
Abstract
Hot rolling forming technology can effectively improve the fatigue strength of straight face gears. In this paper, the technology related to rolling forming is investigated, and the mathematical tooth surface of straight face gear is derived. The numerical model of hot rolling is established by introducing an example, and the equivalent stress field, strain field, and the metal flow trend of gear teeth are analyzed. The influence law of friction coefficient, rolling temperature, rotational speed, and feed rate on the metal streamline is explored, and technological parameter optimization based on metal streamline defect analysis is realized. According to the technological parameter analysis, the rolling test of straight face gear is realized on the hot rolling test bench, and the optimal metal streamline analysis is performed. The internal microstructure and the morphological characteristics of the metal streamline for the gear teeth after hot rolling are observed by using electron microscopy, and the distribution pattern of metal streamline in different parts is analyzed. It is shown that a better distribution of metal streamline can be obtained by hot rolling, which is beneficial to improve the bending fatigue and contact fatigue strength of straight face gear.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Straight face gear is used for the transmission of motion and power between intersecting shafts. It has advantages of compact structure, high degree of overlap, strong interchangeability, and good shunting effect, which have outstanding advantages in civil and military field, especially in the aviation field.
At present, there are problems such as low processing efficiency, low material utilization rate, and insufficient fatigue strength of gear teeth in the cutting process for straight face gear, which seriously restrict the industrial application of straight face gear. For this reason, relevant scholars have carried out research on the near net forming technology of rolling. Zhao Bing studied the forming mechanism of axial rolling of straight cylindrical gears and analyzed the electromagnetic induction heating principle and the gear axial rolling process and forming mechanism [1]. Ma Ziyong proposed a new process of forced tooth-splitting axial rolling forming and conducted an in-depth study on the principle of the new forming process [2]. Zhang Yanzhen et al. optimized the process for the defects in the forming results of hot rolled–curved bevel gears to avoid the problem of uneven material flow of the wheel blank [3]. Wang Yongqin et al. conducted experiments on axially fed warm rolling cylindrical gears and compared the rolling forces under warm rolling and cold rolling conditions [4]. Wang Yu et al. studied the axial rolling process with forced tooth separation, proposed the axial rolling method with forced tooth separation, and performed experimental verification [5]. Liu Huimin put forward the principle of determining the number of teeth, the modulus of the spur gear, and the external dimension of the rolling wheel suitable for rolling forming, analyzed the influence law of the process parameters on the gear tooth forming with the help of DEFORM-3D software, and carried out simulation verification [6]. Zhang Qingjie revealed the influence of various processing parameters on rolling force and forming defects by simulating and analyzing the forming process of spiral bevel gear [7]. Fu Xiaobin revealed the mechanism of the effect of process parameters on the change of internal metal organization in rolling large-modulus cylindrical gears [8]. Zhao Jun et al. took the spiral bevel gear as the research object and carried on the technological analysis to the spiral bevel gear roll forming [9]. Cui Minchao et al. investigated the axial rolling outer spline process and experimentally verified the possibility of machining the outer spline by axial feed [10]. Li Long reduced the rolling force and improved the quality of formed gear teeth by studying cold roll-beating of tooth grooves machining [11]. Ma Qun verified the feasibility of cold extrusion processing technology for odd teeth by analyzing and studying the cold roll-beating processing technology [12]. Zhang Yuming studied the life of the gear rolling wheel and optimized the forming process parameters [13].
Metal streamline has an important influence on the structural strength, contact fatigue life, and light weight of mechanical products. Therefore, the investigation of the evolution of metal streamline in the manufacturing process and the analysis of the distribution of metal streamline in mechanical parts after the end of manufacturing are of significant research value, which is worthy of further study.
Chekotu, Josiah Cherian provided a theoretical basis for reducing the metal flow pattern of extruded profiles and the optimized design of dies by analyzing the metal flow pattern and metal flow state of extruded profiles [14]. Min Fanlei made the metal streamline of blank complete and coherent through mold design to reduce the extrusion load and reduce the local damage of the die and then prolong the life [15]. Deng Lei aimed at the phenomenon of metal streamline disorder in the forming process of rib-web parts, and a back-pressure-controlled forming method that can control the direction of metal flow was obtained by analyzing the influence of process parameters on metal flow [16]. According to geometric characteristics of aluminum alloy complex components with lateral branch, Feng Wei proposed enveloping forming process to form the components, and its metal streamline was simulated by DEFORM-3D [17].
However, the current research on rolling technology is mainly focused on cylindrical gears and bevel gears, and the research on metal streamline is mainly focused on pump body, hubs, cake forgings, and so on, while few scholars have proposed research on the analysis of rolling forming technology for face gear and its metal streamline.
In this paper, the roll forming technology of straight gears is to be used as the research object, and the metal streamline structure of hot roll forming is to be used as the research emphasis. By tooth surface model construction and numerical analysis of rolling forming, the research on the metal flow trend of hot rolling forming and the influence law of metal streamline structure defects of straight face gears is to be realized, and by the hot rolling test and metallographic observation, the analysis of the morphological characteristics and distribution pattern of the metal streamline is to be completed, which provides technical basis for the research on improving the fatigue strength of straight face gears and analysis of fatigue resistance mechanization. The research context diagram is shown in Fig. 1.

