
Abstract
Ultrasonic-assisted drilling (UAD) is one of the efficient and innovative methods to improve the drillability of difficult-to-cut materials. In the present study, the UAD of Inconel 718 was investigated under different cooling and/or lubrication conditions. The drilling tests were carried out at a constant cutting speed (15 m/min) and a feed (0.045 mm/rev) using uncoated and TiAlN-coated solid carbide drills under dry, conventional cutting fluid (CCF), and minimum quantity lubrication (MQL) conditions. The applicability of UAD to drilling Inconel 718 was evaluated in terms of thrust force, surface roughness, roundness error, burr formation, subsurface microstructure and microhardness, tool wear, and chip morphology. The test results showed that, when compared to conventional drilling (CD), UAD reduced the thrust force and improved the hole quality, tool life, and surface integrity under all conditions. Good surface finish, lower roundness error, and minimum burr heights were achieved under CCF conditions. MQL drilling provided lower thrust forces, better tool performance, and good subsurface quality characteristics. In addition, the simultaneous application of CCF-UAD and MQD-UAD showed significantly better performance, especially when using the coated tool.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Inconel 718 is one of the frequently used nickel-based superalloys especially in gas turbine components and aviation-aerospace structures due to its excellent corrosion resistance, high mechanical strength at low and elevated temperatures (− 250 – 700 °C [1]), and good creep resistance [2]. It was reported that 25–45% of the total annual production of nickel-based alloys in the world by volume is Inconel 718 [3]. In the aerospace and aviation industries, machining operations are frequently performed to produce the final product with adequate surface quality and dimensional accuracy. Among various machining operations, drilling is one of the most common ones in the production of aircraft components. For instance, in the production of a commercial aircraft, 1.5–3 million holes need to be drilled and a fighter aircraft may require 300,000 holes [4]. It is a fact that due to the harsh service conditions, their components experience various thermal shocks, mechanical loads, and vibrations. Therefore, it is important to produce holes with high quality to maintain a good service life. However, Inconel 718 is classified as a difficult-to-cut material due to its unique properties. The high strength and high strain rate sensitivity of Inconel 718 even at elevated temperatures cause high cutting forces during machining [5]. Due to its low thermal conductivity (11.4 W/mK [6]), high temperatures at the cutting zone are observed. Work hardening tendency and abrasive carbide particles in the microstructure of Inconel 718 result in increased cutting forces, tool wear, and heat generation during machining [7]. Due to these inherent material properties, several problems such as high cutting forces and vibrations, severe tool wear, poor dimensional accuracy, and surface quality are frequently observed in conventional drilling (CD) operations of Inconel 718 [8, 9].
To reduce or eliminate such problems, innovative hybrid machining operations adopting advanced methods having a significant impact on process performance have developed in recent years [10]. Ultrasonic-assisted drilling (UAD) is one of these novel hybrid techniques that emerged to facilitate CD operations by adding high frequency and low amplitude vibrations to the process. Experimental and analytical studies on ultrasonic-assisted cutting showed that due to the change in chip removal mechanism, machining outputs such as cutting forces [11], surface roughness [12], and tool wear [13] are significantly affected. A number of investigations reported that UAD has beneficial effects to improve the machining performance of nickel-based superalloys by the process-induced ultrasonic impact action generated by the cutting edges of the drill bit under ultrasonic vibration. Chen et al. [14] developed a UAD system for drilling Inconel 718, and according to their results, the hole quality was improved, and average surface roughness (Ra) values were reduced up to 36.1% compared to CD under proper machining conditions. Liao et al. [15] reported that when ultrasonic vibrations were applied to the drilling of Inconel 718, lower thrust force and chip size, and extended tool life were observed in comparison to CD. Baghlani et al. [16] studied the performance of UAD of Inconel 738LC. The results of the study showed that when compared to CD, UAD provided a reduction in the thrust forces by up to 40%, a decrease of the roundness error by about 50%, and a reduction of the surface roughness by over 52%. Abdelaziz et al. [17] reported that in the drilling of Inconel 601, UAD decreased the thrust force (18.5%), torque (20%), and roundness error (33%), as well as reduced the formation of notch wear and built-up edge (BUE) in comparison to CD.
Another important aspect that facilitates the drilling operations is cutting fluids. The main purposes of the cutting fluids are cooling and lubrication effects to provide reduced friction, heat accumulation, and wash away the chips from the cutting zone [18]. Since the thermal conductivity of Inconel 718 is quite low, the application of cutting fluids is extremely important to eliminate heat accumulation at the cutting zone [19]. However, the conventional cutting fluid (CCF) is not efficient to reach the cutting zone in drilling operations, which causes low productivity and excessive costs. The problem is not only efficiency but also CCF has harmful effects on the environment and human health due to its high consumption and toxicity and these make CCF unsuitable for sustainable manufacturing [20]. Minimum quantity lubrication (MQL) is an eco-friendly cooling/lubrication technique that can be an alternative to CCF. MQL is applied in aerosol form with a small amount of oil droplets and pressurized air to the cutting zone. When compared to conventional cooling/lubrication methods, MQL can provide (i) lower consumption (approximately between 50 and 500 ml/h) and thus decreased manufacturing costs, (ii) considerably better penetration of the coolant/lubricant to the tool-chip and tool-workpiece interfaces due to the pulverizing effect, and (iii) higher cutting performance efficiency and (iv) sustainable, eco- and health-friendly machining environment [21]. There are several studies investigating the machinability of nickel-based superalloys under MQL conditions. Khanafer et al. [22] investigated the micro-drilling of Inconel 718 superalloy under CCF and MQL conditions. The test results showed that MQL conditions decreased the thrust forces, tool wear, and burr height compared to the CCF conditions. Kamata et al. [23] compared the finish turning of Inconel 718 under dry, CCF, and MQL conditions using different types of coated carbide tools. The test results showed that when proper coating conditions for the tool were selected, MQL yielded lower Ra values and longer tool life than dry and CCF conditions. Singh et al. [24] studied the milling of Inconel 718 under different cooling/lubrication conditions. The results showed that lower tool wear than dry and CCF conditions were achieved with MQL. Gong et al. [25] investigated the turning of Inconel 718 under MQL, CCF, and dry conditions. MQL provided better surface quality than dry and CCF cutting environments under all conditions.
It is clear from the literature studies that UAD and MQL provide apparent advantages such as lowering cutting forces, enhancing surface quality, and prolonging tool life. At that point, it can be said that simultaneously applying UAD and MQL may provide enhanced cooling and lubrication performance due to the applied vibrations to the process influencing the chip formation and contact between tool and workpiece interfaces and thus further improve the cutting performance [26]. There are few studies investigating the simultaneous application of ultrasonic-assisted machining and the MQL method. Hoang et al. [27] investigated the performance of nano-fluid MQL in ultrasonic-assisted deep drilling of AISI304 steel. The results showed that under MQL conditions, lower torque, and thrust force values were obtained in comparison to the CCF condition. In addition, 25 holes without tool failure were drilled under MQL-UAD, while the tool failed after drilling only 19 holes under CCF-UAD. Yan et al. [28] studied the ultrasonic-assisted turning (UAT) of Ti6Al4V under dry and MQL conditions. It was reported that the tests performed under UAT with MQL provided lower cutting forces (up to 36.4%), longer tool life (∼2.6 times), and decreased Ra values. Namlu et al. [29] investigated ultrasonic-assisted milling (UAM) of Ti6Al4V under dry, CCF, and MQL conditions. Their results indicated that UAM provided lower surface roughness (∼28%) in comparison to conventional milling. Moreover, the simultaneous application of UAM and MQL further improved the surface quality. Another study investigating the performance of the combined application of UAM and MQL in machining Al6061 was carried out by Namlu et al. [30]. The results showed that the lowest Ra and the best surface quality were obtained under the UAM-MQL conditions. According to the findings of Ni and Zhu [26], in the machining of TC4 alloy, when compared to conventional milling and UAM conditions, the simultaneous application of UAM and MQL reduced the surface roughness by about 30–50% and 20–30%, respectively. Ni et al. [31] showed that in the milling of Ti6Al4V, UAM and MQL strategies significantly improved the surface quality and reduced tool wear in comparison to conventional milling and UAM conditions. Another study [32] investigating the UAT performance of Inconel 718 under different/cooling lubrication conditions (dry, CCF, MQL, liquid CO2) showed that the combination of the UAT and MQL led to lower Ra and similar tool wear in comparison to conventional turning and the UAT under dry and CCF conditions.
The literature works introduced above showed that the simultaneous application of ultrasonic-assisted machining and MQL methods provides promising results in machining several engineering materials by further improving cutting performance under eco-friendly cutting conditions. However, due to this novel strategy being a relatively new hybrid method, limited research works were performed on this topic. Therefore, there is a need for further studies to determine and improve the efficiency of the method for various machining operations of engineering materials. In addition, although a few studies [32, 33] investigated the turning performance of Inconel 718 using the simultaneous application of ultrasonic-assisted machining and different cooling/lubrication environments, to the best of the authors’ knowledge, no study was observed on the drillability of Inconel 718. To address this research gap, this study aims to investigate the drillability of Inconel 718 using CD and UAD strategies under different cooling/lubrication conditions. In addition, another novel aspect of this study is to investigate the performance of TiAlN coating in UAD of Inconel 718. For that purpose, several drilling experiments using CD and UAD strategies were performed under dry, CCF, and MQL conditions using uncoated and TiAlN-coated cemented carbide drills. The obtained results were evaluated and compared in terms of thrust force, Ra, roundness error, subsurface microstructure and microhardness, burr formation, tool wear, and chip formation.
2 Kinematics analysis of CD and UAD processes
Since UAD is a hybrid machining technique in which high-frequency, low-amplitude vibrations are employed during the cutting process, the cutting mechanism is significantly affected. Therefore, to effectively present a comparative evaluation of the CD and UAD, it is important to understand the principal differences between them. In case of CD, the combination of rotary and axial motions of the tool allows the drill to penetrate the workpiece and create a hole. Thus, the tool travels in the Z-axis (axial motion) and no feed motion in the X- and Y-axis was observed. The motion trajectory equation of each cutting edge in CD can be expressed as follows:
where \(\theta\) (rad) is the rotational angle (i.e., \(\theta =2\pi \left(\frac{n}{60}\right)t\)), r (millimeter) is the radius of the drill bit, Vf (mm/s) is the feed velocity, n (rev/min) is the rotational speed, and t (seconds) is the time.
In case of UAD, the axial vibration displacement of the cutting edge or workpiece (\({Z}_{vib}\)) can be shown as:
where \({a}_{l}\) (micrometer) and \({f}_{l}\) (Hertz) represent the amplitude of the axial vibrations and axial vibration frequency, respectively. In UAD, when considering the application of the ultrasonic vibrations only in the Z-axis, the equation of the motion of the cutting edge can be stated as follows:
Figure 1 shows the representation of the 3D trajectory of cutting edge movement generated by UAD and CD, determined according to Eqs. (1) and (3) depending on the employed drilling conditions (Sect. 3) in this study. As can be seen from Fig. 1, in comparison to CD, cutting tool experiences sinusoidal periodic oscillations during UAD. This can significantly improve the chip breaking and chip removal capacity [34] and can provide improved drillability as elaborated in Sect. 1.

