lignin in softwoods is trans-coniferyl alcohol, and lignin precursors in hardwoods are trans-sinapyl alcohol and trans-p-coumaryl alcohol (Sjöström 1981; Alén 2000). Lignin contributes to wood durability and antimicrobial resistance (Rowell 1991) and imparts wood mechanical properties in the presence of moisture (Klüppel and Mai 2012). The thermal degradation of lignin starts at low temperatures (Brebu and Vasile 2010) (approximately 110 °C) and occurs in a narrow range of temperatures. However, degradation of lignin is low in the range of temperatures of torrefaction (Rutherford et al. 2005; Ciolkosz and Wallace 2011). Differential thermogravimetry (DTG) curves of lignin in air and nitrogen are almost similar at temperatures up to approximately 300 °C, showing that lignin heated up to these temperatures does not undergo significant oxidation, but shows reactions typical of pyrolysis, leading to the release of volatiles (Órfão et al. 1999). Good reviews related to a diversity of uses of lignin and lignin catalytic valorization can be found elsewhere (Glasser et al. 1983; Suhas and Ribeiro 2007; Brebu and Vasile 2010; Zakzeski et al. 2010; Doherty et al. 2011).
Hemicelluloses [20–32 % of wood weight (Pettersen 1984)] consist of heteropolysaccharides made up of pentoses (xylose, arabinose), hexoses (mannose, glucose, and galactose), and sugar acids with random and amorphous structure. The degree of polymerization of hemicelluloses is lower than that of cellulose (typically around 200) (Kollmann and Côté 2003; Rowell 2005b). There are two major classes of hemicelluloses: glucomannans and xylans. The main hemicelluloses in softwood are acetylgalactoglucomannan and arabinoglucuronoxylan. Hardwood hemicelluloses consist mainly of glucuronoxylan (O-acetyl-4-Omethyl-glucuronoxylan) with a small amount of glucomannan (Sjöström 1981; Laine 2005; Scheller and Ulvskov 2010). Wood hemicelluloses are highly branched and easily soluble in water (Sjöström 1981). Removal of hemicelluloses in a pure form from wood involves hydrolysis of covalent bonds (ester and ether) that link the hemicelluloses to lignin.
Hemicelluloses are less thermally stable than cellulose and lignin (Shafizadeh 1984; Rowell 1991). TGA of xylans showed that this compound starts degrading at 160 °C (Órfão et al. 1999). Hemicelluloses’ low degradation temperatures and their tendency to be easily hydrolysable by dilute acid or base convert these wood constituents into raw material for the production of biofuels (Saha 2003; Amidon et al. 2008). Hemicelluloses are more hydrophilic than cellulose and lignin (Skaar 1972; Rowell 1991), holocellulose (the sum of cellulose and hemicelluloses), or the gross wood (see Fig. 1). Therefore, hemicelluloses promote affinity of wood with water (Hillis 1984) and affect the surface energy of wood (Zhang et al. 2011). The low thermal stability of hemicelluloses can be disadvantageous for the production of wood–plastic composites (WPCs), because hemicelluloses degrade during press molding or extrusion, releasing volatile organic compounds (VOC), affecting the density (a critical property) of WPCs, and attacking parts of the equipment used for compounding WPCs (Klyosov 2007).

Wood–water interaction
Hygroscopicity is an inherent property of wood that affects dimensional stability, mechanical properties, thermal properties, density (Skaar 1984), affinity with other materials, and durability. Wood can hold water in the cell walls as bound water or in the cell cavities as free water. When subjected to moist or dry environments, wood’s natural tendency is to reach equilibrium with the environment (the equilibrium moisture content—EMC) by absorbing or desorbing moisture. During wood drying, the free water leaves the cell cavities first; the bound water is then removed from the cell wall. Retention of bound water results from the presence of hydroxyl groups of wood constituents. The hydroxyl groups attract and hold water molecules through hydrogen bonding (Skaar 1972). The hemicelluloses and the non-crystalline region of the cellulose chains are more prone to attract water due to the availability of hydroxyl groups. Christensen and Kelsey (1959) estimated that cellulose, hemicelluloses, and lignin in Eucalyptus regnans are responsible for approximately 47, 37, and 16 % of the total water sorption of this wood species. In theory, most, if not all, of the hydroxyl groups in hemicelluloses are accessible to moisture (Rowell 2005b).
The sorption behavior of wood resulting from changes in the relative humidity of the environment is described by an S-shaped isotherm. Three parts can be identified: (a) chemisorption, which predominates at low relative humidity and is characterized by the buildup of a monomolecular layer of water held by the free hydroxyls of the non-crystalline regions, (b) physisorption, which is characterized by the formation of a polymolecular layer of water, and (c) capillary condensation, which occurs when water vapor condenses in the void space of the cell wall at relatively high humidity (Hansen 1986; Fengel and Wegener 1989; Tsoumis 1991; Niemz 2010) [i.e., higher than 90 % (Boonstra 2008)]. Sorption isotherms can be obtained experimentally using saturated salt solutions (Acharjee et al. 2011) and environmental chambers, or can be predicted using sorption models such as the Hailwood–Horrobin model (Papadopoulos and Hill 2003) or the parallel exponential kinetics (PEK) model (Hill et al. 2012).
The sorption characteristic of wood is quite similar irrespective of the wood species, except in woods with high extractives content (Skaar 1972). However, temperature can affect the sorption behavior of wood (Stamm 1952; Skaar 1972, 1984; Hansen 1986; Kollmann and Côté 2003; Hill and Xie 2010). The sorption behavior of wood composites is different from that of gross wood (Suchsland 2004). Figure 1 shows a comparison of sorption curves of hemicelluloses, two types of wood (eucalyptus and spruce), and three types of wood composites (particleboard, medium density fiber board, and hardboard). It can be observed that the sorption of wood composites is lower than that of wood, especially at relative humidity greater than 30 %.
The production and behavior of engineered wood products are directly affected by wood hygroscopicity. Moisture is the most important issue for improving the durability of WPCs (Morrell et al. 2010). Therefore, pretreatment processes to remove high hygroscopic wood components are a strategy to reduce water absorption. Removal of wood fractions solubilizable in water helps decrease water absorption of wood composites (Boehm 1936). Water absorption of heat-treated solid Pinus radiata in the range of temperatures from 180 to 240 °C is reduced by 50 % (Popper et al. 2002). Thermal treatment is, in fact, responsible for reduction of equilibrium moisture content of wood (Hill et al. 2012). This change of properties in wood is mainly attributed to the removal of hemicelluloses because at temperatures of 170 °C or higher, essentially all the arabinan-arabino-galactan fraction is dissolved and the arabinose substituents, under the acidic conditions, are hydrolyzed to free sugars (Casebier et al. 1969; Amidon et al. 2008). Thermal treatment has been sought as an alternative to meet phytosanitary requirement of wood (Wang et al. 2011).
Thermal pretreatment of wood to remove hemicelluloses
Modification of wood characteristics involves operations that promote irreversible changes in the structure and/or in the chemical composition of wood. These changes can result for example from the removal of hemicelluloses, delignification, the alteration of the crystallinity index of cellulose, or the reduction of the degree of polymerization of cellulose and lignin. The modification of wood properties can be conducted through chemical, thermal, and biological processes (active treatments) or by impregnation (passive treatment) (Hill 2006).
The main objective of thermal treatment prior to the production of wood composites is to reduce wood hygrophilicity, which is accomplished primarily by partial removal of hemicelluloses. Even though different alternatives exist for isolating hemicelluloses from wood (e.g., extraction with alkali or neutral solutions) (Sjöström 1981; Kollmann and Côté 2003), thermal pretreatment avoids using chemicals since water or gases (e.g., nitrogen) and heat are employed. Thermal pretreatment has been used for a long time. Processes such as Iotech, Siropulper, Rapid Steam Hydrolysis/Continuous Extraction–RASH, Stake II (Henuningson and Newman 1985; Garrote et al. 1999), the American process, the Ant-Wuorinen, and the Scholler process (Harris 1952) have been reported. Currently, thermal treatment is the process most advanced commercially among the wood modification processes (Hill 2006). Several companies use heat (or heating in combination with other processes) to alter the properties of wood (e.g., BioGasol (www.biogasol.com), Thermowood® (www.superiorthermowood.com), Plato® (www.platowood.nl), Retified wood (www.retiwood.com), Perdure Technology (www.perdure.com), Masonite® (www.masonite.com), Bingaman (www.bingamanlumber.com), Thermo-treated Wood/Westwood (www.westwoodcorporation.com), Thermory® (www.thermoryusa.com), Opel Therm (www.opel3.com), and THOR Torrefied Wood® (www.silvatimber.co.uk)).
Thermal pretreatment consists normally of heating the wood at predetermined temperatures and durations in moist environments (environment that wood is exposed to) using hot water or steam, or in dry environments (dry refers to an environment without any liquid such as water; however, there could be some moisture in the wood) using nitrogen or air. Thus, two types of pretreatment can be distinguished: moist or wet processes (e.g., hot water extraction and steam explosion) and dry processes (e.g., torrefaction). This is not a formal classification of thermal pretreatment processes, but used in this paper for distinguishing the two processes. In fact, combination of “moist” processes with “dry” processes is possible, as in the Plato® technology (Militz and Tjeerdsma 2001; Boonstra 2008). However, the environment in which the treatment is conducted can define preprocessing (for example pre-drying before torrefaction) and postprocessing operations (for example drying of wood after steam explosion), and use or disposal of by-products (e.g., the hemicelluloses-rich fractions or the torrefaction gases). Since the environment has a significant influence upon the reaction chemistry occurring in the pretreatment operation (Hill 2006), a separation of processes into moist and dry is advantageous. Although the material used for torrefaction can contain some moisture, this intrinsic moisture in biomass is not high enough to change the conditions of the environment from “dry” to “wet.” Vegetable oils can be used for thermal treatment of wood as well (Tjeerdsma et al. 2005; Jones et al. 2005; Hill 2006; Fang et al. 2011, 2012), but this topic is out of the scope of this paper because apparently no works have been conducted using oil for modifying wood prior to the manufacture of wood composites.
Hemicelluloses removal in moist environments (“wet” thermal methods)
The importance of combining heat with water to shape wood more easily (e.g., for manufacturing canoes and ships) has been recognized since ancient times (Navi and Sandberg 2012). Rue (1925) (referred by Harris 1952) mentioned that Behrend in 1869 found that when wood is exposed to hot water at temperatures from 160 to 180 °C, it becomes sufficiently softened and the separation of the fibers is easier. Boiling or steaming of wood prior to grinding for mechanical pulping or production of coarse fibers has become common practice since then (Harris 1952). Although wet thermal methods have been carried out to remove hemicelluloses from lignocellulosic materials other than wood and, in some cases, some composites have been manufactured with those materials after thermal pretreatment (see for example Vignon et al. 1996; Focher et al. 1998; Suzuki et al. 1998; Laemsak and Okuma 2000; Keller 2003; Velasquez et al. 2003; Mosier et al. 2005b; Widyorini et al. 2005; Mohebby et al. 2008; Shao et al. 2009; Quintana et al. 2009; Mancera et al. 2011; Luo and Yang 2011; and other fifteen works referred by Youngquist et al. 1994), this review is focused on studies that have involved wood.