Research context diagram
2 Mathematical model of hot rolling forming of straight face gear
As an important link in the research of straight face gear hot rolling, the accuracy and scientificity of the simulation test data of hot rolling have a great significance. Therefore, based on the machining principle of face gear, the tooth surface equation of face gear is deduced in this paper, and the three-dimensional model of face gear is established by using MATLAB and UG software, which will provide a scientific basis for the accuracy of the simulation test of hot rolling of face gear and a theoretical basis for the subsequent metal streamline analysis.
2.1 Derivation of tooth surface equation
The gear tooth surface is formed by rotating and enveloping the cylindrical gear tooth surface. The shape gear of the face gear tooth surface is an involute cylindrical gear, and the skiving cutter is used as a machining tool during processing. As shown in Fig. 2, the machined face gear and the involute cylindrical gear rotate in space around their own axes at a fixed speed ratio, and the space surface enveloped by the cylindrical gear teeth is the face gear tooth surface.

Schematic diagram of surface gear processing
The end profile of the involute cylindrical gear is shown in Fig. 3.

Tool involute coordinate system
According to the definitions of involute and cylindrical gear end face parameters, the involute equation for both tooth faces of a cylindrical gear is expressed uniformly as
\({r}_{b}\) is the base radius of the tool involute; \({\theta }_{s}\) is the angle parameter of the point on the tool involute; \({u}_{s}\) is the position parameter of the point on the involute along the gear axis direction; “\(\pm\)” represents the two tooth surfaces of the tool “\(ab\)” and “\(cd\),” respectively. \({\theta }_{m}\) is the angle from the line of symmetry of the tool tooth groove to the starting point of the involute.
So the unit normal vector \({{\varvec{n}}}_{s}^{\left(s\right)}\) of the tool tooth surface is
According to the principle of the face gear tooth surface formation, the coordinate system for face gear slotting is established as shown in Fig. 4, the axis of tool rotation as the coordinate axis \({z}_{s}\), the axis of face gear rotation as the coordinate axis \({z}_{1}\), and the intersection of the spatial lines of the two coordinate axes as the common coordinate origin. The fixed coordinate system of the tool \({N}_{m}\) is \({S}_{m}\), the fixed coordinate system of the face gear to be machined \({N}_{1}\) is \({S}_{f}\), the coordinate system of the tool rotation is \({S}_{s}\), and the coordinate system of the face gear rotation \({N}_{1}\) is \({S}_{1}\). \({\varphi }_{s}\) and \({\varphi }_{1}\) are the angles of rotation of the tool and the face gear around their own axes, respectively.

Surface gear machining coordinate system
The equation of the tooth surface of face gear is
Since the face gear tooth surface is the envelope of the generating flank moving in space, the following meshing equation is satisfied
When machining, the track surface traveled by the top circle of the cutting tool is called the root transition surface of the face gear.
By transforming the tool top line from the tool motion coordinate system \({S}_{s}\) to the face gear motion coordinate system \({S}_{1}\), the face gear tooth root transition surface is obtained
Similarly, the above equation needs to satisfy the following engagement equation
Please refer to reference [18] for the specific derivation process.
2.2 3D modeling
Based on the derivation of tooth equations of face gears, a MATLAB program is written to calculate the corresponding geometric parameters and the tooth coordinates of face gear. The basic parameters are shown in Table 1.
The basic parameters in Table 1 are brought into the face gear tooth surface program written by MATLAB to calculate the face gear tooth surface coordinate points and generate the face gear tooth surface diagram, the face gear tooth surface diagram generated by the MATLAB program to solve the tooth surface coordinate points is showed in Fig. 5, and the solved face gear tooth surface coordinates are saved as “.dat” file and imported into UG. The 3D model of the face gear is generated by stitching, arraying, and cropping commands in UG (Fig. 6).

