
Abstract
This chapter presents an overview of different physical, chemical and biological methods used to improve the mechanical and thermal properties of wood and wood plastic composites. The physical methods addressed contemplate plasma, corona, ultraviolet (UV) radiation, ultrasound, heat treatments, fibre beating and electron radiation. The chemical methods discussed in this work were alkali, benzyl, acetyl, acryl, silane, permanganate, among others. Biological treatments, such as enzyme and fungal treatment were also reviewed. Methods used to impregnation and chemical modification of wood using sustainable reagents were also presented. The furfurylation of wood, the impregnation and polymerization of lactic acid directly in wood structure and the usage of citric acid are also discussed as natural compounds that can be used to promote wood chemical modification. The usage of coupling agents or compatibilizers from renewable and non-renewable sources and their impact on the thermo-mechanical properties of the wood-plastic composites will be discussed. Moreover, the chemistry and the mechanism of compatibility between the wood and polymer matrix will be properly evaluated.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
1 Introduction
The growing interest in wood-plastic composites for several industrial applications may be explained due to the potential of these composites to replace synthetic fibers reinforced plastics. Wood fibers can be obtained with low cost, when compared to glass fibers, and also comes from a renewable source which contributes to improve composite sustainability. The main advantages and disadvantages of wood-plastic composites are summarised in Table 1.
The influence of chemical and physical treatments on mechanical and thermal properties of wood and its composites with thermoplastic polymers will be the bases for the further discussions done in this work.
2 Interfacial Adhesion in Wood-Plastic Composites
The performance of a wood-plastic composite is intrinsically associated with the interfacial adhesion between polymer and fiber. Higher interfacial adhesion results in composites with higher mechanical properties since the strength can be transferred from the matrix to the reinforcement fibers. On the other hand, composites with higher thermal properties can be also obtained when the interfacial bounding is achieved, because the fibers are covered by the matrix and probably will initiate a thermal degradation in a higher temperature range, when compared with composites without interfacial adhesion. Thus, interfacial bonding between polymer matrix and wood fiber plays a vital role, determining the mechanical and thermal properties of wood-plastic composites (Pickering et al. 2016; Elamin et al. 2020). However, wood-plastic composites normally present weak interfacial bonding due to the limited interactions that occurs between hydrophilic wood fibers and hydrophobic polymer matrix. As a result, the mechanical and thermal performance of the composite material is reduced. When fiber and matrix are put into intimate contact, the wettability can be improved, and bonding can be obtained. However, insufficient fiber wetting can generate interfacial defects, such as voids and gaps between filler and matrix, which can act as stress concentrators. To avoid poor wettability chemical and physical treatments are used. These treatments are responsible to improve the compatibility between fiber and matrix and also cause an improvement in tensile and flexural composite properties (Mohit and Arul Mozhi Selvan 2018; Rezaee Niaraki and Krause 2020).
According to Matthews and Rawlings (1999), interfacial bonding can be promoted by means of inter-diffusion bonding, chemical bonding, electrostatic bonding and mechanical interlocking. When the wood fiber surface is rough the mechanical interlocking may be favoured. The fiber roughness contributes to generate sites to polymer deposition, as can be seen in Fig. 1. As a consequence of mechanical interlocking, the interfacial shear strength increases.

Surface morphology of a rough wood fiber (Reproduced with permission (Pickering et al. 2016))
The attraction between opposite charges is responsible to create electrostatic bonding. This type of bonding is not so common in wood-plastic composites. However, when metallic interfaces are involved the electrostatic bonding has a significant influence. The mechanism that involves chemical bonding is associated with chemical groups presented in the matrix and in the fiber surface that may react to form chemical bonds, in this case the interfacial strength is deeply associated with the type and density of the bonds formed (Pickering et al. 2016). Generally, to promote chemical bonding in wood-plastic composites coupling agents are used. This type of chemical agent is normally composed by a carbonic chain that may interact with the polymer matrix and a polar group that may form chemical bonds with the hydroxyl groups presented in the wood surface. As previous reported (Poletto et al. 2011, 2014; Liu et al. 2016; Quiles-Carrillo et al. 2018), coupling agents acts as bridges between filler and matrix.
When the atoms and molecules presented on matrix and fiber interact at the interface the inter-diffusion bonding occurs. The entanglements involved the polymer chains at the interface is the main mechanism observed for polymer composites. The number of chains per unit area, the degree of entanglement and length of chains are the main factors that influence the inter-diffusion bonding in polymeric interfaces (Pickering et al. 2016). The type of bonding formed is mainly associated with the materials used in composite development. In some occasions, several types of bonding can occurs at the interface at the same time (Pickering et al. 2016).
2.1 Wood Physical Treatments to Improve Interfacial Bonding in Composites
The physical methods used to treat wood and other cellulosic and lignocellulosic fibers may include plasma, corona, ultraviolet (UV) radiation, ultrasound, heat treatments, fibre beating and electron radiation. Plasma and corona treatments are similar in some aspects. During plasma treatment gas is continuously supplied to a vacuum chamber to maintain the pressure and gas composition adopted for fiber modification (Pickering et al. 2016; Mantia and Morreale 2011; Koohestani et al. 2019). On the other hand, corona treatment also uses plasma, but generated by the application of a high voltage to sharp electrode tips separated by quartz at low temperature and atmospheric pressure (Pickering et al. 2016; Koohestani et al. 2019). The corona treatment is normally adopted to species that contain oxygen in its structure, such as wood and others natural fibers. Both treatments increase the fiber surface roughness which contribute to mechanical interlocking between fiber and matrix and improves the interfacial adhesion. However, plasma treatment commonly generates hydrophobicity at fiber surface, while corona treatment increases surface polarity due the formation of carboxyl and hydroxyl groups at fiber surface. As previously discussed, both methods presented some similarities, but one point should be highlighted. While plasma treatment increases the fiber hydrophobic character the corona treatment acts in the opposite way and reduces the material hydrophobicity.
Several studies used corona, plasma and both treatments to change the properties of natural fibers (Liu et al. 2010; Acda et al. 2012; Podgorski et al. 2000; Fazeli et al. 2019; de Almeida Mesquita et al. 2017; Islam et al. 2017; Ragoubi et al. 2010). Dong et al. (1993), used corona treatment to modify a hardwood fiber and after prepared a composite with linear low-density polyethylene (LLDPE). The authors observed that the treatment affect the fiber polarity but reduces the composite strength probably due to the poor adhesion at polymer/fiber interface. When the LLDPE was treated by corona discharge, the authors observed that the compatibility between filler and matrix improved and the mechanical properties increased. Islam et al. (2017) combined plasma and corona treatments by means of atmospheric pressure corona-based weakly ionized plasma to modify the surface of pine wood. Figure 2 shows the principle of corona discharge system.

Corona discharge system (Reproduced with permission (Ragoubi et al. 2010))
The authors observed that treated wood contain on their surface nano and micro-nodules of plasma-polymerized acetylene which can interact with polymer matrix and improve the fiber matrix adhesion in composite materials. According to the authors corona-based plasma method has potential to become cost-effective when compared with others commercially plasma systems. Cademartori et al. (2017) also used atmospheric pressure cold plasma to deposit a fluorocarbon film on the surface of white spruce and Brazilian cedar wood. The authors observed that fluorocarbon deposition increases the wood roughness and also creates a hydrophobic surface for both wood species evaluated. Liu et al. (2010) used air plasma to treated wood/polyethylene composites. The results showed that the polar groups, such as hydroxyl, carbonyl and carboxyl, formed at the composites surface improved the composite adhesion. The shear bonding strength test showed that the adhesion properties of the composites studied improved effectively after plasma treatment.
