
Abstract
Through the establishment of hot rolling model of spiral bevel gear, the numerical analysis of hot rolling process was carried out, the distribution characteristics of strain field during the process of hot rolling were studied and the influence mechanism of initial rolling temperature, addition of lubricant, gear blank rotational speed, mould feeding speed and other technical parameters on metal streamline was also explored. In addition, the rolling test on the spiral bevel pinion was carried out on the hot rolling test bed. The internal micro structures of the gear teeth and the morphological features of the metal streamlines after hot rolling were observed by an electron microscope. The research reveals that the surface layer of the metal streamline gear teeth obtained by hot rolling is almost parallel to the tooth profile, and the distribution state is beneficial to the improvement of bending fatigue and contact fatigue strength of spiral bevel gears.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The current spiral bevel gear cutting method mainly depends on the traditional gear cutting mode which results in low material utilization, high energy consumption and low production efficiency. During the gear cutting process, the continuous metal stream line is completely cut off, which seriously weakened the fatigue strength of gear teeth. Gao et al. calculated the amount of abrasion of the spiral bevel gear mould wearable position to determine the optimal combination of technical parameters, and optimized the structural parameters of the gear blank. As a result, the forming defect of insufficient filling of the mould tooth shape is improved. Gao et al. also applied the elastic–plastic finite element model to simulate the mould abrasion during the spiral bevel gear hot forging forming process [1, 2]. The elastic–plastic finite element method was used to simulate the semi-closed forging process of the spiral bevel gears through two forging steps in one heat, and it is proposed to optimize the face conical shapes of the preforms for improving the insufficient filling of the end corners on the gear teeth [3]. The bevel angles of the spiral bevel pinions are less, and their tooth roots are narrow, so the mould unloading in precision forging is difficult and the lifetime of the mould is relatively short. In the recent years, applying medium frequency induction heating on rolling plastic machining spiral bevel pinions has been studied. Tang et al. conducted a theoretical analysis on the rolling near net forming of spiral bevel pinions and successfully built a rolling test bed [4]. Zhu et al. proposed the method of symmetrical double roll axial rolling to apply on spiral bevel gears by local accumulating compressive deformation [5]. Peng adopted a kind of split flow precision forging technology to carry out near net machining of spiral bevel gears and constructed the analytical formula of machining parameters on mould temperature and wear degree [6]. Zhang et al. revealed the tooth shape filling and metal material flow law of different cross sections through near net forming tests on lead specimens [7]. Zhao and Luo verified the feasibility of small-end extrusion technology by conducting plastic forming simulation analysis on the small end faces and the large end faces of spiral bevel gears with small bevel angles, and completed the structural design of the mould for concave mould rotation [8, 9]. Through the simulation of helical gear, Wu analyzed the influence of process parameters on the forming of helical gear and studied the filling forming of tooth profile by the two forming schemes of closed mould forging and swing rolling [10]. By simulating and analyzing the near net forming process of spiral bevel gears, Zhang revealed the influence of machining technical parameters on rolling force and forming defects [11]. Based on the finite element software Deform-3D, Liu et al. established the electromagnetic thermal coupling numerical model for the spiral bevel pinion induction heating and optimized the key technical parameters affecting the ‘lug’ defect of the spiral bevel pinions by the orthogonal experiment method [12]. Through the research on the tooth groove of cold rolling processing, Li et al. found that the forming force of clockwise rolling was relatively small, while the forming force of reverse rolling was relatively stable, and the appropriate increase of rolling density could reduce the rolling force and improve the quality of formed gear teeth [13]. Ma verified the feasibility of odd teeth cold extrusion processing technology through the analysis and research of cold extrusion machining technologies [14]. Chen improved the finish of the tooth surface by machining the spiral bevel gears with two kinds of near net forming processes and solved the problem of mould out interference by modifying the circular corners’ profiles of the tooth roots [15]. Through consulting the research achievements of near net forming for spiral bevel gears, it can be found that the precision forging near net forming process has been applied to the tooth shaping of spiral bevel gears, but there are still many technical bottlenecks in the rolling technologies for spiral bevel pinions. In this paper, the metal streamline shapes of spiral bevel pinions in the hot rolling forming processes are to be investigated, in order to reveal the mechanisms of hot rolling forming for spiral bevel gears and construct a theoretical basis for their anti-fatigue manufacturing effects.
2 Numerical simulation of spiral bevel gear hot rolling
2.1 Establishment of hot rolling model
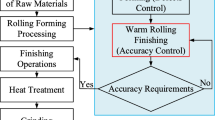
When machining spiral bevel gears, after the rolled parts are heated to 950–1150 °C by online medium frequency, the two tool (tooth) axles feed synchronously and rotate reversely at the same speed rolling gear blank strongly. During the rolling process, the tool (tooth) gear and the rolled spiral bevel gear have a small axial displacement under the control of the numerical control system. The offset distance of the two axes also moves slightly in real time to realize the correction of the rolling tooth surface until the target tooth surface is formed.
Taking a pair of spiral bevel gears as the numerical simulation object, the 3D coordinates of spatial tooth surface points are calculated by MATLAB. According to the basic parameters and geometric parameters of the gear pair, the 3D coordinates of discrete points on the mould tooth surfaces are obtained by MATLAB. The hot rolling mould gear, the rolled gear blank and drive shaft are 3D solid modeled and assembled by UG software. The STL file is extracted and imported into DEFORM-3D finite element software for pre-processing. The hot rolling model of spiral bevel gear is established, as shown in Fig. 1. In the simulation analysis, the mould gear and the workpiece rotate around their own axis, and the two moulds feed synchronously along their axis.