Gear tooth surface diagram

3D diagram of gear
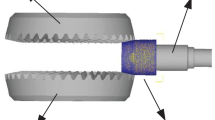
The volume of the teeth of straight face gear is obtained by the volume measurement function of UG software, and the relevant dimensions of the wheel billet blank are obtained based on the equal volume method. Based on the geometric dimension and tooth point data of the machined gear, 3D modeling of hot rolling mold gear, rolled gear, and drive shaft by using UG. The STL file is extracted and imported into DEFORM-3D FEM software for pre-processing, and the finite element model for hot rolling of straight face gear is established (as shown in Fig. 7). In the simulation analysis, the mold gear rotates around its own axis, and the processed gear is mounted on the spindle and rotated under the drive of servo motor. The mold gear rotates around its own axis and feeds along the axial direction of the face gear. As the feed increases, the face gear blank undergoes plastic deformation under the extrusion of the cylindrical gear, and the raised part carries out parametric motion with the teeth of the cylindrical gear to produce the tooth shape of the face gear. The simulation parameter settings are shown in Table 2.

Simulation model of hot rolling forming of straight face gear
3 Numerical simulation on metal flow in hot rolling
In the hot rolling process of straight face gear, the metal flow trend is depended on the strain of stress and strain, and the reasonableness of the metal streamline is also affected by the strain of process parameters of rolling processing. In this paper, the distribution of equivalent stress and equivalent strain in the hot rolling process of face gear is used to analyze the metal flow trend of wheel blank. According to the processing technological parameters of friction, feed rate, rotational speed, and temperature, the defect analysis of the metal streamline is carried out through the changes of the values of each technological parameter. Thus, the fatigue resistance mechanism of hot rolling metal streamline of straight face gear is revealed.
3.1 Stress and strain analysis of hot rolling
3.1.1 Equivalent stress analysis of rolling
Equivalent stress analysis is use of stress contours to represent the stress distribution inside the model. It can be seen from the equivalent stress diagram of the hot rolling–forming process of the face gear that in the initial tooth division stage, the mold gear is in contact with the gear blank, the tooth top of the mold gear extrudes the tooth groove of the gear blank, the stress concentration at the tooth groove of the gear blank, the tooth groove, etc. The equivalent stress is too large, and the equivalent stress in other areas is small; in the gear tooth–forming stage, the equivalent stress near the contact between the mold gear and the gear blank increases, and the stress area gradually increases; when the feed depth reaches the target value, the equivalent stress value of the blank reaches the maximum value, and the stress area is also the most concentrated; in the finishing stage, the stress gradually decreases, and the stress area gradually converges (as shown in Fig. 8).

Equivalent stress field of hot rolling of gear with straight tooth surface
From the above analysis, in the hot rolling process of the face gear, the initial stress distribution state is relatively simple. With the increase of the feed rate, the stress spreads from the surface of the billet to the bottom of the billet, and the stress distribution area gradually becomes larger.
3.1.2 Equivalent strain analysis of rolling
During the hot rolling process of the face gear, the equivalent strain of gear blank in different stages presents different distributions, the equivalent strain at the initial tooth splitting stage is mainly distributed in the superficial region of the billet and is only limited to the region where the billet is in contact with the mold wheel. Equivalent strain at the top of the billet is almost zero, and there is no strain at the heart of the billet, indicating that the rolling of straight face gear is mainly a process of local deformation of the superficial layer of the billet. When the feed amount reaches 50%, equivalent effect strain value increases, and the most obvious strain of equivalent effect strain value is at the root of the tooth. When the feed rate reaches 100%, the equivalent strain of the entire tooth profile of the gear blank increases to a certain extent, and further deformation occurs in the tooth thickness direction as well as in the radial direction of the gear blank. In the finishing stage, the billet teeth are formed, and it can be seen that the equivalent effect is basically uniformly distributed in the tooth profile direction. From the whole rolling forming evolution process, the maximum equivalent strain in different stages is in the tooth root area at the midpoint of the tooth width (as shown in Fig. 9).