Comparative representation of 3D trajectory of tool tip in CD and UAD
Modulation of feed and uncut chip thickness is one of the fundamental process kinematics of UAD, and different process scenarios can be observed depending on the employed cutting parameters and UAD conditions. As shown by Georgi et al. [35], in UAD, depending on selected feed and ultrasonic vibration amplitude, the cutting process can be continuous cutting, intermittent cutting, or between them. According to the findings of the authors, in comparison to the other process scenarios, continuous UAD is more beneficial, due to instabilities occurring in interrupted UAD. In this study, selected cutting conditions (Sect. 3) show continuous UAD characteristic that allows continuous cutting with modulated feed and uncut chip thickness.
3 Experimental setup and procedure
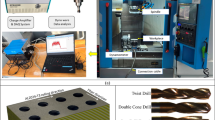
In this study, hot rolled and annealed Inconel 718 plates with dimensions of 100 mm × 80 mm × 15 mm were used as workpiece material. To eliminate dimensional errors and possible surface defects, all surfaces of the workpieces were ground. As shown in Fig. 2, drilling tests were performed on a CNC vertical machining center Akira-Seiki Performa SR3 XP at a cutting speed of 15 m/min and a feed of 0.045 mm/rev (material removal rate of 843.75 mm3/s). The cutting parameters were determined according to the results of several preliminary tests performed under dry conditions with uncoated tools using the CD strategy. Uncoated and TiAlN-coated tungsten carbide (WC-10%Co) drill bits (produced by Gühring) with a diameter of 5 mm, point angle of 140°, and helix angle of 30° were used during the tests. Each test was performed using a new tool. The experiments were carried out with CD and UAD approaches under dry, CCF, and MQL cooling/lubrication conditions. In the UAD tests, an ultrasonic BT40 tool holder (produced by Altrasonic) having a resonant vibration and close-loop control system was clamped to the spindle and connected to a digital controlled ultrasonic generator to apply axial ultrasonic vibration to the cutting tool (Fig. 2). The employed frequency of the vibrations and amplitude were 18.5 kHz and 8 µm, respectively. To ensure identical cutting conditions, the same tool holder employed in the UAD test was also used in CD tests, and a fixed distance (32 mm) between the drill bit and tool holder was set for all conditions to avoid the twisting effect. In the tests, through holes with a depth of 15 mm were drilled. A sufficient distance (8 mm) between the hole axes was set to avoid the possible effects of subsurface alterations around the drilled hole on test results. Three holes were drilled in each condition, and thus performance evaluations were performed with three repetitions. In addition, tool wear tests up to 20 holes were carried out to investigate the effects of drilling strategy (CD and UAD), coating material (TiAlN), and cooling/lubrication conditions (dry, CCF, MQL) on drill performance. Under dry conditions, no cooling/lubrication agent was used. During the tests under CCF conditions, an emulsion of semi-synthetic cutting fluid (Eurolub Force K-102) and water with a concentration of 5.5% was used. CCF was sprayed at a flow rate of 2000 l/h through one nozzle with a 5 mm diameter located at an angle of 45° and a distance of 150 mm to the of drill bit. The tests under MQL conditions were carried out using an MQL system (Bielomatik B1-210). Ester-based oil was sprayed onto the cutting zone at a flow rate of 50 ml/h and pressure of 6 bar using two nozzles (Ø5 mm) located with an angle of 45° and a distance of 40 mm to the drill bit. Thus, the nozzles were adjusted to deliver cooling/lubricant agents sufficiently and effectively to the drill bit under CCF/MQL conditions. During the tests, thrust force was measured by a three-component piezoelectric quartz crystal dynamometer (Kistler 9256B) with a data acquisition system (Kistler 5697A1) and a charge amplifier (Kistler 5070). A signal analyzer software (Dynoware) was used to save and process the acquired data. To capture the variation of the actual thrust force in UAD and also to avoid possible measuring errors, the sampling frequency of the thrust force measurement was set to 100 kHz (∼6 times higher than the employed ultrasonic frequency) according to the manufacturer’s instructions (Kistler). The average thrust force was calculated according to the mean value of thrust force values from three drilling operations.

