
Abstract
Acoustic emission (AE) signals are thought to contain crucial information for identifying defects and monitoring processes. It is crucial to have a comprehensive understanding of how AE signal parameters behave under different experimental conditions. However, based on current research, there appears to be a lack of knowledge on the impact of machining parameters, especially in milling operations, where complex chip formation patterns, interaction effects, and directional pressures and forces are present. To bridge this informational void, analyzing how various cutting conditions impact the AE signal characteristics derived from milling operations is crucial. This research predominantly focuses on the impact of cutting conditions, material attributes, insert coatings, and nose radius on AE signal attributes in the time domain. The proposed innovative method suggests segmenting acquired AE signals correlated with the cutting tool’s trajectory through the material into three distinct phases: entry, active cutting, and exit, each marked by a particular signal timeframe for effective signal processing and characteristic derivation. Furthermore, advanced signal processing techniques and statistical analysis are utilized to determine which AE parameters are sensitive to changes in cutting parameters. This research identifies cutting speed and feed rate as the primary variables affecting AE signal characteristics. The study’s outcomes can enhance sophisticated classifications and AI techniques for monitoring machining operations.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Acoustic emission, or AE, is the emission of elastic waves generated by the abrupt liberation of energy within a strained material due to events like plastic deformation or crack formation [1]. These waves contain significant information for monitoring various processes. A considerable benefit of AE lies in its capacity to monitor a complete system non-disruptively. This sets it apart from other non-destructive signals, like ultrasonic waves. The aerospace sector, among others, has extensively utilized AE in non-destructive evaluation applications. The initial application of AE technology for monitoring cutting tool conditions emerged in the 1970s in Japan [2], where the AE generated during aluminum alloys (AAs) machining was examined. Findings indicated that AE signals span a continuous spectrum, unlike the discrete nature of audible frequencies. Subsequent research has focused on employing AE sensors in multiple applications [3,4,5,6,7].
Today, much of the research in AE technology focuses on its intelligent control of tools and systems [8,9,10,11,12,13]. This is due to the high sensitivity of AE signals to tool wear and breakage, which can vary significantly in terms of signal strength. Some studies have shown that AE can be utilized with high precision in machining and micromechanical process monitoring when combined with other sensors and modeling approaches [14]. To effectively employ AE signals for process monitoring, one must possess extensive knowledge of their responses to diverse mechanical and physical scenarios, as established in prior studies [6]. The AE technique is widely used to monitor different types and modes of machining processes. However, there remains a lack of understanding about how sensitive the AE parameters are to different machining factors. This is particularly evident in milling operations, which involve complex chip formations and interactions with multiple directions of pressure. To address this knowledge gap, it is essential to investigate the influence of a wide range of cutting factors on AE signal parameters.
In the study of AE signals within milling operations, examinations have been carried out across time, frequency, and combined time-frequency domains [15, 16]. Research findings suggest that when it comes to the frequency aspect, the two most responsive indicators to the settings of the cutting process are the highest amplitude and the main frequency. However, the settings still don't fully control these indicators [17]. In terms of signal processing, work has focused on automatic detection [18]), predicting the smoothness of a surface [19], and developing models for slot milling [20]. Further investigations have used AE signal characteristics to monitor the wear on milling tools in the process of cutting aluminum-ceramic materials [20] as well as to study the condition of surfaces after high-speed machining [21]. Exploring AE signals considering both time and frequency has been another area of interest [22].
This research aims to discern the key influences on alterations in AE parameters within the time domain and to ascertain the most responsive parameters during machining. Thus, the focus of this study is to identify the cutting factors that impact the variations in AE parameters in the time domain and determine which parameters are most sensitive to changes in machining conditions. To achieve this goal, an innovative methodology is proposed, which includes segmenting AE signals, advanced signal processing, and statistical analysis.
While AE signals are quite crucial for monitoring machinery condition and diagnosing health in machining tasks, there is a noticeable gap in understanding how these signals change with different machining factors, mainly when analyzed over time and frequency. This issue is more evident in milling, where the interactions, the various ways chips form, and the pressures in all directions stand out. Thus, it is necessary to explore how changing the cutting conditions can alter AE signals, focusing on time and frequency to fill this knowledge gap. This study aims to check how sensitive the features of AE signals are, mainly under different cutting conditions in milling aluminum alloys.