Equivalent strain field of hot rolling of gear with straight tooth surface
It can be seen from the above analysis that during the rolling process, the groove of the gear blank is continuously squeezed by the tooth top of the mold gear, and the deformation of the groove of the gear blank is the largest, so the equivalent strain of the groove of the gear blank is too large, and the maximum strain occurs at the offset tooth root of gear blank.
According to the analysis of equivalent stress and equivalent strain, it can be seen that during the rolling process, with the extrusion of the mold gear, the changes of the stress and strain of the gear blank are transferred from the tooth top to the tooth root and gradually increase. Therefore, as shown in the vector diagram of metal flow velocity, under the extrusion action of the tooth surface of the die, the surface metal material of the gear blank flows from the top of the tooth to the root of the tooth, resulting in the tightest metal material at the root of the gear blank formed by rolling. At the same time, some metal materials flow to the small end and the top of the tooth profile to form burrs and lugs. These two excess materials need to be removed by machining after rolling (as shown in Fig. 10).

Vector diagram of metal flow velocity
Therefore, based on the simulation analysis of the equivalent stress, equivalent strain, and metal flow velocity vector of hot rolling of straight face gear, it can be seen that during the hot rolling forming process, the metal material on the surface of the gear blank basically flows linearly from the top to the root of the tooth, and the metal material at the root of the gear blank is the densest.
3.2 Influence of technological parameter setting on metal streamline of hot rolling
In this paper, the side section of face gear wheel blank is taken as the observation object, and the change of metal streamline of face gear is observed by setting the deformation of grid. At the same time, the influence law of friction coefficient, rolling feed speed, rotating speed, and rolling temperature on metal streamline in the forming process of gear wheel blank is to be analyzed.
3.2.1 Influence of friction coefficient on metal streamline
In the rolling process, there are many factors that affect the flow of forming material of the machined gear teeth, and the friction between the tooth surfaces belongs to a complex mixed friction state in which liquid friction, dry friction, and boundary friction coexist. For the friction state, since both liquid friction and boundary friction are related to the lubrication state of the mold gear tooth surface and the rolled gear tooth surface, therefore, the influence of lubrication state on the metal streamline is essentially the influence of friction factor between the mold gear and the machined gear on metal flow.
Three methods are usually adopted in rolling: no lubricant, graphite lubrication, and spindle oil lubrication. The range of friction factors corresponding to different lubricants in hot rolling process can be obtained by looking up the data (as shown in Table 3), and 0.1, 0.2, and 0.4 are the average friction factor corresponding to the three lubricating states. Therefore, this paper selects these three different parameters as variables to analyze the influence law of friction coefficient on metal streamline.
Other parameters are set as follows: initial rolling temperature 950 ℃, mold feed speed 0.1 mm/s, and gear blank speed 30 r/min (as shown in Fig. 11).

Metal streamline results with different friction coefficients
3.2.2 Influence of feed rate on metal streamline
The parameters of mold feed rate are selected as 0.1 mm/s, 0.2 mm/s, and 0.4 mm/s as the test parameters for simulation. Other parameters are set as follows: friction coefficient is 0.1, initial rolling temperature is 950 ℃, and gear blank speed is 30 r/min. As shown in Fig. 12, the metal streamline on the surface layer of the gear blank will break and fold as the mold feed rate increases. The larger the feeding speed is, the more serious the fracture and folding defects of the metal streamline are.

Metal streamline results with different feed rates
3.2.3 Influence of rotational speed on metal streamline
The rotational speed of the gear blank are selected as 30 mm/r, 50 mm/r, and 70 mm/r as the test parameters for the numerical simulation. Other parameters are set as follows: feed rate is 0.1 mm/s, friction coefficient is 0.1, and initial rolling temperature is 950 °C. Figure 13 shows the morphological distribution of metal streamline at different gear blank rotational speeds. As the rotational speed increases, chaotic and fractured defects appeared for the metal streamline between the gear blank and the tooth profile, and the displacement of metal streamline on the top and side parts of the teeth are increased significantly with increasing speed. Under the influence of the violent flow of surface material, the streamlines within the tooth profile are disordered in terms of configuration and formation, and the effect of the rotational speed of the gear blank on the shape of the metal streamline is greater than that of other technological parameters.