Tiemann (1915) (referred by Hill 2006) reported that pre-dried wood subjected to steam at 150 °C and 4 h reduced moisture sorption by up to 25 %, with low negative effects on mechanical properties. The Asplund process (Asplund 1935) is an example of processes in which wood chips were mechanically defiberized in the presence of steam at temperatures from 160 to 182 °C. Boehm (1930, 1936) disclosed a patent for producing wood composites with steam-treated wood and recovering soluble fractions from lignocellulosic materials. This process was based on the Masonite technology developed in 1924 (www.masonite.com) and patented by Mason (1926, 1931). The work conducted at the Masonite Corporation was a pioneering process that combined thermal pretreatment of wood with (a) the production of wood composites (hardboard) and (b) the recovery of the hemicelluloses-rich fraction for the production of value-added by-products such as furfural and acetic acid. Further works using hot water were carried out by Bobleter in Austria (Bobleter et al. 1976; Bobleter and Bonn 1983). Bobleter and Bonn (1983) stated that until the 1980s “the treatment of carbohydrates with pure water at elevated temperatures has attracted only sporadic interest.” More recently, for fuels production, there has been interest in using steam explosion as a pretreatment to enhance the accessibility of biomass for enzymatic hydrolysis (Schultz et al. 1983; Tanahashi 1990; Schütt et al. 2012) or for the production of wood composites (Takatani et al. 2000b; Angles et al. 2001).
The process in which hot water is used has been referred to as hot water extraction–HWE, also called autohydrolysis (Hsu et al. 1988; Schwald et al. 1988; Amidon et al. 2008), hydrothermolysis (Bobleter and Bonn 1983; Bobleter et al. 1991; Hörmeyer et al. 1988; Hill 2006; Boonstra and Tjeerdsma 2006; Boonstra 2008; Agbor et al. 2011), hot compressed water treatment (Kobayashi et al. 2009; Xiao et al. 2011), water hydrolysis (Harris 1952), wet torrefaction (Yan et al. 2010), hydrothermal carbonization (Funke and Ziegler 2010; Falco et al. 2011; Hoekman et al. 2011; Libra et al. 2011), aqueous fractionation, solvolysis or aquasolv (Agbor et al. 2011), aqueous liquefaction (Heitz et al. 1986), or cooking (Suchsland et al. 1987; Weil et al. 1998). This diversity of terms used to describe the same process could hinder comparison of properties of pretreated biomass under the effect of hot water. HWE has been used to convert lignocellulosic biomass into sugars using water at temperatures from 140 to 190 °C, without added chemicals (Nabarlatz 2006; Tunc and van Heiningen 2008; Amidon et al. 2008; Liu 2010), or to modify wood properties (Boonstra and Tjeerdsma 2006; Boonstra 2008).
During HWE, hemicelluloses from wood are depolymerized by hydrolysis reactions into monomers and oligomers (Garrote et al. 1999; Boonstra 2008; Ibbett et al. 2011). The process involves cleavage of the side chain constituents (arabinose and galactose), followed by degradation of the main chain constituents (mannose, glucose, and xylose). The resulting pentoses and hexoses are dehydrated to furfural and hydromethylfurfural, respectively (Garrote et al. 1999; Mochidzuki et al. 2003; Boonstra 2008; Liu 2010). Hydronium ions generated from water act as catalysts at the beginning of the process. However, hydronium ions generated from acetic acid become more important than those from water under operational conditions (Garrote et al. 1999).
Scanning electron microscopy (SEM) analysis showed that small spherical-like droplets are present on the surface of biomass after thermal treatment with hot water or steam. This phenomenon has been attributed to the coalescence and migration of lignin to the surface of the wood cells (Marchessault 1991; Selig et al. 2007; Donohoe et al. 2008; Sannigrahi et al. 2011). Selig et al. (2007) hypothesized that once the temperature of the treatment surpasses the phase-transition temperature of lignin (i.e., in the range ~120–200 °C), lignin is fluidized and coalesces within the cell walls. Lignin in a fluid state acquires mobility due to capillary and hydrophobic forces and migrates to the bulk liquid phase of the pretreatment mixture. Coalesced lignin could harden upon cooling after the treatment and either become trapped within the cell wall layers or deposited back on the surface of the treated material. Figure 2 shows examples of deposited material (likely lignin and lignin-based compounds) on the surfaces of fibers of (a) sugar maple after HWE at 160 °C and 120 min and (b) ponderosa pine after HWE at 160 °C and 90 min, as has been observed using SEM.

SEM of hot water extracted sugar maple (left) and ponderosa pine (right)
Thermal pretreatment in wet environments is responsible for increased dimensional stability of wood (Hillis 1984). The degree of crystallinity of cellulose is increased (Bhuiyan et al. 2000), and partial depolymerization of cellulose and lignin, especially at high temperatures, occurs (Tjeerdsma et al. 1998; Sweet and Winandy 1999; Garrote et al. 1999). Lignin can also be subjected to partial solubilization (Tunc and van Heiningen 2008; Carvalheiro et al. 2008), plasticization (Bouajila et al. 2005; Angles et al. 2001), and condensation and/or repolymerization reactions (Boonstra 2008). During the thermal modification, the color of the resulting solid fraction changes to dark brown (Harris 1952; Angles et al. 2001; Boonstra 2008). Change in color has been attributed to the oxidation of phenolic compounds (Sundqvist 2002, 2004), the presence of reduced sugars and amino acids, the emanation of formaldehydes (Sandoval-Torres et al. 2010), the formation of quinines, or the caramelization of holocellulose components (Boonstra 2008). The color of thermal-treated wood affects the color of wood composites such as WPCs (Pelaez-Samaniego et al. 2012) and particleboard (Hsu et al. 1988).
Softwood and hardwood behave differently during wet thermal treatment (Harris 1952; Niemz et al. 2010; Hill 2006; Shi et al. 2007). HWE of ponderosa pine at 160 °C and 90 min and sugar maple at 160 °C and 120 min showed that up to 20 and 23 % of the initial dry mass, respectively, is removed (Chaffee 2011; Amidon et al. 2008) (Figs. 3, 4). Cellulose is more stable than the other wood constituents and starts degrading at temperatures above 200 °C (Mok and Antal 1992; Amidon et al. 2008; Boonstra 2008). Increasing time and/or temperature, the autohydrolysis of pine increases the yields of xylose and mannose; HWE at 100 °C yields very low amounts of extracted fractions. Heating pine wood at 130 °C for 7 h reduces the pentoses content from 11 to 9 % (Hillis 1984). In processes up to 170 °C, essentially the entire arabinan-arabino-galactan fraction is dissolved, and the arabinose substituents, under the acidic conditions, are hydrolyzed to free sugar. Extraction at temperatures over 170–180 °C and 45 min has been considered severe (Casebier et al. 1969).

Typical hot water extraction (HWE) yields of ponderosa pine (Chaffee 2011)

Typical hot water extraction (HWE) yields of sugar maple (Amidon et al. 2008)
Few works have been devoted to analyzing the properties of the extracted wood relevant to the production of wood composites. Wood subjected to HWE showed that important changes occur on the solid residue: particle shape and diameter, as well as pore size changed depending on the reaction temperature (Hietala et al. 2002; Kobayashi et al. 2009; Paredes et al. 2009; Duarte et al. 2011). The degree of crystallinity as well as liquid wetting and penetration is also increased proportionally to the increase of the severity factor (Paredes et al. 2009). Cracks in the cell walls (Boonstra 2008) and increased surface roughness (Angles et al. 1999; Duarte et al. 2011; Pelaez-Samaniego et al. 2012) have also been observed. The physical and chemical changes of the solid residue have normally been attributed to the removal of wood chemical constituents (Kobayashi et al. 2009).
Hot water extraction is of interest in the paper and pulp industry (Li et al. 2010; Duarte et al. 2011; Lu et al. 2011) as a pretreatment operation for the production of lignocellulosic ethanol (Kim 2004; Kobayashi et al. 2009), as part of biorefinery concepts involving biomass pyrolysis (Brown and Holmgren 2006), or as a pretreatment operation prior to the production of wood composites (Paredes et al. 2009; Pelaez-Samaniego et al. 2012). The goal of most works related to HWE is to maximize the yield of sugars, acids, or other chemicals from lignocellulosic materials, without paying attention to the structural changes in extracted wood (Sattler et al. 2008). However, studies integrating the effect of HWE on the yield of by-products (e.g., hemicelluloses-derived sugars) with the manufacture of wood composites could promote HWE as a pretreatment option to be considered within the engineered wood industry. An advantage of using HWE wood prior to the production of wood composites is that readily available lignin (due to plasticization and possible redistribution during HWE) can play an important role during the manufacturing of the composite (Mason 1928).
Hemicelluloses removal in dry environments (“dry” thermal methods)
Heat has been used to improve the physical properties of wood for a long time (Rowell et al. 2002). The Vikings would burn the wood surface to make it more durable (Mayes and Oksanen 2002). Stamm and Hansen (1937) mentioned different works conducted from 1915 to 1936 aiming to reduce hygroscopicity of wood through thermal treatment in dry environments (i.e., in nitrogen or other types of inert environment). Further works were observed during the 1930s. For example, Bouteille (1939) patented a continuous system to “torrefy” small wood logs in a counter-flow vertical reactor. In fact, the term “torrefaction” is commonly used to best describe the thermal treatment of wood in “dry” environments.
Torrefaction, also known as mild pyrolysis (Inari et al. 2007), low temperature pyrolysis (Yan et al. 2009), or thermal rectification (Gohar and Guyonnet 1998; Weiland and Guyonnet 2003), occurs when wood is heated in the presence of inert gases at temperatures between 200 and 300 °C, without using external chemicals. These conditions avoid combustion and oxidation of wood. Heating rates during torrefaction are close to 50 °C/min (Svoboda et al. 2009). The mechanism of biomass torrefaction has been widely studied and reported elsewhere (Fonseca et al. 2005; Bellais et al. 2003; Turner et al. 2010; Repellin et al. 2010a; Ciolkosz and Wallace 2011).
In the range of temperatures of torrefaction, degradation of hemicelluloses occurs (Hillis 1984; Jämsä and Viitaniemi 2001; Repellin and Guyonnet 2005; Inari et al. 2007). Cellulose is subjected to dehydration (Mamleev et al. 2009), lignin and cellulose are subjected to partial depolymerization, and the crystallinity index (CrI) of cellulose is increased (Broido et al. 1973; Nimlos et al. 2003; Pétrissans et al. 2003; Windeisen et al. 2009; Tumuluru et al. 2011). However, it is not clear if the increase of the CrI is due to degradation of amorphous cellulose, recrystallization of amorphous cellulose, or to a combination of both (Boonstra 2008). Reduction of the degree of polymerization of cellulose results from the regeneration of free radicals, elimination of moisture, formation of carbonyl and carboxyl groups, and formation of carbon dioxide (Bhuiyan et al. 2000, 2001). Similar to wood pretreatment in the presence of moist environments, the color of wood changes to dark brown during torrefaction (Jämsä and Viitaniemi 2001). The porosity of the remaining solid does not change during torrefaction at short residence times (i.e., less than 1 h) (Rutherford et al. 2005).
The yields and energy contents of the products depend on the temperature, reaction time, and type of biomass (Svoboda et al. 2009). Chen and Kuo (2010) mentioned that in torrefaction at 240 °C and 1 h, the maximum hemicelluloses extraction occurred in four types of biomass: bamboo, willow, coconut shell, and wood (Ficus benjamina L.); at temperatures up to 240 °C, cellulose and lignin were not affected in the types of biomass the authors studied. Nevertheless, torrefaction at temperatures as low as 180 °C can degrade hemicelluloses (Kamdem et al. 2002).