The UV radiation generally promotes the depolymerization of some wood components, such as lignin and in minor extension the extractives may also be affected by UV light. Todaro et al. (2015) observed that UV treatment causes irreversible changes in chemical composition and morphological aspects of Turkey oak wood after 4000 min exposed to UV-C irradiation. However, in short time of exposition to UV treatment wood presented the formation of carbonyl groups at the surface, probably associated with lignin depolymerization. Poletto (2017) also observed that UV-B irradiation causes severe lignin degradation after exposure Eucalyptus grandis and Dipteryx odorata wood species to 6000 min of UV treatment.
When wood is exposed to heat treatment, the fibers are heated to temperatures close to promote fiber degradation (Pickering et al. 2016; Tomak et al. 2018). During treatment chemical, physical and mechanical wood properties can be affected. As a result, fiber morphology and strength, cellulose crystallinity and depolymerisation of wood components can occurs. The effect of heat treatment, also occurs for corona, plasma and UV treatments, is based on temperature, time and type of the gases used during the treatment (Koohestani et al. 2019; Venkatachalam et al. 2016). Yin et al. (2011) submitted spruce wood to steam treatment at 140, 160 and 180 °C during a total time of 120 min. The authors observed a decrease of indentation modulus and hardness of wood with the temperature increases which is associated with the hemicelluloses degradation. Hosseinihashemi et al. (2016) used saturated steam to treat beech wood at 120, 150 and 180 °C during 30 or 120 min. After the thermal treatment, wood was used in the development of polypropylene composites. The composites produced with treated wood at temperature of 180 °C for 120 min presented the lowest water absorption. Aydemir et al. (2015) observed that exposing wood to 212 °C for 8 h, was capable to improve the thermal stability and crystallinity of pine and maple wood species. The authors also observed that flexural modulus of elasticity increased by 101 and 82% with the addition of 30 wt% of heat-treated pine and 20 wt% of heat treat maple in wood-nylon 6 composites.
Electron radiation basically consists in treating the sample with a radiation beam forming radicals in the sample. Based on the irradiation dose, two major reaction are possible: degradation and crosslinking (Huber et al. 2010). Which reaction is dominant depends on several factors: type of material (type of polymer and/or type of fiber), additives, temperature, pressure, dose, dose rate, morphology, crystallinity and the surface/volume ratio (Huber et al. 2010). Huber et al. (2010) observed that electron radiation can improve interfacial bonding due to the formation of crosslinking between polypropylene and the radicals formed at the ramie fiber surface. Takinami et al. (2010) also verified a similar behavior when gelatin/piassava composites were treated by electron beam radiation.
Fiber beating is a mechanical treatment used in defibrillation and consequently increases the fiber surface area. The treatment causes generally three main effects on fibers (Ahmad et al. 2019; Chen et al. 2012). The first is internal fibrillation that increases the flexibility of fibers by the breakdown of fiber walls into separate lamellae (Ahmad et al. 2019). The second is external fibrillation described as the creation and/or exposure of fibrils on the surface of the fibers (Ahmad et al. 2019). The last one is the generation of fines from fibers when they are no longer (Ahmad et al. 2019). Beg and Pickering (Beg and Pickering 2008) verified that fiber beating causes a 10% increase in strength of Kraft fiber reinforced polypropylene composites due the fiber defibrillation and increase of surface area, which can result an improve of mechanical interlocking.
2.2 Wood Chemical Treatments to Improve Interfacial Bonding in Composites
The chemical methods adopted to modify the properties of wood and others natural fiber includes alkali, benzyl, acetyl, acryl, silane, permanganate, isocyanate, peroxide, zirconate, titanat, acrylonitrile, etherification and epoxi treatments. The usage of maleated anhydride grafted coupling agents is also very common.
The chemical compounds used to provide the chemical fiber modification normally acts improving the surface and mechanical characteristics of natural fibers. Some of them can significantly improve the mechanical properties of lignocellulosic fibers just with the removal of impurities and changing the fiber crystalline structure. The most common treatments are alkali (mercerization), silane, acetyl and graft polymerization. These most popular chemical treatments will be briefly commented in this section.
The alkali treatment consists in the removal of oils, wax, pectin and other extractives from the fiber surface together with certain amounts of hemicelluloses and lignin using sodium hydroxide. The alkaline treatment increases surface fiber roughness and area, which contribute to improve the interfacial adhesion, but exposes the cellulose fibers and can also affect the cellulose crystallinity. Several studies related improvements in mechanical properties of composites when alkali treated fibers were used (Saiful Islam et al. 2012; Amroune et al. 2015; Essabir et al. 2015; Gwon et al. 2010; Jiang et al. 2018). The increase in composite thermal stability was also reported in the literature (Rosa et al. 2009; Saini et al. 2009).
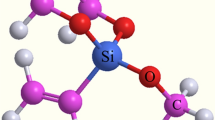
Silane treatment has been extensively used to promote interfacial bonding in natural fiber composite material (Xie et al. 2010a; Goriparthi et al. 2012; Liu et al. 2019). The silane molecule has bifunctional groups in its structure which generates the possibility of react with the hydroxyl groups presented in the fiber surface forming hydrogen bonds and also interact with the polymer chains of the matrix phase. The reaction with wood fibers involves hydrolysis of alkoxy groups on silane with water to form silanol groups that can after react with the hydroxyl groups on the wood fiber surface, as can be seen in Fig. 3.

Schematic representation of reaction of silane and wood fiber (Reproduced with permission (Pickering et al. 2016))
Reddy and Simon (2010) performed a surface wood functionalization using bi-functional organo-silane 7-octenyldimethylchlorosilane and mono-functional organo-silane n-octyldimethylchlorosilane. The modified wood fiber with organo-silane were used as reinforcement in polypropylene composites. The authors observed that vinyl functionality in wood promotes good fiber coverage with polypropylene after in situ polymerization.
The acetylation treatment is used to increase the hydrophobicity at the wood fiber surface (Tserki et al. 2005; Hung et al. 2016). The esterification reaction occurs by the reaction of acetyl groups with hydroxyl groups on the wood fiber surface, as shown in Fig. 4.

Reaction of acetic anhydride with hydroxyl groups of wood fiber (Reproduced with permission (Pickering et al. 2016))
According to the literature (Tserki et al. 2005; Bledzki et al. 2008; Ali et al. 2016) the composites developed with treated fibers presented an improvement in interfacial bonding which results in composites with better mechanical properties when compared with composites prepared with non-treated fibers. In addition, composite thermal stability and resistance to fungal attack also increases (Tserki et al. 2005; Bledzki et al. 2008; Ali et al. 2016), probably due to the better fiber coating by the polymer matrix.