Metal streamline results with different rotational speeds
3.2.4 Influence of heating temperature on metal streamline
As the initial rolling temperature increases, the plasticity of the gear blank metal material increases, and the deformation resistance decreases. The simulated initial rolling temperatures are set as 950 °C, 1050 °C, and 1150 °C. Other parameters are set as follows: friction coefficient is 0.1, feed rate is 0.1 mm/s, and gear blank speed is 30 r/min (as shown in Fig. 14). As the temperature increases, the plasticity of the metal material decreases substantially, and the metal streamline is prone to fracture, and the tooth profile surface layer is more easily deformed in the ultra-high temperature environment.

Metal streamline results with different initial rolling temperatures
3.2.5 Analysis of metal streamline defects
A reasonable metal streamline should meet the following three points: firstly, the metal streamline of the processed gear is basically consistent with the profile of the gear teeth, and the streamline distribution should be coherent; secondly, the metal streamline direction of the gear teeth is parallel to the direction of the maximum tension and perpendicular to the maximum tangential stress during the meshing work of the processed gear; thirdly, there are no defects such as folding, fracture, and mixing inside the gear teeth.
By observing the results of the simulated metal streamline for each technological parameter combination rolling, the main defects appeared in this simulation are folding, streamline fracture, and mixing flow (as shown in Fig. 15). By means of the observation of simulation of technological parameters, it is found that streamline fracture defects occur frequently, which is most obvious the rotating speed of the wheel blank reaches 70 mm/r. The reason for when the tooth surface of the mold gear meshed with the wheel teeth of the processed gear, a small amount of metal material does not flow according to the normal flow path due to the mixed friction between the tooth surfaces; the metal streamline of tooth surface appears discontinuous and then cuts off, which seriously affects the profile of the gear teeth, and has a significant impact on the mechanical properties and mechanical properties of the processed gear. The main reason for the occurrence of folding defects is the influence for the rotational speed of the processed gear and the rolling feed speed of mold gear. The folding defects make the properties of the metal material anisotropic, which has a great influence on the tensile strength and fatigue life of the metal, but folding defects only occur on the tooth surface of the gear teeth, and the gear tooth profile did not cause serious distortion. Metal streamline mixing is less frequent, and the situation is relatively mild and mainly exists on the tooth surface, which does not have a great impact on the overall streamline distribution of the gear teeth.