Dimensional stability, resistance against fungal degradation, water vapor sorption, and durability are improved in torrefied wood (Jämsä and Viitaniemi 2001; Kamdem et al. 2002; Tjeerdsma and Militz 2005; Hakkou et al. 2006; Borrega and Kärenlampi 2008; Ates et al. 2009; Ibach 2010; Pfriem et al. 2010; Dubey et al. 2012). The moisture content of torrefied wood, on the other hand, is reduced to 2 % or less, and the heating value is increased up to 23–24 MJ/kg (Fonseca et al. 2005). The degree of grindability is improved as consequence of the brittleness that torrefied wood acquires (Svoboda et al. 2009), reducing energy consumption during grinding (Bridgeman et al. 2010; Repellin et al. 2010b; Phanphanich and Mani 2011). However, irreversible negative impacts such as loss of strength, toughness, and abrasion resistance have been reported (Harris 1952; Stamm 1956; Mayes and Oksanen 2002; Kamdem et al. 2002; Tjeerdsma and Militz 2005; Shi et al. 2007; Stanzl-Tschegg et al. 2009; Ibach 2010). The reduction of the tenacious nature of wood during torrefaction results mainly from the breakdown of the hemicelluloses matrix and cellulose depolymerization (Bergman et al. 2005; Bergman and Kiel 2005).
Torrefaction of sugar maple tests showed that superficial morphological changes occur. As in HWE, spherical-like particles are deposited on the cell walls or seem to emerge from the cell walls. The mechanism and kinetics of the formation of this deposited material, its composition, and its impact on wood properties and wood composites deserve more study. Figure 5 shows SEM micrographs of sugar maple chips torrefied at 290 and 310 °C (measured on the outer reactor’s surface) and approximately 10 min of residence time (time inside the hot section of the reactor’s chamber) conducted using an auger pyrolysis reactor under nitrogen environment.

SEM micrographs of torrefied sugar maple at 290 °C (a) and 310 °C (b) and ~10 min of residence time in an auger reactor
The by-products released from torrefaction are water vapor, acetic acid, CO2, methanol, CO, and other minor compounds (i.e., phenol fractions and chemical compounds of low energy content) (Degroot et al. 1988; Mani 2009; Chiaramonti et al. 2011). A typical experimental result of torrefaction of willow has been reported by Kiel (2007) (Fig. 6). By-products of torrefaction are frequently burnt (Bergman and Kiel 2005; Chiaramonti et al. 2011), but most works do not report uses or disposal of gases.

Typical torrefaction yields of willow (Kiel 2007). MC moisture content, LHV low heating value
Use of thermally treated wood for the manufacture of wood composites
A number of studies have been performed on the effects of thermal pretreatment of wood for the production of wood composites (summarized in Table 1). Some studies have also analyzed the effects of postmanufacture thermal treatment of wood composites (e.g., Hann 1965; Suchsland and Enlow 1968; Hsu et al. 1989; Zhang et al. 1997; Okino et al. 2007; Ayrilmis and Winandy 2009; Ayrilmis et al. 2009; Mendes et al. 2013) but, since this review is focused on thermal pretreatment, this topic is not covered. Main findings on the influence of thermal pretreatment of wood on end composite products are compiled in Table 2.
Effect of wood thermal pretreatment on wood–plastic composites
The effect of thermal pretreatment (both wet and dry) on properties of wood–plastic composites (WPCs) has been investigated by Angles et al. (1999), Andrusyk et al. (2008), Westin et al. (2008), Follrich et al. (2010), Ayrilmis et al. (2011a), Hosseinaei et al. (2012a, b), and Pelaez-Samaniego et al. (2012). The main findings of the impact of thermal pretreatment on wood composites are summarized in Table 2.
Andrusyk et al. (2008) produced extruded wood–plastic composites (WPCs) using hot-water-extracted hardwood and polypropylene (PP); mechanical properties (tensile, flexural, and Izod impact) were compared with WPCs produced with unextracted wood. In addition, the authors compared specific gravities and linear burn rate. Evaluation of mechanical properties showed that tensile modulus, tensile strength, flexural modulus, and flexural strength are significantly increased (14.38, 19.25, 8.16, and 13.39 %, respectively). The specific gravity of the products showed similar results (1.01 and 1.02 g/cm3 for WPCs from unextracted and extracted wood, respectively). Linear burn rate was increased by approximately 21 %.
Hosseinaei et al. (2012a, b) reported that hot-pressed WPCs manufactured with hot-water-extracted southern yellow pine and isotactic polypropylene homopolymer or maleic anhydride grafted polypropylene (MAPP) showed less water absorption and higher tensile properties, a probable consequence of better interfacial bonding and lower hydrophylicity of extracted wood. The presence of coupling agents was responsible for better wood–polymer interaction. Similar results have been observed by Takatani et al. (2000a), who produced WPCs using steam-exploded beechwood flour of different particle sizes with poly(vinyl chloride) (PVC) and polystyrene (PSt). WPCs boards manufactured from steam-exploded beech had better mechanical properties and reduced water absorption (WA) than boards with unextracted material. An interesting result showed a relationship between performance of the products and particle size: the smaller the particle size, the higher the performance of the product. Furthermore, only a slight effect of the wood species was observed (Takatani et al. 2000b).
HWE conducted on ponderosa pine changed dramatically its chemical composition and increased the amount of fines in flour pine used for the manufacture of WPCs (Pelaez-Samaniego et al. 2012). Two types of thermoplastics were used in the referred work: PP and high density polyethylene (HDPE). Formulations based on HDPE + extracted pine and PP+ extracted pine absorbed 46.5 and 45 % less water than formulations based on HDPE + unextracted pine and PP+ unextracted pine, respectively. Thickness swelling (TS) was reduced by 45 and 59 %, respectively, after 2,520 h of immersion (Fig. 7). Modulus of rupture (MOR) in bending was increased by approximately 15 and 13 % in treated pine + HDPE and treated pine + PP, respectively. The water diffusion constant was decreased by approximately 36 %. This improvement in water resistance and mechanical properties was attributed mainly to the removal of hemicelluloses.

Comparison of water absorption (a) and thickness swelling (b) of WPCs produced with pretreated and untreated pine (TP and UP, respectively) (Pelaez-Samaniego et al. 2012)
Westin et al. (2008) analyzed the effect of thermal pretreatment of wood on decay resistance of WPCs produced with bio-derived raw materials (cellulose acetate propionate–CAP or poly-lactic acid–PLA).Thermal modification was conducted in accordance with the Thermowood® process (Mayes and Oksanen 2002) at a temperature of 212 °C. The authors combined 50 % of treated wood with 50 % of CAP or PLA for manufacturing injection-molded WPCs that were tested in laboratory conditions. Another set of WPCs specimens were manufactured via extrusion combining 60 % of wood with 40 % of CAP and tested in field conditions. Laboratory tests consisted of exposing WPCs specimens to attack by three types of fungi (Postia placenta, Coniophora puteana, and Gloeophyllum trabeum) over 10 weeks. Field tests consisted of a two-year in-ground test and a test of specimens subjected to marine exposure. Results showed better resistance to decay of all specimens produced with thermally modified wood. In-ground tests, on the other hand, showed that buried WPCs specimens produced with treated wood resisted the attack of terrestrial microcosms after 32–47 weeks. Specimens tested on the marine field also resisted the attack of shipworm. WPCs produced with thermally treated wood and CAP showed equal or better mechanical properties than boards produced with untreated wood. Improved resistance to decay of WPCs produced with thermally treated wood has also been observed by Hosseinaei et al. (2012b).
It has been reported that long-term storage of WPCs produced with heat-treated wood affects mechanical properties of extruded WPCs. Follrich et al. (2010) investigated the effect of thermal pretreatment of wood in dry conditions, using a kiln (presumably in inert environment) and the effect of storing samples under constant conditions after 5 years. The authors showed that WPCs specimens stored for a long time had an increased Young’s modulus and decreased strain, and that tensile strength was higher than that recorded on composites tested immediately after production. Flexural tests showed that modulus of elasticity (MOE) increased, but MOR decreased. The increase in mechanical properties of WPCs was attributed to possibly improved interactions between OH groups of thermally treated wood and the degradation of polymer chains emerging during the long-term storage.
WPCs produced with thermally treated eucalyptus (using steam at 180 °C for 40 min) reduced TS by more than 80 % and WA by more than 70 % after 28-day submersion compared with untreated wood (Ayrilmis et al. 2011a). Thermal pretreatment was responsible for decrease of screw withdrawal resistance. Additionally, MOR and MOE were reduced up to 19 and 22 %, depending on the conditions of the treatment. Temperature during treatment impacted on results more than time. They attributed the reduction of mechanical properties to the reduction of the degree of wettability of wood after the thermal treatment.
Startsev et al. (1999) used steam explosion to modify wood prior to manufacturing wood–plastic pressed panels (referred to as “thermobalite”). Mechanical and durability tests showed that MOR was doubled in comparison with particleboard produced with untreated wood. WA was reduced to half in comparison with common particleboard. The authors also found that the glass transition temperature of the products was reduced, and the degree of crystallinity of cellulose was not affected considerably during the pretreatment.
Angles et al. (1999) conducted steam explosion pretreatment to modify softwood sawdust prior to the production of extruded WPCs. The authors produced WPCs using treated wood and PP with and without maleic anhydride-polypropylene copolymer (MAPP) as compatibilizer. WPCs produced with treated wood without compatibilizer presented, in general, similar physical and mechanical properties to WPCs produced with untreated wood. WPCs that included the compatibilizer presented a better adhesion due to the positive effect of MAPP. This observation suggested that thermal pretreatment improved compatibility between MAPP and wood, resulting from the increase in roughness on the surface of the fibers and changes on chemical composition of wood. Tensile strength and modulus were increased in the presence of MAPP, which was attributed to better adhesion between treated wood and PP. Good bonding between these materials in the presence of the compatibilizer was, therefore, the main factor that affected mechanical properties.
Effect of wood thermal pretreatment on binderless panels
Angles et al. (2001) produced binderless panels with steam-exploded wood. In some experiments, the authors added sulfuric acid during the steam treatment to increase the severity factor. Severity factor was evaluated using the R parameter (Eq. 1):
where T refers to temperature and t to time (Angles et al. 2001). Increase of pretreatment severity factor increased surface energy and reactive area (Table 2). The entirety of the fibers was reduced when severity factor was increased. Presence of coalesced lignin (in the form of small droplets) on the surface of the fibers was observed. The panels were produced, in some experiments, adding lignin to the pretreated wood in percentages of 5, 10, and 20 %. Mechanical and physical properties of the panels improved as the severity factor increased to a maximum, which corresponded to R approximately equal to 4 (better internal bonding was attributed to depend on the higher amounts of lignin). Panels produced with wood treated at severity R = 4 showed that WA and TS were reduced more than three times, while MOR and MOE increased more than twice, compared with controls. After R = 4, mechanical and physical properties dropped drastically. The addition of lignin did not affect the density, internal bonding, and thickness swelling of the boards. However, MOR was notably increased by the addition of 20 % of lignin.
Another study related to binderless hardboard was carried out by Suchsland et al. (1987), who found that both mechanical properties and resistance to water are improved up to a maximum pressure of 2.8 MPa during thermal pretreatment. Further increases of pressure impacted negatively mechanical properties, and water resistance was not increased.
Effect of wood thermal pretreatment on particleboard
Hsu (1986) and Hsu et al. (1988) reported steam pretreatment as a method for improving dimensional stability of wood-based composites such as waferboard and particleboard. The authors removed part of the hemicelluloses from wood by steam pretreatment under different conditions. Results of chemical analysis of the residual solid fraction showed that hemicelluloses are reduced during the thermochemical process and that cellulose and lignin remain mostly intact. The authors hypothesized that “the partial hydrolysis of hemicelluloses increases the compressibility of wood, reduces the tendency for stresses to be built-up in pressed composites, and lowers the springback of the compressed wood” (Hsu et al. 1988). MOR was not affected, and MOE was improved. Internal bonding (IB) was reduced slightly. For particleboard, linear expansion and thickness swelling were reduced significantly. They observed that longer treatments tended to improve physical properties. MOR of particleboard was not significantly changed, and MOE was improved after steam pretreatment. IB slightly decreased with longer treatments (Table 2).