Freire et al. (2008) filled low-density polyethylene with unmodified and fatty acid (hexonic, dodecanoic, octadecanoic and docosanoic acids) esterified cellulose. The authors observed that the chemical modification proposed to cellulose fibers improved the interfacial bonding with polymer matrix. As result, the composite mechanical properties increased and water absorption decreased. The authors concluded that the composite performance was affected by the degree of substitution and fatty acid chain length. Similar behaviour was also observed by Fernandes et al. (2011) in composites based on acylated cellulose fibers and poly(ethylene sebacate). Crépy et al. (2011) obtained cellulose esters by linking aliphatic acid chlorides from C8 to C18 onto cellulose. The esterification reactions are presented in Fig. 5. The tensile behaviour of the chemical modified cellulose showed that as the carbonic chain length increased the strain at break tends to drop whereas no clear evolution of the yield stress as observed.

Esterification of cellulose using aliphatic acid chlorides (Reproduced with permission (Crépy et al. 2011))
Maleated coupling agents are widely used to improve composite properties. Maleic anhydride is commonly grafted to the polymer, who is used as composite matrix, ensuring the compatibility between the polymer matrix and coupling agent. The most commonly maleated coupling agent is polypropylene grafted with maleic anhydride (MAPP). This coupling agent acts as a bridge between filler and matrix. MAPP can react with the hydroxyl groups at the wood fiber surface forming hydrogen or covalent bond. On the other hand, the PP chains from the matrix may form entanglements with the polymer chains from the MAPP which result in higher interfacial bonding. A representation of the interactions between MAPP and wood fibers in a polymer composite is illustrated in Fig. 6.

Interfacial bonding in wood polymer composite using MAPP as coupling agent. (Reproduced with permission (Belgacem et al. 2020))
The use of MAPP could be regarded the most successful method to improve interfacial bonding in composite materials when compared with others chemical and physical methods (Pickering et al. 2016). According some studies (Bera et al. 2010) it is possible to obtain almost twice more composite strength using MAPP than silane treatment.
2.3 Others Wood Treatments Used to Improve Interfacial Bonding in Composites
Several others wood treatments, including physical, chemical and biological approaches have been used. Most of them still remain in a small scale, while others are already been used in industrial scale. In this section a brief overview of others wood treatments will be explored.
Biological treatments, such as enzyme treatment, are increasing due to their environmental friendliness. The treatment consists in using enzymes for selectively removing hydrophilic components to reduce the hydrophilicity of cellulose fibers. The microorganisms and bacteria are used to degrade the main linkages between lignin and cellulose or lignin and hemicelluloses (Zadeh et al. 2020). However, some drawbacks of using biological treatments, such as incubation time and overall efficiency require improvement to make this process an alternative to others chemical and physic methods (Vasco-Correa et al. 2016).
Fungal treatment is used to remove noncellulosic components, such as lignin, wax or pectin from the lignocellulosic fiber surface (Ferreira et al. 2019). Gulati and Sain (2006) observed that after fungi (Ophiostoma ulmi) treatment the unsaturated polyester resin composites reinforced with treated hemp fibers presented an increase of 22% in flexural strength when compared to the composites obtained with untreated fibers. The addition of bacterial cellulose onto lignocellulosic fiber surface is another method that can be used to improve the interfacial adhesion in composites based on natural fibers and polymers (Ferreira et al. 2019).
Xie et al. (2010b) used glutaraldehyde and 1,3-dimethylol-4,5-dihydroxyethyleneurea to chemically modify wood particles. The treated wood was used as reinforcement in polypropylene composites. The composites treated with glutaraldehyde and 1,3-dimethylol-4,5-dihydroxyethyleneurea presented a reduction in water uptake and dimensional swelling of 39% and 46%, respectively. Treatments of wood flour also improved the tensile strength of the composites. Ou et al. (2014) also used glutaraldehyde and 1,3-dimethylol-4,5-dihydroxyethyleneurea to chemically modify wood flour. The authors verified that composites developed with glutaraldehyde treated wood decreased melt viscosity, moduli, and shear stress, while no modifying effects of using 1,3-dimethylol-4,5-dihydroxyethyleneurea were observed.
Spiridon et al. (2012) developed polypropylene composites reinforced by toluene diisocyanate modified wood. Spruce wood was modified with toluene 2,4-diisocyanate (TDI). The addition of 15 wt% of treated wood causes an increase of 19% in composite tensile strength. The wood chemical modification was observed by the formation of a urethane bond between wood hydroxyl groups and phenyl isocyanate, evidenced by FTIR analysis, according to the reaction:
Islam et al. (2014) impregnated wood with acrylonitrile monomer solution thought vacuum-pressure method. The wood polymer composites developed with modified wood showed an increase of 23% in compressive modulus compared to the composites reinforced by raw wood, followed by a reduction in water absorption due the better interfacial bonding.
Xu et al. (2014) prepared wood flour/chitosan/poly(vinyl chloride) composites using a three step modification process. Firstly, a vacuum-pressure treatment of sodium montmorillonite was done, followed by inner intercalation replacement of organically modified montmorillonite, and finally surface grafting of glycidyl methacrylate. The results reveal that flexural and tensile strengths were increased by 11 and 12%, respectively, while water absorption rate was decreased by approximately 62%, due the better in interfacial compatibility between polymer and matrix.
Kord et al. (2020) used ionic liquids to improve interfacial adhesion in wood/high density polyethylene composites. Wood flour was pretreated with two ionic liquids, named 1-(3-trimethoxysilylpropyl)-3-methylimidazolium chloride and 1-(3-trimethoxysilylpropyl)-3-methylimidazolium thiocyanate. The results indicate strong interfacial adhesion between filler and matrix after wood pretreatment. A remarkable increase in composite thermal stability was observed when the ionic liquids were used. The temperature associated with 10% of weight loss has an increase at almost 30 °C, when compared to the composite without the addition of ionic liquids.
3 Wood Impregnation and Chemical Modification Using Sustainable Reagents
The environmental impact associated with the wood modification is the driving force to the development of green modified wood (Dong et al. 2020). The usage of renewable agents to promote wood impregnation and chemical modification has been explored in research and industrial fields. Natural products, biological-based chemical materials and biomass-derived compounds are generally used as renewable agents (Dong et al. 2020; Colmenares et al. 2016). To develop a sustainable wood modification process three main aspects should be observed: use of renewable modifying agents, environmentally friendly processes and nontoxic and biodegradable resultant products (Dong et al. 2020). In this context, this section contemplates some friendly process used to wood modification.
The furfurylation of wood is a process that uses furfuryl alcohol (FA) solutions with the addition of a catalyst at elevated temperature to promote the polymerization of FA (Dong et al. 2020; Mantanis 2017). The hydrolysis of pentosan-rich biomass, such as agricultural residues and wood results in the formation of furfural and after chemical conversion process FA is obtained (Gong et al. 2017). Some studies reveal that lignin present in wood could form covalent bonds with poly (furfuryl alcohol) (PFA) (Gong et al. 2017; Nordstierna et al. 2008). Barsberg and Thygesen (2017) observed that condensation of FA with lignin formed a lignin-PFA copolymer localized especially in the lignin rich areas of the wood cell wall. However, furfurylated wood could be degraded by oxidative and enzymatic degradation (Gong et al. 2017). In addition, the formation of a stiff cross-linked PFA in wood structure promotes the embrittlement of wood, resulting in a decrease in its impact strength and modulus of rupture (Gong et al. 2017; Xie et al. 2013). Dong et al. (2015) used nano-SiO2 mixed with FA water solution to impregnate poplar wood. The results indicated that the nanoparticles can improve the modulus of rupture of furfurylated wood.