Experimental setup
After the tests, the roundness errors of the holes were measured using a Hexagon Global S coordinate measurement machine (CMM). The measurements were performed from seven points at distances of 2, 7, and 13 mm from the entrance of the hole, and the average value was calculated. To evaluate surface roughness and the burr heights at the exit of the hole, the workpiece was sliced into parts parallel to the hole axes with wire electro-discharge machining (WEDM). The Ra values of drilled holes were measured along the hole using a MarSurf M 300 surface roughness measurement instrument. Three measurements were carried out for each condition and the average Ra was calculated. A digital microscope (Dino-Lite AM4113T) was used to measure burr heights at the exit of the hole. Burr heights were measured from seven different locations and the mean value was computed. The effects of cutting conditions on microstructure and microhardness beneath the machined surface were investigated after the metallographic preparation of the specimens. For that purpose, specimens were cut using WEDM, mounted, ground, polished, and etched with a reagent (100 ml hydrochloric acid, 100 ml water, and 40 ml hydrogen peroxide 30%) for 5 s. An optical microscope (Nikon Eclipse MA100) was used to monitor the microstructures of the specimens. The variation of microhardness beneath the drilled holes was measured using an HMV-G21 Shimadzu Vickers hardness tester. The load of 50 g was applied for 10 s. The microhardness measurements were carried out at depths of 20, 40, 80, 120, 160, 240, 320, and 400 μm along the radial direction beneath the drilled hole. Three measurements were performed at each depth and their average was calculated. During the tests, the chip samples were collected under all conditions for further explanation of the obtained findings. Tool wear analysis was performed from scanning electron microscope (SEM) images of tools used for drilling 20 holes for each condition. The amount of flank wear was measured from a distance of one-sixth of the diameter from the cutting edge as explained in Ref. [36]. The average value of flank wear measured from the left and right cutting edges of the tool was calculated and accepted as the value of flank wear. In addition, analysis of variance (ANOVA) was employed using Minitab 17 software to statistically analyze the results.
4 Results and discussion
4.1 Thrust force
Cutting force is a key factor in drilling because it determines the quality and service life of the drill bit and the hole quality as well as the stability and accuracy of the drilling process. Properly managing cutting force by selecting appropriate cutting conditions is essential to achieve the desired tool life and the hole quality and optimize the drilling process. Figure 3 shows the average thrust force values under different cutting conditions. One of the important points observed in Fig. 3 is that the UAD process yielded lower thrust force values with a reduction in the range of 2.21–5.15% than the obtained ones with CD under all conditions. Lower trust forces under UAD conditions than CD ones are associated with the advantages of modulated cutting mechanism in UAD [15, 37]. The variation of the thrust forces in CD and UAD is shown in Fig. 4. Different from CD, the thrust forces in UAD increase and decrease periodically depending on the position of the drill in an ultrasonic cycle. The cyclic modulation of feed and uncut chip thickness in UAD (Fig. 1) provides improved chip breaking behavior [35] and thus a reduction of undesirable heat build-up during drilling. This is especially beneficial in drilling Inconel 718 due to high heat accumulations at the cutting zone as a result of its low thermal conductivity (11.4 W/mK [6]), high mechanical strength at elevated temperatures, and high work hardening tendency [9]. The reduction of the resistance of chip disposal due to the smaller size of chips allows the evacuation of chips in the flute more easily and thus reduced the trust force [15]. In this study, shorter chips obtained under UAD conditions approve this claim (Fig. 15). Moreover, a reduction in the effective coefficient of friction at the drill-workpiece interfaces under UAD conditions leads to a decrease in the trust force [38].

Thrust force values

The variation of thrust force with cutting time in a CD and b UAD
One of the other prominent points in Fig. 3 is that cooling/lubrication conditions affected the obtained thrust force values for both CD and UAD strategies. When compared to dry conditions, both CCF and MQL conditions reduced the thrust forces in the range of 0.28–3.18% and 5.64–8.47%, respectively, and the lowest thrust force values were achieved under MQL conditions for both CD and UAD strategies. It can be said that the decline in thrust force values was achieved with a decrease of friction between the tool and workpiece and reduced adhesive behavior of workpiece material under applied cooling/lubrication conditions. According to Khanafer et al. [22], MQL conditions provide the formation of a lubricating film formed by oil mist particles at tool-workpiece interfaces due to more efficient penetration of oil particles and pressurized air than CCF. This enables better heat dissipation and reduction of friction and heat interaction between the tool and workpiece. Thus, lower thrust forces can be achieved as in this study. According to Fig. 3, the beneficial effects of cooling/lubrication agents to reduce thrust forces were more effective in the case of the UAD (1.29–8.47%) strategy in comparison to CD (0.28–5.86%) under both CCF and MQL conditions. This finding can be associated with the periodic vibration of the tool under UAD conditions causing modulated cutting mechanism that may allow better penetration of coolant/lubricant than CD in contact areas of the tool and workpiece. A similar observation was also reported by Yan et al. [28]. According to the authors, in ultrasonic-assisted cutting, modulated contact between the tool and workpiece provides easy and efficient penetration of coolant and/or lubricant to the cutting interface due to the capillary effect. In addition, the maximum reduction in thrust forces (up to 8.47%) was achieved through the simultaneous application of UAD and MQL conditions. As can be seen in Fig. 3, when compared to the ones observed with uncoated tools, lower thrust force values for both CD (2.47–2.99%) and UAD (1.55–3.44%) were obtained with TiAlN-coated drills under all cooling/lubrication conditions. TiAlN coating is one of the recommended coating materials in machining heat-resistant materials such as Inconel 718 due to its superior properties including high hot hardness, low thermal conductivity, high oxidation, and wear resistance [9]. Besides, a lower friction coefficient of TiAlN coating than an uncoated tool decreases the BUE tendency and can contribute to the reduction of cutting forces. Therefore, the lower thrust force with coated tools in comparison to uncoated ones can be associated with improved properties of the cutting tool with the coating material.
4.2 Surface roughness
Surface roughness is one of the primary quality characteristics affecting the functional performance of a product and is frequently controlled and monitored to evaluate surface quality in metal cutting. Therefore, it is critical to use proper cutting conditions to control and improve the surface roughness of machined components. Figure 5 shows the effect of CD and UAD strategies on Ra values under different cutting conditions. It is clear from Fig. 5 that, under all conditions, UAD provided lower (4.86–30.36%) Ra values in comparison to CD. Moreover, smoother hole surfaces with minor adhesions were obtained in UAD, whereas due to continuous chips and excessive BUE formation, a higher amount of adhered or welded chips and scratch marks by chips were observed in CD. This situation is shown in the example cross-sectional SEM images of holes under UAD and CD conditions in Fig. 6. In addition, according to Fig. 6, UAD caused regular micro vibration marks on the machined surface due to ultrasonic impact action. The better surface finish in UAD when compared to CD can be associated with several beneficial effects of UAD. The smaller chips generated by high-frequency vibrations in UAD provide a smoother surface finish mainly due to ease of chip evacuation and improved heat dissipation. In addition, lower thrust forces in UAD (Fig. 3) lead to lower Ra by reducing tool wear and heat generation and improved cutting conditions. Furthermore, in the case of UAD, additional motion with the axial oscillation of the tool towards the feed direction enhances the machined surface finish [39] and also provides better penetration of coolant/lubricant between the tool and machined surface thus increasing the efficiency and further reduce the Ra.