Sekino et al. (1999) produced particleboard with steam-treated wood and studied the effect of pretreatment at different temperatures on bond quality, recovery stress of compressed wood, and thickness swelling. Dimensional stability of particleboard was increased. This resulted from reduction of internal stresses imposed on adhesive bonds and a subsequent improvement of adhesive bonds. As in other studies, thickness change was considerably reduced in particleboard after using steam-treated wood. Reduction of swelling was correlated with reduction of both hygroscopicity and elasticity of wood particles. An additional study with steam-treated wood for manufacturing particleboard (Borysiuk et al. 2007) showed mechanical properties slightly decreased when treated wood is used. Thickness swelling was reduced for birch panels, but increased for pine.
Boonstra et al. (2006) reported the effect of a two-stage (hydrotreatment plus curing) thermal treatment of wood chips on swelling, IB, and durability of particleboard. The pretreatment was conducted with steam at temperatures below 200 °C. They found that the reduction in swelling of particleboard manufactured with particles that were only hydrotreated (without the curing stage) was greater than when the curing process was added. Moreover, the IB and the EMC of particleboard produced with one-stage heat-treated wood was higher than that of particleboard produced with the two-stage treated wood (Table 2). The effect of temperature was more important than the effect of treatment duration on the properties of particleboard. Particleboard was also produced with thermally modified pine (species unknown) in dry conditions (nitrogen atmosphere) by Ohlmeyer and Lukowsky (2004). The authors pressed panels under different conditions to study the effect of thermal pretreatment. Their results show that EMC of panels pressed with treated pine is reduced by up to 10 % (environment was 65 % RH and 20 °C), TS is reduced up to 13 %, and WA is reduced by more than 20 %, in comparison with controls. Tests of mechanical properties showed that while MOE is approximately the same, MOR and IB are considerably reduced (up to 25 and 30 %, respectively) in particleboard panels manufactured with treated pine.
Effect of wood thermal pretreatment on oriented strand board
Paredes (2009) studied the effect of HWE in oriented strand board (OSB) manufacture. According to the author, HWE improves dimensional stability of OSB. Mechanical properties of OSB manufactured with softwood are enhanced, but they are reduced when hardwood is employed. IB was slightly reduced as consequence of HWE (Table 2). The extraction time had a significant effect on properties of strands. Strand thickness and tree source did not influence WA (Paredes et al. 2008, 2009). The work reported by Howell et al. (2009) adds information to the works of Paredes and coworkers on the effects of HWE on OSB produced with HWE red maple. They tested the effect of brown rots (M. incrassata and G. trabeum) and white rots (P. sanguineus and I. lacteus) on OSB and found limited effect of HWE on the susceptibility of OSB to decay. Similar results were also reported by Taylor et al. (2008), who found a slight increase in resistance of OSB to mold attack, although not statistically significant.
Another work related to the production of OSB (Paul et al. 2006) found that the thermal pretreatment leads to a reduced EMC of the OSB panels. TS was significantly lower when treated wood was used, independently of the resin used. IB was better for treated wood. However, WA was not reduced when melamine-urea-phenol-formaldehyde (MUPF) and PF resins were used and only polymeric diphenyl methane diisocyanate (pMDI)-bonded panels absorbed less water, showing an additional effect of the type of resin. They also reported that mechanical properties (MOE and MOR) of OSB panels were reduced up to 30 and 50 %, respectively, after the pretreatment of the wood. Durability tests of thermally modified strands used for OSB showed improved fungal resistance in comparison with untreated material (Paul et al. 2007). Some results of Paul et al. (2006) are corroborated by the work of Mendes et al. (2013). The work of Mendes et al. (2013) also compared the effects of thermal pretreatment of strands with the effect of thermal posttreatment of the OSB panels and concluded that pretreatment has a more visible impact in terms of reduction of mechanical properties and improved resistance to the effect of moisture. The authors observed that the thermal pretreatment of strands improved the positive effect of added wax, which suggested better compatibility between wax and pretreated wood.
Effect of wood thermal pretreatment on waferboard
Only work on the use of thermally modified wood for production of waferboard was reported by Hsu et al. (1988). The authors found that the impact of steam explosion on waferboard is similar to the impact on particleboard. Dimensional stability of the composite was increased. Mechanical properties were susceptible to the temperature at which the pretreatment was carried out because high temperatures appear to impact the mechanical properties negatively.
Effect of wood thermal pretreatment on flakeboard
Production of flakeboard using hemicelluloses extracted pine has been reported by Hosseinaei et al. (2011). The extraction process was responsible for mass loss up to 24.6 ± 3.1 % and increase in the degree of crystallinity of wood. The flakeboards produced with treated wood showed increased MOE and MOR. IB results met standard requirements, but were reduced after hemicelluloses removal. TS and WA were significantly reduced after HWE, and thus, dimensional stability was improved. The removal of hemicelluloses was attributed to be the main reason for the reduction of hydroxyl groups and hygroscopicity.
Effect of wood thermal pretreatment on fiberboard
Medium density fiberboard (MDF) panels produced using rubberwood (Hevea brasiliensis) fibers and UF showed that wet thermal treatment was responsible for a reduction of TS. But thermal pretreatment negatively affected WA for treatment conditions at temperatures above 120 °C, independent of the treatment time (Ayrilmis et al. 2011b). This result, according to the authors, can be explained by the fact that no wax or other substances that limit or reduce hydrophilicity were used. Mechanical properties (MOR and MOE) were reduced as a consequence of the wood thermal pretreatment. Nevertheless, values of MOR and MOE met the minimum requirements of EN 622–5 standard for MDF. IB was also negatively affected by the thermal treatment, which was attributed to the reduction of polarity of the wood surface, resulting in less wettability and, therefore, less adhesion between wood and UF (Ayrilmis et al. 2011b). Another work (Mohebby et al. 2008) found similar results: water absorption of MDF manufactured with wet thermal pretreated wood was not affected, thickness stability was improved, and mechanical properties were reduced. Garcia et al. (2006) showed also reduction of thickness swelling and water absorption of MDF after water soaking. The authors showed that the springback of panels after repeated cycles of adsorption and desorption do not change after thermal pretreatment of wood. According to this work, MOR, MOE, and IB did not show statistically significant differences between panels manufactured with treated and untreated panels. Very low density fiberboard produced with steam-treated wood showed reduction of thickness swelling higher than 60 %. MOE did not show changes, while MOR and IB showed a slight reduction as consequence of using thermal pretreatment (Rowell et al. 1995).
Results of the different works presented confirm that the main factor contributing to improvement of dimensional stability and reduction of water absorption of wood composites is the removal of hemicelluloses, which occurred normally at temperatures above 150 °C in the presence of either water or nitrogen. Thermal pretreatment of wood and bark at temperatures at which hemicelluloses are not removed (100 °C or less) showed negative effects on particleboard (Zheng et al. 2006; Ngueho Yemele et al. 2008). Water absorption and thickness swelling of particleboard manufactured with pretreated wood at or below 100 °C were increased by approximately 31 and 21 %, respectively (Zheng et al. 2006). The authors hypothesized that the removal of some extractives (salts and phenolic substances) and the increase of pH of wood during the thermal pretreatment could have reduced wood-adhesive compatibility and affected negatively particleboard properties. Similarly, particleboard produced from extracted bark at 100 °C showed reduction of mechanical and physical properties compared with controls (Ngueho Yemele et al. 2008). Removal of hot-water-soluble extractives (as per ASTM D1110-84) has, on the other hand, reduced the time required to reach maximum heat flux during the manufacture of wood-gypsum-cement particleboards (Espinoza-Herrera and Cloutier 2008).
Disposal or use of hemicelluloses-rich fractions
Thermal treatment of 1 m3 of spruce can liberate up to 40 kg of different compounds that require some type of treatment to avoid environmental loading (Militz 2002). Burning of gases has been the common operation to reduce that load. However, the recovery of the extracted hemicelluloses-rich fractions could positively impact the simultaneous production of wood composites and other high-value products. Hemicelluloses-rich fractions have been studied for the production of ethanol and lactic acid via fermentation using Escherichia coli K011 and Bacillus coagulans MXL-9 (Walton 2009). This author showed that, since the hemicelluloses extracts do not contain sufficient sugars, sugar concentration steps are necessary to make production of ethanol attractive. Evaporation and ultrafiltration were tested as concentration steps, but resulted in poor yields of ethanol (1 %) and lactic acid (3 %). Baddam (2006) showed that hot water extracts can be used for the production of carboxylic acids. During the process, steps to inhibit the production of methane were necessary. Mixed microbial cultures were capable of converting glucose and xylose sugars and hydrolyzing oligomeric hemicelluloses without addition of supplemental enzymes. Other works mention a diversity of options for using the extracted liquor in biorefinery concepts (Amidon et al. 2008; Amidon and Liu 2009). Since most of these alternatives have been tested at laboratory scale, economic aspects are not reported in the works analyzed in this paper.
Literature regarding emissions when HWE wood is used for the manufacture of engineered wood products is poor. A recent work conducted by Paredes et al. (2010) compared the emissions resulting from the hot pressing of OSB produced with extracted and unextracted wood. They analyzed VOCs, phenol content, and the content of other compounds such as methanol, formaldehyde, and acetaldehyde. Phenol emissions were not detected on treated or on untreated wood processing. Methanol emissions were not significantly affected by hemicelluloses extraction. However, acetaldehyde and formaldehyde emissions were reduced after HWE.
Further work
Removal of hemicelluloses from wood by means of thermal treatment, keeping most of the cellulose and lignin, is responsible for reduced water-composites affinity and, in most cases, increased mechanical properties of wood composites. The importance of lignin in wood composites has been recognized since the 1920s (Mason 1928). Lignin could act as a binder (especially in wet environments) (Mason 1928; Byrd 1979; Suchsland and Woodson 1986; Back 1987; Angles et al. 2001), as a bio-protection agent (Agbor et al. 2011; Chirkova et al. 2011), and as a water repellent (Horn 1979; Winandy and Rowell 1984; Hosseinaei et al. 2011; Klüppel and Mai 2012). However, it is apparent that more work is required to understand how the lignin and/or lignin-derived compounds (deposited on the surface of wood fibers) and the structural changes of wood resulting from thermal treatment (e.g., change of porosity) impact the manufacturing process and the properties of wood composites. Understanding these phenomena could contribute to a better control of the pretreatment operations. Likewise, additional study on the impact of thermal pretreatment on the durability of wood composites under outdoor conditions is necessary.
Conclusion
Thermal pretreatment either in “wet” or “dry” environments is used to modify the composition and the structure of wood. The main effects of thermal treatment are the removal of hemicelluloses, the increase of the degree of crystallinity of amorphous cellulose, or the depolymerization of long-chain hydrocarbons and lignin. Although a reduction of mechanical properties of thermally modified wood has been observed, thermal treatment of wood is the most commercially developed strategy to modify wood characteristics. There exists a renewed interest in using heat-treated wood for the production of wood composites due to the advantages of employing less hydrophilic wood. Improved resistance to water absorption and dimensional stability was observed in particleboard, OSB, MDF, and WPCs produced with low hemicelluloses-content wood. In general, mechanical properties are increased, although a slight reduction has been reported in some cases. The engineered wood industry offers the advantage of using thermally modified wood without the necessity of isolating lignin and the possibility of recovering hemicelluloses-rich fractions to produce by-products. Research at larger scale is necessary to determine the advantages of integrating the manufacture of wood composites with thermal pretreatment of wood.
