
Abstract
Vegetable oils have significant potential to replace conventional cutting fluids for green machining due to their lower environmental impact. The effectiveness of these oils when used as cutting fluids has been assessed using several measures, such as tool wear, cutting forces, surface roughness of workpiece, cutting zone temperature, vibration, and chip formation. Among these, the two most commonly investigated parameters in the past are tool flank wear and average surface roughness (Ra). The use of flank wear and average roughness in assessing the effectiveness of the oils as cutting fluids, however, has resulted in confusing and contradicting findings in many of the published literature. One common anomaly found in many of the published works is the improvement in surface roughness in spite of an increase in tool flank wear. This contradiction is mainly due to the poor correlation between the major flank wear and average roughness Ra. Moreover, since Ra is a measure of the average absolute height of the roughness profile, and thus is insensitive to changes in the overall morphology of the surface profile of the workpiece as a result of tool wear, the use of Ra as the sole roughness measure could potentially lead to erroneous conclusions. In this paper, the major issues and anomalies in previously published research are highlighted and discussed critically. More reliable measures of surface finish quality that could be used to assess the effectiveness of vegetable oils as cutting fluids are proposed and demonstrated using simulated and real surfaces produced by finish turning. The cross-correlation method is shown to provide a more reliable means of assessing the deterioration of the surface morphology due to gradual and excessive tool wear compared with Ra.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Machining is a complex dynamic process in which several phenomena occur simultaneously to affect the surface integrity and dimensional accuracy of the machined product. These include tool wear, plastic surface deformation, micro-cracking and scouring, built-up edge and chip formation, heating effect and white layer formation, residual stress formation, tool chatter, machine tool vibration, etc. [1,2,3]. To date, tool wear and surface roughness of the workpiece have been the two common parameters assessed in machining studies [4, 5]. Several factors work in combination to influence the amount of wear and surface roughness, such as machining parameters (feed rate, cutting speed, and depth of cut), machining condition (dry or wet cutting), type and method of application of cutting fluid, workpiece material properties, tool material, and stability of machine tool. Extensive work has been carried out in the past to understand how these factors affect tool wear and surface roughness [6,7,8,9,10,11].
The effectiveness of vegetable oils as cutting fluids during machining is being investigated actively throughout the world, particularly over the past 10 years [12,13,14]. Unlike mineral-based cutting fluids, vegetable oils have the advantages of being environmentally friendly, less harmful to humans, and available in a large variety of different oil types, such as palm, coconut, jatropha, rapeseed, corn, canola, olive, etc. Vegetable oils also have a significant impact on the potential economic returns in developing countries where oil-producing plants are plenty, easily grown, and require low investment and maintenance. These factors have motivated researchers to investigate the potential of vegetable oils for use as cutting fluids during machining.
Cutting fluids play two main roles during machining, namely (i) acting as lubricant by reducing friction at the cutting tool and workpiece interface and (ii) removing heat from the cutting zone. The combined benefits lead to reduced tool wear, extended tool life, and better surface finish quality [13]. In the literature, tool wear and surface roughness are the two most widely investigated parameters when comparing the effectiveness of one type of vegetable oil over another when they are used as cutting fluids [15, 16]. Although cutting forces, temperatures, chip formation, and vibration are also influenced by the type of cutting fluids, these factors are directly related to tool wear and surface finish quality. Among the various types of tool wear that can occur during machining, the dominant wear type investigated in the past is the major flank wear [17]. The type of oil that produces the least amount of flank wear is considered the best oil. Besides tool flank wear, another parameter commonly used to compare the performance of vegetable oils is the average roughness (Ra) of the workpiece surface [17]. The average roughness is defined as the average absolute height of the roughness profile above the mean profile height.
The objective of any machining process is to reduce parts, usually made of metals, to the required dimensions and tolerances by removing the material progressively. The two main types of machining where the potential of vegetable oils as cutting fluids are investigated extensively are in turning and milling. Both types of machining involve two basic stages, namely roughing and finishing. In roughing, the dimensions of the stock material are quickly brought close to the final dimensions in as few tool passes as possible. High cutting speeds, feed rates, and depths of cut are used for such a purpose. Once the dimensions are brought close to the final required dimensions, a finish machining process is used to produce the design dimensions of the part. During the finish machining process, low feed rates and small depths of cut are used, while cutting speed is maintained high to avoid built-up edge formation. Cutting typically takes place in the curved tool nose region. The lower the feed rate, the better is the surface finish quality [18].
In turning operations, roughing is done using higher depths of cut to quickly remove the unwanted material. Cutting takes place mainly in the major flank zone of the cutting insert. During this stage of machining, the surface finish quality of the freshly cut workpiece is unimportant since the surface will be removed during the subsequent roughing pass. In the published literature, however, some researchers measured the surface finish quality during rough turning, where the tool wear extends to the major flank zone due to the high depths of cut used [19]. Both flank wear and surface roughness are measured during various stages of machining and reported, although the latter is measured on a surface that will be removed in the next machining pass. Other researchers, such as Hadad and Sadeghi [20], measured surface roughness after the last machining pass while using a high depth of cut and feed rate, typically used for medium to rough turning. Since the surface finish quality of a product is of any importance only after the very last machining pass, measurement of surface roughness should ideally be carried out after the last pass of the cutting tool. Moreover, the last machining operation should involve mainly the nose region of the cutting tool in a finish turning process.
One other major issue in correctly understanding the effectiveness of vegetable oils in machining is the use of the average roughness (Ra) parameter when comparing different oil types. Since Ra is an amplitude parameter that quantifies only the average absolute height of the roughness profile above the mean line, this parameter when used alone can lead to misleading and possibly wrong conclusions. Researchers generally assume that a low Ra value is a strong indication of better surface finish quality, implying that the oil used is better. However, the average height of the roughness profile can decrease due to the flattening of the tool nose caused by gradual wear [21, 22]. A badly worn tool can cause significant damage to the workpiece surface along the tool feed direction that may or may not manifest as height variations in the profile. The effect of machining using vegetable oils as cutting fluids on the spatial and hybrid roughness parameters, or any other parameter that quantifies the morphological changes to the roughness profile, has not been investigated to any detail.
In this paper, we critically review the work carried out in the past in which researchers compare the effectiveness of various types of vegetable oils in terms of major flank wear and average roughness Ra. Our main aim is to highlight the contradictory findings of the researchers and the anomaly in their results when attempting to correlate tool flank wear and surface roughness. More effective measures of surface finish quality that can accurately reflect the effect of vegetable oils are proposed.
2 Tool wear and theoretical average roughness value
There are four main types of tool wear that can occur during machining, namely flank wear, crater wear, notch (or groove) wear, and nose radius wear (Fig. 1a). Flank wear can be divided into major (or principal) flank wear and minor (or auxiliary) flank wear. Wear in the curved nose region leads to nose radius wear, which is visible when the tool insert is viewed from above (Fig. 1b). Wear in the nose flank region is known as nose flank wear. The major flank region is labeled as zones A and B while the nose region is labeled as zone C in the ISO3685 (1993) standard (Fig. 2) [23]. Following the ISO standard, the tool life criterion is based on the extent of wear in zone B. If the flank is worn non-uniformly, a tool is considered to have reached its life when the maximum value of wear in zone B (VBB(max)) is 0.6 mm. For uniform flank wear, the tool is considered to have reached its life when the average flank wear is 0.3 mm.

a Various types of tool wear. b Nose radius wear

Various wear zone according to ISO 3685:1993 standard [23]
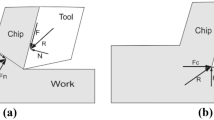
The tool-workpiece interactions during rough turning and finish turning are illustrated schematically in Fig. 3a, b, respectively, where the side edge cutting angle is half of the nose angle. It can be observed from the figure that during rough turning, the major flank plays an important role in removing the stock material. However, during finish turning, it is the nose region (zone C) that mainly engages the workpiece and shapes the surface profile. In an ideal case, the nose profile of the cutting tool insert is replicated onto the workpiece surface, resulting in the characteristic tool marks observed in all turning processes. When only the curved part of the tool nose engages the workpiece, the theoretical centerline average roughness Ra of the resulting workpiece surface is given, approximately, by Eq. (1) [24]

Schematic of cutting tool-workpiece interaction during a rough turning and b finish turning
where f is the feed rate and r is the tool nose radius. Equation (1) shows that for a fixed feed rate f and nose radius r the average roughness Ra is a constant, and this is the ideal roughness value that can be theoretically achieved during an “ideal” turning process, i.e., in the absence of tool wear, vibration, built-up edge, tool chatter, plastic deformation, tool misalignment, and other abnormalities during turning. For instance, if the feed rate f is 0.2 mm/rev, typically used in finish turning, and nose radius r is 0.4 mm, the ideal surface roughness Ra would be 3.2 μm.
For a fixed feed rate, f, there are two main reasons why Ra can change during a real turning process, namely (a) the effective nose radius r changes due to gradual wear, chipping, or fracture at the nose region (zone C) and (b) the nose radius does not change significantly but the increase in wear at the tool flank causes tool chatter and vibration that affects the surface finish quality indirectly. The second reason usually occurs when machining hard materials (hardness above 45 HRC), such as hardened steels, using high depths of cut, particularly without the use of cutting fluids [25]. As the nose of the tool wears out gradually during turning and becomes flattened, the average nose radius increases, thus reducing Ra below its theoretical value. Therefore, theoretically, in all turning processes, we can expect Ra to decrease during the initial stages of machining due to gradual wear, unless the depth of cut is too large or the machine tool has excessive vibration. It is only when the tool is badly worn that the surface roughness can increase due to other effects, such as vibration and tool chatter. Figure 4a–dshow sample images of workpiece surface at different durations of machining in dry turning [26]. When the cutting tool is new, the distinctive profile of the tool marks can be seen clearly on the surface (Fig. 4a). As the tool gets worn, flattening of the nose causes the depth of the valleys to decrease and the tool marks become less pronounced (Fig. 4b, c). When the tool is badly worn or fractured, the tool mark pattern is lost or is only barely visible (Fig. 4d). During the first 75 min of machining, the average roughness Ra decreases, whereas after 175 min, Ra increases slightly. Thus, between the start and end of machining, Ra can decrease initially and then increase back to approximately the value at the start of machining, and go above the original roughness value.