Metal streamline defects
3.3 Technological parameter optimization
According to the analysis of metal streamline defects, the combination of DEMATEL (decision-making trial and evaluation laboratory) and orthogonal test analysis is used to realize the optimization of hot rolling technological parameters of straight face gear, and theoretical basis for hot rolling test and optimal metal streamline analysis are provided.
3.3.1 Determination of metal streamline defect weight
In this paper, DEMATEL is used to assign weights to the metal streamline defects. The basic steps are as follows:
-
1.
According to the collected relevant data, the initial matrix \({\varvec{F}}\) is established.
$${\varvec{F}}=[f_{ij}]=\left[\begin{array}{ccc}\begin{array}{c}0\\ \cdot\cdot\cdot\end{array}& \begin{array}{c}\cdot\cdot\cdot\\ 0\end{array}& \begin{array}{c}\begin{array}{cc}\cdots & {f}_{1n}\end{array}\\ \begin{array}{cc}\cdots & \cdots \end{array}\end{array}\\ \cdots & \cdots & \begin{array}{cc}\cdots & \cdots \end{array}\\ {f}_{n1}& \cdot\cdot\cdot& \begin{array}{cc}\cdots & 0\end{array}\end{array}\right],i,j=1,2,...,n$$(7) -
2.
The initial matrix \({\varvec{F}}\) is standardized to get \(\boldsymbol F\boldsymbol'\).
$$F'=\frac F{\overset n{\max\limits_{i=1}}\left\{\sum\limits_{j=1}^nf_{ij}\right\}}$$(8) -
3.
The comprehensive impact matrix \(F''\) is established.
$$\boldsymbol F\boldsymbol''=\lim\nolimits_{k\rightarrow\infty}\left(\boldsymbol F\boldsymbol'+{\boldsymbol F\boldsymbol'}^2+\cdots\boldsymbol F^{'k}\right)=\boldsymbol F\boldsymbol'\left(\boldsymbol I-\boldsymbol F\boldsymbol'\right)^{-1}$$(9) -
4.
Influencing degree, influenced degree, center degree, and cause degree of each factor are calculated. \(Q\) represents the row sum of matrix \(\boldsymbol F\boldsymbol''\), and \(D\) represents the column sum of matrix \(\boldsymbol F\boldsymbol''\). Then influencing degree is \(Q\), influenced degree is \(D\), center degree is \(Q+D\), and cause degree is \(Q-D\).
$${Q}_{j}=\sum_{j=1}^{n}{f}_{ij},i=\mathrm{1,2},\cdots ,n$$(10)$${D}_{j}=\sum_{i=1}^{n}{f}_{ij},j=\mathrm{1,2},\cdots ,n$$(11) -
5.
According to center degree \(Q+D\) and cause degree \(Q-D\), the weight \({w}_{i}\) is calculated.
$${w}_{i}=\frac{\sqrt{{\left(Q+D\right)}^{2}+{\left(Q-D\right)}^{2}}}{\sum\limits_{i=1}^{n}\sqrt{{\left(Q+D\right)}^{2}+{\left(Q-D\right)}^{2}}}$$(12)
According to the calculation method, the weight distribution of metal streamline defects is calculated (as shown in Table 4).
3.3.2 Analysis of orthogonal test
The four processing technological parameters such as initial rolling temperature, rotational speed, feed rate, and friction coefficient are simulated in orthogonal test; this simulation test factors and levels are shown in Table 5. A is the initial rolling temperature, B is the rotational speed of processing gear, C is the feed rate, and D is the friction coefficient.
This test is based on four factors and three levels. The L9(34) orthogonal table is selected, and the metal streamline defect weight is used as the evaluation index. The machined gear is simulated according to the 9 variable combinations in Table 6; the influence degree \({k}_{i}\) \(\left(i=1, 2, 3\right)\) and range \(R\) of element based on metal streamline defects are analyzed.
Table 7 shows the range and optimal level of each parameter. The size of the range value \(R\) reflects the degree of influence of each parameter on the metal streamline defects in hot rolling of straight face gear. The larger the range value \(R\), the greater the influence of factors on the metal streamline defects and vice versa. From the range values obtained in Table 6, it can be seen that the parameter B (rotational speed) has the greatest influence on the technical streamline defects. Due to the increase of the meshing speed between the processed gear and the mold gear, with the increase of meshing times per unit time, the processed gear material is moved violently in a high-temperature environment, and relatively serious metal streamline defects are resulted. When the speed reaches more than 70r/min, the metal streamline is severely fractured and accompanied by folding and mixed flow defects. Secondly, when the friction force, feed rate, and initial rolling temperature gradually increase, the probability of occurrence of metal streamline defects will also increase. The value \({k}_{i}\) \(\left(i=1, 2, 3\right)\) in Table 7 is the degree of metal streamline defect, and the smaller the value, the better the metal streamline.
According to Table 7 and Fig. 16, the degree of influence of technological parameters on metal streamline defects is as follows: the rotational speed of the wheel blank, the friction coefficient, the feed rate of the mold gear, and the initial rolling temperature. The optimal combination of technological parameters is obtained (as shown in Table 8).

The relationship between each parameter level and the scale factor
3.3.3 Simulation comparison verification
In this paper, the optimal technological parameters and scheme 1 in the orthogonal test are selected to simulate the hot rolling of face gear. The tooth shape and metal streamline diagram after rolling are shown in Figs. 17 and 18.

Tooth shape and metal streamline diagram based on optimal technological parameter combination

Tooth shape and metal streamline diagram based on scheme 1 in the orthogonal test
According to the comparison of the tooth shape diagram of the two process parameter combination, it can be seen that the tooth profile based on scheme 1 in the orthogonal test has slight defects, and the tooth profile based on the optimal technological parameters is more complete. It shows that the optimal technological parameter combination can effectively suppress the forming tooth profile defects and improve the forming quality of the face gear.
According to the comparison of metal streamline diagram of the two process parameter combination, it can be seen that there are slight mixed flow defects in metal streamline at the tooth top and pitch circle of scheme 1 in the orthogonal test, the metal streamline based on the optimal technological parameters is relatively coherent and basically consistent with the gear tooth profile.
Therefore, the results proved that the metal streamline and the tooth shape based on the optimal technological parameters are better than those in scheme 1.
4 Hot rolling test and metal streamline analysis
4.1 Experimental verification
In this paper, hot rolling test of face gear is conducted on hot rolling test table. According to the two technological parameters combination of scheme 1 extracted from the orthogonal test and the optimal technological parameters, the face gear blank is rolled and processed in a continuous feed rolling process, and a comparative test is carried out. The experimental setup is shown in Fig. 19.