The theoretical background of AE is discussed in section two, while section three describes the experimental setup. The research methodology is comprehensively explained in section four, and the results and discussion are presented in section five. Finally, the paper concludes in the last section.
2 Acoustic emission signal
2.1 Definition and sources of AE
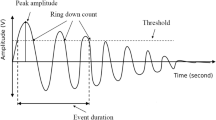
AE refers to the elastic waves produced within a material when it is subjected to stress [23]. The primary causes of AE in metals are plastic deformation and the formation of cracks. These different forms of AE generation result in energy dissipation in the form of an AE event (illustrated in Fig. 1), which typically lasts for less than a millisecond. Important factors to consider in understanding AE include the AE sensor, the AE signal, the characteristics of the AE wave, background noise, coupling, and the machine tool. As mentioned earlier, mechanical energy generates AE signals, manifesting as high-frequency elastic waves ranging from 100 to 1000 kHz.

An overview of AE signal [24]
The origins and sources of AE in deformed and machined materials were reported in [14, 23, 25,26,27]. As noted in [23], the primary sources of AE in metal cutting are the following: (a) the plastic deformation during the cutting process, (b) the plastic deformation within the chip itself, (c) the friction at the junction between the workpiece and the tool flank that leads to flank wear, (d) the friction occurring at the interface of the tool rake face and the chip which causes crater wear, (e) the fracture of chips, (f) the breakage of the cutting tool, and (g) the collisions between the chip and the tool that result in chip fragmentation.
The AE signals generated during metal cutting can be distinguished into continuous and transient burst types, each with their unique attributes. Continuous signals emanate from the shear deformation and the tool's wear at the rake and flank faces, whereas sudden burst signals result from tool breakage and chip fracturing. It can be inferred that the continuous AE signals are produced by sources (a) through (d), while the transient AE events, as shown in Fig. 2, are a consequence of incidences (e) through (g).

Typical AE signal [27]
2.2 AE parameters
Table 1 presents the time-domain parameters obtainable from AE signals, with corresponding computational formulas detailed in Appendix 1. This table enumerates the parameters deduced from AE signals across time and frequency domains.
3 Experimental procedures
3.1 Experimental plan
The design of the experiment method used in this study was a full factorial design of the experiment. The table included in the document presents the factors and levels that were investigated. The experimental works were repeated once, and the average values of readings were presented in an overall 162 tests. The machining tests were conducted on a 3-axis CNC machine with a power of 50kW, a maximum spindle speed of 28000 rpm, and a torque of 50Nm. The three teeth-coated iscar inserts with code E90-A-D.75-W.75-M were used. The specific details of the insert used are presented in Table 2. The following section outlines the research methodology, including the approaches used for signal processing and result analysis. To ensure accuracy, measures were taken to control the stability of the cutting process and minimize tool and machine vibrations. Rigid tool and workpiece fixtures were used, resulting in negligible deflection. A fresh insert was utilized for each cutting trial to eliminate discrepancies in AE signals caused by tool wear. Detailed specifications of the workpiece materials and cutting parameters used in the study are presented in Tables 3 and 4.
3.2 AE signal monitoring system
The data acquisition system utilized in this work comprised two AE TEDS microphones. In Fig. 3b, the first implemented microphone, ref2564023, which was positioned adjacent to the machining area, can be observed. The second microphone, ref2564024, was located two meters from the cutting area and was accompanied by a data preprocessing unit, as shown in Fig. 3c. This second sensor was used to monitor background noise. The sampling frequency of 65KHZ was used to analyze the AE signals in the time domain. The arrangement of work parts during the machining tests can be seen in Fig. 3d. Before beginning the experiments depicted in Fig. 3, the microphones were calibrated using a 10000 - 100 Hz signal to ensure their accuracy and reliability. The considerable disparity in the signal-to-noise ratio of the initial sensor, placed in proximity to the chip creation zone, and the second sensor attested to the negligible influence of extraneous noise on the fidelity of the recorded signals (Fig. 4).