Image of workpiece after a 1 min of machining, b 25 min of machining, c 75 min of machining, and d after 175 min of machining [26]
A decrease in Ra is often interpreted as an improvement in surface roughness in the literature (reviewed in the next section). Vegetable oils that result in lower Ra are considered better than those giving rise to higher Ra values. Such conclusions can be inaccurate, because as seen in Fig. 4, the average profile height, and hence Ra, can decrease due to gradual tool wear during the early stages of machining. In many of the reported studies, the authors do not show the evolution of the workpiece profile during machining, like those in Fig. 4. Thus, it is difficult to see how the various types of cutting fluids actually affect the surface morphology of the workpiece after machining. The related literature will be reviewed in depth and the anomalies in their findings will be discussed in the following sections. The review will focus mainly on turning operations as there is a large number of published papers reporting on the effectiveness of vegetable oils in this type of machining.
3 Effect of vegetable oils on tool flank wear and average surface roughness
Extensive researches have been carried out in recent years to evaluate the performance of various types of neat vegetable oils as well as oils containing additives, such as nanoparticles, or mixtures of other oils, as cutting fluids in machining. In this section, published papers where there are contradictory findings and anomalies in the reported results are reviewed critically.
A popular method of applying cutting fluids during machining is known as the minimum quantity lubrication (MQL) method, also known as near-dry machining. In this method, cutting fluid is introduced in small quantities using a high-pressure nozzle directed at the cutting zone. Khan et al. [27] investigated the effect of dry turning, wet turning, and MQL using vegetable oil–based cutting fluid on the machining performance of AISI 9310 low-alloy steel. The authors compared their results in terms of tool wear, surface roughness, chip-tool interface temperature, and chip formation under dry and wet machining. The authors found that the average flank wear VB increased with machining time for all three cases, with the MQL method producing the least amount of flank wear while dry turning producing the largest amount of wear (Fig. 5a). High abrasive action during dry cutting produced a high amount of flank wear as expected. Their surface roughness data, however, show that dry turning produced better surface finish quality, i.e., lower Ra value, compared with wet turning although the tool wear during dry turning was higher (Fig. 5b). When comparing surface finish quality in dry and wet machining, we can expect wet machining to produce better surface finish due to the lubricating effect of the cutting fluid. However, the authors’ results showed higher roughness during wet turning compared with dry turning. This could be due to the formation of built-up edge on the flank face during the wet turning. The lower roughness in dry turning could be due to the flattening of the worn tool as the nose flank gets worn, thus resulting in the reduction of the average height of the roughness profile as seen in Fig. 4b. A further reduction in Ra when using MQL could be attributed to further flattening of the surface profile, instead of the favorable effect of MQL. The authors explained that reduction in surface roughness when using MQL could be due to the electrochemical interaction between the tool and workpiece. However, a firm conclusion can be made only by analyzing the roughness profile of the workpiece.

a Tool wear versus machining time. b Surface roughness versus machining time [27]
Vamsi Krishna et al. [28] investigated the effect of applying nanoboric acid suspensions in lubricating oil during turning of AISI 1040 steel using carbide tools. The authors used SAE-40 and coconut oil as the base lubricants with boric acid solid lubricant as suspensions. They measured cutting tool temperatures, average flank wear, and surface roughness of the machined surface. The authors used a 0.8-mm radius tool with a fixed depth of cut of 1.0 mm. The feed rate was varied between 0.14, 0.16, and 0.2 mm/rev, while the cutting speed was varied between 60, 80, and 100 m/min. Their results of tool flank wear in Fig. 6a show that flank wear increases with cutting speed for all types of cutting fluids tested. This is expected, because as cutting speed increases, the contact friction between the tool and workpiece increases, thus aggravating tool wear. Their results of surface roughness, however, show that for the increase in cutting speed from 60 to 80 m/min, the roughness Ra decreased in all cases, although the tool flank wear increased between these two cutting speeds (Fig. 6b). The most significant anomaly was observed when machining using 0.5% BA in SAE oil whereby the flank wear increased by about 7%, but the average roughness dropped by about 15%. The drop in surface roughness Ra as the flank wear increases is suspected to be due to the flattening effect of the cutting tool as it becomes worn. The reason for the “improvement” in surface roughness while the flank wear increased was not explained by the authors. From the results, one can assert that 0.5% BA in coconut oil is the best cutting fluid compared with the other fluids due to the lowest flank wear and lowest surface roughness. While the decrease in flank wear could be a reliable indication of the effectiveness of the cutting fluid, the roughness data could lead to disputable conclusions. This is because Ra considers only the average absolute height of the roughness profile, while ignoring other changes to the profile topography.

a Tool flank wear versus cutting speed and b surface roughness versus cutting speed [28]
The benefit of adding solid lubricants to neat vegetable oils was also explored by other researchers. For instance, Marques et al. [29] machined Inconel 718 using whisker-reinforced ceramic tools with vegetable-based cutting fluid combined with solid lubricants. The ceramic tool used had a nose radius of 1.2 mm. The feed rate and depth of cut were 0.1 mm/rev and 0.5 mm, respectively. With a side cutting edge angle of 15° and depth of cut less than half the nose radius, only the tool nose region was involved in the cutting, typical of a finish turning process. The authors measured notch wear as the dominant wear type in their experiments. Their results of notch wear show that the tool life is longest when using vegetable-based Accu-Lube LB 2000 oil with 20% molybdenum disulfide solid lubricant (Fig. 7a). Their results show that a tool machined using dry turning has about 30% longer tool life compared with the tool machined in the presence of vegetable oil supplied using the MQL method. The authors did not explain this anomaly. The roughness was reported to vary between about 0.3 and 0.8 μm as seen in Fig. 7b. The authors’ explanation that the “general trend of the curves is a reduction in the surface roughness parameter with increasing cutting speed” is inaccurate. As shown by their results, in most cases the surface roughness increased between 100 and 150 m/min. In two cases (MQL LB 2000 + 20% graphite and MQL LB2000 + 20% MoS2), the roughness fluctuates more or less sinusoidally as cutting speed increases. Since the observed roughness values were above the theoretical value of 0.27 μm, given by Eq. (1), it is probable that there was significant vibration during the turning, thus resulting in the higher roughness observed at all cutting speeds. However, the decrease in surface roughness observed between cutting speeds of 150 and 200 m/min could not be explained. The decrease in Ra by about 30% in dry turning and by about 45% when using MQL LB2000 + 20% graphite between these two cutting speeds could be due to the combined smearing effect of a worn tool causing lateral plastic deformation of the surface as well as vibration. The use of the average absolute height of the profile as the sole roughness parameter could lead to confusing results as in Fig. 7b which cannot be explained conclusively.

a Notch wear versus machining time at cutting speed of 250 m/min, feed 0.1 mm/rev, and depth of cut 0.5 mm. b Surface roughness at different cutting speeds (feed 0.1 mm/rev, depth of cut 0.5 mm) [29]
Ozcelik et al. [30] compared the performance of newly developed vegetable-based cutting fluid using refined sunflower and canola oils by including different percentages of extreme pressure additives with commercial semi-synthetic and mineral cutting fluids. The performance of the various cutting fluids was compared using surface roughness, cutting and feed forces, and tool wear during turning of AISI 304L steel. The authors concluded that 8% of EP included canola oil–based cutting fluids was the best because of the lowest average flank wear and surface roughness produced by this oil. The cutting insert used had a nose radius of 0.4 mm, the depth of cut was 1.0 mm, while the feed rate was 0.2 mm/rev. The cutting length was the same for dry cutting as well as cutting with various cutting fluids. The roughness data reported by the authors are shown in Fig. 8a. As seen in the figure, the use of canola-based cutting fluid with 8% of EP additive produced the lowest surface roughness (Ra = 3.06 μm) value. The next best surface finish was obtained, surprisingly, during dry cutting (Ra = 3.30 μm). In fact, their data show that dry cutting produced 30% lower roughness compared with cutting using commercial mineral cutting fluid (CMCF) and about 15% lower roughness compared with sunflower oil with 12% of EP additive. The authors attributed the low surface roughness in dry cutting to tool nose breakage. The fact that a broken tool can produce “better” surface finish is, indeed, alarming and hints at the gross inadequacy of the Ra parameter as the sole surface quality measure. Figure 8 b shows the average flank wear recorded by the authors. Dry cutting produced the highest flank wear as expected and, yet, produced better surface finish compared with machining using five other types of cutting fluids. In the case of machining using cutting fluids, their results showed that CMCF and CCF-II (12% of EP) produced a similar amount of flank wear (0.1962 and 0.1949 mm, respectively). However, there is a difference of about 20% in the surface roughness. Nose flank wear seems to provide a reasonable correlation with surface roughness when machining using cutting fluids (Fig. 8c). However, the fact that dry machining can produce low roughness value in spite of the high amount of flank and nose wear shows that the use of the average absolute height of the profile as a roughness parameter can lead to an incorrect conclusion on the effectiveness of the type of cutting fluids in turning.

a Effect of cutting fluids and dry cutting on surface roughness, b effects of cutting fluids and dry cutting on tool flank wear, and c effect of cutting fluid and dry cutting on tool nose wear [30]
Sani et al. [31] developed a new bio-based metalworking fluid from Jatropha oil and evaluated the machinability effects during turning of AISI1045 steel in terms of cutting force, temperature, surface roughness, wear mechanism, and tool life. The authors used a 0.8-mm cutting tool and carried out the experiments under the following machining conditions: cutting speed 300 m/min and feed rate 0.2 mm/rev. Their result of surface roughness measurement is shown in Fig. 9a, while the flank wear is shown in Fig. 9b. A careful study of their results reveals that although the flank wear when using MJO + PIL10% is almost double that when using MJO + PIL5%, the roughness in terms of Ra varied only by about 4%. Such a small variation is hardly considered significant taking into account the measurement uncertainties. Similarly, although the amount of flank wear when using MJO + PIL10% and SE differs by about 20%, the surface roughness is almost the same. In fact, for all the different types of cooling methods tested, the mean Ra values varied only by a maximum of about 7%, although the flank wear varied by almost 100%. Although the amount of flank wear could provide a reliable way of comparing different types of cutting fluids, the use of Ra to arrive at the same conclusion is questionable.