Average surface roughness (Ra) values

SEM images of the hole surface after a CD and b UAD
According to Fig. 5, different cooling/lubrication conditions significantly affected the obtained Ra values. Effective cooling and lubrication are necessary for drilling Inconel 718 to improve the surface finish [9]. When compared to dry conditions, effective lubrication under MQL conditions reduced the Ra up to 24.21% and 29.04% in CD and UAD, respectively. This can be associated with good penetration of MQL mist to the drilled hole and lower thrust forces obtained under MQL conditions (Fig. 3). Thus, further improvement in cutting conditions and a decrease in Ra values can be obtained. On the other hand, due to sufficient cooling and lubrication effects, a higher improvement of Ra for both CD (up to 36.18%) and UAD (up to 29.7%) was achieved under CCF conditions in comparison to dry cutting. Therefore, it can be concluded that to obtain better surface quality, the combination of sufficient cooling and lubrication should be the primary consideration in the drilling of Inconel 718. In general, coating material improved the surface quality. This can be associated with improved tool performance against tool wear with TiAlN coating. According to test results, when compared to the uncoated tool, the maximum improvement in Ra with TiAlN-coated tools was obtained under CCF conditions for both CD (15.24%) and UAD (2.87%) conditions. In addition, the lowest Ra (1.422 µm) was obtained under CCF conditions with UAD strategy using TiAlN-coated tool. Therefore, smoother surfaces can be achieved with improved cutting conditions using the UAD strategy, CCF conditions, and TiAlN coating material.
4.3 Roundness error
The measurement of roundness error has critical importance to specify the hole quality for evaluation of functional performance and precision assembly of the components. For this reason, the determination of optimal cutting conditions to obtain low roundness error and thus more accurate hole quality is necessary. As illustrated in Fig. 7, different cutting conditions significantly affected the roundness error in the drilling of Inconel 718. When compared to CD, UAD improved the hole quality by reducing roundness error in the range of 8.44–22.69% depending on different cutting conditions. This can be explained by improved cutting conditions under UAD with lower cutting forces (Fig. 3) and improved chip evacuation (Fig. 15). These improvements can reduce tool deflection and tool wear, eliminate the possible risk of chip jam and decrease heat generation during drilling, and thus enhance the hole quality and reduce roundness error.

Roundness error values
As in surface roughness measurement results, dry conditions deteriorated the hole quality by increasing the roundness error under all conditions. On the other hand, in the case of MQL conditions, when compared to dry conditions, a reduction in roundness error up to 30.79% and 26.21% were observed in CD and UAD, respectively. Moreover, in CCF drilling, a further improvement in roundness accuracy was achieved for both CD (up to 50.08%) and UAD (up to 40.88%). As explained in Sect. 4.2, this can be associated with the efficient cooling and lubrication under CCF conditions. According to test results, coating material reduced the roundness error with a reduction between 9.66–22.53 and 7.73–24.88% under CD and UAD conditions, respectively. This can be attributed to improved thermal and mechanical properties and thus enhanced wear resistance of the tool with coating material since lower tool wear will result in better roundness accuracy. The minimal roundness error (4.7 µm) was achieved under CCF conditions during UAD with TiAlN-coated tool.
4.4 Burr formation
In drilling operations, removal/minimization of burr formation by determining optimal cutting conditions has critical importance to eliminate costly and time-consuming secondary operations such as deburring and to ensure the quality of the product and the efficiency of the process. It is well known that the reduction of burr formation with UAD is one of the main goals of this novel method [40]. The obtained burr heights at the exit of the hole under different drilling conditions are given in Fig. 8. As shown in Fig. 8, the findings of this study approve that the UAD conditions are efficient in reduction of the burr heights at the exit of the hole in comparison to CD (in the range of 8.19–33.43%) under all conditions. Moreover, as given in Fig. 9, according to a cross-sectional digital microscope and SEM images of burrs at the exit of the holes, UAD provided uniform burr formation while CD led to a nonuniform burr. As introduced in previous discussions, the formation of small chips in UAD (Sect. 4.7) due to ultrasonic impact action is easier to remove when compared to long wavy chips encountered in CD. This leads to a reduction of thrust forces acting on the workpiece and results in lower plastic deformation and thus smaller burr height at the hole exit. The thrust force results support this claim (Fig. 3). Moreover, reduced friction and tool wear under UAD are also effective in the reduction and uniform formation of burr.