AE Acquisition system

Applied AE measurement system in milling operation
4 Research methodology
To attain more significant findings regarding different machining methods, the captured AE signals were separated into three sections, as shown in Fig. 5, corresponding to the progress and movement of the cutting tool in the workpiece. The initial phase denotes the entry signal corresponding to the cutting tool's insertion into the workpiece (Fig. 5a). The second section concentrates on the cutting process (Fig. 5b), while the third refers to the moment the cutting tool exits the workpiece (Fig. 5c). This approach obtained more precise data and insights regarding the various machining stages.

Schematic breakdown of recorded AE signals
The proposed research approach for the study includes using AE sensors (at a frequency of 100 KHz) placed near the chip formation zone for data acquisition. The AE signals about the progress and exit of the cutting tool from the machined parts were extracted for each cutting trial. The signals will then be processed, and 12 AE parameters will be extracted from each cutting stage using a sampling frequency of 100 kHz. Statistical analysis will be performed on these parameters to determine the most significant machining and AE signal parameters. These parameters will be identified through their P-value, R2, and R2adj values. This approach will assist in determining the governing machining parameters and identifying insignificant and significant variables and models (as outlined in Section 4.1) (Fig. 6).

Scheme of the proposed methodology
Associated with specific challenges, such as burr formation, built-up edge (BUE), and work part adhesion to the cutting tool, machining AAs has been reported as complex [8, 9, 30, 31]. Certain assumptions were made to mitigate the potential negative impact of these difficulties on the experimental setup and resulting outcomes.
To avoid expected difficulties in machining AAs, and prevent any adverse effects on the experimental setup and recorded results, the following proposals were put forth:
-
1.
Initial experimental trials were conducted to evaluate the stability and steadiness of the machining operation.
-
2.
The machining tests confirmed the absence of deflection in the cutting tool and fixture, and chatter vibration was not observed.
-
3.
In each cutting experiment, using sharp, undamaged inserts was essential to reduce discrepancies in results and improve the machining process’s accuracy.
4.1 Method of analysis
A range of experimental methodologies and conditions was used to evaluate the effects of cutting factors on the calculated AE parameters. The statistical expressions applied within this research are encapsulated in the [32]. ANOVA, denoting the analysis of variance. This technique assesses the impact and interactions of adjustable experimental variables with a 95% confidence interval (CI). At the same time, the coefficient of determination (R2) quantifies the response variance relative to these parameters and their synergies. An R2 value of 0.75 indicates sensitivity to parameter variations, while a value greater than 0.75 suggests a lack of responsiveness.
In comparing models with different independent parameters, researchers used the adjusted R2 value (R2adj), which is typically smaller or equal to R2. The P-value was also used to determine the significance of individual experimental variables and the presented model. A P-value greater than 0.10 indicates insignificance, a value between 0.05 and 0.10 suggests mild importance and a value less than 0.05 denotes significance. The Pareto chart, a graphical representation of statistical analysis, was used to identify experimental parameters' main and interaction effects on responses. The significant and insignificant variables were determined by considering P-value, R2, and R2adj. An input variable with a P-value under 0.05, including cutting parameters and their interaction effects, was deemed statistically significant. The investigators employed a second-order linear model or two-factor interaction to assess the model's importance.
In conclusion, the researchers utilized various statistical methods to evaluate the effects of machining factors on AE parameters. By considering parameters such as R2, R2adj, and P-value, they could identify significant and insignificant variables and determine the overall sensitivity of the model to parameter variations. The results were visually represented through a Pareto chart, highlighting experimental parameters’ main and interaction effects on responses. The second-order degree models are included in this study, as shown in Figs. 7 and 8. Any AE responses with a corresponding R2 value of less than 0.75 were also deemed insignificant regarding changes in cutting parameters. All statistical analysis was conducted using the commercial software Statgraphics.