Spiral bevel gear hot rolling forming numerical simulation model
2.2 Force analysis of the mould and gear blank
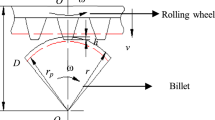
With the axial feeding of the mould gear, the deformation area of the gear blank is expanding, the contact area is increasing and the rolling force of the mould is also increasing in the rolling process. When the number of spiral bevel pinion teeth is odd, the forces and torques from the mould gears on both sides to the gear blank are asymmetrically distributed. But when the number of spiral bevel pinion teeth is even, these forces and torques are symmetrically distributed. Therefore, when the number of the pinion teeth is odd, the situations of the forces and torques are relatively more complex. In this paper, the spiral bevel gear pair with odd pinion teeth are taken as an example to analyze the forces, whose model is established, as shown in Fig. 2.

Stress diagram of shaft section
Force balance in X direction:
Force balance in Z direction:
In the formula, N1 and N2 are the forces exerted by the top of the mould gear on the gear blank. F1, F2, F3 and F4 are the forces exerted by the gear tooth surface on the gear blank when the mould is feeding. The f1, f2, f3 and f4 are the contact friction forces between the mould and the gear blank. Variables θ are the angles between each F force and the horizontal direction. Equations (1) and (2) are vector equations, by which with different angles θ, N1, N2, F1, F2, F3 and F4 can be solved. fi = Fi µ, in which µ is the friction force between mould gear tooth surface and gear tooth surface being rolled.
2.3 Strain field analysis in the rolling process
The basic parameters and geometric parameters of gear pair are shown in Table 1. Based on the rolling motion model of spiral bevel gear shown in Fig. 1 and the parameters set by numerical simulation of hot rolling shown in Table 2, the equivalent strain distribution diagram at different feeding depths is shown in Fig. 3, which is obtained through rolling numerical simulation analysis. And the panels on the right side of the diagrams show the strain ranges. When the tooth feeding depth reaches 2.5 mm, the equivalent strain area of the gear blank is mainly distributed in the surface layer, and the equivalent strain at the tooth top of the blank is tiny. When the tooth depth reaches 5 mm, the equivalent strain increases, and the changes on the tooth root are the most obvious, which is 4.5. The equivalent strain zone extends to the interior gradually, and the equivalent strain on both sides of the tooth profile of the blank is obviously different, which indicates that the deformation of the concave and convex sides of the gear blank tooth profile is different during the rolling process of the spiral bevel pinion. When the tooth depth reaches 7.5 mm, the equivalent strain on both sides of the blank continues to increase, which is the maximum (7.1) on the tooth root, and reduces along the directions of tooth top, big end and small end. The equivalent strain region continues to extend to the center. When the full tooth depth 10.74 mm is reached, the equivalent strain of the whole blank tooth profile becomes the maximum, which reaches 8.1 on the tooth root, and reduces along the directions of tooth top, big end and small end until 0. Observing from the whole rolling process, the maximum equivalent strain regions on the tooth surfaces in different stages are always on the tooth root.

Equivalent strain cloud
3 Effects of processing parameter setting on metal flow in hot rolling
In order to facilitate the observation of the metal streamline changing process, the number of grids is set to be 50 and is divided in the module of Flow net—Grid after DEFORM-3D rolling simulation, as shown in Fig. 4. Taking the axis section at the midpoint of the tooth width of the gear blank as the observation object, the grid deformation set on this section is used to observe the changes of the metal streamline of the spiral bevel pinion, and the evolution process of the gear blank in the rolling process, as well as study the affecting law of friction, rolling feeding speed, mould rotating speed and rolling temperature on the metal flow line in the forming process of the gear blank.