a Average roughness Ra for different cutting fluid types. b Average flank wear for different cutting fluid types [31]
Padmini et al. [32] investigated the effect of vegetable oil–based nanofluids on the machining performance in turning of AISI1040 steel through minimum quantity lubrication. The authors formulated different samples of nanofluids by dispersing molybdenum disulfide nanoparticles in coconut (CC), sesame (SS), and canola (CAN) oils at various nanoparticle inclusions (npi). The machining performance was measured in terms of cutting temperatures, tool wear, and surface roughness. The authors used a 0.8-mm radius tool with a fixed depth of cut of 0.5 mm. The cutting speed was varied between 40, 60, and 80 m/min, while the feed rate was varied between 0.14, 0.17, and 0.2 mm/rev. Figure 10 a and b show the tool wear for different cutting speeds and feed rates, respectively, while Fig. 10c, d show the corresponding surface roughness values. Since the authors did not provide images of the worn surfaces of the tool, it is not clear whether they measured the nose flank, auxiliary flank, or the major flank. Based on the low depth of cut relative to the tool radius, we can assume that the measurement was done on the tool nose flank. The tool wear was found to increase with cutting speed and feed rate as evident in Fig. 10a, b. The authors commented that the surface roughness has increased with cutting speed and feed. However, careful observation of their results in Fig. 10c for any one of the cutting fluids, such as 0.25% SS + nMoS2, shows that although tool wear increases from 120 μm at cutting speed of 40 m/min to about 190 μm at cutting speed of 100 m/min, i.e., an increase of almost 60%, the surface roughness decreased by about 15%. Similar behavior can be observed when machining using 0.25% CC + nMoS2 cutting fluid, i.e., an increase in tool wear leads to a decrease in surface roughness. This behavior, however, is not noticeable when comparing the effect of feed rate on tool wear and surface roughness. Ra is expected to increase with feed rate as feed appears as a quadratic power in the roughness equation (Eq. (1)).

a Tool wear versus cutting speed, b tool wear versus feed, c surface roughness versus cutting speed, and d surface roughness versus feed [32].
The results reported by Padmini et al. [32] provide a good insight into the conflicting relationship between tool wear and surface roughness. In any cutting operation, we can expect the surface quality of the freshly cut surface to deteriorate as the tool becomes badly worn. However, the results in Fig. 10a and c show the opposite, i.e., surface roughness “improves” (Ra decreases) as the tool gets increasingly worn. The “better” surface roughness observed by the authors is not because the surface quality has indeed improved as the tools get worn, but it is due to the use of Ra as the roughness measure. As explained in the previous section, Ra measures only the average absolute height of the profile and is insensitive to any lateral or morphological changes in the roughness profile. Figure 11a and b show sample profiles typically obtained when machining using an unworn tool and a badly worn tool, respectively. The Ra value for the profile in Fig. 11b is about 20% lower compared with the Ra value for the profile in Fig. 11a although it shows marked difference in its morphology. This example illustrates that Ra is not a reliable measure of surface quality when comparing the effectiveness of cutting fluids, and this could explain the anomaly in the results observed by Padmini et al. [32], i.e., a decrease in Ra in spite of a significant increase in tool wear. This strange behavior was not explained by the authors. They merely compared the effects of cutting fluid and concluded that 0.25% CC + nMOS2 is the best type of cutting fluid due to the lower tool wear and better surface finish (based on Ra). Although tool wear can be a reliable measure of the effectiveness of cutting fluid, it depends on what type of wear is measured. In this work, it is assumed that the authors measured the nose flank wear. Unlike flank wear, which can be defined by a single parameter, surface finish quality can be defined by more than 70 parameters [33]. The use of Ra may not be the most reliable way of comparing the effectiveness of different cutting fluids.

a Simulated profile from an unworn tool. b Simulated profile from a worn tool
Most of the researchers measured only Ra when comparing the different effects of cutting fluids. Mia et al. [34] measured both Ra and maximum peak to minimum valley height (Rt) as the surface finish quality measures when comparing the condition of cooling, namely dry cutting (no coolant), flood fill lubrication using olive oil, MQL spray system, and solid lubricant with compressed air cooling system. The authors investigated the effects of these techniques on the cutting temperature, chip characteristics, surface roughness, and tool wear in plain turning of hardened AISI1060 steel. Their results, reproduced in Fig. 12, showed that Ra decreased when cutting speed was increased from 45 to 60 m/min, while it increased when the cutting speed increased from 60 to 75 m/min. They attributed this behavior to high vibrations at low cutting speeds and lower vibrations at the medium speed. At the highest speed tested the authors speculate that the higher roughness may be caused by the softening of the materials that adheres to the surface. However, no micrograph of the surface was provided to confirm this observation. The authors also found that the variation of Ra with feed (second graph in Fig. 12) was approximately linear, although this relationship was expected to be quadratic since Ra varies as the square of the feed rate f (see Eq. (1)). The linear behavior was not explained by the authors. Since the tool used has a radius of 0.8 mm and assuming that the depth of cut used to obtain the results in Fig. 12 is 1.0 mm, the surface profile is formed mainly by the rounded nose of the tool. Thus, the variation in the theoretical Ra value with feed rate f is given approximately by Eq. (1). A plot of the theoretical Ra with the three different feed rates used by the authors, at constant nose radius, is shown by the solid line in Fig. 13. When the tool gradually wears out the nose radius will increase. If we assume that the nose radius increases by 0.05 mm at each level of the higher feed rate due to wear, the change in surface roughness when both nose radius and feed rate are increasing is shown by the dotted line in the figure, which appears more or less linear. This could explain the “constant increase” in Ra observed by the authors as the feed increases.

Effects of cutting speed (Vc), feed rate (f), depth of cut (ap), and cooling condition (CC) on average roughness (Ra) [34]

Plot of theoretical average roughness Ra for an unworn and worn tool
From the plot of Ra versus depth of cut (ap) (third graph in Fig. 12), the authors inferred that the effect of depth of cut is “insignificant.” However, their results show that Ra dropped by about 15% when depth of cut increased from 1.0 to 1.5 mm. Since cutting at higher depths increases friction and wear, the drop in Ra is most likely caused by the flattening effect of the worn tool nose. The authors specifically highlighted their surprise over the low surface roughness obtained during dry turning (DC) (last graph in Fig. 12) and wrote “dry-cutting is more favorable in terms of producing the lowest surface roughness.” Their temperature data shows that the highest temperature was attained during dry turning (last graph in Fig. 14). The wear pattern produced on the tool images shows very interesting trend. In spite of the very high wear observed on the tool produced by dry turning (Fig. 15a), the roughness produced is the lowest (Fig. 12—last graph). Based on the surface roughness the authors concluded that dry cutting is the most “favorable” in spite of the high amount of tool wear seen in Fig. 15a. Machining under MQL condition produces a similar type of wear pattern as in dry turning. Likewise, MQL produced lower Ra value. Similar findings were reported for Rt. The contradictory result, i.e., lowest surface roughness when tool wear is high, clearly shows that Ra is not a reliable measure of the type or method of cutting fluid applications.

Effects of cutting speed (Vc), feed rate (f), depth of cut (ap), and cooling condition (CC) on temperature [34]

Tool wear images at a dry, b flood, c MQL, and d SL + CA conditions [34]
During any machining operation, tool wear is expected to increase as the machining is continued due to the constant rubbing action between the tool and surface being machined. In a paper published in 2015, Srikant and Ramana [35] found that flank wear can decrease as machining time increases (Fig. 16a). The authors’ results showed that when turning AISI 1040 steel under 25% sesame oil and water emulsion, the flank wear increased from 3 to 9 min of machining. However, the wear decreased sharply for machining durations from 9 to 12 min and, thereafter, continued to drop. Similar observations were made for all the other types of cutting fluids used including dry cutting. Since it is impossible for flank wear to decrease during machining, the data provided by the authors is, at best, suspicious. There is no other literature that shows that flank wear can decrease with machining time. One possible explanation for the authors’ observation is that part of the worn area of the tool could have been covered by the workpiece material due to thermal softening and adhesion. This, however, is highly unlikely since the same observation was made on the other cutting tools as well. The authors did not provide any images of the worn surfaces of the tool to confirm that tool wear decreased during turning. The surface roughness results showed that for all the different ratios of emulsions used, the surface roughness decreased from 0 to 3 min of machining (Fig. 16b). This decrease is expected due to the decrease in peak-to-valley height of the workpiece profile as the tool gets worn. At feed rate of 0.4396 mm/rev and depth of cut of 1 mm, a tool of 0.8-mm nose radius will produce a theoretical roughness (Ra(t)) of approximately 7.7 μm. Since the roughness values measured by the authors are well below the theoretical roughness, it is possible that the distinctive tool mark patterns are lost and the surface is flattened. In this case, the average height will provide very little information on how the surface profile has evolved during the machining.

a Flank wear versus machining time. b Surface roughness versus machining time [35]
Pervaiz et al. [36] investigated the effect of MQL using rapeseed oil mixed with sub-zero temperature air in machining of titanium alloy and compared with dry and conventional flood fill turning. The tool wear and surface roughness results are shown in Fig. 17a, b, respectively, whereby the longest tool life was achieved using flood fill, while the shortest tool life was obtained when using dry cutting (indicated by purple crosses). However, the surface roughness results showed that, at the feed rate of 0.1 mm/rev, dry cutting produced slightly lower surface roughness compared with flood fill. The fact that a significant difference in tool life has no bearing on the surface roughness shows the limitation of the Ra parameter as a measure of the effectiveness of cooling methods. Under MQL lubrication, the authors also concluded that cutting speed has no significant effect on the surface roughness as seen in Fig. 17b, although there are marked differences in tool life.

a Tool wear versus machining length under different cooling methods (feed rate of 0.1 mm/rev). b Surface roughness for different cooling strategies [36]
One of the most conspicuous conflicting observations was made by Yıldırım [37] in a paper published recently. The author compared two methods of cooling, namely cryogenic cooling and nanofluid cooling, and concluded that nanofluid gave better results in terms of the machined surface while cryogenic cooling gave better results in terms of tool wear, interface temperature, and tool life. The nanofluid was prepared by adding graphene nanoplatelets to ester-based cutting oil (PlantoCut 10 SR). The author’s results for tool life and surface roughness are reproduced in Fig. 18a, b, respectively. The author explained the improvement in tool life when using cryogenic cooling in terms of its high cooling capability, which reduces the possibility that chips will be welded to the cutting tool and prevent built-up edge formation. On the contrary, nanofluid cooling provided an improvement in surface roughness, i.e., lower Ra value, compared with cryogenic cooling in spite of the shorter tool life. The improvement in roughness is up to 47% at the cutting speed of 100 m/min and feed rate of 0.1 mm/rev. The author attributed this opposite behavior, i.e., better surface roughness, to the lubricating ability of the nano-doped cutting fluid. The anomaly that a tool having about 70% shorter life is able to produce 47% lower surface roughness is likely due to the used of Ra as the sole roughness parameter, which ignores all other changes to the surface profile except for its average height.