Pareto chart for AERMS

Pareto chart for AEMAX
5 Results and discussion
The influence of cutting parameter alterations on AE signal characteristics was analyzed through diverse signal processing methods and feature selection techniques, as depicted in Fig. 6. Statistical methods evaluated the impact of cutting parameters on AE signal characteristics, with the outcomes represented in quadratic models. The explanatory power of each cutting parameter on the response variables is indicated by Table 5, which presents the coefficient of determination (R2) for AE parameters derived from various cutting phases. This data shows that only a few AE parameters (AERMS, AEVAR, AEMAX, and AEMIN) were sensitive to changes in cutting parameters, with R2 values exceeding 0.75. In other words, except for these few parameters, the variability of other recorded parameters in response to changes in cutting parameters was less than 75% and, therefore, not statistically significant.
Among the sensitive AE parameters, AERMS and AEMAX had the highest R2 values and will be further examined in Figs. 7 and 8. These figures illustrate that AERMS and AEMAX were significantly influenced by the cutting speed (A), feed per tooth (B), and depth of cut (C), regardless of the cutting stage. Higher levels of cutting speed, feed per tooth, and depth of cut resulted in higher levels of AERMS and AEMAX, with cutting speed having the greatest impact [33]. This observation is consistent with previous research that suggests AE signals in cutting operations are primarily related to energy consumption and material removal rate (MRR) (as stated in [33]). Interestingly, material was the least statistically significant parameter, except in the entry stage. This may be due to the initial energy demand for cutting, as higher levels of material removed may require more energy and result in stronger AE signals.
As shown in Figs. 7 and 8, regardless of the AE features studied (AERMS and AEMAX), the material was the most minor statistically significant factor in the initial cutting stage, while the cutting tool was non-statistically significant. This could be due to the high energy demand for initial plastic deformation at the start of the cutting process compared to the other stages of cutting. Table 3 shows higher values of AERMS in the harder material, specifically AA 7075 T6, compared to the softer material, AA 6061 T6. This could be attributed to the higher energy required for plastic deformation in harder materials. Although material and cutting tools may have the least impact on AE signal parameters, it is notable that these signals show more variation when changing cutting parameters rather than material properties. Therefore, it can be concluded that AE signals are susceptible to changes in cutting parameters such as material removal rate (MRR) and consumed energy level. A strong correlation between cutting parameters, such as cutting speed and feed per tooth, and AE signal information is also expected.
Furthermore, it has been confirmed that selecting appropriate AE signal parameters can significantly benefit the machining process monitoring. Regardless of the cutting stage being studied, other vital factors influencing AE signals are the interaction effects between cutting tools and materials. These effects, represented by DE, and the main interactions between cutting speed (EE) and materials (DD), are also attributed to the impact of coating and insert noise radius on generated AE signals. In summary, it can be concluded that careful consideration of AE signal parameters is crucial for successfully monitoring the machining process.
This study’s results, particularly as illustrated in Tables 5, 6, 7, and 8, substantiate the efficacy of the introduced method and show a robust correlation between acoustic emission signals and machining variables. According to the statistical analysis, the AERMS proves to be the most sensitive attribute of the AE signal in response to changes in the cutting parameters. In materials with low modulus of elasticity, such as aluminum alloys, a lower AERMS value is to be expected, as the low modulus of elasticity is the main cause of vibration in machining processes [14]. This vibration has a negative impact on various aspects of the process, such as surface quality, formation and size of burrs, and overall morphology [34]. It is crucial to have a deep understanding of the material properties, including ductility, to make well-informed decisions when selecting cutting parameters and improving the machining process. It is worth noting that signals obtained from machining centers, such as CNC machines, are prone to various levels of mechanical, electrical, and acoustic noises, which can greatly affect the accuracy of the signals. Milling, in particular, presents more complex signals compared to other non-traditional machining operations. As previously noted [8, 9, 30, 31], milling operations frequently encounter phenomena such as burr formation, built-up edge (BUE), and the adherence of workpiece material to the cutting implementation. Initial trials assessed and regulated system stability and background noise to address these difficulties, while fresh inserts were employed for every cutting examination. Notwithstanding these constraints, the empirical data from this research dispel skepticism concerning the sufficiency of AE signal data in milling operations.