Grid division
3.1 The effects of friction force on metal streamlines
In the process of rolling, there are many factors affecting the material flow of gear blank and teeth forming, and the friction between tooth surfaces is one of them. Because the metal of the surfaces on both sides of the gear blank and teeth flows driven by the friction and changes corresponding to the friction direction, the material flow velocity vectors on both the concave and convex sides of the gear teeth are studied respectively, in order to facilitate the analysis of the influence of the change of the friction direction on the material forming.
Figure 5 is the metal flow velocity vector diagram of the concave surface of the spiral bevel pinion, beside which is the velocity varying range. Under the joint action of extrusion and friction on the tooth surface of the mould, the surface materials of the gear blank flow to the tooth top of the small end to form the tooth profile. Some of those materials flow to the small end face to form flash, and some flow to the top of the tooth profile to form lug. These two parts of redundant materials need to be removed by machining after rolling.

Vector diagram of metal flow velocity on concave surface of pinion
Figure 6 is the metal flow velocity vector diagram of the convex surface of the spiral bevel pinion, beside which is the velocity varying range. The top of the mould tooth is in contact with the tooth root of the gear blank. The convex surface of the gear blank is affected by the friction of the mould tooth surface, and the surface materials flow to the tooth root, resulting in the dense material at the tooth root of the rolling formed gear blank.

Vector diagram of metal flow velocity on the convex surface of the pinion
In the whole hot rolling process, friction causes tangential force between the mould and the gear blank. Especially in the later stage of hot rolling, the contact areas between the mould and the gear blank become larger, and the metal materials in the contact areas are difficult to flow under the influence of friction, which may cause forming defects, such as insufficient filling. By consulting relevant literature, the friction coefficients of different lubricants in hot rolling state are shown in Table 3.
According to the above table, friction coefficients were selected as 0.1, 0.2, 0.3 and 0.4, respectively, as variable parameters for simulation. Other parameters were set as the following: initial rolling temperature, 950 °C, mould feeding speed, 0.2 mm/s and gear blank rotating speed, 30 r/min. As shown in Fig. 7, with the increase of friction coefficient, the surface distribution of metal streamlines becomes more compact, and the grid streamline above the tooth top becomes significantly larger, indicating that in the extrusion process of the mould and the gear blank, under the action of friction, the displacement of metal material from small end tooth root to large end tooth top continuously increases with the increase of friction coefficient.

Metal streamline results with different friction coefficients
3.2 Influence of feeding speed on metal streamlines
The selection of rolling feeding speed parameters was based on previous test experience. The feed rates of 0.1 mm/s, 0.2 mm/s, 0.3 mm/s and 0.4 mm/s were selected as the test parameters to numerically simulate the shape changes of the metal streamlines. Other parameters are set as the following: friction coefficient, 0.1, initial rolling temperature, 950 °C and gear blank rotating speed 30 r/min. As shown in Fig. 8, with the increase of the feeding speed of the mould gear, the metal streamlines on the surface layer of the blank tooth profile would break and fold. The greater the feeding speed was, the more serious the fracture and folding defects of the metal streamlines would be. When the feeding rate is low, the metal streamline within the tooth profile was unevenly distributed along the tooth profile, and the streamline configuration was poor.

Metal streamline result with different feeding rates
3.3 Influence of rolling speed on metal streamlines
In this simulation, 30 mm/r, 50 mm/r, 70 mm/r and 90 mm/r were selected as test parameters for numerical simulation. Other parameters are set as the following: mould feeding speed, 0.2 mm/s, friction coefficient, 0.1, and the initial rolling temperature 950 °C. Figure 9 shows the morphological distributions of the metal streamlines under different gear blank rotating speeds. With the increase of the speed, the metal streamlines between the gear blank and the tooth profile appear chaotic and fractured defects, and the movements of metal materials under the high-speed rotation of the gear blank are more complex. With the continuous increase of rotating speed, the displacements of metal streamlines at the tooth top and parts of the tooth side increase significantly. Under the influence of the violent flow of surface materials, the streamlines inside the tooth profile are disordered in the configuration and forming, and the gear blank rotating speed has a greater impact on the streamline shapes than other technical parameters.