The furfurylation is an attractive method to chemically modify wood trough a sustainable process. The drawback is the embrittlement of wood caused by furfurylation. However, controlling the polymerization of FA in the wood structure combined with the use of reinforcements, such as nanoparticles could be an effective and environmental friendly method to chemical modified wood (Gong et al. 2017).
In general, the impregnation of wood with natural compounds extracted from lignocellulosic materials has become a more attractive method to wood modification (Gong et al. 2017; Broda 2020). Compounds present in wood, such as, oils, extractives, resins and waxes can act as wood modifiers. The water repellence of wood and also better interactions with hydrophobic polymers may be obtained using beeswax, paraffin, montan and carnauba waxes (Gong et al. 2017).
The wood impregnation with biodegradable polymers is another method to develop sustainable wood polymer composites. The impregnation and polymerization of lactic acid directly in wood structure is an example to produce wood composite based on sustainable reagents and also in sustainable processes. Noël et al. (Noël et al. 2009) impregnated wood with lactic acid and observed that the hardness of wood was improved without strongly affect the composite mechanical properties. Other types of polyesters were also used for wood impregnation such as polybutylene adipate (PBA), polyglycolic acid (PGA) and polybutylene succinate (PBS) (Gong et al. 2017).
Citric acid is another natural compound that can be used to promote wood chemical modification. This organic acid is crosslinking with wood by means of two esterification steps in the presence of a catalyst (Gong et al. 2017). As previously reported, the modification of wood with citric acid increase wood dimensional stability (Gong et al. 2017), resistance against fungi (Despot et al. 2008) and compression strength (Šefc et al. 2012).
The usage of natural compounds to promote wood chemical modification exhibits great potential to replace the non-renewable compounds. However, more studies must be done to better understand the chemical reactions and the mechanism that can generates a greatly improve in wood properties.
4 Wood Composites Developed with Coupling Agents and Compatibilizers from Renewable Sources
The reduction of fossil fuels associated with environmental concerns is increasingly driving the development of materials from renewable sources. The usage of polymers obtained from biomass has become a reality in composite industry. However, the search for additives from renewable sources that can replace the compounds derived from petroleum remains a challenge. This section will present some of these studies that use natural compounds as coupling agents or compatibilizers in natural fiber composites.
The usage of coupling agents or compatibilizers from natural sources has increased in the last decade. Several natural oils and compounds chemically modified or not have been used to promote interfacial bonding in composites reinforced by natural fibers (Liminana et al. 2018; Poletto 2018; Castro et al. 2017; Husseinsyah et al. 2016). Some studies also related that these compounds may act as flow agents, due to this low molar mass, helping during the composite processing by extrusion and injection moulding (Castro et al. 2017; Poletto 2019). The main components of vegetable oils are triglycerides. These compounds are renewable, abundant when vastly investigated alternative feedstock for polymeric materials (Zhang et al. 2017; Sawpan 2018). These natural oils are used to develop polymer and monomers to be used as an alternative to the petrochemical resources.
Tran et al. (2006) developed biocomposites using epoxidized and maleated soybean oil as polymer matrixes in composites reinforced by natural fibers. The authors observed that composites tensile strength greatly enhanced when soy-based resins were used. Dai et al. (2014) used epoxidized soybean oil to improve the toughness of microcrystalline cellulose reinforced polylactide acid composites. When 10 wt% of epoxidized soybean oil were added to the composites an increase of 38.5% in composite elongation was observed. The oil chemical structure promoted a plasticizing effect which also resulted in a slightly decrease in the composite Tg. Meng et al. (2018) also used epoxidized soybean oil to improve toughness of PLA/nanocellulose composites. The authors observed that the addition of epoxidized soybean oil can improve the ductility of the nanocomposites until tenfold with a slight decreased in mechanical properties.
Castro et al. (2017) reinforced high density biopolyethylene with curauá fibers. The authors tested castor and canola oils as potential compatibilizers in the composite. The results indicated that the addition of oils improved the mechanical properties of the composites and also lead an improvement in composite thermal stability. Castor oils presented the best results when compared with canola oils. The authors also concluded that the mechanical properties of the composites developed with natural oils can be modified by the viscosity of the oils chosen, as well as from the level of incorporation of the oil in composite to balance the action of the oils as plasticizer and compatibilizer. Poletto (2019) reacted soybean oil with maleic anhydride to obtain maleated soybean oil and compared the performance of soybean oil and maleated soybean as potential coupling agents in polypropylene wood flour composites. As previous observed by Castro et al. (2017), both oils act as plasticizers and reduce the composite viscosity, which have a positive effect during the processing steps. The addition of soybean oil reduced the flexural strength of the composite, but causes an increase of 10% in impact strength, when compared with the composite without coupling agent. However, maleated soybean oil causes an increase of 10% in composite flexural strength, also when compared with the composite without coupling agent. The usage of maleated soybean oil also improves the composite thermal stability.
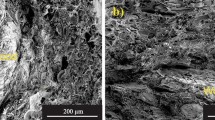
Poletto et al. (2014) used natural oils as coupling agents to improve the interfacial adhesion in recycled polypropylene wood flour composites. Hexanoic, octanoic, decanoic and dodecanoic acid were manually mixture with wood flour, without further modification. Composites treated with octanoic acid showed higher thermal stability and interfacial adhesion, than the composites treated with the others natural oils tested. Figure 7 shows the micrographs from the fracture surfaces of non-treated (a) and composites treated (b) with octanoic acid. According to the authors, the improvement caused by octanoic acid addition is similar to that obtained by the addition of MAPP. The authors verified that the boiling temperature and chain length of the acids tested directly affect the interfacial adhesion of the composites.

Morphological aspect of the composites without (a) and with addition of octanoic acid (b) (Reproduced with permission (Poletto et al. 2014))
Martins and Santana (2016) tested carboxylic acids as compatibilizers on polypropylene/thermoplastic starch. The myristic (C14), palmitic (C16) and stearic (C18) acids were used as natural compatibilizers in the blend studied. When compared with the blend without compatibilizers, the addition of C18, C16 and C14 presented an improvement of 25, 10 and 17% in the tensile strength and the addition of C14 also promote an improvement of 54% in the impact strength.
Lignin is the second most abundant biopolymer in nature after cellulose (Chatterjee et al. 2014). This biopolymer is generally used as a reinforcement agent in composite formulations due to its three dimensional structure consisting of randomly cross-linked propane building blocks formatted by p-hydroxyphenyl, guaiacly and syringyl units (Chatterjee et al. 2014; Naseem et al. 2016). However, is difficult blend lignin with others polymers and biopolymers due to the chemical incompatibility of lignin with these materials (Thakur et al. 2014; Kun and Pukánszky 2017). So, lignin is chemically modified by esterification reactions using normally dicarboxylic acid anhydrides that can react with hydroxyl groups presented in lignin surface, as illustrated in Fig. 8. Acetic, phthalic, succinic and maleic anhydride are commonly used in esterification reactions. Lignin chemical modification also includes graft copolymerization, functionalization, among others (Naseem et al. 2016; Gordobil et al. 2015; Wei et al. 2006).