The burgeoning field of manufacturing has witnessed significant advancements in monitoring machining operations, notably through the use of AE signals. A recent study rigorously substantiates the precision and efficacy of AE signals acquired during milling processes. Findings from extensive studies elucidate that variants in the AE signals predominantly correlate with the cutting parameters, such as cutting speed and feed per tooth. These factors induce more pronounced AE signal changes than variations from different coating and tested materials. Through meticulous analysis, the responsiveness of AE signal parameters to machining intricacies becomes more discernible. This investigative approach unveils a greater understanding of AE signals’ pivotal role in monitoring and controlling milling. The conduit for future studies is observable in contemplating diverse models that could enrich the statistical analysis of machining data. Subsequent inquiries may delve deeper into the realm of sophisticated mathematical models and interpretative methodologies.
In an innovative stride, applying AI-based techniques, most notably Neural/Deep Networks, offers a formidable avenue for redefining process monitoring. Implementing these advanced tactics could enable the construction of robust classification and predictive models, significantly enhancing the capacity to monitor and optimize machining operations. It is advocated that further investigations embrace higher frequency ranges in conjunction with state-of-the-art filtering and anti-aliasing algorithms. This will refine the process, enabling the isolation of non-deflecting, pure AE signals. Steadily, the approach of forecasting AE signal parameters through theoretical modeling is gaining traction as a feasible method to obviate the necessity for repetitive empirical testing. It holds promise for developing a systematic predictive maintenance framework in the manufacturing milieu. The validation of AE signal information thus is a compelling testament to the technological evolution in precision machining.
6 Conclusion
By performing milling cutting experiments on an aluminum alloy workpiece and applying a suggested approach for segmenting and analyzing AE signals, the sensitivity of time-domain parameters of measured AE signals to variations in cutting conditions was investigated. This would address the gaps often seen in the literature regarding the influence of cutting conditions on AE signal behavior for real-time monitoring purposes.
-
AERMS, AE AEMAX, and AEMIN are the most sensitive time series AE parameters to changes in cutting parameters, including cutting speed, feed per tooth, and depth of cut, respectively, regardless of the cutting stage being studied.
-
These cutting parameters directly and significantly impact AE power and material removal rate (MRR).
-
The outcomes of this work suggest that cutting factors have a stronger influence on AE signals than material properties.
-
This study has shown that Acoustic Emission (AE) signals are reliable measures for tracking the performance of milling operations over time, despite previous doubts about their effectiveness due to noise, friction, or chip pileup. By using wavelet analysis, AE signals have proven useful for monitoring milling activity.
-
Therefore, AE signals can now be applied in scenarios where they were once considered unsuitable due to issues with noise, friction, and the challenge of accurately determining and choosing signal features.
-
To enhance the dependability of the proposed algorithm and minimize uncertainties, it is recommended to incorporate the insights gained from this study, include higher frequency range data, develop advanced filtering, antialiasing, and artificial intelligence algorithms, and utilize additional sensors, such as dynamometers.
-
The aim of this study is to get a better understanding of what affects the sound waves produced during cutting, and to spot the sound wave characteristics that are really affected by different cutting settings.
-
Other goas of this work was to get better at spotting problems in real-time while cutting different materials. The precise applications of artificial intelligence, accurate sensors, a wide range of sound wave frequencies, and improved filtering techniques are proposed to make our detection methods more effective.
-
A detailed and clear understanding of key cutting conditions and the way they affect sound wave signals can definitely make prediction models for spotting faults and real-time monitoring in various cutting tasks stronger.