Metal streamline results with different blank speeds
3.4 Influence of heating temperature on metal streamlines
With the increase of initial rolling temperature, the plasticity of gear blank metal material increases, and the deformation resistance decreases. The simulated initial rolling temperatures were set to be 950 °C, 1000 °C, 1050 °C and 1100 °C respectively. Other parameters were set as the following: friction coefficient, 0.1, mould feeding speed, 0.2 mm/s, and gear blank rotating speed, 30 r/min. Figure 10 shows the morphological distribution of metal streamlines under different temperatures. With the increase of temperature, the plasticity of metal materials decreases greatly, the axial and radial displacements of metal materials increase and the radial displacements of metal streamlines change obviously. Moreover, the metal streamlines are easy to fracture under ultra-high temperature environment, and the surface layer of tooth profile is more prone to distortion.

Metal streamlines with different heating temperature
3.5 Analysis of metal streamline defects
Reasonable metal streamlines should meet the following three requirements. Firstly, the metal streamlines of gear blank are basically consistent with the profile of gear teeth, and the streamline distribution should be consistent. Secondly, the metal streamline direction of the gear tooth surface is parallel to the maximum tension direction when the gear blank is engaging and perpendicular to the maximum shear stress. Lastly, there are no defects such as folding, turbulence and flow through within the gear teeth. Through the observation of the simulation results of metal streamlines in rolling with combined various technical parameters, the main defects appeared in the simulation are folding, streamline fracture and mixed flow. The mixed flow defect becomes most obvious when the mould rotating speed reaches 90 r/min and the heating temperature reaches 1100 °C, resulting in streamline confusion while metal folding, which seriously affects the forming of tooth profile and has a significant impact on the mechanical behaviors and properties of gear blank. According to the observation of the above streamline results, folding defects also occur frequently, which mostly happen at the tooth root and tooth surface. The main reason is that the rotational speed of mould gear and the gear blank do not match the rolling feeding speed. Folding defects make the properties of metal materials anisotropic and have great impacts on the metal tensile strength and fatigue life. However, the folding defects only occur on the tooth surface of gear teeth, which does not cause any serious distortion for the tooth profile. The streamline fracture occurs less and is relatively slight, which mainly exists on the gear tooth surface. The reason is when the gear tooth surface of the mould gear is rolling engaging with that of the gear blank, a small amount of metal materials do not flow according to the normal flow paths due to the mixed friction between the gear surfaces, resulting in discontinuity and being cut off. However, the position where the interrupted streamline occurs does not have a great impact on the overall streamline distribution for the gear teeth.
4 Hot rolling test and changing states of metal streamlines
4.1 Hot rolling test
The rolling forming test of spiral bevel pinion was carried out on the spiral bevel gear hot rolling test bed, as shown in Fig. 11. The number of teeth of the mould gear was 39, the number of teeth of the rolled spiral bevel gear was 9 and the 3D model of the gear was presented in Fig. 12.

Spiral bevel gear rolling forming test bed

The 3D model of gear
The main steps of rolling test were as the following:
-
1.
Blank installation: installed the gear blank on its corresponding spindle box, tightened it through the pull rod and adjusted the position of the mould gear to make it mesh normally with the rolled gear teeth.
-
2.
Induction heating: the heating device adopted electromagnetic induction heating. The energizing coil generated vortex inside the rotating gear blank for local heating. The preset temperature of the gear blank was 950 ℃.
-
3.
Rolling: the gear blank and the mould gear rotated at a constant speed ratio, and the two mould gears fed the rolling gear blank synchronously along their axial direction to the full tooth depth. The lubricating device lubricated the contact area between the mould and the gear blank, and the lubricating fluid was 30% graphene plus water (the friction coefficient was about 0.3).
-
4.
Post treatment: after the hot rolling test of spiral bevel gear, the tooth shapes of the blank were carefully examined to see if there were serious rolling defects, and the flashes at the big and small end were cut off, as well as the lug at the tooth top. The formed gear is shown in Fig. 13.

Formed gear blank
4.2 States of metal streamlines formed by rolling
The end face of formed gear teeth was sampled by wire cutting. Then, rough and finish grinding were carried out to eliminate the machining traces left by wire cutting, which were followed by polishing. By observing the metal streamlines at the tooth top, tooth surface, tooth root and non deformation areas respectively, the metal streamlines at different parts of the tooth were obtained, as shown in Fig. 14. It can be seen that the metal streamlines at the tooth root is the most compact; those at the tooth top, tooth surface and tooth root are nearly perpendicular to the normal direction of the tooth profile; those away from the gear tooth profile direction decrease gradually, and the gear blank core remains the state before rolling, as shown in Fig. 14d. The experiment verified that better metal streamline distribution could be obtained by hot rolling, which would benefit the improvement of bending fatigue and contacting fatigue strength of spiral bevel gears.