Lignin esterification reaction (Reproduced with permission (Chatterjee et al. 2014))
Lignin and chemically modified lignin have also been used as compatibilizers in polymer composites (Thakur et al. 2014; Fernandes et al. 2014; Wood et al. 2011). Wood et al. (Wood et al. 2011) used lignin as a compatibilizer in epoxy composites reinforced with hemp mats. The authors observed an improvement in mechanical properties of the composites developed with lignin. However, at higher loadings (10 wt%) the lignin particles can increase the resin viscosity and prevent the complete resin infusion across the hemp mat which results in composites with lower mechanical properties. Tay et al. (2011a) used chemically modified Alcell lignin as a compatibilizer in polypropylene reinforced oil palm empty fruit bunch composites. The lignin was chemically modified by glycidyl methacrylate (GMA) and allyl glycidyl ether (AGE) (Tay et al. 2011a, 2011b). The authors used 1, 3 and 5% of modified lignin based on the weight of filler used to prepare the composites. The authors verified that both treated lignins increased the composite mechanical properties. However, composites prepared with GMA-treated lignin exhibited better mechanical properties that composites prepared with AGE-treated lignin, probably due to the better interfacial adhesion between filler and matrix promoted by the usage of GMA-treated lignin.
Fernandes et al. (Fernandes et al. 2014) developed high density polyethylene reinforced with cork powder using benzoyl peroxide was a initiator agent, and suberin (2 wt%) or lignin (2 and 4 wt%) isolated from cork to enhanced filler-matrix adhesion and improve composite mechanical properties. Suberin acts as plasticizer, while lignin works as a coupling agent, improving the composite tensile properties. The authors also related that the increase in lignin content does not improve the mechanical properties but improves composite thermal stability.
Itaconic acid is an unsaturated dicarboxylic acid produced by the fermentation of glucose (Rose and Palkovits 2011; Klement and Büchs 2013). The acid contains two carboxy functionalities and is commonly used to production of polyesters, wood modification and graft polymerization (Sabaa and Mokhtar 2002; Moncada et al. 2006; Sailaja and Seetharamu 2008). Poletto (Poletto 2017) developed composites of recycled polypropylene and wood flour using 2 wt% of polypropylene grafted itaconic acid as coupling agent. The flexural strength improved 29% with addition of polypropylene grafted with itaconic acid when compared with the wood plastic composites without coupling agent. The incorporation of polypropylene grafted with itaconic acid does not change the impact strength values significantly. The author also observed an increased in composite thermal stability with the addition of polypropylene grafted with itaconic acid. Han (Han et al. 2020) prepared wood composites by the impregnation of itaconic acid solution in wood followed by in situ polymerization of styrene, as can be seen in Fig. 9. The authors observed a reduction in the water uptake, an improvement in dimensional stability and also an enhancement in mechanical and thermal properties of the treated composites.

Representation of wood impregnation with itaconic acid followed by in situ polymerization with styrene (Reproduced with permission (Han et al. 2020))
5 Conclusions and Future Perspectives
The application of wood and others types of natural fibers in several industrial fields continues to growth due to its sustainable origin associated with environmental and economic benefits when compared with non-renewable materials. These lignocellulosic fibers presented high specific properties, lower density and high performance when used as reinforcements in composite materials. However, one the main drawbacks of use natural fibers in polymer composites is the incompatibility between the hydrophilic fibers and the hydrophobic character of the polymer matrix. To solve this problem the fibers were exposed to chemical, physical or biological treatments, as previous described in this chapter. In addition, compatibilizers and/or coupling agents were also used. These treatments were essential to promote fiber compatibility with polymeric materials. The challenge still remains in found effectively treatments that can improve the lignocellulosic fiber properties and also can improve the composite performance for many industrial applications. The addition of natural compounds to improve the fiber or composite properties is also growing based on the environmental concerns. The usage of bio-renewable feedstock is a potential driving force to developed novel lignocellulosic fiber composites. The driving force for future developments based on wood modification, coupling agents and compatibilizers for wood composites must be in agreement with sustainable products and processes. The challenge for use friendly compounds and processes to obtain better interfacial adhesion in wood polymer composites still remains.
References
Acda MN, Devera EE, Cabangon RJ, Ramos HJ (2012) Effects of plasma modification on adhesion properties of wood. Int J Adhes Adhes 32:70–75. https://doi.org/10.1016/j.ijadhadh.2011.10.003
Ahmad R, Hamid R, Osman SA (2019) Physical and chemical modifications of plant fibres for reinforcement in cementitious composites. Adv Civ Eng 2019:5185806. https://doi.org/10.1155/2019/5185806
Ali A, Shaker K, Nawab Y et al (2016) Hydrophobic treatment of natural fibers and their composites—a review. J Ind Text 47:2153–2183. https://doi.org/10.1177/1528083716654468
Amroune S, Bezazi A, Belaadi A et al (2015) Tensile mechanical properties and surface chemical sensitivity of technical fibres from date palm fruit branches (Phoenix dactylifera L.). Compos Part A Appl Sci Manuf 71:95–106. https://doi.org/10.1016/j.compositesa.2014.12.011
Aydemir D, Kiziltas A, Erbas Kiziltas E et al (2015) Heat treated wood–nylon 6 composites. Compos Part B Eng 68:414–423. https://doi.org/10.1016/j.compositesb.2014.08.040
Barsberg ST, Thygesen LG (2017) A combined theoretical and FT-IR spectroscopy study of a hybrid poly(furfuryl alcohol) – lignin material: basic chemistry of a sustainable wood protection method. ChemistrySelect 2:10818–10827. https://doi.org/10.1002/slct.201702104
Beg MDH, Pickering KL (2008) Mechanical performance of Kraft fibre reinforced polypropylene composites: Influence of fibre length, fibre beating and hygrothermal ageing. Compos Part A Appl Sci Manuf 39:1748–1755. https://doi.org/10.1016/j.compositesa.2008.08.003
Belgacem C, Tarrés Q, Espinach F et al (2020) High-yield lignocellulosic fibers from date palm biomass as reinforcement in polypropylene composites: effect of fiber treatment on composite properties. Polymers 12:1423. https://doi.org/10.3390/polym12061423