References
Acharjee TC, Coronella CJ, Vasquez VR (2011) Effect of thermal pretreatment on equilibrium moisture content of lignocellulosic biomass. Bioresource Technol 102:4849–4854
Agbor VB, Cicek N, Sparling R, Berlin A, Levin DB (2011) Biomass pretreatment: fundamentals toward application. Biotechnol Adv 29:675–685
Alén R (2000) Structure and chemical composition of wood. In: Gullichsen J et al (eds) Forest products chemistry, papermaking science and technology 3. Fapet, Jyväskylä, pp 11–57
Alvira P, Tomás-Pejó E, Ballesteros M, Negro MJ (2010) Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: a review. Bioresource Technol 101:4851–4861
Amidon T, Liu S (2009) Water-based woody biorefinery. Biotechnol Adv 27:542–550
Amidon TE, Wood CD, Shupe AM, Wang Y, Graves M, Liu S (2008) Biorefinery: conversion of woody biomass to chemicals, energy and materials. J Biobased Mater Bio 2:100–120
Andrusyk L, Oporto GS, Gardner DJ, Neivandt DJ (2008) Wood plastic composites manufactured from hot water extracted wood. Part I: mechanical evaluation. In: Proceedings of the 51st international convention of society of wood science and technology, November 10–12, Concepción, Chile
Angles NM, Salvado J, Dufresne A (1999) Steam-exploded residual softwood-filled polypropylene composites. J Appl Polym Sci 74:1962–1977
Angles MN, Ferrando F, Farriol X, Salvado J (2001) Suitability of steam exploded residual softwood for the production of binderless panels. Effect of the pre-treatment severity and lignin addition. Biomass Bioenerg 21:211–224
Asplund AJA (1935) Method of manufacture of pulp. US Patent 2008892
Ates S, Akyildiz MH, Ozdemir H (2009) Effects of heat treatment on calabrian pine (Pinus brutia ten.) wood. Bioresources 4(3):1032–1043
Ayrilmis N, Winandy JE (2009) Effects of post heat-treatment on surface characteristics and adhesive bonding performance of medium density fiberboard. Mater Manuf Process 24:594–599
Ayrilmis N, Laufenberg TL, Winandy JE (2009) Dimensional stability and creep behavior of heat-treated exterior medium density fiberboard. Eur J Wood Prod 67:287–295
Ayrilmis N, Jarusombuti S, Fueangvivat V, Bauchongkol P (2011a) Effect of thermal-treatment of wood fibres on properties of flat-pressed wood plastic composites. Polym Degrad Stabil 96:818–822
Ayrilmis N, Jarusombuti S, Fueangvivat V, Bauchongkol P (2011b) Effects of thermal treatment of rubberwood fibres on physical and mechanical properties of medium density fibreboard. J Trop For Sci 23(1):10–16
Back EL (1987) The bonding mechanism in hardboard manufacture. Holzforschung 41:247–258
Baddam RR (2006) Anaerobic fermentation of hemicellulose present in green liquor and hot water extracts to carboxylic acids. Master’s Thesis, University of Maine
Bain RL, Overend RP, Craig KR (1998) Biomass-fired power generation. Fuel Process Technol 54:1–16
Bellais M, Davidsson KO, Liliedahl T, Sjöström K, Pettersson JBC (2003) Pyrolysis of large wood particles: a study of shrinkage importance in simulations. Fuel 82:1541–1548
Bergman PCA, Kiel JHA (2005) Torrefaction for biomass upgrading. Energy Research Centre of the Netherlands (ECN), Unit ECN Biomass ECN Report: ECN-RX-05-180, 14th European biomass conference & exhibition, Paris, 17–21 October
Bergman PCA, Boersma AR, Zwart RWH, Kiel JHA (2005) Torrefaction for biomass co-firing in existing coal-fired power stations. Report ECN-C-05-013, ECN, Petten, Netherlands
Bhuiyan TR, Hirai N, Sobue N (2000) Changes of crystallinity in wood cellulose by heat treatment under dried and moist conditions. J Wood Sci 46:431–436
Bhuiyan RT, Hirai N, Sobue N (2001) Effect of intermittent heat treatment on crystallinity in wood cellulose. J Wood Sci 47:336–341
Bobleter O, Bonn G (1983) The hydrothermolysis of cellobiose and its reaction product d-glucose. Carbohyd Res 124:185–193
Bobleter O, Niesner R, Röhr M (1976) The hydrothermal degradation of cellulosic matter to sugars and their fermentative conversion to protein. J Appl Polym Sci 20(8):2083–2093
Bobleter D, Bonn G, Prutsch W (1991) Steam explosion-hydrothermolysis-organosolv. A comparison. In: Focher et al (eds) Steam explosion techniques. Fundamentals and Industrial Applications, Gordon and Breach Science Publishers, Amsterdam, pp 59–82
Boehm RM (1930) The Masonite process. Ind Eng Chem 22(5):493–497
Boehm RM (1936) Making board products and recovering water solubles from fibrous ligno-cellulose material. US Patent No. 2224135
Boonstra MJ (2008) A two-stage thermal modification of wood. Ph.D. dissertation in cosupervision Ghent University and Université Henry Poincaré, Nancy 1
Boonstra MJ, Tjeerdsma B (2006) Chemical analysis of heat treated softwoods. Holz Roh Werkst 64:204–211
Boonstra MJ, Pizzi A, Zomers F, Ohlmeyer F, Paul W (2006) The effects of a two stage heat treatment process on the properties of particleboard. Holz Roh Werkst 64:157–164
Borrega M, Kärenlampi PP (2008) Mechanical behavior of heat-treated spruce (Picea abies) wood at constant moisture content and ambient humidity. Holz Roh Werkst 66:63–69
Borysiuk P, Mamiński M, Grześkiewicz M, Parzuchowski P, Mazurek A (2007) Thermally modified wood as raw material for particleboard manufacture. In: The third European conference on wood modification, Cardiff, UK, 15–16th October
Bouajila J, Limare A, Joly C, Dole P (2005) Lignin plasticization to improve binderless fiberboard mechanical properties. Polym Eng Sci 45(6):809–816
Bouteille J (1939) Improvement of wood torrefaction ovens (In French). French Patent FR 839732
Bowyer JL, Shmulsky R, Haygreen JG (2007) Forest products and wood science: an introduction, 5th edn. Blackwell Publishing, Ames
Brebu M, Vasile C (2010) Thermal degradation of lignin. A review. Cellulose Chem Technol 44(9):353–363
Bridgeman TG, Jones JM, Williams A, Waldron DJ (2010) An investigation of the grind ability of two torrefied energy crops. Fuel 89:3911–3918
Broido A, Javier-Son AC, Ouano AC, Barrall EM (1973) Molecular weight decrease in the early pyrolysis of crystalline and amorphous cellulose. J Appl Polym Sci 17:3625–3627
Brown RC, Holmgren J (2006) Fast pyrolysis and bio-oil upgrading. Chicago section AIChE symposium October 11, 2006, http://www.ascension-publishing.com/BIZ/HD50.pdf, Accessed 10 March 2012
Byrd VL (1979) Press drying. Flow and adhesion of hemicellulose and lignin. Tappi 62(7):81–84
Carvalheiro F, Duarte LC, Girio FM (2008) Hemicellulose biorefineries: a review on biomass pretreatments. J Sci Ind Res India 67:849–864
Casebier RL, Hamilton JK, Hergert HL (1969) Chemistry and mechanism of water prehydrolysis on southern pine wood. Tappi 52(12):2368–2377
Chaffee TL (2011) Potential for enhanced properties of wood products by hot water extraction of low-value, undebarked ponderosa pine. Master’s Thesis, College of Environmental Science and Forestry, State University of New York, Syracuse
Chen W-H, Kuo P-C (2010) A study on torrefaction of various biomass materials and its impact on lignocellulosic structure simulated by a thermogravimetry. Energy 35:2580–2586
Chiaramonti D, Rizzo AM, Prussi M, Tedeschi S, Zimbardi F, Braccio G et al (2011) 2nd generation lignocellulosic bioethanol: is torrefaction a possible approach to biomass pretreatment? Biomass Conv Bioref 1(1):9–15
Chirkova J, Andersone I, Irbe I, Spince B, Andersons B (2011) Lignins as agents for bio-protection of wood. Holzforschung 65(4):497–502
Choong ET (1969) Effect of extractives on shrinkage and other hygroscopic properties of ten Southern pine woods. Wood Fiber Sci 1(2):124–133
Christensen GN, Kelsey KE (1959) Die Sorption von Wasserdampf durch die chemischen Bestandteile des Holzes. Holz Roh Werkst 17:189–203
Ciolkosz D, Wallace R (2011) A review of torrefaction for bioenergy feedstock production. Biofuel Bioprod Bior 5:317–329
Clemons CM (2010) Wood flour. In: Xanthos M (ed) Functional fillers for plastics, 2nd edn. Wiley-VCH, Weinheim, pp 269–290
Couhert C, Salvador S, Commandré JM (2009) Impact of torrefaction on syngas production from wood. Fuel 88:2286–2290
Degroot WF, Pan WP, Rahman MD, Richards GN (1988) First chemical events in pyrolysis of wood. J Anal Appl Pyrol 13(3):221–231
Doherty WOS, Mousavioun P, Fellows CM (2011) Value-adding to cellulosic ethanol: lignin polymers. Ind Crop Prod 33:259–276
Donohoe BS, Decker SR, Tucker MP, Himmel ME, Vinzant TB (2008) Visualizing lignin coalescence and migration through maize cell walls following thermochemical pretreatment. Biotechnol Bioeng 101(5):913–925
Duarte GV, Ramarao BV, Amidon TE, Ferreira PT (2011) Effect of hot water extraction on hardwood kraft pulp fibers (Acer saccharum, Sugar Maple). Ind Eng Chem Res 50:9949–9959
Dubey MK, Pang S, Walker J (2012) Changes in chemistry, color, dimensional stability and fungal resistance of Pinus radiata D. Don wood with oil heat-treatment. Holzforschung 66:49–57
Eckelman CA (1998) The shrinking and swelling of wood and its effect on furniture. Forest Natural Resources 163:1–26
Espinoza-Herrera R, Cloutier A (2008) Compatibility of four Eastern Canadian woods with gypsum and gypsum-cement binders by isothermal calorimetry. Maderas-Cienc Tecnol 10(3):275–288
Esteves BM, Pereira HM (2009) Wood modification by heat treatment: a review. Bioresources 4(1):370–404
Falco C, Caballero FP, Babonneau F, Gervais C, Laurent G, Titirici M-M, Baccile N (2011) Hydrothermal carbon from biomass: structural differences between hydrothermal and pyrolyzed carbons via 13C Solid State NMR. Langmuir 27:14460–14471
Fang C-H, Cloutier A, Blanchet P, Koubaa A, Mariotti N (2011) Densification of wood veneers combined with oil-heat treatment. Part I: dimensional stability. BioResources 6(1):373–385
Fang C-H, Cloutier A, Blanchet P, Koubaa A (2012) Densification of wood veneers combined with oil-heat treatment. Part II: hygroscopicity and mechanical properties. BioResources 7(1):925–935
Farmer RH (1967) Chemistry in the utilization of wood. Pergamon Press, London
Fatehi P, Ni Y (2011) Integrated forest biorefinery–prehydrolysis/dissolving pulping process. In Zhu J et al (eds) Sustainable production of fuels, chemicals, and fibers from forest biomass. ACS Symposium Series; American Chemical Society, Washington, DC
Fengel D, Wegener G (1989) Wood. Chemistry, ultrastructure, reactions. Water de Gruyter, Berlin
Focher B, Marzetti A, Beltrame PL, Avella M (1998) Steam exploded biomass for the preparation of conventional and advanced biopolymer-based materials. Biomass Bioenergy 14(3):187–194
Follrich J, Müller U, Gindl W, Mundigler N (2010) Effects of long-term storage on the mechanical characteristics of wood plastic composites produced from thermally modified wood fibers. J Thermoplast Compos 23:845–853