a Tool life versus cutting velocity for fixed feed rate of 0.1 mm/rev. b Surface roughness versus cutting parameters (cutting speed and feed rate) [37]
In the previous paragraphs, published papers in which there were obvious anomalies in the tool wear and surface roughness relationships were reviewed in detail. In the following paragraphs, papers where the authors reported a reasonable correlation between the two measures, i.e., increase in surface roughness with increase in flank wear, are reviewed.
In a paper published in 2009, Xavior and Adithan [38] studied the effect of cutting fluids on tool wear and surface roughness when turning of AISI 304 austenitic stainless steel. The authors used three different oils in their experiments namely coconut oil, soluble oil, and straight cutting oil. The depths of cut were varied between 0.5, 1.0, and 1.2 mm, while the tool nose radius was 0.8 mm. The researchers concluded that coconut oil was a better cutting fluid compared with the mineral oils due to the reduced flank wear and surface roughness. The effect of the oils on the tool wear and surface roughness for a depth of cut of 0.5 mm is shown in Fig. 19a, b, respectively. In the figure, the numbers 1, 2, and 3 represent coconut oil, soluble oil, and straight cutting oil, respectively. Tool wear and surface roughness were lowest when coconut oil was used as the cutting fluid. Since the depth of cut was less than the nose radius, the theoretical surface roughness (Ra(t)) can be approximated using Eq. (1) as 1.6, 2.5, and 3.1 μm at feed rates of 0.2, 0.25, and 0.28 mm/rev, respectively. At the feed rates of 0.25 and 0.28 mm/rev, the authors’ Ra values when using coconut oil and soluble oil are lower than the theoretical roughness (shown by the red crosses). Since the theoretical roughness is the ideal value obtainable when the tool is new, any roughness values lower than the ideal value likely indicate that the surface of the workpiece is flattened in a manner such that the average absolute height of the profile above the mean line is less than the theoretical Ra value. Thus, the inference that coconut oil is the best based on Ra values alone could be inaccurate without considering the other changes to the surface profile of the surface. It is probable that soluble oil (2) is better than coconut oil since the Ra values are closer to the theoretical values at all feed rates in spite of the slightly higher amount of tool wear. This, however, can be confirmed only by analyzing the surface morphology of the workpiece surface.

a Tool wear versus cutting speed and b surface roughness versus feed rate when machining using coconut oil (1), soluble oil (2), and straight cutting oil (3) with a depth of cut of 0.5 mm [38]
Satheesh Kumar et al. [39] investigated the effect of vegetable oil based cutting fluids (sesame and coconut oil) mixed with extreme pressure (EP) additive on machining performance during turning of AISI 1040 steel. The authors measured cutting forces, cutting tool temperature, tool flank wear, and surface roughness. A tool of nose radius 0.8 mm was used under various cutting speeds (60, 80, and 100 m/min) and feed rates (0.14, 0.17, and 0.20 rev/min). The depth of cut was kept constant at 0.5 mm. The flank wear and surface roughness results are reproduced in Fig. 20a, b. The use of coconut oil–based cutting fluid with 5% EP (CCF5) produced the lowest tool wear and lowest surface roughness (Ra). The cutting fluid responsible for the highest tool wear, namely conventional soluble oil (SO), also produced the highest surface roughness. The good correlation between tool wear and surface roughness is probably due to excessive vibration, likely due to tool chatter in their experiments as the theoretical roughness, based on feed rate of 0.14 mm/rev, is only approximately 0.8 μm compared with the minimum roughness measured by the authors (3.44 μm). The use of CCF5 cutting fluid could have reduced friction between the tool and workpiece, thus reducing vibration. This can be confirmed by their cutting force results in Fig. 20c which show that cutting force is not only lowest when using CCF5 but the fluctuation in the force is significantly lower compared with machining using the other cutting fluids. The high fluctuation in the cutting force when using SO oil confirms that the high roughness is most probably caused by tool chatter during turning. The similarity in the cutting force fluctuations is likely due to the similar type of wear undergone by the tool when using different types of cutting fluids. Tool chatter can cause the workpiece profile to fluctuate as illustrated in Fig. 20d, thus increasing the Ra values as observed by the authors.

a Tool wear versus machining duration, b surface roughness for different cutting fluid types, c cutting force for different oil types [39], and d simulated profiles in the absence and presence of tool chatter
Tazehkandi et al. [40] investigated the influences of machining parameters on surface roughness, cutting forces, and temperature of the tool tip in two modes of lubrication, namely flood mode and spraying with compressed air during turning of Inconel 706. The cutting fluid used was biodegradable vegetable oil (BioCut 2200). The cutting speed was varied between 30, 50, 70, and 90 m/min, while the feed rate was varied between 0.08, 0.10, 0.12, and 0.14 mm/rev. The depths of cut used were 0.1, 0.4, and 0.7 mm, while the tool radius was 0.4 mm. Their results of cutting force and surface roughness (Ra) show that spray mode produced lower cutting force as well as lower surface roughness (Fig. 21a, b). For experiments 1, 13, 25, and 37, the theoretical Ra value is 0.52 μm based on the feed rate of 0.08 mm/rev, while for experiments 4, 16, 28, and 40, the theoretical Ra value is 0.81 μm based on the feed rate of 0.10 mm/rev. These are shown approximately by the red dashed lines superimposed in the figure. For experiment 1, the measured roughness is much higher compared with that predicted by theory, while for experiment 13, it is almost the same as the theoretical value, and for experiment 25, it is lower than the theoretical value. The higher roughness in experiment 1 is likely due to excessive vibration as indicated by the high cutting force (437 N), while the lower roughness in experiments 13 and 25 could be caused by the lower cutting forces, i.e., and 355 N and 339 N, respectively. The cutting force in experiment 37 is 549 N, which explains the reason behind the higher roughness compared with the theoretical value. The roughness values seem to be high when the cutting speed is too low or too high. These results agree with those of Mia et al. [34]. The closeness of the measured roughness to the theoretical value in experiment 13 could imply a low amount of tool wear. However, it is difficult to verify this as the authors did not measure tool wear in their experiments. Neither did they provide a plot of the roughness profile to explain the trend observed.

a Cutting force versus experiment number. b Surface roughness versus experiment number [40]
Sharma and Sidhu [41] studied the influence of dry and near-dry machining of AISI D2 steel by using vegetable oil as lubricant. The authors compared the two methods of machining using the interface temperature and surface roughness. Their results are reproduced in Fig. 22. Based on the feed rate of 0.5 mm/rev and nose radius of 0.8 mm, the approximate theoretical roughness value (Ra(t)) is 10 μm. This value, however, is 20 times higher than the highest roughness value measured by the authors. Since the other two feed rates used were 0.10 mm/rev and 0.16 mm/rev, it is suspected that the authors have written 0.05 mm/rev wrongly as 0.5 mm/rev. At a cutting speed of 0.05 mm/rev, the theoretical roughness is 0.1 μm. The superimposed red lines in Fig. 22b show the theoretical roughness at feeds of 0.05 mm/rev and 0.10 mm/rev (0.4 μm). The theoretical roughness at a feed of 0.16 mm/rev is 1.024 μm. It should be noted that since the authors used a depth of cut of 1.0 mm, the theoretical roughness is only an approximation as some part of the tool auxiliary flank could be involved in forming the roughness profile. Nevertheless, the fact that the measured roughness values during dry machining at a feed of 0.1 mm/rev are close to the theoretical value, and do not deviate much at different cutting speeds, could indicate that the tool is not significantly worn. The lower roughness measured when using near dry lubrication compared with the theoretical roughness could be due to flattening of the surface profile caused by tool wear. These are, however, only possible explanations that need to be confirmed by analyzing the roughness profiles, worn tool, and amount of tool wear. Besides measuring the micro-hardness of the workpiece, which is remotely related to the type of cooling, none of these were considered by the authors.

a Temperature versus cutting speed under different machining conditions. b Surface roughness versus cutting speed [41]
Ali et al. [42] carried out experimental investigations on the machining of Inconel 718 using new formulations of coconut bio-based oil with Al2O3 nanoparticles. The authors measured tool wear, surface roughness, and cutting forces. Tool wear was measured in terms of the flank wear VBB according to ISO3685:1993 [23]. The authors reported that bio-based oil with 0.8 wt% of Al2O3 reduced the rapid growth of wear, but oil with 0.5 wt% of Al2O3 yielded lower cutting force and surface roughness (0.29 μm). Their results of flank wear and surface roughness are shown in Fig. 23a, b. Based on the feed rate of 0.1 mm/rev and nose radius of 0.793 mm, the theoretical Ra value is 0.4 μm. Since the authors used a very shallow depth of cut (0.1 mm), we can assume that the machining was done mainly using the curved part of the 0.8-mm nominal radius tool. The surface roughness and tool wear patterns seem to be consistent, whereby a tool that lasts longer is expected to produce better surface finish. However, in their work, the surface roughness was measured at the end of the experiment, i.e., when the tool has reached its life. If all the tools have reached the same amount of flank wear, irrespective of how long each tool took to reach its life, the surface profile formed by the worn tool can be expected to be more or less the same, unless there are other types of wear present, such as edge chipping or fracture. In comparing the surface roughness obtained when using 0.5 wt% and 0.8 wt% nanoparticles, whereby higher nanoparticles content resulted in slightly higher surface roughness, the authors explained that this could be due to the large number of nanoparticles, which could have led to agglomeration of some of the particles, thus worsening the lubrication film formed. However, the fact that machining using bio-oil 0.5 wt% produced slightly higher amount of flank wear seen in Fig. 23a could explain the lowering of the surface roughness due to the smearing effect of the worn-out tool. It is, in fact, very difficult to arrive at a firm conclusion on the effect to the oil type by not considering other changes that may occur on the surface profile besides the change in the average absolute height. This, indeed, could be the case since the measured roughness when using 0.2%, 0.5%, and 0.8% nanoparticles were all below the theoretical Ra value of 0.4 μm.

a Tool wear progression for different coolant types. b Average roughness for different coolant types [42]
The effect of adding nanoparticles to vegetable oils has also been investigated by other researchers. Rahman et al. [43] prepared two types of nanofluids by adding three different types of nanoparticles (Al2O3, MoS2, and TiO2) to canola and extra virgin olive oils at different concentrations (0.5, 2, and 4 vol%). The authors machined biomedical grade titanium alloy. The feed rate was fixed at 0.1 mm/rev while the cutting speeds were varied in three levels, namely 55, 80, and 105 m/min. The depth of cut was also fixed at 1.0 mm. The authors reported that the use of canola oil containing 0.5 vol% Al2O3 produced superior surface finish. This conclusion was arrived at by measuring the average roughness height Ra. The variation of the roughness with cutting speed for two types of nanoparticles, namely Al2O3 and MoS2, are shown in Fig. 24a, b. Based on the Ra values one would conclude that 0.5 vol% (CAN) is the best cutting fluid because it resulted in the lowest surface roughness. Since the authors did not provide details of the cutting tool used, it is assumed that they used a 0.8-mm nose radius tool. This value provides an approximate theoretical roughness of 0.4 μm, which is within the range of the measured values. Since the roughness data when using 0.5 vol% (CAN) are much lower than the theoretical roughness, it is possible that the peak-to-valley height in the roughness profile has been reduced due to the smearing effect of the worn tool. It is also probable that 2 vol% (CAN) is the better oil as the measured roughness values are closer to the theoretical roughness, implying that the tool mark patterns are preserved. It is, in fact, not possible to conclude which of the nanofluids is a better coolant using Ra without analyzing the 2-D profiles of the machined surface or the other roughness parameters.