References
Niknam SA, Au Y, Songmene V (2013) Proposing a new acoustic emission parameter for bearing condition monitoring in rotating machines. Trans Can Soc Mech Eng 37:1105
Govekar E, Gradiek J, Grabec I (2000) Analysis of acoustic emission signals and monitoring of machining processes. Ultrasonics 38:598–603
Sikorska J, Mba D (2008) Challenges and obstacles in the application of acoustic emission to process machinery. Proc Inst Mech Eng, Part E: J Process Mech Eng 222:1–19
XiaoQi C, Hao Z, Wildermuth D (2001) In-process tool monitoring through acoustic emission sensing. Autom Mater Process Group Autom Technol Div 1
Dolinek S, Kopa J (1999) Acoustic emission signals for tool wear identification. Wear 225:295–303
Iwata K, Moriwaki T (1977) An application of acoustic emission measurement to in-process sensing of tool wear. Annals CIRP 26:21–26
Chen X, Li B (2007) Acoustic emission method for tool condition monitoring based on wavelet analysis. Int J Adv Manuf Technol 33:968–976
Niknam SA, Songmene V (2013) Factors governing burr formation during high-speed slot milling of wrought aluminium alloys. Proc Inst Mech Eng, Part B: J Eng Manuf 227:1165–1179
Niknam SA, Songmene V (2014) Analytical modelling of slot milling exit burr size. Int J Adv Manuf Technol 73:421–432
Adeniji D, Oligee K, Schoop J (2022) A novel approach for real-time quality monitoring in machining of aerospace alloy through acoustic emission signal transformation for DNN. J Manuf Mater Proc 6:18
Shen C-H (2022) Acoustic emission based grinding wheel wear monitoring: Signal processing and feature extraction. Appl Acoust 196:108863
Wan B-S, Lu M-C, Chiou S-J (2022) Analysis of spindle AE signals and development of AE-based tool wear monitoring system in micro-milling. J Manuf Mater Proc 6:42
Pimenov DY, Bustillo A, Wojciechowski S, Sharma VS, Gupta MK, Kuntoğlu M (2023) Artificial intelligence systems for tool condition monitoring in machining: Analysis and critical review. J Intell Manuf 34:2079–2121
Mian A, Driver N, Mativenga P (2011) Chip formation in microscale milling and correlation with acoustic emission signal. Int J Adv Manuf Technol 56:63–78
Mohanraj T, Yerchuru J, Krishnan H, Aravind RN, Yameni R (2021) Development of tool condition monitoring system in end milling process using wavelet features and Hoelder’s exponent with machine learning algorithms. Measurement 173:108671
Luo M, Mei J, Zhang D (2016) Time-domain modeling of a cutter exiting a workpiece in the slot milling process. Chin J Aeronaut 29:1852–1858
Anahid MJ, Heydarnia H, Niknam SA, Mehmanparast H (2021) Evaluating the sensitivity of acoustic emission signal features to the variation of cutting parameters in milling aluminum alloys: Part A: frequency domain analysis. Proc Inst Mech Eng Part B: J Eng Manuf 235(10):1558–1568. https://doi.org/10.1177/0954405420949127
Gaja H, Liou F (2016) Automatic detection of depth of cut during end milling operation using acoustic emission sensor. Int J Adv Manuf Technol 86:2913–2925
Nouhi S, Pour M (2021) Prediction of surface roughness of various machining processes by a hybrid algorithm including time series analysis, wavelet transform and multi view embedding. Measurement 184:109904
Twardowski P, Tabaszewski M, Wiciak–Pikuła M, Felusiak-Czyryca A (2021) Identification of tool wear using acoustic emission signal and machine learning methods. Precis Eng 72:738–744
Pawade R, Joshi S (2012) Analysis of acoustic emission signals and surface integrity in the high-speed turning of Inconel 718. Proc Inst Mech Eng B J Eng Manuf 226:3–27
Lee W, Ratnam M, Ahmad Z (2017) Detection of chipping in ceramic cutting inserts from workpiece profile during turning using fast Fourier transform (FFT) and continuous wavelet transform (CWT). Precis Eng 47:406–423
Liang S, Dornfeld D (1989) Tool wear detection using time series analysis of acoustic emission. J Eng Ind(Trans ASME) 111:199–205
Tonphong K (2002) Bearing Condition Monitoring using Acoustic Emission and Vibration. Ph.D. Thesis,Brunel University, UK