Fonseca F, Luengo CA, Suarez JA, Beaton PA (2005) Wood briquette torrefaction. Energy Sustain Dev 9(3):19–22
Funke A, Ziegler F (2010) Hydrothermal carbonization of biomass: a summary and discussion of chemical mechanisms for process engineering. Biofuel Bioprod Bior 4(2):160–177
Garcia RA, Cloutier A, Riedl B (2006) Dimensional stability of MDF panels produced from heat-treated fibres. Holzforschung 60(3):278–284
Garrote G, Dominguez H, Parajo JC (1999) Hydrothermal processing of lignocellulosic materials. Holz Roh Werkst 57:191–202
Girio FM, Fonseca C, Carvalheiro F, Duarte LC, Marques S, Bogel-Łukasik R (2010) Hemicelluloses for fuel ethanol: a review. Bioresource Technol 101:4775–4800
Glasser WG, Barnett CA, Muller PC, Sarkanen KV (1983) The chemistry of several novel bioconversion lignins. J Agr Food Chem 31(5):921–930
Gohar P, Guyonnet R (1998) Development of the retification process of wood at the industrial scale. The challenge safety and environment in wood preservation: (Cannes-Mandelieu, 2–3 Feb. 1998) Wood preservation. International symposium No. 4, Cannes-Mandelieu, France, pp 174–183
Hakkou M, Pétrissans M, Gérardin P, Zoulalian A (2006) Investigations of the reasons for fungal durability of heat-treated beech wood. Polym Degrad Stabil 91:393–397
Hann RA (1965) Process for reducing springback in pressed wood products. US Patent No. 3173460, March 16th, 1965
Hansen KK (1986) Sorption isotherms. A catalogue. Technical Report 162/86, Department of Civil Engineering, The Technical University of Denmark
Harris EE (1952) Wood hydrolysis. In: Wise LE, Jahn EC (eds) Wood chemistry, vol 2, 2nd edn. Reinhold Publishing Corporation, New York
Heitz M, Carrasco F, Rubio M, Chauvette G, Chornet E, Jaulin L, Overend RP (1986) Generalized correlations for the aqueous liquefaction of lignocellulosics. Can J Chem Eng 64:647–650
Hendriks ATWM, Zeeman G (2009) Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresource Technol 100:10–18
Henuningson JA, Newman RH (1985) A CP/MAS 13C NMR study of the effect of steam explosion processes on wood composition and structure. J Wood Chem Technol 5(2):159–188
Hietala S, Maunu SL, Sundholm F, Jämsä S, Viitaniemi P (2002) Structure of thermally modified wood studied by liquid state NMR measurements. Holzforschung 56(5):522–528
Hill C (2006) Wood modification. Chemical, thermal and other processes. Wiley, Chichester
Hill CAS, Xie Y-J (2010) The water vapour sorption kinetics of Sitka spruce at different temperatures analysed using the parallel exponential kinetics model. The Future of Quality Control for Wood & Wood Products’, 4–7th May 2010, Edinburgh The Final Conference of COST Action E53
Hill CAS, Ramsay J, Keating B, Laine K, Rautkari L, Hughes M, Constant B (2012) The water vapour sorption properties of thermally modified and densified wood. J Mater Sci 47:3191–3197
Hillis WE (1972) Review article formation and properties of some wood extractives. Phytochemistry 11:1207–1218
Hillis WE (1984) High temperature and chemical effects on wood stability. Part 1: general considerations. Wood Sci Technol 18:281–293
Hoekman SK, Broch A, Robbins C (2011) Hydrothermal carbonization (HTC) of lignocellulosic biomass. Energ Fuels 25:1802–1810
Hörmeyer HF, Tailliez P, Millet J, Girard H, Bonn G, Bobleter O, Aubert JP (1988) Ethanol production by Clostridium thermocellum grown on hydrothermally and organosolv-pretreated lignocellulosic materials. Appl Microbiol Biot 29(6):528–535
Horn RA (1979) Bonding in press-dried sheets from high-yield pulps. The role of lignin and hemicellulose. Tappi 62(7):77–80
Hosseinaei O, Wang S, Rials TG, Xing C, Taylor AM, Kelley SS (2011) Effect of hemicellulose extraction on physical and mechanical properties and mold susceptibility of flakeboard. Forest Prod J 61(1):31–37
Hosseinaei O, Wang S, Enayati AA, Rials TG (2012a) Effects of hemicellulose extraction on properties of wood flour and wood–plastic composites. Compos Part A Appl S 43:686–694
Hosseinaei O, Wang S, Taylor AM, Kim J-W (2012b) Effect of hemicellulose extraction on water absorption and mold susceptibility of wood-plastic composites. Int Biodeter Biodegr 71:29–35
Howell C, Paredes JJ, Jellison J (2009) Decay resistance properties of hot water extracted oriented strandboard. Wood Fiber Sci 41(2):201–208
Hsu WE (1986) Improved method of making dimensionally stable composite board and composite board produced by such method. Canadian Patent No. 1215510
Hsu WE, Schwald W, Schwald J, Shields JA (1988) Chemical and physical changes required for producing dimensionally stable wood-based composites, Part 1: steam pretreatment. Wood Sci Technol 22:281–289
Hsu WE, Schwald W, Shields JA (1989) Chemical and physical changes required for producing dimensionally stable wood-based composites. Wood Sci Technol 23(3):281–288
Ibach RE (2010) Specialty treatments. In: Wood Hanbook, Wood Handbook, Wood as an Engineering Material, Forest Products Laboratory. General Technical Report FPL-GTR-190. Madison, WI
Ibbett R, Gaddipati S, Davies S, Hill S, Tucker G (2011) The mechanisms of hydrothermal deconstruction of lignocellulose: new insights from thermal–analytical and complementary studies. Bioresource Technol 102:9272–9278
Inari GN, Petrissans M, Gerardin P (2007) Chemical reactivity of heat-treated wood. Wood Sci Technol 41:157–168
Irle M, Barbu MC (2010) Wood-based panel technology. In: Thoemen H et al (eds) Wood-based panels. An introduction for specialists. Brunel University Press, London
Jämsä S, Viitaniemi P (2001) Heat treatment of wood—better durability without chemicals. In: Rapp AO (ed) Review on heat treatments of wood. Hamburg BFH, pp 19–24
John MJ, Anandjiwala RD (2008) Recent developments in chemical modification and characterization of natural fiber-reinforced composites. Polym Compos 29(2):187–207
Jones D, Tjeerdsma B, Spear M, Hill C (2005) Properties of wood following treatment with a modified hot oil. In: European conference on wood modification, October 6th/7th, Göttingen, Germany
Kalia S, Kaith BS, Kaur I (2009) Pretreatments of natural fibers and their application as reinforcing material in polymer composites—a review. Polym Eng Sci 49(7):1253–1272
Kamdem DP, Pizzi A, Jermannaud A (2002) Durability of heat-treated wood. Holz Roh Werkst 60:1–6
Keller A (2003) Compounding and mechanical properties of biodegradable hemp fibre composites. Compos Sci Technol 63:1307–1316
Kiel J (2007) torrefaction for biomass upgrading into commodity fuels. IEA bioenergy task 32 workshop on fuel stage, handling and preparation and system analysis for biomass combustion technologies, Berlin, May 7
Kim TH (2004) Bioconversion of lignocellulosic material into ethanol: pretreatment, enzymatic hydrolysis, and ethanol fermentation, PhD Dissertation, Auburn University, Alabama
Kim JK, Pal K (2010) Recent advances in the processing of wood-plastic composites. Springer, Berlin
Kim DY, Nishiyama Y, Wada M, Kuga S, Okano T (2001) Thermal decomposition of cellulose crystallites in wood. Holzforschung 55(5):521–524
Klüppel A, Mai C (2012) Effect of lignin and hemicelluloses on the tensile strength of micro-veneers determined at finite span and zero span. Holzforschung 66:493–496
Klyosov A (2007) Wood-plastic composites. Wiley, Hoboken
Kobayashi N, Okada N, Hirakawa A, Sato T, Kobayashi J, Hatano S, Itaya Y, Mori S (2009) Characteristics of solid residues obtained from hot-compressed-water treatment of woody biomass. Ind Eng Chem Res 48:373–379
Kollmann FFP, Côté WA (2003) Principles of wood science and technology I. Solid wood, CBLS, Marietta, OH
Kollmann FFP, Kuenzi EW, Stamm AJ (1975) Principles of wood science and technology II. Wood based materials. Springer, New York
Laemsak N, Okuma M (2000) Development of boards made from oil palm frond II: properties of binderless boards from steam-exploded fibers of oil palm frond. J Wood Sci 46:322–326
Laine C (2005) Structures of hemicelluloses and pectins in wood and pulp. PhD Dissertation, Helsinki University of Technology (Espoo)
Li X, Tabil LG, Panigrahi S (2007) Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. J Polym Environ 15:25–33
Li H, Saeed A, Jahan MS, Ni Y, van Heiningen A (2010) Hemicellulose removal from hardwood chips in the pre-hydrolysis step of the kraft-based dissolving pulp production process. J Wood Chem Technol 30(1):48–60
Libra JA, Ro KS, Kammann C, Funke A, Berge ND, Neubauer Y et al (2011) Hydrothermal carbonization of biomass residuals: a comparative review of the chemistry, processes and applications of wet and dry pyrolysis. Biofuels 2(1):89–124
Liu S (2010) Woody biomass: niche position as a source of sustainable renewable chemicals and energy and kinetics of hot-water extraction/hydrolysis. Biotechnol Adv 28:563–582
Lu H, Hu R, Ward A, Amidon TE, Liang B, Liu S (2011) Hot-water extraction and its effect on soda pulping of aspen woodchips. Biomass Bioenerg 39:5–13
Luo P, Yang C (2011) Binderless particleboard from steam exploded wheat straw. Adv Mater Res 179–180:807–811
Maloney TM (1993) Modern particleboard and dry-process fiberboard manufacturing. Miller Freeman, Inc, San Francisco
Mamleev V, Bourbigot S, Le Bras M, Yvon J (2009) The facts and hypotheses relating to the phenomenological model of cellulose pyrolysis. Interdependence of the steps. J Anal Appl Pyrolysis 84:1–17
Mancera C, El Mansouri N-E, Ferrando F, Salvado J (2011) The suitability of steam exploded Vitis vinifera and alkaline lignin for the manufacture of fiberboard. Bioresources 6(4):4439–4453
Mani S (2009) Integrating biomass torrefaction with thermo-chemical conversion processes. In: Proceedings of the 2009 AIChE annual meeting, Nashville, TN, Nov 8–13, Paper No. 160229
Marchessault RH (1991) Steam explosion: a refining process for lignocellulosics. In: Focher et al. (eds) Steam explosion techniques. Fundamentals and Industrial Applications, Gordon and Breach Science Publishers, Amsterdam, pp 1–19
Mason WH (1926) Process and apparatus for disintegration of wood and the like. US Patent 1578609
Mason WH (1928) Integral insulating board with hard welded surfaces. US Patent 1663506
Mason WH (1931) Process of manufacturing insulated board. US Patent 1812970
Mayes D, Oksanen O (2002) The Thermowood® Handbook. Finnforest, Finland
Mendes RF, Junior GB, Almeida NF, Surdi PG, Barbeiro IN (2013) Effect of thermal treatment on properties of OSB panels. Wood Sci Technol 47(2):243–256
Militz H (2002) Heat treatment technologies in Europe: scientific background and technological state-of-art. In: Proceedings of conference on “enhancing the durability of lumber and engineered wood products” February 11–13, Kissimmee, Orlando. Forest Products Society, Madison, US