Burr height values at the exit of holes

Images of burr heights at the exit of the hole in a CD and b UAD
One of the other prominent points observed in Fig. 8 is that higher burrs at the hole exit were observed under dry conditions. This can be associated with the increment of thermo-mechanical loads under dry conditions in comparison to MQL and CCF. Due to a higher temperature and trust force (Fig. 3) during dry drilling, the ductility of the workpiece increases and results in a larger amount of burr highest [9]. On the other hand, effective cooling and lubrication under CCF and MQL conditions reduced the burr heights. In the case of MQL, reductions in burr heights up to 14.29% and 12.87% were obtained in CD and UAD, respectively. Moreover, CCF conditions significantly reduced the burr formation in both CD (up to 55.89) and UAD (up to 64.36). Better performance obtained under CCF conditions in comparison to MQL can be related to the achieved sufficient cooling with CCF. Effective cooling causes lesser ductile behavior of the material and thus lower burr formations are observed [9]. As a result, under the employed cutting conditions, in comparison to MQL mist, CCF can better reduce cutting temperature and decrease burr formation. Moreover, UAD improved the efficiency of both MQL (up to 13.55%) and CCF (up to 33.43%) conditions by further reducing the height of the burrs due to enhanced penetration abilities of cooling/lubrication agents with ultrasonic vibrations. Another important point in Fig. 8 is that the coating material significantly reduced the burr formation. When compared to uncoated tools, in the case of coated tools, a decrease in the burr heights in the range of 43.4–48.39% and 32.6–50.08% were obtained in CD and UAD conditions, respectively. This shows the coating material’s effectiveness in reducing burr formation due to improved performance against tool wear.
4.5 Subsurface microstructure and microhardness
During machining, the workpiece experiences coupled effects of high mechanical and thermal loadings due to plastic deformation at high strain rates, and this can influence the surface integrity and thus the mechanical properties [41]. The metallurgical state including microstructure alteration beneath the machined surface is one of the surface integrity characteristics of the machined part significantly affecting its service life. Figures 10 and. 11 show the obtained microstructures beneath the machined surface and the thickness of the plastic deformation zone under different cutting conditions, respectively. According to Fig. 10, deformed or affected grains due to severe plastic deformation were observed under all conditions, and their extent changed from 8.77 to 30.84 µm depending on the cutting condition. When compared to CD, UAD decreased the thickness of the plastic deformation zone between 5.11 and 29.15% (Fig. 11). This can be associated with less aggressive machining conditions due to lower trust force (Fig. 3) and friction, better chip evacuation (Fig. 15) and lower tool wear (Fig. 13) obtained with the high-frequency mechanical vibrations in UAD.

Microstructural images of the subsurface deformations

The plastic deformation zone thickness values
The maximal thickness of the plastic deformation zone was observed under dry conditions. This can be explained by higher thrust forces and temperatures and thus increasing thermal and mechanical loads due to the absence of any cooling/lubrication agent. Due to effective cooling and/or lubrication, CCF and MQL conditions significantly reduced the thickness of the deformed layer up to 57.51% and 63.23%, respectively. Reduction in plastic deformation under MQL conditions can be associated with lower thrust forces (Fig. 3) and its efficient lubrication property that can improve the chip formation (Fig. 15). This can provide reduced contact between the tool and workpiece which result in lesser plastic deformation beneath the machined surface. Moreover, the depth of plastic deformation was minimal under MQL conditions and further enhancements (up to 13.9%) were achieved by using the simultaneous application of MQL and UAD. This finding is good evidence for the beneficial effect of improved drillability with hybrid usage of MQL and UAD on subsurface microstructure. In addition, the coating material improved the subsurface quality in the range of 17.8–28.8% compared to the uncoated tool. Therefore, it can be said that lower thrust forces and wear resistance of the tool enhanced by coating material also contribute to obtain improved microstructural conditions beneath the machined surface.
The variation of microhardness beneath the machined surface is one of the other key surface integrity characteristics providing information about the metallurgical state and functional performance of the machined parts. Figure 12 shows the effects of different cutting conditions on microhardness beneath the hole surface. It was observed that the subsurface microhardness values at a depth from 20 to 400 µm varied between 439.33 ± 24.6 and 222 ± 11.5 HV0.05 depending on cutting conditions. This increase in subsurface microhardness beneath the machined surface is associated with work hardening effect that occurred with plastic deformation allowing the accumulation of atomic dislocations. [41]. However, the thickness of the plastic deformation zone obtained by the hardness profile depending on the depth from the machined surface was higher than the ones observed by optical microscope images of the microstructures. This is associated with strain hardening in the grains that occurred during machining beneath the plastic deformation zone [42]. When considering the effects of drilling strategies on microhardness values near the machined surface (20 µm), in comparison to UAD, CD led to higher (0.33–6.75%) hardness under dry, MQL, and CCF conditions. The reduction in the change of the hardness with UAD can be associated with the reduction in accumulated strain hardening beneath the machined surface due to lower cutting forces (Fig. 3) and different chip formation (Fig. 15) processes in comparison to CD. Moreover, considering the effects of employed cooling/lubrication methods, dry conditions caused a higher increment of subsurface microhardness mainly due to the higher trust force (Fig. 3) and thermo-mechanical loads due to higher tool wear (Fig. 13) in comparison to CCF and MQL conditions. In the case of CCF, effective cooling and lubrication decreased the maximum hardness values when compared to the ones obtained in dry conditions. MQL conditions provided the variation of microhardness closest to the bulk hardness of the workpiece, especially when coated tools were employed. Oil mist with pressurized air can effectively spread between tool and workpiece interfaces, and thus a reduction in friction and good heat conduction from the cutting zone can be achieved. As given in the microstructural analysis (Fig. 10), a smaller plastic deformation zone was obtained under MQL and UAD conditions with the coated tool. This is an indication that workpiece experienced a lesser work hardening effect under these conditions and thus the minimal variation of microhardness beneath the hole surface.

Variation of subsurface microhardness values under a dry, b CCF, and c MQL conditions

Flank wear values
4.6 Tool wear analysis
During metal cutting processes, the cutting tool experiences high temperatures and stresses, and harsh tribological conditions depending on the machinability characteristics of the workpiece and cutting conditions. As a result, tool wear or tool fractures are observed, and this significantly affects the surface quality and the integrity of the machined part. Figures 13 and 14 show the tool life performances and SEM images of carbide drills after 20 holes under different cutting conditions, respectively. In dry machining conditions, premature failures before 20 holes were obtained (Fig. 13) due to high trust forces (Fig. 3) and temperatures, whereas there are regular flank wears, adhesions, and chippings on tools under CCF and MQL conditions (Fig. 14). It is well-known that in machining Inconel 718, tool temperature increases rapidly due to its low thermal conductivity. Good toughness and excellent mechanical properties of the material lead to difficulty in chip breaking during cutting. BUE formations are observed due to micro-welding at tool-workpiece interfaces. Moreover, the strong work hardening tendency of Inconel 718 during machining further deteriorates the cutting conditions [1]. These difficult-to-cut characteristics cause serious tool wear especially under dry conditions. According to Fig. 13, catastrophic failure (CF) which is extreme and/or sudden failure of cutting tool was observed under dry conditions. On the other hand, in comparison to CD, beneficial effects of UAD on tool performance were observed under all conditions. In CD, uncoated and TiAlN-coated tools failed after 7 and 9 holes, respectively, whereas in UAD, CF was observed after 20 holes for both uncoated and TiAlN-coated drills. This significant improvement in tool life with UAD under dry conditions is related to lower thrust forces (Fig. 3), smaller chips (Fig. 15) and thus reduced friction, heat, and material build-up due to high-frequency mechanical vibrations. On the other hand, CCF and MQL cooling/lubrication methods improved the tool performance in comparison to dry conditions. According to flank wear measurements shown in Fig. 13, when compared to CD, UAD reduced the tool wear up to 24.69% and 24.5% under CCF and MQL conditions, respectively. As elaborated in previous sections, more effective performance improvement with UAD under CCF and MQL conditions can be associated with the improvement of the penetration of coolant/lubricant into the tool-workpiece interfaces with ultrasonically modulated cutting (Fig. 1) and thus reduced friction and adhesive and abrasive effects. In general, the coating material improved the wear resistance in both CD (up to 4.3%) and UAD (up to 25.64%) due to enhanced properties of the tool against abrasive wear with TiAlN coating.