Samples of metal streamlines diagram
5 Conclusions
The simulation, experiment and analysis of the metal states and the characteristics of streamline deformation in the forming rolling process show that the metal streamline shapes in the rolling test are consistent with the numerical simulation results. The main conclusions are as the following:
-
1.
The established hot rolling model and rolling force balance equation were able to numerically analyze the hot rolling process. The distribution characteristics of strain field were studied through simulation analysis, and the influence mechanisms of technical parameters such as initial rolling temperature, lubricant addition, gear blank rotating speed and mould feeding speed on metal streamlines were revealed.
-
2.
The rolling test was carried out on the hot rolling test bed of spiral bevel pinions. The tooth top, tooth surface and tooth root of the formed teeth were sampled. The internal micro structure of the tooth and the morphological characteristics of the metal streamlines after hot rolling were observed by an electron microscope, which showed the distribution patterns of the metal streamlines in different parts. The research reveals that by hot rolling better metal streamline distribution can be obtained, from which the improvements of bending fatigue and contact fatigue strength of spiral bevel gears are profited.
Data availability
The datasets used in our study are available from the corresponding author on reasonable request.
References
Gao ZS, Li JB, Deng XZ (2018) Research on gear tooth forming control in the closed die hot forging of spiral bevel gears. Int J Mach Tools Manuf 94(5):2993–3004
Gao ZS, Deng XZ, Chen FX, Li TX (2014) Die service life estimation based on modified archard method in forging spiral bevel gear. Chin Mech Eng 25(2):226–229
Gao ZS, Deng XZ, Chen FX, Xia ST (2014) Process improvement and experiments of spiral bevel gear forgings based on preform design and divided flow cavity technology. Chin Mech Eng 25(2):226–229
Tang HY, Deng XZ, Gao ZS (2017) Numerical simulation of hypoid gear hot rolling forming based on anti-conjugate principle design tool pinion. J Mech Trans 41(10):11–16
Zhu CD, Guan Q, Wang H (2011) Twin symmetry roll axial rolling: new method of plastic forming profiles demonstrated using manufacture of spiral bevel gears. Ironmak Steelmak 38(3):211–217
Peng C (2016) Numerical simulation of precision forging of spiral bevel gear. Wuhan University of Science and Technology, Wuhan
Zhang M, Huang SY, Zhao YM (1999) Deformation characteristics of bevel pinion of automotive output shaft by no-flash die forging. Chin J Nonferrous Metals 9(3):567–572
Zhao J, Luo SM (2011) Study on warm forging process of the small cone angle spiral bevel gear. J Plasticity Eng 18(3):14–16
Zhao J, Luo SM, Li FQ (2017) Study on precision forming and lift-out process of small cone angle spiral bevel gear by finite element analysis. Int J Mach Tools Manuf 92(5–8):2559–2568
Wu H (2008) Numerical simulation of warm precision plastic forming of bevel gear. Hefei Polytechnic University, Hefei
Zhang QJ (2018) The study on processing method of spiral bevel gears based on rolling shape technology, Henan University of Science and Technology
Liu SS, Deng XZ, Gao ZS (2019) Optimization of technological parameter of hot rolling bevel gear wheel based on intermediate frequency induction heating. J Mech Trans 43(12):151–154
Li L, Li Y, Yang MS (2019) Influences of cold roll-beating forming parameters on forming force and metal deformation. Acta Armamentarii 43(12):151–154
Ma Q (2018) Forming control and process technology research of tooth parts precision cold roll-beating. Xi’an University of Technology, Xian
Chen JF (2017) Study on tooth profile precision forging technology of spiral bevel gear. Henan University of Science and Technology, Luoyang
Funding
This work is supported by the National Natural Science Foundation of China (Grant No.51975185, 52005157, 52175049).
Author information
Authors and Affiliations
Contributions
All the authors contributed significantly to the work with the order provided.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
All the authors have reached agreement for publication.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Deng, J., Jiang, C., Deng, X. et al. Analysis and experimental study of metal streamline configuration in hot rolling forming of spiral bevel gears. Int J Adv Manuf Technol 120, 1653–1662 (2022). https://doi.org/10.1007/s00170-022-08863-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-08863-4