Experimental setup diagram
The basic steps of face gear rolling are as follows (as shown in Fig. 20).

Experimental steps for rolling of face gear
The top view of face gears with the two technological parameters combination (as shown in Fig. 21).

Top view of gear
4.2 State and analysis of metal streamline
The sections of the formed gear teeth are sampled by wire cutting. Then rough grinding and fine grinding are performed to eliminate the machining marks left by wire cutting, followed by polishing. The metal streamline of different parts of the tooth are obtained by observing the metal streamline of the tooth top, tooth surface, tooth root, and tooth core (as shown in Figs. 22, 23, 24 and 25).

Metal streamline of single gear tooth based on optimal technological parameters

Metal streamline of single gear tooth based on scheme 1 in the orthogonal test

Samples of metal streamlines diagram of optimal technological parameters

Samples of metal streamline diagram scheme 1 from the orthogonal test
From the macroscopic streamline, the ferrite and pearlite structures of the wheel material are plastically deformed by the compressive stress of the mold gear. During the continuous rolling process, the ferrite and pearlite structures are gradually elongated and finally forms a band-like structure distributed along the rolling direction of the mold gear.
It can be seen that the metal streamline is consistent with the gear tooth profile based on the optimal technological parameter combination (as shown in Fig. 22), and the streamline is complete and coherent; based on the technological parameter combination of orthogonal test scheme 1 (as shown in Fig. 23), the metal streamline at the tooth surface is not clear enough, and a certain degree of mixed flow defects appeared.
The microscopic streamline analysis is carried out from tooth root, the surface of tooth pitch circle, tooth top, and tooth core.
-
Tooth root: compared with other parts, the metal structure at the root of gear tooth is the densest, with the largest deformation and the highest density of ferrite and pearlite. The closer to the tooth surface, the finer the metal streamline and the smaller the grain size.
-
Tooth surface: the microstructure at the pitch circle of gear teeth is also deformed ferrite + pearlite metal structure, which is larger than that in other parts. The grain distribution along the tooth profile is gradually coarse from outside to inside. The metal streamline density in this area is obviously lower than that in the tooth root. In addition, there are obvious large deformed ferrites and fine ferrite + pearlite structures at the pitch circle of gear teeth.
-
Tooth top and tooth core: the main components of the tooth top and tooth core are deformed ferrite + pearlite, and the metal streamline density decreases obviously. At the same time, there are fine broken grains in this area.
According to the comparison of micro-streamline between the two groups of process parameter combinations (as shown in Figs. 24 and 25), it can be seen that the micro-streamline after process optimization has complete deformation streamline, and its distribution state is better than that of the other group of process parameter combinations. At the same time, the plastic deformation of the rolling gear based on the optimal combination of process parameters increases, the streamline density of the gear surface increases obviously, the pearlite belt and ferrite belt are finer, and the grain breakage phenomenon is more severe.
Therefore, according to the analysis of metal streamline, it can be proved that the effectiveness of the optimization of the technological parameters, the better metal streamline distribution is obtained of straight face gear by hot rolling technology, and the metal streamline at the tooth root is the most compact. The metal streamlines of tooth surface, tooth top, and tooth center are almost perpendicular to the normal direction of tooth profile, which is beneficial to improve the bending fatigue and contact fatigue strength and prolong work life of straight face gears.
5 Conclusions
In this paper, the numerical model of hot rolling forming of straight face gear was established, the numerical simulation of rolling straight face gear was completed, the simulation of metal streamline deformation characteristics during rolling forming was realized, and the influence law of technological parameters on forming quality was explored. Experiments and analysis show that the shape of the metal streamline in the rolling test was consistent with the numerical simulation result. The main conclusions are as follows:
-
1.
The equivalent stress field, strain field, and tooth material flow trend were analyzed. It was found that the maximum stress value appeared at the contact between the mold wheel and the gear blank, and the maximum strain area appeared at the root of the tooth at the midpoint of tooth width deviation. The metal streamline at the root of the tooth is the most intensive, which is conducive to improving the tooth root bending strength.