SEM images of drills after twenty holes

Chip forms obtained by CD and UAD methods under different cutting conditions
According to Fig. 13, flank wear, BUE, and chipping are the main tool wear types formed on drills under all conditions. In drilling Inconel 718, increment of tool wear causes higher friction force and this leads to an increase in the thrust forces due to the excessive friction between tool and workpiece interfaces. As a result, BUE is formed and subsequently, chipping starts from the relatively weaker cutting edge(s) [1]. According to SEM images of worn tools, it can be said that when compared to CD, UAD conditions are not effective to reduce BUE formation and chippings. On the other hand, a more prominent effect to reduce these wear types was achieved under MQL conditions. While CCF provided lower flank wear than MQL in most conditions (Fig. 13), more severe BUE formations and chippings were determined under CCF conditions. According to Fig. 14, in the case of uncoated tools, severe BUE formations and micro chippings were observed under CCF conditions. On the other hand, BUE formation significantly reduced under MQL conditions. In the case of TiAlN-coated tools, under CCF, severe chipping was observed especially in UAD. In ultrasonic-assisted cutting, the cutting tool experiences additional mechanical loading due to modulated cutting action and this can cause increased thermal loading due to heat accumulation when cooling/lubrication is ineffective and leading to the cutting edge chipping [33]. On the other hand, as can be seen in Fig. 14, MQL conditions significantly reduced the BUE formations, especially in UAD. This can be associated with decreased stresses occurring on the cutting edge achieved by effective lubrication and removing the heat more effectively with ultrasonic vibrations. The obtained results confirm that the obtained lower thrust force and plastic deformation thickness beneath the machined surface under simultaneous application of UAD and MQL reduced the thermo-mechanical loads and thus support this claim. It can be concluded that although CCF is more effective to reduce flank wear in the drilling Inconel 718, due to its more effective lubrication capacity, the MQL method provided a higher improvement of the tool performance by reducing BUE formations.
4.7 Chip morphology
Chip formation during drilling operations assists to gain information on the hole quality, tool wear, and cutting forces. Figure 15 shows the chip morphologies obtained by UAD and CD using uncoated (Fig. 15a) and TiAlN-coated (Fig. 15b) tools under different cooling/lubrication conditions. According to Fig. 15, chip morphologies were greatly affected by UAD. In the case of UAD, chips were discontinuous, short, and curved whereas, in CD, long helical and continuous types of chips were obtained. In UAD, the modulated movement of the tool vibrations (Fig. 1) impacts the chip. Vibro-impacts created by modulated cutting facilitate the chip breaking, thus resulting in shorter and curved chips. The reason for the formation of short chips in UAD is associated with the strain state of the chip. As explained by Seah et al. [43], chip strain (εchip) in oblige cutting directly depends on the equivalent chip thickness (tche), the equivalent radius of the initial chip formed during cutting (Re), and the radius of the chip at fracture (Rf). According to authors, a decrease in Re leads to an increment of εchip. Therefore, in UAD, the generated low-amplitude and high-frequency vibrations could increase the εchip by decreasing the chip radius due to intensified chip curling and this facilitates chip breaking [44]. In drilling, it is desired to obtain short chips to prevent chip jamming and provide a more effective application of coolant/lubricant. On the other hand, due to the high tensile strength and work hardening behavior of Inconel 718, it is known that chip breaking is very difficult and therefore, tool life and surface quality are adversely affected. According to forms of chips, it is clear that UAD conditions successfully provided chip breakage. In addition, the findings of this study approve that when compared to CD, the formation of short chips in UAD (Fig. 15) contributed to obtain lower cutting forces and tool wear, and better hole and subsurface quality.
As shown in Fig. 15, in UAD, the employed different coolant/lubrication conditions slightly affected the chip morphology whereas, in CD, significant differences were observed. In the case of UAD, although very similar chip morphologies were obtained, slightly longer and shorter chips were observed under dry and MQL conditions, respectively. On the other hand, in the case of CD, under dry conditions, due to the absence of any cooling/lubrication media, nonuniform long ribbon chips were obtained. This type of chip is formed due to harsh cutting conditions and severe tool wear and leads to difficult chip evacuation and poor hole quality. The obtained high thrust forces and poor surface and subsurface quality under dry conditions confirm this information. On the other hand, CCF and MQL conditions greatly changed the chip morphology and caused short conical helical chip formation (Fig. 15). Reduced friction and temperature under CCF and MQL conditions provide effective dissipation of excessive heat generation which can cause adhesion and chip welding. Therefore, under lower temperatures, shorter chips are achieved due to less adhesive behavior of the workpiece material. Moreover, under MQL conditions, shorter conical helical chips were obtained in comparison to the ones under CCF conditions (Fig. 15). This can be explained by two main reasons. The first is the better penetration ability of the oil droplets to the cutting zone than CCF due to the spraying of the lubricant in aerosol form. The second is better chip-breaking performance achieved under MQL conditions due to the applied compressed air (6 bar). This reduces the wear and BUE formation that may occur on the drill. In addition, since the length of the chip can be considered as a measure to evaluate the difficulty of chip evacuation, it can be said that better chip evacuation and thus improved tool performance were obtained under MQL conditions when compared to CCF. The findings of this study are consistent with obtained chip forms. When considering the effects of coating material, in the case of CD, it was observed that in comparison to uncoated ones, TiAlN-coated tools produced shorter chips under all cooling/lubrication conditions. This can be associated with reduced adhesion tendency of the chips to the cutting edge with TiAlN coating. As elaborated above, since the shorter chips provide better chip evacuation and thus enhanced cutting performance, it can be concluded that shorter chips obtained with coated tools contributed to improving tool performance, surface integrity, and hole quality. On the other hand, no significant difference was observed between the chips obtained with coated and uncoated tools under UAD conditions. Therefore, considering the obtained chip morphologies, it can be said that UAD conditions provided beneficial effects for both tools by facilitating the formation of short chips.