Average surface roughness versus cutting speed for vegetable added with a Al2O3 nanoparticles and b MoS2 nanoparticles [43]
Yıldırım et al. [44] used biodegradable plant-based commercially available cutting fluid (Pantocut 10 SR) for machining of nickel-based Inconel 625 using nano-MQL by adding hBN nanoparticles. The authors analyzed tool life, surface roughness, tool wear, and tool-chip interface temperature. Flank wear and surface roughness were analyzed when turning at a feed rate of 0.1 mm/rev and depth of cut 0.8 mm using a 0.4-mm nose radius tool. The authors reported the highest flank wear and surface roughness during dry turning as anticipated (Fig. 25). The high surface roughness during dry machining is suspected to be due to excessive vibration as the roughness measured when using MQL turning were close to the theoretical roughness. Similar positive correlations between flank and surface roughness were also reported by Yıldırım [45].

a Flank wear versus cutting time. b Surface roughness versus cooling methods [44]
4 Effect of non-vegetable oils as cutting fluids and dry turning on tool wear and surface roughness
The types of wear observed when machining using vegetable oils as cutting fluids are no different from those observed when using other types of cutting fluids or even in dry cutting. Flank wear is the dominant type of wear quantified in the literature and it occurs due to the abrasive action between the tool and workpiece surface. Other types of wear, such as notch wear and crater wear, occur to a lesser extent and are rarely investigated and reported. In this section, published literature particularly in which there are anomalies observed when relating tool wear and average roughness Ra are reviewed.
Kamata and Obikawa [46] investigated the effect of different types of tool coatings on tool life and surface finish during finish turning of nickel-based superalloy. The authors used a very low depth of cut (0.1 mm) and a low feed rate (0.1 mm/rev) during turning of a near-net-shaped workpiece with a tool having a 0.8-mm corner radius. Since machining takes place at the nose tip during finish turning, the authors measured the nose flank wear as the criterion of tool life—a longer tool life indicating lower wear amount. Only a single roughness parameter, namely Ra, was measured. Their results are shown in Fig. 26a, b. For a particular coating type, such as coating A (CVD, TiCN/Al2O3/TiN), the tool life results show that wet turning produces longer tool life compared with dry turning as expected (Fig. 26a). Their roughness results in Fig. 26b, however, show that although the roughness was measured after machining using tools having the same amount of flank wear, dry turning produces much lower Ra values, i.e., “better” surface finish, compared with wet turning (about 43% lower). Comparison with the theoretical roughness value (0.4 μm) shows that dry turning produces a Ra value very close to that predicted by theory. This is rather surprising as Ra close to the theoretical value can be obtained only when the tool is new and the other effects of machining are ignored. In this case, it is probable that the distinctive tool mark patterns are lost as a result of excessive wear but the average height of the profile is about the same as that in a newly machined surface. Without detailed 2-D plots (or images) of the surface profile, it is very difficult to explain this anomaly. Although the authors did not experiment with vegetable oils, their work is one of the few that considers nose flank wear in finish turning.

a Tool life of three types of coated tools. b Surface roughness when using different types of coated tools [46]
The work carried out by Dhar and Kamaruzzaman [47] provides strong evidence suggesting that both major flank wear and Ra may not be the most reliable parameters when investigating the effect of different cooling methods. In their work, the authors investigated the influence of cryogenic cooling using liquid nitrogen jet on cutting temperature, tool wear, surface finish, and dimensional deviation during turning of AISI4037 steel. They compared their results with dry machining and machining with soluble oil. Their results of tool flank wear show that wet turning using soluble oil produced higher flank wear compared with dry turning throughout the machining duration (Fig. 27a). The largest deviation between the two results is at about 40 min of machining, whereby the flank wear in wet turning was 35% higher compared with that in dry turning, in spite of the decrease in average interface temperature during wet turning as reported by the authors. The authors’ results of surface roughness showed that dry turning produced better surface finish (lower Ra) compared with wet turning (Fig. 27b). This could be due to the lower flank wear in dry turning. The larger flank wear during wet turning compared with dry turning and the better surface finish obtained in dry turning were not explained by the authors. Dry turning is suspected to have caused other lateral changes to the surface that were not measured. Although the authors have shown that cryogenic cooling is better in terms of flank wear and surface roughness, the strange behavior observed when comparing dry turning and wet turning questions the reliability of these two parameters when comparing various cooling methods.

a Growth of average flank wear with machining time under different environments at cutting velocity 264 m/min. b Surface roughness developed with machining time under different environments at Vc, 264 m/min [47]
Rajaguru and Arunachalam [48] investigated the influence of flood and MQL coolant on machinability and stress corrosion cracking of super duplex stainless steel. The authors evaluated the cutting performance in terms of cutting force, tool wear, surface finish and morphology of chips, and residual stress. The experiments were carried out at a constant cutting speed of 140 m/min and depth of cut of 1 mm, while the insert radius was 0.8 mm. The feed rates were varied between 0.05, 0.10, 0.15, 0.20, and 0.25 mm/rev. For the five feed rates used, the corresponding theoretical surface roughness (Ra(t)) are 0.1, 0.4, 0.9, 1.6, and 2.5 μm. Figure 28a–c show the flank wear, axial cutting force, and surface roughness, while Fig. 28d shows the surface topography under three coolant environments (feed rate of 0.25 mm/rev). Figure 28e shows a sample image of the flank wear measured. Among the three coolant environments, MQL produced the least flank wear and axial cutting force and the lowest surface roughness. It is surprising that at the feed rate of 0.05 mm/rev, the surface roughness obtained by dry cutting is about 50 times higher than the theoretical value (Fig. 28c). The authors attributed the high roughness to the redeposited material on the surface. They, however, did not explain the huge drop in roughness when the feed rate was changed from 0.05 to 0.10 mm/rev during dry turning. For a feed rate of 0.25 mm/rev, the surface topography appears smooth with the distinctive tool marks observed in any turning process as seen in the inset figure “c” in Fig. 28d. However, the peak-to-valley height appears to decrease under MQL compared with flood fill (inset figure “d”). This could be due to the gradual wear in the nose region of the cutting tool which flattens the surface profile. The measured roughness is lower than the theoretical roughness (2.5 μm) suggesting that the profile is slightly flattened with reduced peak-to-valley height. Nose wear was not measured by the authors. But, it is obvious that it is not the flank region but the nose region which is directly involved in forming the surface profile of the workpiece. We can see from Fig. 28e that the wear at the nose flank (highlighted in red) is higher compared with that at the major flank.

a–c Plot of flank wear, axial force, and surface roughness against feed rate, d surface topography under different coolant environment, and e flank wear measured [48]
In almost all the published literature on machining authors have plotted flank wear and surface roughness separately. The independent variables in most of the studies are either machining time, cutting speed, or flank wear. Niaki and Mears [49] are among the few authors who have plotted surface roughness Ra directly against flank wear. From their experimental results (shown in Fig. 29) the authors concluded that “unlike the common belief of the detrimental effects of wear on surface roughness, tool flank does not necessarily have a significant effect on the roughness profile evolution of the workpiece.” This statement, however, is contestable as the authors did not provide any information on the roughness profile evolution. It is possible that flank wear causes other types of changes to the surface morphology that were not assessed. Their result is an excellent example that illustrates the gross inadequacy in the use of the average roughness parameter Ra to arrive at a strong conclusion about the effect of cutting fluids. Careful observation of Fig. 29 shows that there are many instances where the surface roughness decreases as flank wear increases. Such a behavior is clearly unexpected as one would expect the surface to deteriorate as the tool gets increasingly worn. The problem here is not the lack of correlation between flank wear and surface roughness, but it is the lack of correlation between the type of wear and the type of surface roughness parameter measured. If the authors were to plot graphs of tool nose wear against a hybrid roughness parameter, which carries information of both the vertical and lateral changes to the profile, the conclusion arrived could have been different.

Changes in surface roughness with flank wear at different feed rates [49]
Wang et al. [50] used three different methods of oil-on-water cooling, namely external oils on water, internal oils on water, and cryogenic air mixed with oils on water while turning compacted graphite cast iron and investigated their effects on tool wear and surface roughness. The turning was carried out at a feed rate of 0.15 mm/rev and depth of cut of 0.9 mm. The tool nose radius is 0.4 mm. Figure 30a–c show the cutting temperature, flank wear, and surface roughness under different flowrates. It is surprising to note that after 45 min of machining, the cutting tool having the highest flank wear, namely IOoW (1.8 L/h), produced the “best” surface finish, i.e., surface with the lowest Ra. The surface roughness decreases from 45 to 90 min of machining, while during the same duration of turning, the flank wear is increasing. The authors explained the lower surface roughness when using higher water content ((1.8 L/h) to the better cooling ability as indicated by their cutting temperature results. They, however, did not explain the high flank wear seen in Fig. 30b when using higher water content. The fact that the highest flank wear results in the lowest surface roughness, i.e., best surface finish quality, shows that Ra cannot be a reliable parameter when comparing different cooling methods. Based on flank wear, the IOoW (1.2 L/h) method of cooling would be considered the best due to the lowest tool wear observed. However, based on surface roughness, the IOoW (1.8 L/h) method of cooling would be the best.

a Cutting temperature versus cutting distance for various cooling methods, b flank wear versus cutting distance, and c surface roughness versus cutting distance [50]
The fact that dry turning produces lower Ra (“better” surface finish) under certain machining conditions was also reported by Tazehkandi et al. [51]. The authors investigated the feasibility of removing cutting fluids in the turning process of Inconel 725. They used 0.4-mm nose radius tools. Their comparison of surface roughness under wet and dry turning are reproduced in Fig. 31a. From experiments 13 to 18, the surface roughness under dry turning was lower compared with that under wet turning. At a feed of 0.2 mm/rev, dry turning produces about 10% lower roughness (Fig. 31b). The decrease in roughness is, however, not significant enough to draw a strong conclusion that the cutting fluid can be removed. The surface topography produced under dry turning does not show the distinctive tool marks typical in all turning operations, suggesting that the smearing effect could be significant and could explain the decrease in the surface roughness (Fig. 31c).