Bera M, Alagirusamy R, Das A (2010) A study on interfacial properties of jute-PP composites. J Reinf Plast Compos 29:3155–3161. https://doi.org/10.1177/0731684410369723
Bledzki AK, Mamun AA, Lucka-Gabor M, Gutowski VS (2008) The effects of acetylation on properties of flax fibre and its polypropylene composites. Express Polym Lett. https://doi.org/10.3144/expresspolymlett.2008.50
Broda M (2020) Natural compounds for wood protection against fungi—a review. Molecules 25:3538
Castro DO, Passador F, Ruvolo-Filho A, Frollini E (2017) Use of castor and canola oils in “biopolyethylene” curauá fiber composites. Compos Part A Appl Sci Manuf 95:22–30. https://doi.org/10.1016/j.compositesa.2016.12.024
Chatterjee S, Clingenpeel A, McKenna A et al (2014) Synthesis and characterization of lignin-based carbon materials with tunable microstructure. RSC Adv 4:4743–4753. https://doi.org/10.1039/C3RA46928J
Chen Y, Wan J, Zhang X et al (2012) Effect of beating on recycled properties of unbleached eucalyptus cellulose fiber. Carbohydr Polym 87:730–736. https://doi.org/10.1016/j.carbpol.2011.08.051
Colmenares JC, Varma RS, Lisowski P (2016) Sustainable hybrid photocatalysts: titania immobilized on carbon materials derived from renewable and biodegradable resources. Green Chem 18:5736–5750. https://doi.org/10.1039/C6GC02477G
Crépy L, Miri V, Joly N et al (2011) Effect of side chain length on structure and thermomechanical properties of fully substituted cellulose fatty esters. Carbohydr Polym 83:1812–1820. https://doi.org/10.1016/j.carbpol.2010.10.045
Dai X, Xiong Z, Na H, Zhu J (2014) How does epoxidized soybean oil improve the toughness of microcrystalline cellulose filled polylactide acid composites? Compos Sci Technol 90:9–15. https://doi.org/10.1016/j.compscitech.2013.10.009
de Almeida Mesquita RG, da Silva César AA, Mendes RF et al (2017) Polyester composites reinforced with corona-treated fibers from pine, eucalyptus and sugarcane bagasse. J Polym Environ 25:800–811. https://doi.org/10.1007/s10924-016-0864-6
de Cademartori PHG, Stafford L, Blanchet P et al (2017) Enhancing the water repellency of wood surfaces by atmospheric pressure cold plasma deposition of fluorocarbon film. RSC Adv. 7(46):29159–29169. https://doi.org/10.1039/c7ra03334f
Despot R, Hasan M, Jug M, Šefc B (2008) Biological durability of wood modified by citric acid. Drv Ind
Dong S, Sapieha S, Schreiber HP (1993) Mechanical properties of corona-modified cellulose/polyethylene composites. Polym Eng Sci 33:343–346. https://doi.org/10.1002/pen.760330606
Dong Y, Yan Y, Zhang S et al (2015) Flammability and physical–mechanical properties assessment of wood treated with furfuryl alcohol and nano-SiO2. Eur J Wood Wood Prod. https://doi.org/10.1007/s00107-015-0896-y
Dong Y, Wang K, Li J et al (2020) Environmentally benign wood modifications: a review. ACS Sustain Chem Eng 8:3532–3540. https://doi.org/10.1021/acssuschemeng.0c00342
Elamin MAM, Li SX, Osman ZA, Otitoju TA (2020) Preparation and characterization of wood-plastic composite by utilizing a hybrid compatibilizer system. Ind Crops Prod 154:112659. https://doi.org/10.1016/j.indcrop.2020.112659
Essabir H, Achaby MEI, Hilali EM et al (2015) Morphological, structural, thermal and tensile properties of high density polyethylene composites reinforced with treated argan nut shell particles. J Bionic Eng. 12(1):129–141. https://doi.org/10.1016/S1672-6529(14)60107-4
Fazeli M, Florez JP, Simão RA (2019) Improvement in adhesion of cellulose fibers to the thermoplastic starch matrix by plasma treatment modification. Compos Part B Eng 163:207–216. https://doi.org/10.1016/j.compositesb.2018.11.048
Fernandes TF, Trovatti E, Freire CSR et al (2011) Preparation and characterization of novel biodegradable composites based on acylated cellulose fibers and poly(ethylene sebacate). Compos Sci Technol 71:1908–1913. https://doi.org/10.1016/j.compscitech.2011.09.005
Fernandes EM, Aroso IM, Mano JF et al (2014) Functionalized cork-polymer composites (CPC) by reactive extrusion using suberin and lignin from cork as coupling agents. Compos Part B Eng 67:371–380. https://doi.org/10.1016/j.compositesb.2014.07.028
Ferreira DP, Cruz J, Fangueiro R (2019) Surface modification of natural fibers in polymer composites (chapter 1). In: Koronis G, Silva ABT-GC for AA (eds) Woodhead publishing series in composites science and engineering. Woodhead Publishing, pp 3–41
Freire CSR, Silvestre AJD, Neto CP et al (2008) Composites based on acylated cellulose fibers and low-density polyethylene: Effect of the fiber content, degree of substitution and fatty acid chain length on final properties. Compos Sci Technol 68:3358–3364. https://doi.org/10.1016/j.compscitech.2008.09.008
Gong W, Chen C, Zhang Y et al (2017) Efficient synthesis of furfuryl alcohol from H2-hydrogenation/transfer hydrogenation of furfural using sulfonate group modified Cu catalyst. ACS Sustain Chem Eng 5:2172–2180. https://doi.org/10.1021/acssuschemeng.6b02343
Gordobil O, Delucis R, Egüés I, Labidi J (2015) Kraft lignin as filler in PLA to improve ductility and thermal properties. Ind Crops Prod 72:46–53. https://doi.org/10.1016/j.indcrop.2015.01.055
Goriparthi BK, Suman KNS, Mohan Rao N (2012) Effect of fiber surface treatments on mechanical and abrasive wear performance of polylactide/jute composites. Compos Part A Appl Sci Manuf 43:1800–1808. https://doi.org/10.1016/j.compositesa.2012.05.007
Gulati D, Sain M (2006) Fungal-modification of natural fibers: a novel method of treating natural fibers for composite reinforcement. J Polym Environ 14:347–352. https://doi.org/10.1007/s10924-006-0030-7
Gwon JG, Lee SY, Chun SJ et al (2010) Effects of chemical treatments of hybrid fillers on the physical and thermal properties of wood plastic composites. Compos Part A Appl Sci Manuf 41:1491–1497. https://doi.org/10.1016/j.compositesa.2010.06.011
Han X, Wang Z, Zhang Q, Pu J (2020) An effective technique for constructing wood composite with superior dimensional stability. Holzforschung 74:435–443. https://doi.org/10.1515/hf-2019-0176
Hosseinihashemi SK, Arwinfar F, Najafi A et al (2016) Long-term water absorption behavior of thermoplastic composites produced with thermally treated wood. Measurement 86:202–208. https://doi.org/10.1016/j.measurement.2016.02.058
Huber T, Biedermann U, Müssig J (2010) Enhancing the fibre matrix adhesion of natural fibre reinforced polypropylene by electron radiation analyzed with the single fibre fragmentation test. Compos Interfaces 17:371–381. https://doi.org/10.1163/092764410X495270
Hung K-C, Wu T-L, Chen Y-L, Wu J-H (2016) Assessing the effect of wood acetylation on mechanical properties and extended creep behavior of wood/recycled-polypropylene composites. Constr Build Mater 108:139–145. https://doi.org/10.1016/j.conbuildmat.2016.01.039