The obtained findings were analyzed by applying an ANOVA with 95% reliability to determine the percentage contribution of the coating material (uncoated and TiAlN coated), drilling strategy (CD and UAD), and cooling/lubrication conditions (CCF, MQL, and/or Dry) on thrust force, Ra, roundness error, burr height, microhardness near the machined surface (20 µm), and flank wear. The results are given in Table 1. According to Table 1, when compared to coating material and drilling strategies, the influence of cooling/lubrication conditions was more significant on thrust force, Ra, and roundness error. On the other hand, the effect of drilling strategies was more significantly contributed to these outputs than the coating material. It was observed that while the effect of drilling strategy on burr formation was minimal, coating material and cooling/lubrication conditions similarly affected resulted burr heights. It was shown that subsurface microhardness values were significantly affected by cooling/lubrication conditions and slightly changed with the other conditions. On the other hand, the most effective contribution to flank wear was the drilling strategy.
5 Conclusions
In this research work, the effects of different cooling/lubrication conditions and coating material on thrust force, hole quality, subsurface microstructure and microhardness, tool wear, and chip morphology were experimentally investigated in CD and UAD of Inconel 718. The prominent findings of the study are as follows:
-
Due to the modulated cutting action, UAD improved the obtained results in all performance evaluation criteria. Compared to CD, UAD provided lower thrust force (2.21–5.15%), lower Ra (4.86–30.36%), decreased roundness error (8.44–22.69%), lower burr formation (8.19–33.43%.), the lesser thickness of plastic deformation zone (5.11–29.15%), lesser variation of microhardness beneath the machined surface, and lower flank wear (2.88–24.69%).
-
When compared to dry conditions, the CCF and MQL methods significantly improved tool performance, hole quality, and subsurface quality. Moreover, the simultaneous application of CCF/MQL with the UAD strategy further improved the drillability and improved all performance outputs. On the other hand, dry conditions deteriorated tool performance and hole quality for both CD and UAD strategies.
-
Due to its sufficient cooling and lubrication properties, lower surface roughness, minimum burr formation, and lower roundness error were obtained under CCF conditions. On the other hand, effective lubrication achieved under MQL conditions improved the tool performance and improved the subsurface quality of the machined surface.
-
SEM analysis showed that flank wear, BUE, and chipping were the main wear types observed on worn tools. In general, UAD and MQL conditions improved the tool performance by reducing the wear formation.
-
Under performed cutting conditions, short chips were obtained with UAD, whereas long ribbon chips (dry) and short conical helical chips (CCF and MQL) were observed in CD. The obtained shorter chips were considered as one of the significant effects of UAD improving the efficiency of the cutting process.
-
When compared to uncoated tools, TiAlN coating improved the tool performance by reducing thrust forces and tool wear due to its excellent mechanical, thermal, and physical properties.
This study showed that in drilling of Inconel 718, the beneficial effects of UAD on tool performance, hole quality, and surface integrity can be improved by the simultaneous application of CCF/MQL conditions with UAD. In addition, better drilling performance was achieved with TiAlN-coated tools in comparison to uncoated ones. Although MQL conditions provided better tool performance, lower cutting forces, plastic deformation, and variation of microhardness beneath the machined surface, CCF conditions are more favorable to reducing surface roughness, roundness error, and burr formation.
References
Chen YC, Liao YS (2003) Study on wear mechanisms in drilling of Inconel 718 superalloy. J Mater Process Technol 140:269–273. https://doi.org/10.1016/S0924-0136(03)00792-1
Mahesh K, Philip JT, Joshi SN, Kuriachen B (2021) Machinability of Inconel 718: a critical review on the impact of cutting temperatures. Mater Manuf Process 36:753–791. https://doi.org/10.1080/10426914.2020.1843671
Loria EA (1992) Recent developments in the progress of superalloy 718. JOM 44:33–36. https://doi.org/10.1007/BF03222252
Giasin K, Ayvar-Soberanis S (2017) An Investigation of burrs, chip formation, hole size, circularity and delamination during drilling operation of GLARE using ANOVA. Compos Struct 159:745–760. https://doi.org/10.1016/j.compstruct.2016.10.015
Ezugwu EO, Wang ZM, Machado AR (1999) The machinability of nickel-based alloys: a review. J Mater Process Technol 86:1–16. https://doi.org/10.1016/S0924-0136(98)00314-8
Sharman ARC, Amarasinghe A, Ridgway K (2008) Tool life and surface integrity aspects when drilling and hole making in Inconel 718. J Mater Process Technol 200:424–432. https://doi.org/10.1016/j.jmatprotec.2007.08.080
Kadam GS, Pawade RS (2017) Surface integrity and sustainability assessment in high-speed machining of Inconel 718 – an eco-friendly green approach. J Clean Prod 147:273–283. https://doi.org/10.1016/j.jclepro.2017.01.104
Neo DWK, Liu K, Kumar AS (2020) High throughput deep-hole drilling of Inconel 718 using PCBN gun drill. J Manuf Process 57:302–311. https://doi.org/10.1016/j.jmapro.2020.06.043
Uçak N, Çiçek A (2018) The effects of cutting conditions on cutting temperature and hole quality in drilling of Inconel 718 using solid carbide drills. J Manuf Process 31:662–673. https://doi.org/10.1016/j.jmapro.2018.01.003
Lauwers B, Klocke F, Klink A et al (2014) Hybrid processes in manufacturing. CIRP Ann 63:561–583. https://doi.org/10.1016/j.cirp.2014.05.003
Feng Y, Hsu FC, Lu YT et al (2021) Force prediction in ultrasonic vibration-assisted milling. Mach Sci Technol 25:307–330. https://doi.org/10.1080/10910344.2020.1815048
Feng Y, Hsu FC, Lu YT et al (2020) Surface roughness prediction in ultrasonic vibration-assisted milling. J Adv Mech Des Syst Manuf 14:1–14. https://doi.org/10.1299/jamdsm.2020jamdsm0063
Feng Y, Hsu F-C, Lu Y-T et al (2020) Tool wear rate prediction in ultrasonic vibration-assisted milling. Mach Sci Technol 24:758–780. https://doi.org/10.1080/10910344.2020.1752240
Chen S, Zou P, Tian Y et al (2019) Study on modal analysis and chip breaking mechanism of Inconel 718 by ultrasonic vibration-assisted drilling. Int J Adv Manuf Technol 105:177–191. https://doi.org/10.1007/s00170-019-04155-6