a Variation of surface roughness under different experimental conditions, b variation of surface roughness with feed rate, and c surface of machined workpiece under dry condition (speed of 80 m/min, feed rate of 0.1 mm/rev, depth of cut of 0.4 mm.) [51]
Cantero et al. [52] provided by far the best evidence for the argument against the use of Ra to arrive at any substantive conclusion. The authors analyzed tool wear mechanism during finish turning of Inconel 718, both in wet and dry turning. Some of the results that clearly show the anomaly are reproduced in Fig. 32a, b. Figure 32 a shows the relationship between surface roughness against cutting time for both dry and wet turning. Wet turning clearly produced better surface finish with lower roughness throughout the experiment. The surface roughness at the end of the wet turning, i.e., after 1800 seconds (30 min) of machining, seems to be more or less the same as that during the start of the machining. The flank wear, however, has increased to a maximum value of 0.4 mm as seen in Fig. 32b. The fact that flank wear has hardly any effect on the surface roughness is not surprising when the roughness measurement is based on the average profile height, while ignoring the lateral changes to the profile. Since the authors carried out finish turning operation using a 0.4 mm nose radius tool at a feed rate of 0.1 mm/rev and depth of cut 0.5 mm, the theoretical roughness (Ra(t)) is 0.8 μm. The fact that the authors’ roughness values when using wet turning are below the theoretical roughness could indicate that the surface of the workpiece could have been flattened by the worn tool, thus producing very low roughness values.

a Surface roughess versus machining duration under wet and dry turning. b Details of flank wear when machined using coolant [52]
In comparing the MQL technique with wet and dry turning, Bruni et al. [53] found that dry turning of hardened alloy steel produced the lowest values of tool wear and lower surface roughness compared with wet turning (Fig. 33a, b). The authors concluded that the MQL technique does not provide advantages over dry turning. They attributed this finding to the beneficial effect of the high damping and rigidity of the turning center which was equipped with a polymer concrete bed. Although it may be surprising to note that wet turning produced higher flank wear and surface roughness compared with dry turning, the relationship between flank wear and surface roughness reported by the authors is the type one would expect during machining, i.e., an increase in flank wear leading to an increase in surface roughness, where there is excessive vibration present during the machining. Although the flank region of the tool is not directly involved in forming the surface profile of the workpiece, excessive flank wear can lead to tool chatter that can subsequently deteriorate the surface finish quality. The influence of tool chatter or vibration can be seen by the high roughness values measured by the authors compared with the theoretical Ra value of 0.25 μm based on the feed rate of 0.08 mm/rev and nose radius of 0.8 mm. The authors attributed the lower tool wear during dry turning to the thermal softening of the hard material when machined using a ceramic tool, thereby lowering the mechanical loads on the tool. The authors specifically mentioned that the material softening of the hardened steel is also responsible for the improvement in the surface finish during dry turning. It is obvious that softened material undergoes plastic deformation in the direction of the tool feed. Merely measuring the average height of the profile without considering any other changes to the surface could lead to biased conclusions.

a Flank wear versus cutting time. b Surface roughness versus cutting time when turning hardened alloy steel [53]
In most of the literature that investigate the effect of coolant type on tool wear and surface roughness, only in few papers the authors have shown images of the surface topography or 2-D profile of the workpiece to support their conclusions. Yildirm et al. [54] provided both the surface roughness data as well as the 3-D surface topography of the machined surface. The authors investigated the influence of minimum quantity lubrication (MQL), cryogenic cooling with liquid nitrogen, and hybrid-CryoMQL methods on tool wear, cutting temperature, surface roughness/topography, and chip morphology during turning of nickel-based superalloy. They used a fixed feed rate of 0.12 mm/rev, depth of cut of 0.5 mm, and tool nose radius of 0.4 mm. The results of surface roughness measurement and the surface topography are shown in Fig. 34a–c. Although the authors have shown the surface topography for all the various types of cooling used, only those that show a clear anomaly were selected to be presented here. Two surface topographies when using CryMQL at cutting speed of 50 m/min and 75 m/min are shown in Fig. 34c side by side. The 2-D image on the left of the 3-D plot for CryoMQL 50 m/min shows distinctive tool mark patterns where the ridges and valleys are clearly visible. The 2-D image for the CryoMQL 75 m/min (on the right) shows very blurry ridges and valleys indicating that the surface could have been flattened and scoured by a worn tool. Careful observation of the 2-D surface image shows that there are particles deposited on the surface possibly due to the melting and re-solidification of the workpiece material, which can be attributed to the higher temperature when machining at higher speeds as seen in Fig. 34b. The flattening effect is clearer from the 3-D topography. By looking at the 2-D images alone, one can predict that the roughness obtained using CryoMQL 50/min coolant will be higher due to the dominant peaks and valleys. This is, indeed, true from the surface roughness (Ra) data in Fig. 34a. However, the authors conclude that the lower surface roughness when using CryoMQL 75/min coolant is an improvement. Figure 35a and b provide further evidence that the surface profile obtained under CryoMQL 50 m/min is better than that under CryoMQL 75 m/min. These figures show the grayscale intensity profiles taken across the red lines in Fig. 34c. Both images were subjected to the same amount of Gaussian filtering with a standard deviation of 2.0. These figures clearly show that surface machined under CryoMQL 50 m/min has less surface damage compared with that machined under CyroMQL 75 m/min.

a Surface roughness under different cooling conditions, b temperature under diffferent cooling conditions, and c surface topography under CryoMQL 50 m/min and CryoMQL 75 m/min [54]

Intensity profile over five wavelengths along the red lines from 2-D surface for a CryoMQL 50 m/min and b CryoMQL 75 m/min
A paper published recently in 2020 also shows a marked anomaly when comparing flank wear and surface roughness. Özbek and Saruhan [55] investigated the effect of dry and MQL conditions of machining during turning of AISI D2 cold work tool steel on the temperature, cutting tool vibration amplitude, tool wear, tool life, and surface roughness. The experiments were carried out using two differently coated cutting tools, namely chemical vapor deposition (CVD) and physical vapor deposition (PVD), at three different feed rates (60, 90, and 120 m/min), constant depth of cut (1 mm), and constant feed rate (0.09 mm/rev). The authors reported that tool wear, cutting temperature, and cutting vibration amplitude were lower by 23, 25, and 45%, respectively, when using MQL compared with dry cutting. Figure 36a shows their results of tool flank wear at different cutting speeds. The authors also reported that at a cutting speed of 120 m/min, the Ra value of the workpiece improved by 88% when using MQL compared with dry machining (Fig. 36b). The authors attribute the “improvement” in the surface roughness to the lower cutting zone temperature, vibration amplitude, and cutting tool wear. However, comparison of the tool wear and roughness graphs shows that although flank wear (VBmax) decreased only by about 9% when using MQL, the roughness decreased by about 88%. Images of the cutting tool in Fig. 36c show a similar amount of flank wear in dry and MQL turning. At a cutting speed of 60 m/min, the tool produced by MQL turning exhibits a greater amount of built-up edge while producing 88% lower roughness value. The fact that a difference in flank wear of just 8.5% could produce a roughness difference of 88% shows the gross insufficiency of Ra as a surface quality measure.

a Flank wear versus cutting speeds, b surface roughness versus cutting speeds, and c images of tool wear [55]
The papers reviewed in this and the previous sections reveal the conflicting inferences that might be made when investigating the effectiveness of various cooling methods using major flank wear and average roughness. A cooling method may be considered the best based on the tool wear. However, the same cooling method could be considered the worst when comparing surface roughness. This anomaly is mainly because of the limitation of the Ra parameter which quantifies only the average absolute height of the roughness profile, while ignoring other changes to the profile caused by the method of cooling. In the next section, a more reliable measure of surface roughness that can be used when comparing the effectiveness of vegetable oils as cutting fluids is proposed.
5 Proposal for more reliable surface roughness measure in turning
As detailed out in Section 2.0, the combined linear movement of the cutting tool and rotary motion of the workpiece produces the distinctive tool mark patterns observed in all turning operations. In the ideal case, the negative tool profile is replicated onto the workpiece surface. Thus, tool mark patterns are inherent features in machining. In cases where the cutting takes place only at the curved tool nose tip, such as in finish turning, the ideal tool marks give rise to surface roughness whose average roughness Ra is given by Eq. (1). The tool marks are considered surface roughness features and are not surface waviness features because the sampling length is selected to include at least two complete wavelengths of the tool mark pattern based on the ISO3685:1993 standard [23].
For a given value of feed rate and nose profile radius Eq.(1) gives the ideal, i.e., best, surface roughness that can be possibly achieved in turning. If the measured roughness is lower than that given by Eq.(1) this only means that the surface has undergone some sort of flattening, caused mostly by tool wear. This fattening effect is illustrated in Fig. 37a–c. When the cutting tool is new, the circular nose profile is replicated onto the workpiece surface (Fig. 37a). As the cutting tool gradually wears out, the circular nose profile becomes increasingly elliptically shaped and the peak-to-valley height hpk of the roughness profile decreases, thus decreasing Ra (Fig. 37b, c). It is clear from this illustration that a decrease in Ra below the theoretical value is not an indication of an improvement in the surface finish quality, rather it indicates deteriorating tool wear. This could explain why many researchers found that surface roughness can “improve” while tool wear increases.

a–c Workpiece surface profile at various stages of tool wear
In some of the published papers, the authors reported an immediate increase in surface roughness when the machining has just started, whereby the roughness measured is higher than the theoretical value [27, 53]. This could be caused by excessive vibration during the turning possibly caused by the use of an old or worn-out lathe machine. Figure 38a–c illustrate the effect of vibration on a profile “machine”’ using such a lathe. In Fig. 38a, a simulated (clean) profile is shown whereby the Ra value is 7.9 units. When a vibration signal generated mathematically, such as that shown in Fig. 38b, is superimposed onto the clean profile, the resulting profile in Fig. 38c results in an increase of about 25% in Ra. Figure 38d shows the noise signal extracted from a publicly available video clip of a turning operation. Figure 38e shows the effect of adding the noise signal to a simulated profile in Fig. 38a, whereby the average roughness increases. Thus, the immediate increase in roughness observed by some authors could be due to the direct effect of tool vibration during turning. Subsequent wear of the tool could lead to a further increase in Ra due to increased friction between the tool and workpiece or it could lead to unpredictable roughness as reported by others [29, 49]. The use of one type of cutting fluid could reduce the amount of flank wear more compared with another type and, therefore, decrease the vibration amplitude and, hence, reduce Ra. However, in cases where the authors compare the surface roughness after the last pass of the tool, such as Özbek and Saruhan [55], the reduction in Ra could be due to excessive lateral deformation of the workpiece profile caused by a badly worn tool.