Militz H, Tjeerdsma B (2001) Heat treatment of wood by the “Plato-Process” In: Rapp AO (ed) Review on heat treatments of wood. Hamburg BFH, pp 25–35
Mochidzuki K, Sakoda A, Suzuki M (2003) Liquid-phase thermogravimetric measurement of reaction kinetics of the conversion of biomass wastes in pressurized hot water: a kinetic study. Adv Environ Res 7:421–428
Mohebby B, Ilbeighi F, Kazemi-Najafi S (2008) Influence of hydrothermal modification of fibers on some physical and mechanical properties of medium density fiberboard (MDF). Holz Roh Werkst 66:213–218
Mok WSL, Antal MJ (1992) Uncatalyzed solvolysis of whole biomass hemicellulose by hot compressed liquid water. Ind Eng Chem Res 31:1157–1161
Morrell JJ, Stark NM, Pendleton DE, McDonald AG (2010) Durability of wood-plastic composites. In: 10th international conference on wood & biofiber plastic composites and cellulose nanocomposites symposium, May 11–13, Forest Products Society, Madison, WI
Mosier N, Wyman C, Dale B, Elander R, Lee YY, Holtzapple M, Ladisch M (2005a) Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresource Technol 96:673–686
Mosier N, Hendrickson R, Ho N, Sedlak M, Ladisch MR (2005b) Optimization of pH controlled liquid hot water pretreatment of corn stover. Bioresource Technol 96:1986–1993
Mukhopadhyay S, Fangueiro R (2009) Physical modification of natural fibers and thermoplastic films for composites–A review. J Thermoplas Compos 22:135–162
Nabarlatz DA (2006) Autohydrolysis of agricultural by-products for the production of xylo-oligosaccharides. PhD Disseration, Universitat Rovira I Virgili, Tarragona
Navi P, Sandberg D (2012) Thermo-hydro-mechanical wood processing, 1st edn. EPFL Press, Boca Raton, FL
Ngueho Yemele MC, Cloutier A, Diouf PN, Koubaa A, Blanchet P, Stevanovic T (2008) Physical and mechanical properties of particleboard made from extracted black spruce and trembling aspen bark. Forest Prod J. 58(10):38–46
Niemz P (2010) Water absorption of wood and wood-based panels–significant influencing factors. In: Thoemen H et al (eds) Wood-based panels. An introduction for specialists. Brunel University Press, London
Niemz P, Hofmann T, Retfalvi T (2010) Investigation of chemical changes in the structure of wood thermally modified. In: Proceedings of the 11th international IUFRO wood drying conference, Skellefteå, Sweden, January 18–22
Nimlos MN, Brooking E, Looker MJ, Evans RJ (2003) Biomass torrefaction studies with a molecular beam mass spectrometer. Am Chem SocDiv Fuel Chem 48(2):590–591
Nzokou P, Kamdem DP (2004) Influence of wood extractives on moisture sorption and wettability of red oak (Quercus rubra), black cherry (Prunus serotina), and red pine (Pinus resinosa). Wood Fiber Sci 36(4):483–492
Öhgren K, Bura R, Saddler J, Zacchi G (2007) Effect of hemicellulose and lignin removal on enzymatic hydrolysis of steam pretreated corn stover. Bioresource Technol 98:2503–2510
Ohlmeyer M, Lukowsky D (2004) Wood-based panels produced from thermal-treated materials: properties and perspectives. In: Conference on wood frame housing durability and disaster Issue, 4–6th Oct., Los Vegas, USA, pp 127–131
Okino EYA, Teixeira DE, Del Menezzi CHS (2007) Post-thermal treatment of oriented strandboard (OSB) made from cypress (cupressus glauca lam.). Maderas. Ciencia y Tecnología 9(3):199–210
Órfão JJM, Antunes FJA, Figueiredo JL (1999) Pyrolysis kinetics of lignocellulosic materials–three independent reactions model. Fuel 78:349–358
O’Sullivan AC (1997) Cellulose: the structure slowly unravels. Cellulose 4:173–207
Papadopoulos AN, Hill CAS (2003) The sorption of water vapour by anhydride modified softwood. Wood Sci Technol 37:221–231
Paredes JJ (2009) The influence of hot water extraction on physical and mechanical properties of OSB. PhD Dissertation, The University of Maine
Paredes JJ, Jara R, Shaler SM, van Heiningen A (2008) Influence of hot water extraction on the physical and mechanical behavior of OSB. Forest Prod J 58(12):56–62
Paredes JJ, Mills R, Shaler SM, Gardner DJ, van Heiningen A (2009) Surface characterization of red maple strands after hot water extraction. Wood Fiber Sci 41(1):38–50
Paredes JJ, Shaler SM, Edgar R, Cole B (2010) Selected volatile organic compound emissions and performance of oriented strandboard from extracted southern pine. Wood Fiber Sci 42(4):429–438
Paul W, Ohlmeyer M, Leithoff H, Boonstra MJ, Pizzi A (2006) Optimising the properties of OSB by a one-step heat pre-treatment process. Holz Roh Werkst 64:227–234
Paul W, Ohlmeyer M, Leithoff H (2007) Thermal modification of OSB-strands by a one-step heat pre-treatment—influence of temperature on weight loss, hygroscopicity and improved fungal resistance. Holz Roh Werkst 65:57–63
Pelaez-Samaniego MR, Yadama V, Lowell E, Amidon T, Chaffee TL (2012) Hot water extracted wood fiber for production of wood plastic composites (WPCs). Holzforschung. doi:10.1515/hf-2012-0071
Pétrissans M, Géradin P, El-Bakali I, Seraj M (2003) Wettability of heat-treated wood. Holzforschung 57(3):301–307
Pettersen RC (1984) The chemical composition of wood. In: Rowell R (ed) The chemistry of solid wood. Advances in Chemistry Series, American Chemical Society, Washington, DC, pp 57–126
Pfriem A, Zauer M, Wagenführ A (2010) Alteration of the unsteady sorption behaviour of maple (Acer pseudoplatanus L.) and spruce (Picea abies (L.) Karst.) due to thermal modification. Holzforschung 64(2):235–241
Phanphanich M, Mani S (2011) Impact of torrefaction on the grindability and fuel characteristics of forest biomass. Bioresource Technol 102:1246–1253
Popper R, Niemz P, Eberle G (2002) Sorptions- und Quellungseigenschaften von verdichtetem Holz. Holzforschung und Holzverwertung. Wien 6:114–116
Prins MJ, Ptasinski KJ, Janssen FJJG (2006) More efficient biomass gasification via torrefaction. Energy 31:3458–3470
Quintana G, Velasquez J, Betancourt S, Gañá P (2009) Binderless fiberboard from steam exploded banana bunch. Ind Crop Prod 29:60–66
Repellin V, Guyonnet R (2005) Evaluation of heat-treated wood swelling by differential scanning calorimetry in relation to chemical composition. Holzforschung 59(1):28–34
Repellin V, Govin A, Rolland M, Guyonnet R (2010a) Modelling anhydrous weight loss of wood chips during torrefaction in a pilot kiln. Biomass Bioenerg 34:602–609
Repellin V, Govin A, Rolland M, Guyonnet R (2010b) Energy requirement for fine grinding of torrefied wood. Biomass Bioenerg 34:923–930
Rowell RM (1983) Chemical modification of wood. Forest Prod Abstracts 6(12):363–382
Rowell RM (1991) High performance composites made from chemically modified wood and other lignocellulosic fibers. In: Sixth international symposium on wood and pulping chemistry proceedings, vol 1, Melbourne, Australia, pp 341–344
Rowell RM (2005a) Chemical modification of wood. In: Rowel RM (ed) Handbook of wood chemistry and wood composites. CRC Press, Boca Raton, pp 381–420
Rowell RM (2005b) Moisture properties. In: Rowell RM (ed) Handbook of wood chemistry and wood composites. CRC Press, Boca Raton, pp 77–98
Rowell RM (2007) Chemical modification of wood. In: Fakirov S, Bhattacharyya D (eds) Handbook of engineering biopolymers, homopolymers, blends, and composites. Hanser Gardner Publications, Inc., Cincinnati, OH, pp 673–691
Rowell RM, Kawai S, Inoue M (1995) Dimensionally stabilized, very low density fiberboard. Wood Fiber Sci 27(4):428–436
Rowell R, Lange S, McSweeny J, Davis M (2002) Modification of wood fiber using steam. In: Proceedings of the 6th Pacific RIM bio-based composites symposium and workshop of the chemical modification of cellulosics, vol 2, Portland, OR
Rue JD (1925) Paper Trade J, TAPPI Sec. 81:154–157
Rutherford DW, Wershaw RL, Cox LG (2005) Changes in composition and porosity occurring during the thermal degradation of wood and wood components. Scientific Investigations Report 2004-5292, US Geological Survey, Reston, VA
Saha BC (2003) Hemicellulose bioconversion. J Ind Microbiol Biot 30:279–291
Sandoval-Torres S, Jomaa W, Marc F, Puiggali J-R (2010) Causes of color changes in wood during drying. For Stud China 12(4):167–175
Sannigrahi P, Kim DH, Jung S, Ragauskas A (2011) Pseudo-lignin and pretreatment chemistry. Energy Env Sci 4(4):1306–1310
Sanyer N, Chidester GH (1963) Manufacture of wood pulp. In: Browning BL (ed) The chemistry of wood. Interscience Publishers, New York
Sattler C, Labbe N, Harper D, Elder T, Rials T (2008) Effects of hot water extraction on physical and chemical characteristics of oriented strand board (OSB) wood flakes. Clean 36(8):674–681
Scheller HV, Ulvskov P (2010) Hemicelluloses. Annu Rev Plant Biol 61:263–289
Schultz TP, Blermann CJ, McGlnnis GD (1983) Steam explosion of mixed hardwood chips as a biomass pretreatment. Ind Eng Chem Prod Res Dev 22:344–348
Schütt F, Westereng B, Horn SJ, Puls J, Saake B (2012) Steam refining as an alternative to steam explosion. Bioresource Technol 111:476–481
Schwald W, Brownell HH, Saddler JN (1988) Enzymatic hydrolysis of steam treated aspen wood: influence of partial hemicellulose and lignin removal prior to pretreatment. J Wood Chem Technol 8(4):543–560
Sekino N, Inoue M, Irle M, Adcock T (1999) The mechanisms behind the improved dimensional stability of particleboards made from steam-pretreated particles. Holzforschung 53:435–440
Selig MJ, Viamajala S, Decker SR, Tucker MP, Himmel ME, Vinzant TB (2007) Deposition of lignin droplets produced during dilute acid pretreatment of maize stems retards enzymatic hydrolysis of cellulose. Biotechnol Prog 23:1333–1339
Shafizadeh F (1984) The chemistry of pyrolysis and combustion. In: Rowell R (ed) Advances in chemistry series. American Chemical Society, Washington, DC
Shao S, Jin Z, Wen G, Iiyama K (2009) Thermo characteristics of steam-exploded bamboo (Phyllostachys pubescens) lignin. Wood Sci Technol 43:643–652
Sharp JA (1969) Process for preparing a particle board using a self-releasing binder comprising a polyisocyanate and a sulfur-containing release agent. United States Patent No. 3440189
Shebani AN, van Reenen AJ, Meincken M (2008) The effect of wood extractives on the thermal stability of different wood species. Thermochim Acta 471:43–50
Shen J, Wang X-S, Garcia-Perez M, Mourant D, Rhodes MJ, Li Z-S (2009) Effects of particle size on the fast pyrolysis of oil mallee woody biomass. Fuel 88:1810–1817
Shi JL, Kocaefe D, Zhang J (2007) Mechanical behaviour of Quebec wood species heat-treated using ThermoWood process. Holz Roh Werkst 65:255–259
Sjöström E (1981) Wood chemistry. Fundamentals and applications. Academic Press, Orlando, FL