Lee D, Hwang I, Valente C, Oliveira J, Dornfeld D (2006) Precision manufacturing process monitoring with acoustic emission. Int J Mach Tools Manuf 46:176–188
Lee SH, Lee D (2008) In-process monitoring of drilling burr formation using acoustic emission and a wavelet-based artificial neural network. Int J Prod Res 46:4871–4888
Rubioa E, Tetib R, Baciub I (2006 ) Intelligent production machines and systems 2nd I*PROMS virtual international conference, 3–14, pp 1–6
Niknam SA (2013) Burrs understanding, modeling and optimization during slot milling of aluminium alloys, Ph.D. Thesis, École de Technologie supérieure, Canada
Tiabi A (2010) "Formation des bavures dùsinage et finition de pieces " M. Sc Thesis, M.Sc Thesis, École de technologie superieure, Canada
Niknam SA, Songmene V (2017) Burr formation and correlation with cutting force and acoustic emission signals. Proc Inst Mech Eng Part B: J Eng Manuf 231(3):39–414. https://doi.org/10.1177/0954405415590562
Songmene V, Khettabi R, Kouam J (2012) High Speed Machining: A Cost Effective & Green Process. Int J Manufacturing Research (IJMR) 7:229–256
Phadke MS (1995) Quality engineering using robust design. Prentice Hall PTR
Dornfeld D (1992) Acoustic emission feedback for precision deburring. CIRP Ann - Manuf Technol 41:93–96
Mian AJ, Driver N, Mativenga PT (2011) Estimation of minimum chip thickness in micro-milling using acoustic emission. Proc Inst Mech Eng, Part B: J Eng Manuf 225:1535–1551
Availability of data and material
The authors confirm that the data supporting the findings of this study are available within the article [and/or] its supplementary materials.
Code availability
Not applicable
Author information
Authors and Affiliations
Contributions
The research results in this work were presented in Mr. Anahid's B.Sc thesis. Dr. Niknam also acted as an advisor on the work. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Ethics approval
Not applicable
Consent to participate
Not applicable
Consent for publication
All authors permit the publisher to publish the work.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
•Milling experimental tests were performed on AA 7075 – T6 with TiCN, TiAlN and TiCN+Al2O3+TiN coating materials.
•Acoustic Emission (AE) signals were obtained from the milling tests.
•The Time-Frequency signal processing method was conducted on obtained AE signals.
•Feature extraction of signals and statistical analysis were adopted to determine the most sensitive AE parameters and governing machining factors.
•Advanced signal processing techniques and statistical analysis were utilized to determine sensitive AE parameters to changes in cutting parameters.
Appendix
Appendix
1.1 Description of AE parameters
Maximum value of the signal, Amplitude: AEMAX | (1) |
|---|---|
Minimum value of the signal (Min) : AEMIN | (2) |
Average value (mean) : \(A{E}_{\mu }=\frac{1}{n}\sum {x}_i\) | (3) |
Root Mean Square (AERMS): AERMS is used to quantify the energy of signal: \(A{E}_{RMS}=\sqrt{\frac{1}{n}\sum {x}_i}\) | (4) |
Variance AEVAR: \({\sigma}^2(VAR)=\frac{1}{n}\sum {\left({x}_i-\overline{x}\right)}^2\) | (5) |
Standard deviation (σ): \(\sigma =\sqrt{\frac{1}{n}\sum {\left({x}_i-\overline{x}\right)}^2}\) | (6) |
Crest factor: \({C}_F=\frac{X_{\textrm{max}}}{X_{rms}}\) | (7) |
Form factor: \({F}_F=\frac{M_1}{X_{rms}}\) | (8) |
Coefficient of dispersion: \({C}_D=\frac{\sigma }{X_{rms}}\) | (9) |
Coefficient of asymmetry: \({C}_A=\frac{s_B}{{\left({\sigma}^2\right)}^{\frac{3}{2}}}\) | (10) |
Third-time statistical distribution (Skewness): \({S}_B=\frac{1}{\sigma^3n}\sum {X}_i^3\) | (11) |
Fourth-time statistical distribution (Kurtosis): \({K}_B=\frac{1}{\sigma^4n}\sum {X}_i^4\) | (12) |
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Anahid, M.J., Niknam, S.A. Sensitivity of acoustic emission signals features to cutting parameters in time domain: case of milling aeronautical aluminium alloys. Int J Adv Manuf Technol 132, 265–275 (2024). https://doi.org/10.1007/s00170-024-13340-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13340-1