Effect of adding vibration to simulated profile. a Simulated profile. b Mathematically generated vibration signal. c Combined profile. d Machining noise representing vibration. e Machining noise vibration superimposed onto simulated profile
The workpiece surface formation during turning results from two compounding effects, namely the profile of the cutting tool edge which in direct contact with the workpiece surface and tool vibration caused by chatter. In the absence of tool wear and vibration, the surface generated will be the ideal negative profile of the workpiece as illustrated in Fig. 38a. The combined effect of wear and vibration will cause the profile to deviate from that of the ideal profile. The deviation will not be limited merely to height variations of the profile as quantified by Ra. The profile may change both in the radial direction during turning, i.e., height variations, and in the axial direction, i.e., feed direction. The damage to the tool will be depicted by profile changes in both directions. By observing only the average absolute height of the profile and concluding that the cutting fluid or cooling method that produces the lowest height is the best could be incorrect, particularly if the roughness is below the theoretical roughness value.
Roughness parameters that include or solely quantify the lateral changes to the profile, such as the hybrid and spacing roughness parameters, could, to some extent, provide more reliable measures of the changes that occur on the workpiece. These parameters are rarely investigated in cutting fluid or cooling method studies. Hybrid parameters, such as the root-mean-square slope of the profile, combine both the height and lateral changes to the profile. Nevertheless, they may not capture the microscopic changes to the profile accurately due to the local averaging effect of these parameters. A more reliable approach would be by analyzing the surface using cross-correlation or wavelet transforms [56]. The former method will be more effective in detecting gradual deviation of the freshly machined surface from the ideal surface compared with the wavelet transform approach, which is highly dependent upon the type of mother wavelet selected. Therefore, the potential of the cross-correlation method, which has not been previously explored to study the effect of vegetable oils during turning, will be explained in greater detail.
Cross-correlation is essentially a measure of similarity between two signals. One signal is shifted continuously and correlated with another signal at different lag distances. For digitized signals, the digital cross-correlation method can be expressed mathematically by Eq. (2),
where C is the cross-correlation coefficient and τ is the lag distance.
Figures 39a and b show the simulated profiles extracted from Fig. 37a and b, respectively, while Fig. 39c shows a plot of the normalized cross-coefficient between the two profiles obtained in MATLAB (version 2019b). The maximum correlation value is 0.9863. As the worn surface deviates further from the surface formed by an unworn tool, it can be seen that the maximum correlation value will decrease progressively. The addition of the noise signal in Fig. 38d to the ideal profile in Fig. 39a produces the profile shown in Fig. 39d and causes the maximum correlation to drop (0.9896). Since the maximum correlation coefficient shows how far a profile machined using a worn insert deviates from that machined using an unworn insert, it could be a more reliable measure of the effect of cutting fluids on the surface finish quality compare to Ra alone.

a Simulated ideal roughness profile, b profiled formed by a “worn” tool, c cross-correlation coefficient plot, and d simulated profile with vibration
Figures 40a and b demonstrate the effectiveness of the cross-correlation method when applied to real machined surfaces. These surfaces were produced during finish turning using a 0.8-mm radius tool at a feed rate of 0. 3 mm/rev and a depth of cut of 0.5 mm. Figure 40b–d show the normalized cross-correlation plots when correlating the surface produced at machining durations of 50, 100 and 150 mins with that machined after 1 min, while Fig. 40e compares the average roughness Ra with the deviation in the maximum normalized cross-correlation coefficient (MNCC). The deviation in MNCC value was determined by subtracting the maximum normalized cross-correlation coefficient from 1.0. Figure 40e shows that the average roughness Ra decreases between 1 to 100 min of machining time, but increases slightly after 100 min. of machining. However, the deviation in MNCC increases with machining time indicating an increasing deviation in the roughness profile from that machined using a new tool. Since a decrease in Ra is considered favorable in the literature, the example in Fig. 40 shows that the deviation in MNCC could be a more reliable measure of the changes occurring on the surface morphology as a consequence of tool wear.

a Surface profiles of workpiece at different machining time and the corresponding roughness and cross-correlation coefficients, b–d normalized cross-correlation plots for 50 min, 100 min, and 150 min machining time, respectively, and e comparison of Ra and deviation in maximum normalized cross-correlation coefficient
Figure 41a–d show sample images of surface profiles of the workpiece after 2.5 and 7.5 min of machining time and the corresponding extracted profiles. Machining was carried out under dry conditions on an AISI316 stainless steel specimen using a feed rate of 0.4 mm/rev and depth of cut of 0.5 mm. The tool nose flank wear during the two machining times was, respectively, 104 μm and 116 μm (Fig. 42). The effect of tool wear on the roughness profile can be clearly seen from the roughness profiles. Each profile was correlated with a profile simulated using the tool nose edge. Figure 43a shows the variation of the average roughness Ra and deviation in MNCC against machining time. The decrease in Ra seen in the figure in spite of an increase in nose flank wear clearly shows that Ra is not a reliable parameter for use in machinability studies. Similar results observed during wet turning using palm oil as cutting fluid are shown in Fig. 43b. The decrease in roughness during wet turning was more gradual compared with that during dry turning, likely due to the increased lubricating effect of the oil. The general increase in the deviation in MNCC for both conditions of machining shows that as cutting progresses, the surface deviates further from the ideal surface.

a Image of workpiece profile after 2.5 min of machining, b workpiece profile after 7.5 min of machining, c profile extracted from (a), and d profile extracted from (b)

Plot of nose flank wear against machining time in dry and wet turning using palm oil