-
2.
By simulation analysis, the mechanism of the influence of technological parameters such as initial rolling temperature, friction coefficient, rotational speed, and feed rate on the metal streamline were revealed, and the technological parameter optimization was completed based on the metal streamline defect analysis.
-
3.
Rolling tests were carried out on the hot rolling test bench of face gears, and the tooth top, tooth face, and tooth root of the formed teeth were sampled. The internal microstructure and morphological characteristics of the metal streamline of the tooth after hot rolling were observed by using electron microscope, and the distribution pattern of metal streamline in different parts was shown. This research shows that better metal streamline distribution can be obtained by hot rolling, which is beneficial to improve the bending fatigue and contact fatigue strength of straight face gears.
-
4.
In this paper, the research on the composition of metal streamlines aims to analyze the fatigue resistance mechanization of hot rolling forming technology for straight face gear; meanwhile, the feasibility of hot rolling forming technology is verified, and the theoretical basis for improving the fatigue life of straight face gear is provided.
Data availability
The datasets used in our study are available from the corresponding author on reasonable request.
Code availability
Not applicable.
References
Zhao B (2019) Mechanism and experimental study on spur gear manufactured by the warming forced throughfeed rolling process. Chongqing University, Chongqing
Ma ZY (2019) Theory and experimental study on spur gear manufactured by the forced throughfeed rolling process. Chongqing University, Chongqing
Zhang YZ, Deng J, Zhang QJ (2020) Forming defects analysis and process setting of hot rolling technology of hypoid gear. Mech Trans 44(9):159–164
Wang YQ, Zhao B, Luo YX (2019) Finite element simulation and experimental study on spur gear manufactured roll-formed warming process with axial infeed. Heavy Mach 3:29–33
Wang Y, Ma ZY, Luo YX (2019) Numerical method study of gear rolling process with workpiece drive system. Mach Des Manu 1:9–12
Liu HM (2019) Process design and numerical simulation of spur gear rolling. Shandong University, Jinan
Zhang QJ (2018) Research on machining method of spiral bevel gear small wheel based on rolling forming technology. Henan University of Science and Technology, Luoyang
Fu XB (2018) Research on the deformation and microstructure evolution of large-modulus gear using cross rolling with high frequency induction heating process. Beijing University of Science and Technology, Beijing
Zhao J, Li DH, Bao QC, Li FQ (2019) Rolling process analysis of spiral bevel gear based on numerical simulation. J Xiamen Inst Tech 27(05):60–64
Cui MC, Zhao SD, Chen C, Zhang DW (2018) The experimental study of axial in-feed incremental rolling process of spline shaft. Jour Mech Eng 54(7):199–204
Li L, Li Y, Yang MS, Chen X, Li JW (2019) Influences of cold roll-beating forming parameters on forming force and metal deformation. Acta Arma 40(2):420–429
Ma Q (2018) Forming control and process technology research of tooth parts precision cold roll-beating. Xian University of Technology, Xian
Zhang YM (2018) Study on service life of gear rolling wheel. Chongqing University, Chongqing
Chekotu JC, Chekotu JC, Qamar SB (2022) Numerical and experimental analysis of profile complexity in aluminum extrusion. In: Proc 9th Inter Confe On Frac Fati Wear, FFW 2021. 02-03 August, Ghent, Belgium: 149–157
Min FL, Liu HP, Zhu GM, Chang Z, Guo NN, Song JB (2021) The streamlined design of self-bending extrusion die. Inter Jour Adv Manu Tech 116(1–2):363–373
Deng L, Dai WL, Wang XY, Jin JS, Li JJ (2018) Metal flow controlled by back pressure in the forming process of rib-web parts. Inter Jour Adv Manu Tech 97(5–8):1663–1672
Feng W, Jin CY, Deng JD (2022) Enveloping forming process analysis and metal streamlines simulation on aluminum alloy complex components with lateral branch. Forg Stam Tech 47(4):141–148
Fang SG (2018) Research on surface error correction based on orthogonal surface gear grinding. Hunan University of Technology, Zhuzhou
Funding
This work is supported by the National Natural Science Foundation of China (Grant No. 51975185).
Author information
Authors and Affiliations
Contributions
All the authors contributed significantly to the work with the order provided.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
All the authors have reached agreement for publication.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Xu, Y., Shen, G., Zhang, Y. et al. Analysis and experimental study of metal streamline structure of hot rolling forming of straight face gear. Int J Adv Manuf Technol 125, 1439–1456 (2023). https://doi.org/10.1007/s00170-022-10756-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10756-5