Skaar C (1972) Water in wood, 1st edn. Syracuse University Press, NY
Skaar C (1984) Wood-water relationships. In: Rowell R (ed) The chemistry of solid wood. Advances in Chemistry Series, American Chemical Society, Washington, DC, pp 127–172
Smith AJ (2011) Hot water extraction and subsequent Kraft pulping of pine wood chips. PhD Thesis, Auburn University, Auburn, AL
Stamm AJ (1952) Surface properties of cellulosic materials. In: Wise LE, Jahn EC (eds) Wood chemistry, vol 2, 2nd edn. Reinhold Publishing Corporation, New York
Stamm AJ (1956) Thermal degradation of wood and cellulose. Ind Eng Chem 48(3):413–417
Stamm AJ, Hansen LA (1937) Minimizing wood shrinkage and swelling. Effect of heating in various gases. Ind Eng Chem 29 (7):831–833
Stanzl-Tschegg S, Beikircher W, Loidl D (2009) Comparison of mechanical properties of thermally modified wood at growth ring and cell wall level by means of instrumented indentation tests. Holzforschung 63(4):443–448
Startsev OV, Salin BN, Skuridin YG, Utemesov RM, Nasonov AD (1999) Physical properties and molecular mobility of the new wood composite plastic “thermobalite”. Wood Sci Technol 33:73–83
Suchsland O (2004) The swelling and shrinking of sood. A practical technology primer. Forest Products Society, Madison, WI
Suchsland O, Enlow RC (1968) Heat treatment of exterior particleboard. Forest Prod J 18(8):24–28
Suchsland O, Woodson GE (1986) Fiberboard manufacturing practices in the United States, US Department of Agriculture, Agriculture Handbook No. 640
Suchsland O, Woodson GE, McMillin CW (1987) Effect of cooking conditions on fiber bonding in dry-formed binderless hardboard. Forest Prod J 37(11/12):66–69
Suhas PJMC, Ribeiro MMLC (2007) Lignin–from natural adsorbent to activated carbon: a review. Bioresource Technol 98:2301–2312
Sun Y, Cheng J (2002) Hydrolysis of lignocellulosic materials for ethanol production: a review. Bioresource Technol 83:1–11
Sundqvist B (2002) Color response of Scots pine (Pinus sylvestris), Norway spruce (Picea abies) and birch (Betula pubescens) subjected to heat treatment in capillary phase. Holz Roh Werkst 60:106–114
Sundqvist B (2004) Color changes and acid formation in wood during heating. PhD Disseration, Division of Wood Materials Science, Skelleftea Campus, Lulea University of Technology, Skelleftea, Sweden
Suzuki S, Shintani H, Park SK, Saito K, Lemsak N, Okuma M, Iiyama K (1998) Preparation of binderless boards from steam-exploded pulps of oil palm (Elaeis guneenisis Jaxq.) fronds and structural characteristics of lignin and wall polysaccharides in stem exploded pulps to be discussed for selfbindings. Holzforschung 52:417–426
Svoboda K, Pohořelý M, Hartman M, Martinec J (2009) Pretreatment and feeding of biomass for pressurized entrained flow gasification. Fuel Process Technol 90:629–635
Sweet MS, Winandy JE (1999) Influence of degree of polymerization of cellulose and hemicellulose on strength loss in fire-retardant-treated southern pine. Holzforschung 53:311–317
Taherzadeh MJ, Karimi K (2008) Pretreatment of lignocellulosic wastes to improve ethanol and biogas production: a review. Int J Mol Sci 9:1621–1651
Takatani M, Ito H, Ohsugi S, Kitayama T, Saegusa M, Kawai S, Okamoto T (2000a) Effect of lignocellulosic materials on the properties of thermoplastic polymer/wood composites. Holzforschung 54:197–200
Takatani M, Kato O, Kitayama T, Okamoto T, Tanahashi M (2000b) Effect of adding steam-exploded wood flour to thermoplastic polymer/wood composite. J Wood Sci 46:210–214
Tanahashi M (1990) Characterization and degradation mechanisms of wood components by steam explosion and utilization of exploded wood. Wood Res 77:49–117
Taylor A, Hosseinaei O, Wang S (2008) Mold susceptibility of oriented strandboard made with extracted flakes. International research group on wood protection, IRG/WP 08-40402
Thomas RJ (1977) Wood: structure and chemical composition. In: Goldstein I (ed) Wood technology: chemical aspects. ACS Symposium Series; American Chemical Society, Washington, DC, pp 1–23
Tiemann HD (1915) The effect of different methods of drying on the strength of wood. Lumber World Rev 28(7):19–20
Tjeerdsma BF, Militz H (2005) Chemical changes in hydrothermal treated wood: FTIR analysis of combined hydrothermal and dry heat-treated wood. Holz Roh Werkst 63:102–111
Tjeerdsma BF, Boonstra M, Pizzi A, Tekely P, Militz H (1998) Characterisation of thermally modified wood: molecular reasons for wood performance improvement. Holz Roh Werkst 56:149–153
Tjeerdsma BF, Swager P, Horstman BJ, Holleboom BW, Homan WJ (2005) Process development of treatment of wood with modified hot oil. In: European conference on wood modification, October 6–7, Göttingen, Germany
Tsoumis G (1991) Science and technology of wood. Structure, properties, utilization. Van Nostrand Reinhold, New York
Tumuluru JS, Sokhansanj S, Hess JR, Wright CT, Boardman RD (2011) A review on biomass torrefaction process and product properties for energy applications. Indu Biotechnol 7(5):384–401
Tunc M, van Heiningen ARP (2008) Hemicellulose extraction of mixed southern hardwood with water at 150 °C: effect of time. Ind Eng Chem Res 47(18):7031–7037
Turner I, Rousset P, Rémond R, Perré P (2010) An experimental and theoretical investigation of the thermal treatment of wood (Fagus sylvatica L.) in the range 200–260 °C. Int J Heat Mass Tran 53:715–725
van der Stelt MJC, Gerhauser H, Kiel JHA, Ptasinski KJ (2011) Biomass upgrading by torrefaction for the production of biofuels: a review. Biomass Bioener 35:3748–3762
Velasquez JA, Ferrando F, Salvado J (2003) Effects of kraft lignin addition in the production of binderless fiberboard from steam exploded Miscanthus sinensis. Ind Crops Products 18:17–23
Vignon MR, Dupeyre D, Garcia-Jaldon C (1996) Morphological characterization of steam exploded hemp fibers and their utilization in polypropylene-based composites. Bioresource Technol 58:203–215
Vila C, Romero J, Francisco JL, Garrote G, Parajó JC (2011) Extracting value from Eucalyptus wood before kraft pulping: effects of hemicelluloses solubilization on pulp properties. Bioresource Technol 102:5251–5254
Walton SL (2009) Biological conversion of hemicellulose extract into value-added fuels and chemicals. PhD Dissertation, University of Maine
Wang GS, Pan XJ, Zhu JY, Gleisner R, Rockwood D (2009) Sulfite pretreatment to overcome recalcitrance of lignocellulose (SPORL) for robust enzymatic saccharification of hardwoods. Biotechnol Prog 25(4):1086–1094
Wang X, Bergman R, Brashaw BK, Meyers S, Joyal M (2011) Heat treatment of firewood—meeting the phytosanitary requirements. General technical report FPL-GTR-200. US Department of Agriculture, Forest Service, Forest Products Laboratory, Madison, WI, 34 p
Weil JR, Sarikaya A, Rau S-L, Goetz J, Ladisch CM, Brewer M, Hendrickson R, Ladisch MR (1998) Pretreatment of corn fiber by pressure cooking in water. Appl Biochem Biotechnol 73:1–17
Weiland JJ, Guyonnet R (2003) Study of chemical modifications and fungi degradation of thermally modified wood using DRIFT spectroscopy. Holz Roh Werkst 61:216–220
Westin M, Larsson-Brelid P, Segerholm BK, van den Oever M (2008) Wood plastic composites from modified wood, part 3. Durability in laboratory decay tests. Document No. IRG/WP 08–40423. In: The international research group on wood protection, section 4 processes and properties, 39th annual meeting, Istanbul, Turkey, 25–29 May
White MS, Ifju G, Johnson JA (1974) The role of extractives in the hydrophobic behavior of loblolly pine rhytidome. Wood Fiber Sci 5(4):353–363
Widyorini R, Xu J, Watanabe T, Kawai S (2005) Chemical changes in steam-pressed kenaf core binderless particleboard. J Wood Sci 51:26–32
Winandy JA, Rowell RM (1984) The chemistry of wood strength. In: Rowell RM (ed) The chemistry of solid wood. American Chemical Society, Washington, DC, pp 211–255
Windeisen E, Bächle H, Zimmer B, Wegener G (2009) Relations between chemical changes and mechanical properties of thermally treated wood 10th EWLP, Stockholm, Sweden, August 25–28. Holzforschung 63(6):773–778
Xiao L-P, Sun Z-J, Shi Z-J, Xu F, Sun R-C (2011) Impact of hot compressed water pretreatment on the structural changes of woody biomass for bioethanol production. Bioresources 6(2):1576–1598
Xie Y, Hill CAS, Xiao Z, Militz H, Mai C (2010) Silane coupling agents used for natural fiber/polymer composites: a review. Compos Part A Appl S 41:806–819
Yan W, Acharjee TC, Coronella CJ, Vasquez VR (2009) Thermal pretreatment of lignocellulosic biomass. Environ Progr Sustain Energy 28(3):435–440
Yan W, Hastings JT, Acharjee TC, Coronella CJ, Vasquez VR (2010) Mass and energy balances of wet torrefaction of lignocellulosic biomass. Energ Fuel 24:4738–4742
Yang B, Wyman CE (2008) Pretreatment: the key to unlocking low-cost cellulosic ethanol. Biofuel Bioprod Bior 2:26–40
Youngquist JA, English BE, Scharmer RC, Chow P, Shook SR (1994) Literature review on use of nonwood plant fibers for building materials and panels. General technical report FPL-GTR-80. U.S. Department of Agriculture, Forest Service, Forest Products Laboratory, Madison, WI, 146 p
Zakzeski J, Bruijnincx PCA, Jongerius AL, Weckhuysen BM (2010) The catalytic valorization of lignin for the production of renewable chemicals. Chem Rev 110:3552–3599
Zhang X, Renshu L, Weihong W, Anbin P (1997) Heat post-treatment to reduce thickness swelling of particleboard from fast-growing poplars. J Forestry Res-China 8(3):188–190
Zhang Y, Hosseinaei O, Wang S, Zhou Z (2011) Influence of hemicellulose extraction on water uptake behavior of wood strands. Wood Fiber Sci 43(3):244–250
Zheng Y, Pan Z, Zhang R, Jenkins BM, Blunk S (2006) Properties of medium-density particleboard from saline Athel wood. Ind Crop Prod 23:318–326
Zhu JY, Pan XJ (2010) Woody biomass pretreatment for cellulosic ethanol: technology and energy consumption evaluation. Bioresource Technol 100:4992–5002
Zwart RWR, Boerrigter H, van der Drift H (2006) The impact of biomass pretreatment on the feasibility of overseas biomass conversion to Fischer-Tropsch products. Energ Fuel 20:2192–2197
Acknowledgments
This project was funded through the USDA Forest Service Research and Development Woody Biomass, Bioenergy, and Bioproducts 2009 Grant Program. M.R. Pelaez-Samaniego acknowledges the Fulbright Faculty Development Program Scholarship.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Pelaez-Samaniego, M.R., Yadama, V., Lowell, E. et al. A review of wood thermal pretreatments to improve wood composite properties. Wood Sci Technol 47, 1285–1319 (2013). https://doi.org/10.1007/s00226-013-0574-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-013-0574-3