Liao YS, Chen YC, Lin HM (2007) Feasibility study of the ultrasonic vibration assisted drilling of Inconel superalloy. Int J Mach Tools Manuf 47:1988–1996. https://doi.org/10.1016/j.ijmachtools.2007.02.001
Baghlani V, Mehbudi P, Akbari J et al (2016) An optimization technique on ultrasonic and cutting parameters for drilling and deep drilling of nickel-based high-strength Inconel 738LC superalloy with deeper and higher hole quality. Int J Adv Manuf Technol 82:877–888. https://doi.org/10.1007/s00170-015-7414-6
Abdelaziz AM, Youssef H, Al-Makky M, El-Hofy H (2020) Ultrasonic-assisted drilling of nickel-based super alloy in conel 601: an experimental study. IOP Conf Ser Mater Sci Eng 973:012047. https://doi.org/10.1088/1757-899X/973/1/012047
Osman KA, Ünver HÖ, Şeker U (2019) Application of minimum quantity lubrication techniques in machining process of titanium alloy for sustainability: a review. Int J Adv Manuf Technol 100:2311–2332. https://doi.org/10.1007/s00170-018-2813-0
Park KB, Cho YT, Jung YG (2018) Efficient MQL-based drilling of Inconel 601. Korean Soc Manuf Process Eng 17:1–8. https://doi.org/10.14775/ksmpe.2018.17.4.001
Hegab HA, Darras B, Kishawy HA (2018) Towards sustainability assessment of machining processes. J Clean Prod 170:694–703. https://doi.org/10.1016/j.jclepro.2017.09.197
Sarikaya M, Gupta MK, Tomaz I et al (2021) Cooling techniques to improve the machinability and sustainability of light-weight alloys: a state-of-the-art review. J Manuf Process 62:179–201. https://doi.org/10.1016/j.jmapro.2020.12.013
Khanafer K, Eltaggaz A, Deiab I et al (2020) Toward sustainable micro-drilling of Inconel 718 superalloy using MQL-Nanofluid. Int J Adv Manuf Technol 107:3459–3469. https://doi.org/10.1007/s00170-020-05112-4
Kamata Y, Obikawa T (2007) High speed MQL finish-turning of Inconel 718 with different coated tools. J Mater Process Technol 192–193:281–286. https://doi.org/10.1016/j.jmatprotec.2007.04.052
Singh G, Gupta MK, Mia M, Sharma VS (2018) Modeling and optimization of tool wear in MQL-assisted milling of Inconel 718 superalloy using evolutionary techniques. Int J Adv Manuf Technol 97:481–494. https://doi.org/10.1007/s00170-018-1911-3
Gong L, Bertolini R, Ghiotti A et al (2020) Sustainable turning of Inconel 718 nickel alloy using MQL strategy based on graphene nanofluids. Int J Adv Manuf Technol 108:3159–3174. https://doi.org/10.1007/s00170-020-05626-x
Ni C, Zhu L (2020) Investigation on machining characteristics of TC4 alloy by simultaneous application of ultrasonic vibration assisted milling (UVAM) and economical-environmental MQL technology. J Mater Process Technol 278:116518. https://doi.org/10.1016/j.jmatprotec.2019.116518
Hoang T-D, Ngo Q-H, Chu N-H et al (2022) Ultrasonic assisted nano-fluid MQL in deep drilling of hard-to-cut materials. Mater Manuf Process 37:712–721. https://doi.org/10.1080/10426914.2021.1981936
Yan L, Zhang Q, Yu J (2018) Effects of continuous minimum quantity lubrication with ultrasonic vibration in turning of titanium alloy. Int J Adv Manuf Technol 98:827–837. https://doi.org/10.1007/s00170-018-2323-0
Namlu RH, Sadigh BL, Kiliç SE (2021) An experimental investigation on the effects of combined application of ultrasonic assisted milling (UAM) and minimum quantity lubrication (MQL) on cutting forces and surface roughness of Ti-6Al-4V. Mach Sci Technol 25:738–775. https://doi.org/10.1080/10910344.2021.1971706
Namlu RH, Yılmaz OD, Lotfisadigh B, Kılıç SE (2022) An experimental study on surface quality of Al6061-T6 in ultrasonic vibration-assisted milling with minimum quantity lubrication. Procedia CIRP 108:311–316. https://doi.org/10.1016/j.procir.2022.04.071
Ni C, Zhu L, Yang Z (2019) Comparative investigation of tool wear mechanism and corresponding machined surface characterization in feed-direction ultrasonic vibration assisted milling of Ti–6Al–4V from dynamic view. Wear 436–437:203006. https://doi.org/10.1016/j.wear.2019.203006
Airao J, Nirala CK, Khanna N (2022) Novel use of ultrasonic-assisted turning in conjunction with cryogenic and lubrication techniques to analyze the machinability of Inconel 718. J Manuf Process 81:962–975. https://doi.org/10.1016/j.jmapro.2022.07.052
Khanna N, Airao J, Nirala CK, Krolczyk GM (2022) Novel sustainable cryo-lubrication strategies for reducing tool wear during ultrasonic-assisted turning of Inconel 718. Tribol Int 174:107728. https://doi.org/10.1016/j.triboint.2022.107728
Wang Q, Wang D, Fang Y (2023) Research on chip mechanism of Inconel 718 with ultrasonic assisted drilling by step drill. Int J Adv Manuf Technol 126:2579–2594. https://doi.org/10.1007/s00170-023-11212-8
Georgi O, Rüger C, Rentzsch H, Putz M (2021) Kinematic analysis and process stability of ultrasonic-assisted drilling. Int J Adv Manuf Technol 115:2049–2067. https://doi.org/10.1007/s00170-021-07165-5
Dolinšek S, Šuštaršič B, Kopač J (2001) Wear mechanisms of cutting tools in high-speed cutting processes. Wear 250–251:349–356. https://doi.org/10.1016/S0043-1648(01)00620-2
Giasin K, Atif M, Ma Y et al (2022) Machining GLARE fibre metal laminates: a comparative study on drilling effect between conventional and ultrasonic-assisted drilling. Int J Adv Manuf Technol 123:3657–3672. https://doi.org/10.1007/s00170-022-10297-x
Sanda A, Arriola I, Garcia Navas V et al (2016) Ultrasonically assisted drilling of carbon fibre reinforced plastics and Ti6Al4V. J Manuf Process 22:169–176. https://doi.org/10.1016/j.jmapro.2016.03.003
Lotfi M, Amini S, Teimouri R, Alinaghian M (2017) Built-up edge reduction in drilling of AISI 1045 steel. Mater Manuf Process 32:623–630. https://doi.org/10.1080/10426914.2016.1221104
Chang SSF, Bone GM (2005) Burr size reduction in drilling by ultrasonic assistance. Robot Comput Integr Manuf 21:442–450. https://doi.org/10.1016/j.rcim.2004.11.005
Liao Z, la Monaca A, Murray J et al (2021) Surface integrity in metal machining - part I: fundamentals of surface characteristics and formation mechanisms. Int J Mach Tools Manuf 162:103687. https://doi.org/10.1016/j.ijmachtools.2020.103687
Careri F, Imbrogno S, Umbrello D et al (2021) Machining and heat treatment as post-processing strategies for Ni-superalloys structures fabricated using direct energy deposition. J Manuf Process 61:236–244. https://doi.org/10.1016/j.jmapro.2020.11.024
Seah KHW, Rahman M, Li XP, Zhang XD (1996) A three-dimensional model of clip flow, chip curl and chip breaking for oblique cutting. Int J Mach Tools Manuf 36:1385–1400. https://doi.org/10.1016/0890-6955(95)00101-8
Lotfi M, Amini S (2017) Experimental and numerical study of ultrasonically-assisted drilling. Ultrasonics 75:185–193. https://doi.org/10.1016/j.ultras.2016.11.009
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Erturun, Ö.F., Tekaüt, H., Çiçek, A. et al. An experimental study on ultrasonic-assisted drilling of Inconel 718 under different cooling/lubrication conditions. Int J Adv Manuf Technol 130, 665–682 (2024). https://doi.org/10.1007/s00170-023-12735-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12735-w