Husseinsyah S, Seong Chun K, Hadi A, Ahmad R (2016) Effect of filler loading and coconut oil coupling agent on properties of low-density polyethylene and palm kernel shell eco-composites. J Vinyl Addit Technol 22:200–205. https://doi.org/10.1002/vnl.21423
Islam M, Hamdan S, Hassan A et al (2014) The chemical modification of tropical wood polymer composites. J Compos Mater 48. https://doi.org/10.1177/0021998313477894
Islam R, Xie S, Lekobou W et al (2017) Surface modifications of wood materials using atmospheric pressure corona-based weakly ionized plasma. J Thermoplast Compos Mater 31:089270571772901. https://doi.org/10.1177/0892705717729019
Jiang X, Wang J, Wu G et al (2018) Significant reinforcement of polypropylene/wood flour composites by high extent of interfacial interaction. J Thermoplast Compos Mater 32:577–592. https://doi.org/10.1177/0892705718761476
Klement T, Büchs J (2013) Itaconic acid–a biotechnological process in change. Bioresour Technol 135:422–431. https://doi.org/10.1016/j.biortech.2012.11.141
Koohestani B, Darban AK, Mokhtari P et al (2019) Comparison of different natural fiber treatments: a literature review. Int J Environ Sci Technol 16:629–642. https://doi.org/10.1007/s13762-018-1890-9
Kord B, Movahedi F, Adlnasab L, Masrouri H (2020) Influence of eco-friendly pretreatment of lignocellulosic biomass using ionic liquids on the interface adhesion and characteristics of polymer composite boards. J Compos Mater 0021998320918345. https://doi.org/10.1177/0021998320918345
Kun D, Pukánszky B (2017) Polymer/lignin blends: Interactions, properties, applications. Eur Polym J 93:618–641. https://doi.org/10.1016/j.eurpolymj.2017.04.035
La Mantia FP, Morreale M (2011) Green composites: a brief review. Compos Part A Appl Sci Manuf 42:579–588. https://doi.org/10.1016/j.compositesa.2011.01.017
Liminana P, Garcia-Sanoguera D, Quiles-Carrillo L et al (2018) Development and characterization of environmentally friendly composites from poly(butylene succinate) (PBS) and almond shell flour with different compatibilizers. Compos Part B Eng. https://doi.org/10.1016/j.compositesb.2018.02.031
Liu Y, Tao Y, Lv X et al (2010) Study on the surface properties of wood/polyethylene composites treated under plasma. Appl Surf Sci 257:1112–1118. https://doi.org/10.1016/j.apsusc.2010.08.032
Liu W, Xie T, Qiu R (2016) Improvement of properties for biobased composites from modified soybean oil and hemp fibers: Dual role of diisocyanate. Compos Part A Appl Sci Manuf 90:278–285. https://doi.org/10.1016/j.compositesa.2016.07.018
Liu Y, Xie J, Wu N et al (2019) Influence of silane treatment on the mechanical, tribological and morphological properties of corn stalk fiber reinforced polymer composites. Tribol Int 131:398–405. https://doi.org/10.1016/j.triboint.2018.11.004
Mantanis GI (2017) Chemical modification of wood by acetylation or furfurylation: a review of the present scaled-up technologies. Bioresour 12(2):4478–4489
Martins AB, Santana RMC (2016) Effect of carboxylic acids as compatibilizer agent on mechanical properties of thermoplastic starch and polypropylene blends. Carbohydr Polym. https://doi.org/10.1016/j.carbpol.2015.08.074
Matthews FL, Rawlings RDB (1999) Composite Materials: Engineering and Science. Woodhead Publishing, Sawston
Meng X, Bocharova V, Tekinalp H et al (2018) Toughening of nanocelluose/PLA composites via bio-epoxy interaction: mechanistic study. Mater Des 139:188–197. https://doi.org/10.1016/j.matdes.2017.11.012
Mohit H, Arul Mozhi Selvan V (2018) A comprehensive review on surface modification, structure interface and bonding mechanism of plant cellulose fiber reinforced polymer based composites. Compos Interfaces 25:629–667. https://doi.org/10.1080/09276440.2018.1444832
Moncada E, Quijada R, Lieberwirth I, Yazdani-Pedram M (2006) Use of PP grafted with itaconic acid as a new compatibilizer for PP/Clay nanocomposites. Macromol Chem Phys 207:1376–1386. https://doi.org/10.1002/macp.200600150
Naseem A, Tabasum S, Zia KM et al (2016) Lignin-derivatives based polymers, blends and composites: a review. Int J Biol Macromol 93:296–313. https://doi.org/10.1016/j.ijbiomac.2016.08.030
Noël M, Mougel E, Fredon E et al (2009) Lactic acid/wood-based composite material. Part 2: physical and mechanical performance. Bioresour Technol 100:4717–4722. https://doi.org/10.1016/j.biortech.2009.04.042
Nordstierna L, Lande S, Westin M et al (2008) Towards novel wood-based materials: chemical bonds between lignin-like model molecules and poly(furfuryl alcohol) studied by NMR. Holzforschung 62:709–713. https://doi.org/10.1515/HF.2008.110
Ou R, Wang Q, Wolcott M et al (2014) Effects of chemical modification of wood flour on the rheological properties of high-density polyethylene blends. J Appl Polym Sci 131. https://doi.org/10.1002/app.41200
Pickering KL, Efendy MGA, Le TM (2016) A review of recent developments in natural fibre composites and their mechanical performance. Compos Part A Appl Sci Manuf 83:98–112. https://doi.org/10.1016/j.compositesa.2015.08.038
Podgorski L, Chevet B, Onic L, Merlin A (2000) Modification of wood wettability by plasma and corona treatments. Int J Adhes Adhes 20:103–111. https://doi.org/10.1016/S0143-7496(99)00043-3
Poletto M (2017) Polypropylene-based wood-plastic composites: effect of using a coupling agent derived from a renewable resource. Maderas Cienc Tecnol 19:265–272
Poletto M (2018) Maleated soybean oil as coupling agent in recycled polypropylene/wood flour composites. J Thermoplast Compos Mater. https://doi.org/10.1177/0892705718785707
Poletto M (2019) Natural oils as coupling agents in recycled polypropylene wood flour composites: mechanical, thermal and morphological properties. Polym Polym Compos. https://doi.org/10.1177/0967391119886941
Poletto M, Zeni M, Zattera AJ (2011) Effects of wood flour addition and coupling agent content on mechanical properties of recycled polystyrene/wood flour composites. J Thermoplast Compos Mater 25:821–833. https://doi.org/10.1177/0892705711413627
Poletto M, Zattera AJ, Santana RMC (2014) Effect of natural oils on the thermal stability and degradation kinetics of recycled polypropylene wood flour composites. Polym Compos. https://doi.org/10.1002/pc.22852
Quiles-Carrillo L, Montanes N, Sammon C et al (2018) Compatibilization of highly sustainable polylactide/almond shell flour composites by reactive extrusion with maleinized linseed oil. Ind Crops Prod. https://doi.org/10.1016/j.indcrop.2017.10.062
Ragoubi M, Bienaimé D, Molina S et al (2010) Impact of corona treated hemp fibres onto mechanical properties of polypropylene composites made thereof. Ind Crops Prod 31:344–349. https://doi.org/10.1016/j.indcrop.2009.12.004
Reddy CR, Simon LC (2010) Surface modification of wood fiber and preparation of a wood fiber-polypropylene hybrid by in situ polymerization. Macromol Mater Eng 295:906–914. https://doi.org/10.1002/mame.201000210
Rezaee Niaraki P, Krause A (2020) Correlation between physical bonding and mechanical properties of wood plastic composites: part 1: interaction of chemical and mechanical treatments on physical properties. J Adhes Sci Technol 34:744–755. https://doi.org/10.1080/01694243.2019.1683325
Rosa MF, Chiou B, Medeiros ES et al (2009) Effect of fiber treatments on tensile and thermal properties of starch/ethylene vinyl alcohol copolymers/coir biocomposites. Bioresour Technol 100:5196–5202. https://doi.org/10.1016/j.biortech.2009.03.085
Rose M, Palkovits R (2011) Cellulose-based sustainable polymers: state of the art and future trends. Macromol Rapid Commun 32:1299–1311. https://doi.org/10.1002/marc.201100230
Sabaa MW, Mokhtar SM (2002) Chemically induced graft copolymerization of itaconic acid onto cellulose fibers. Polym Test 21:337–343. https://doi.org/10.1016/S0142-9418(01)00094-0
Saiful Islam M, Hamdan S, Jusoh I et al (2012) The effect of alkali pretreatment on mechanical and morphological properties of tropical wood polymer composites. Mater Des 33:419–424. https://doi.org/10.1016/j.matdes.2011.04.044
Sailaja RRN, Seetharamu S (2008) Itaconic acid – grafted – LDPE as compatibilizer for LDPE – plasticized Tapioca starch blends. React Funct Polym 68:831–841. https://doi.org/10.1016/j.reactfunctpolym.2007.12.003
Saini G, Narula AK, Choudhary V, Bhardwaj R (2009) Effect of particle size and alkali treatment of sugarcane bagasse on thermal, mechanical, and morphological properties of PVC-bagasse composites. J Reinf Plast Compos 29:731–740. https://doi.org/10.1177/0731684408100693
Sawpan MA (2018) Polyurethanes from vegetable oils and applications: a review. J Polym Res 25:184. https://doi.org/10.1007/s10965-018-1578-3
Šefc B, Trajković J, Sinković T et al (2012) Compression Strength of Fir and Beech Wood Modified by Citric Acid. Drv Ind. https://doi.org/10.5552/drind.2012.1123
Spiridon I, Darie RN, Bodîrlău R et al (2012) Polypropylene-based composites reinforced by toluene diisocyanate modified wood. J Compos Mater 47:3451–3464. https://doi.org/10.1177/0021998312466906
Takinami PYI, Shimazaki K, Colombo MA et al (2010) Gelatin/piassava composites treated by electron beam radiation. Matéria (Rio Janeiro) 15:303–308
Tay GS, Shannon-Ong SH, Goh SW, Rozman HD (2011a) Thermoplastic–lignocellulose composites enhanced by chemically treated Alcell lignin as compatibilizer. J Thermoplast Compos Mater 26:733–746. https://doi.org/10.1177/0892705711428660
Tay GS, Shannon-Ong SH, Goh SW, Rozman HD (2011b) Enhancement of tensile and impact properties of thermoplastic lignocellulose composites by incorporation of chemically treated alcell lignin as compatibilizer. Polym Plast Technol Eng 50:160–167. https://doi.org/10.1080/03602559.2010.531423
Thakur VK, Thakur MK, Raghavan P, Kessler MR (2014) Progress in green polymer composites from lignin for multifunctional applications: a review. ACS Sustain Chem Eng 2:1072–1092. https://doi.org/10.1021/sc500087z
Todaro L, D’Auria M, Langerame F et al (2015) Surface characterization of untreated and hydro-thermally pre-treated Turkey oak woods after UV-C irradiation. Surf Interface Anal 47:206–215
Tomak ED, Ustaomer D, Ermeydan MA, Yildiz S (2018) An investigation of surface properties of thermally modified wood during natural weathering for 48 months. Measurement 127:187–197. https://doi.org/10.1016/j.measurement.2018.05.102
Tran P, Graiver D, Narayan R (2006) Biocomposites synthesized from chemically modified soy oil and biofibers. J Appl Polym Sci 102:69–75. https://doi.org/10.1002/app.22265
Tserki V, Zafeiropoulos NE, Simon F, Panayiotou C (2005) A study of the effect of acetylation and propionylation surface treatments on natural fibres. Compos Part A Appl Sci Manuf 36:1110–1118. https://doi.org/10.1016/j.compositesa.2005.01.004
Vasco-Correa J, Ge X, Li Y (2016) Biological pretreatment of lignocellulosic biomass (chapter 24). In: Mussatto SIBT-BFT for a LFBB (ed). Elsevier, Amsterdam, pp 561–585
Venkatachalam N, Navaneethakrishnan P, Rajsekar R, Shankar S (2016) Effect of pretreatment methods on properties of natural fiber composites: a review. Polym Polym Compos 24:555–566. https://doi.org/10.1177/096739111602400715
Wei M, Fan L, Huang J, Chen Y (2006) Role of star-like hydroxylpropyl lignin in soy-protein plastics. Macromol Mater Eng 291:524–530. https://doi.org/10.1002/mame.200500372
Wood BM, Coles SR, Maggs S et al (2011) Use of lignin as a compatibiliser in hemp/epoxy composites. Compos Sci Technol 71:1804–1810. https://doi.org/10.1016/j.compscitech.2011.06.005
Xie Y, Hill CAS, Xiao Z et al (2010a) Silane coupling agents used for natural fiber/polymer composites: a review. Compos Part A Appl Sci Manuf 41:806–819. https://doi.org/10.1016/j.compositesa.2010.03.005
Xie Y, Xiao Z, Grüneberg T et al (2010b) Effects of chemical modification of wood particles with glutaraldehyde and 1,3-dimethylol-4,5-dihydroxyethyleneurea on properties of the resulting polypropylene composites. Compos Sci Technol 70:2003–2011. https://doi.org/10.1016/j.compscitech.2010.07.024
Xie Y, Fu Q, Wang Q et al (2013) Effects of chemical modification on the mechanical properties of wood. Eur J Wood Wood Prod 71:401–416. https://doi.org/10.1007/s00107-013-0693-4
Xu K, Li K, Tu D et al (2014) Reinforcement on the mechanical-, thermal-, and water-resistance properties of the wood flour/chitosan/poly(vinyl chloride) composites by physical and chemical modification. J Appl Polym Sci 131. https://doi.org/10.1002/app.40757
Yin Y, Berglund L, Salmén L (2011) effect of steam treatment on the properties of wood cell walls. Biomacromol 12:194–202. https://doi.org/10.1021/bm101144m
Zadeh ZE, Abdulkhani A, Aboelazayem O, Saha B (2020) Recent insights into lignocellulosic biomass pyrolysis: a critical review on pretreatment, characterization, and products upgrading. Processes
Zhang C, Garrison TF, Madbouly SA, Kessler MR (2017) Recent advances in vegetable oil-based polymers and their composites. Prog Polym Sci 71:91–143. https://doi.org/10.1016/j.progpolymsci.2016.12.009
Acknowledgements
The author Matheus Poletto thanks the Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq/Brazil), grant number 435110/2018-7, for financial support.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
de Prá Andrade, M., Poletto, M. (2021). Wood Treatments and Interfacial Bonding in Wood-Plastic Composites. In: Mavinkere Rangappa, S., Parameswaranpillai, J., Kumar, M.H., Siengchin, S. (eds) Wood Polymer Composites. Composites Science and Technology . Springer, Singapore. https://doi.org/10.1007/978-981-16-1606-8_3
Download citation
DOI: https://doi.org/10.1007/978-981-16-1606-8_3
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-1605-1
Online ISBN: 978-981-16-1606-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)