Plots of average roughness (Ra) and deviation in MNCC against machining time for a dry turning and b wet turning using palm oil as cutting fluid
6 General discussion and conclusion
Vegetable oils have significant potential for use as cutting fluids in green and sustainable machining. In the published literature, the effectiveness of these oils has been assessed mainly by measuring tool major flank wear and average surface roughness Ra. In the absence of wear, the tool will produce distinctive tool marks on the surface of the workpiece due to the rotational motion of the workpiece and the longitudinal movement of the tool. Thus, for a given feed rate and tool nose radius, the roughness profile will have a minimum theoretical roughness value. A worn tool will have a larger effective nose radius compared with an unworn tool due to the flattening of the tool nose (Refs. [21, 22]) and, therefore, produces a lower Ra value. In the literature, a low value of Ra is considered to be favorable. However, measured Ra values that are lower than the theoretical value is an indication that the tool is worn at the nose region. On the other hand, measured Ra values much higher than the theoretical value is likely due to the presence of excessive vibration during machining.
The review of many papers where authors compared the effectiveness of various types of cutting fluids and cooling methods show one common anomaly, namely a decrease in roughness while flank wear increases. Some of the authors’ results clearly show that there is no correlation between flank wear and surface roughness. The reason for the lack of correlation is due to the type of wear and the type of roughness parameter measured. When the depth of cut is close to the tool nose radius or less than the nose radius the dominant type of wear that should be measured is the nose flank wear or nose radius wear rather than the major flank wear. Since the major flank region of the tool is not involved directly in the cutting action, it will have minimal and unpredictable effects on the surface roughness of the workpiece.
The use of Ra, which is essentially a measure of the average absolute height of the roughness profile above the mean line, as the single parameter to compare the effectiveness of various cutting fluid types poses several issues. Firstly, Ra does not carry any information about the actual form of the profile. A roughness profile having regular distinctive tool marks, typically obtained when the tool is new, may have a higher Ra value compared with a profile that has been flattened and damaged laterally due to excessive wear. Secondly, Ra does not carry any information about the changes to the morphology of the surface profile and, therefore, when used alone could potentially lead to wrong conclusions. Since an ideal turned surface will have distinctive tool marks, one promising method to measure changes to the surface morphology would be the use of cross-correlation as proposed in this paper. A decrease in the maximum normalized cross-correlation coefficient could be a reliable indicator of the deviation of the surface from the ideal surface as a result of tool wear. Besides cross-correlation, other methods such as wavelet transforms, Fourier transforms, artificial neural networks, and machine learning could be explored to accurately quantify the changes undergone by the workpiece surface profile as a consequence of tool wear. Such methods could provide a more reliable measure of the effectiveness of vegetable oils as cutting fluids during machining compared with the simplistic average roughness Ra, which was introduced when surface roughness measurement was still in its infancy [57].
Data availability
The data used in the experiments reported in this paper will be made available upon request.
References
Liang X, Liu Z, Wang B (2019) State-of-the-art of surface integrity induced by tool wear effects in machining process of titanium and nickel alloys: A review. Measurement 132:150–181. https://doi.org/10.1016/j.measurement.2018.09.045
Sales WF, Schoop J, da Silva LRR, Machado ÁR, Jawahir IS (2020) A review of surface integrity in machining of hardened steels. J Manuf Process 58:136–162. https://doi.org/10.1016/j.jmapro.2020.07.040
Khanna N, Agrawal C, Dogra M, Pruncu CI (2020) Evaluation of tool wear, energy consumption, and surface roughness during turning of inconel 718 using sustainable machining technique. J Mater Res Technol 9(3):5794–5804. https://doi.org/10.1016/j.jmrt.2020.03.104
Agrawal C, Wadhwa J, Pitroda A, Pruncu CI, Sarikaya M, Khanna N (2021) Comprehensive analysis of tool wear, tool life, surface roughness, costing and carbon emissions in turning Ti–6Al–4 V titanium alloy: Cryogenic versus wet machining. Tribol Int 153:106597. https://doi.org/10.1016/j.triboint.2020.106597
Şirin Ş, Sarıkaya M, Yıldırım ÇV, Kıvak T (2021) Machinability performance of nickel alloy X-750 with SiAlON ceramic cutting tool under dry. MQL and hBN mixed nanofluid-MQL Tribol Int 153:106673. https://doi.org/10.1016/j.triboint.2020.106673
Ratnam MM (2017) Factors Affecting Surface Roughness in Finish Turning. Reference Module in Materials Science and Materials Engineering. Comprehen Mater Finishing 1:1–25. https://doi.org/10.1016/B978-0-12-803581-8.09147-5
Ranjan P, Hiremath SS (2019) Role of textured tool in improving machining performance: A review. J Manuf Process 43:47–73. https://doi.org/10.1016/j.jmapro.2019.04.011
Chen Z, Lin Peng R, Zhou J, M’Saoubi R, Gustafsson D, Moverare J (2019) Effect of machining parameters on cutting force and surface integrity when high-speed turning AD 730™ with PCBN tools. Int J Adv Manuf Technol 100:2601–2615. https://doi.org/10.1007/s00170-018-2792-1
Mia M, Khan MA, Dhar NR (2017) High-pressure coolant on flank and rake surfaces of tool in turning of Ti-6Al-4 V: investigations on surface roughness and tool wear. Int J Adv Manuf Technol 90:1825–1834. https://doi.org/10.1007/s00170-016-9512-5
Bhushan RK, Kumar S, Das S (2010) Effect of machining parameters on surface roughness and tool wear for 7075 Al alloy SiC composite. Int J Adv Manuf Technol 50:459–469. https://doi.org/10.1007/s00170-010-2529-2
Zheng G, Xu R, Cheng X, Zhao G, Li L, Zhao J (2018) Effect of cutting parameters on wear behavior of coated tool and surface roughness in high-speed turning of 300 M. Measurement 125:99–108. https://doi.org/10.1016/j.measurement.2018.04.078
Lawal SA, Choudhury IA, Nukman Y (2013) Developments in the formulation and application of vegetable oil-based metalworking fluids in turning process. Int J Adv Manuf Technol 67:1765–1776. https://doi.org/10.1007/s00170-012-4607-0
Wickramasinghe KC, Sasahara H, Rahim EA, Perera GIP (2020) Green metalworking fluids for sustainable machining applications: A review. J Clean Prod 257:120552. https://doi.org/10.1016/j.jclepro.2020.120552
Sharma AK, Tiwari AK, Dixit AR (2016) Effects of minimum quantity lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids: A comprehensive review. J Clean Prod 127:1–18. https://doi.org/10.1016/j.jclepro.2016.03.146
Singh R, Dureja JS, Dogra M, Gupta MK, Mia M (2019) Influence of graphene-enriched nanofluids and textured tool on machining behavior of Ti-6Al-4 V alloy. Int J Adv Manuf Technol 105(1-4):1685–1697. https://doi.org/10.1007/s00170-019-04377-8
Yu S, Le G, Bi L, Liu Z, Chen D (2016) Performance evaluation of nanofluid MQL with vegetable-based oil and ester oil as base fluids in turning. Int J Adv Manuf Technol 83:2083–2089. https://doi.org/10.1007/s00170-015-7730-x
Wang X, Li C, Zhang Y, Ding W, Yang M, Gao T, Cao H, Xu X, Wang D, Said Z, Debnath S, Jamil M, Muhammad Ali H (2020) Vegetable oil-based nanofluid minimum quantity lubrication turning: Academic review and perspectives. J Manuf Process 59:76–97. https://doi.org/10.1016/j.jmapro.2020.09.044
Qu S, Sun F, Zhang L, Li X (2014) Effects of cutting parameters on dry cutting of aluminum bronze alloy. Int J Adv Manuf Technol 70:669–678. https://doi.org/10.1007/s00170-013-5298-x
Dhar NR, Kamruzzaman M, Ahmed M (2006) Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel. J Mater Process Technol 172(2):299–304. https://doi.org/10.1016/j.jmatprotec.2005.09.022
Hadad M, Sadeghi B (2013) Minimum quantity lubrication-MQL turning of AISI 4140 steel alloy. J Clean Prod 54:332–343. https://doi.org/10.1016/j.jclepro.2013.05.011
Kwon Y, Ertekin Y, Tseng T-L (2004) Characterization of tool wear measurement with relation to the surface roughness in turning. Machining Science and Technology: An International Journal 8(1):39–51. https://doi.org/10.1081/MST-120034239
Tang L, Sun Y, Li B, Shen J, Meng G (2019) Wear performance and mechanisms of PCBN tool in dry hard turning of AISI D2 hardened steel. Tribol Int 132:228–236. https://doi.org/10.1016/j.triboint.2018.12.026
ISO 3685:1993 – Tool-life testing with single-point turning tools. International Organization for Standardization, Geneva, Switzerland.
Qu J, Shih AJ (2003) Analytical surface roughness parameters of a theoretical profile consisting of elliptical arcs. Mach Sci Technol 7(2):281–294. https://doi.org/10.1081/MST-120022782
Suyama DI, Diniz AE, Pederiva R (2017) Tool vibration in internal turning of hardened steel using cBN tool. Int J Adv Manuf Technol 88:2485–2495. https://doi.org/10.1007/s00170-016-8964-y
Shahabi HH, Ratnam MM (2009) In-cycle monitoring of tool nose wear and surface roughness of turned parts using machine vision. Int J Adv Manuf Technol 40:1148–1157. https://doi.org/10.1007/s00170-008-1430-8
Khan MMA, Mithu MAH, Dhar NR (2009) Effects of minimum quantity lubrication on turning AISI 9310 alloy steel using vegetable oil-based cutting fluid. J Mater Process Technol 209(15):5573–5583. https://doi.org/10.1016/j.jmatprotec.2009.05.014
Vamsi Krishna P, Srikant RR, Nageswara Rao D (2010) Experimental investigation on the performance of nanoboric acid suspensions in SAE-40 and coconut oil during turning of AISI 1040 steel. Int J Mach Tools Manuf 50(10):911–916. https://doi.org/10.1016/j.ijmachtools.2010.06.001
Marques A, Suarez MP, Sales WF, Machadob ÁR (2019) Turning of Inconel 718 with whisker-reinforced ceramic tools applying vegetable-based cutting fluid mixed with solid lubricants by MQL. J Mater Process Technol 266:530–543. https://doi.org/10.1016/j.jmatprotec.2018.11.032
Ozcelik B, Kuram E, Cetin MH, Demirbas E (2011) Investigations of vegetable based cutting fluids with extreme pressure during turning of AISI304L. Tribol Int 44:1864–1871. https://doi.org/10.1016/j.triboint.2011.07.012
Sani ASA, Rahim EA, Sharif S, Sasahara H (2019) The influence of modified vegetable oils on tool failure mode and wear mechanisms when turning AISI 1045. Tribol Int 129:347–362. https://doi.org/10.1016/j.triboint.2018.08.038
Padmini R, Vamsi Krishna P, Krishna Mohana Rao G (2016) Effectiveness of vegetable oil based nanofluids as potential cutting fluids in turning AISI1040 steel. Tribol Int 94:490–501. https://doi.org/10.1016/j.triboint.2015.10.006
Gadelmawla ES, Koura MM, Maksoud TMA, Elewa IM, Soliman HH (2002) Roughness parameters. J Mater Process Technol 123(1):133–145. https://doi.org/10.1016/S0924-0136(02)00060-2
Mia M, Gupta MK, Singh G, Krolczyk G, Pimenov DY (2018) An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. J Clean Prod 187:1069–1081. https://doi.org/10.1016/j.jclepro.2018.03.279
Srikant RR, Ramana VSNV (2015) Performance evaluation of vegetable emulsifier based green cutting fluid in turning of American Iron and Steel Institute (AISI) 1040 steel - an initiative towards sustainable manufacturing. J Clean Prod 108:104–109. https://doi.org/10.1016/j.jclepro.2015.07.031
Pervaiz S, Rashid A, Deiab I, Nicolescu CM (2016) An experimental investigation on effect of minimum quantity cooling lubrication (MQCL) in machining titanium alloy (Ti6Al4V). Int J Adv Manuf Technol 87(5-8):1371–1386. https://doi.org/10.1007/s00170-016-8969-6
Yıldırım ÇV (2020) Investigation of hard turning performance of eco-friendly cooling strategies: Cryogenic cooling and nanofluid based MQL. Tribol Int 144:106127. https://doi.org/10.1016/j.triboint.2019.106127
Xavior MA, Adithan M (2009) Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. J Mater Process Technol 209(2):900–909. https://doi.org/10.1016/j.jmatprotec.2008.02.068
Satheesh Kumar B, Padmanabhan G, Vamsi Krishna P (2015) Experimental investigations of vegetable oil based cutting fluids with extreme pressure additive in machining of AISI 1040 steel. Manuf Sci Technol 3(1):1–9. https://doi.org/10.13189/mst.2015.030101
Tazehkandi AH, Shabgard M, Pilehvarian F (2015) On the feasibility of a reduction in cutting fluid consumption via spray of biodegradable vegetable oil with compressed air in machining Inconel 706. J Clean Prod 104:422–435. https://doi.org/10.1016/j.jclepro.2015.05.039
Sharma J, Sidhu BS (2014) Investigation of effects of dry and near dry machining on AISI D2 steel using vegetable oil. J Clean Prod 66:619–623. https://doi.org/10.1016/j.jclepro.2013.11.042
Ali MAM, Azmi AI, Murad MN, Zain MZM, Khalil ANM, Shuaib NA (2020) Roles of new bio-based nanolubricants towards eco-friendly and improved machinability of Inconel 718 alloys. Tribol Int 144:106106. https://doi.org/10.1016/j.triboint.2019.106106
Rahman SS, Ashraf MZI, Nurul Amin AKM, Bashar MS, Ashik MFK, Kamruzzaman M (2019) Tuning nanofluids for improved lubrication performance in turning biomedical grade titanium alloy. J Clean Prod 206:180–196. https://doi.org/10.1016/j.jclepro.2018.09.150
Yıldırım CV, Sarıkaya M, Kıvak T, Şirin Ş (2019) The effect of addition of hBN nanoparticles to nanofluid-MQL on tool wear patterns, tool life, roughness and temperature in turning of Ni-based Inconel625. Tribol Int 134:443–456. https://doi.org/10.1016/j.triboint.2019.02.027
Yıldırım CV (2019) Experimental comparison of the performance of nanofluids, cryogenic and hybrid cooling in turning of Inconel 625. Tribol Int 137:366–378. https://doi.org/10.1016/j.triboint.2019.05.014
Kamata Y, Obikawa T (2007) High speed MQL finish-turning of Inconel 718 with different coated tools. J Mater Process Technol 192–193:281–286. https://doi.org/10.1016/j.jmatprotec.2007.04.052
Dhar NR, Kamruzzaman M (2007) Cutting temperature, tool wear, surface roughness and dimensional deviation in turning AISI-4037 steel under cryogenic condition. Int J Mach Tool Manu 47:754–759. https://doi.org/10.1016/j.ijmachtools.2006.09.018
Rajaguru J, Arunachalam N (2020) A comprehensive investigation on the effect of flood and MQL coolant on the machinability and stress corrosion cracking of super duplex stainless steel. J Mater Process Technol 276:116417. https://doi.org/10.1016/j.jmatprotec.2019.116417
Niaki FA, Mears L (2017) A comprehensive study on the effects of tool wear on surface roughness, dimensional integrity and residual stress in turning IN718 hard-to-machine alloy. J Manuf Process 30:268–280. https://doi.org/10.1016/j.jmapro.2017.09.016
Wang C, Lin H, Wang X, Zheng L, Xiong W (2017) Effect of different oil-on-water cooling conditions on tool wear in turning of compacted graphite cast iron. J Clean Prod 148:477–489. https://doi.org/10.1016/j.jclepro.2017.02.014
Tazehkandi AH, Pilehvarian F, Davoodi B (2014) Experimental investigation on removing cutting fluid from turning of Inconel 725 with coated carbide tools. J Clean Prod 80:271–281. https://doi.org/10.1016/j.jclepro.2014.05.098
Cantero JL, Díaz-ÁLvarez J, Miguélez MH, Marín NC (2013) Analysis of tool wear patterns in finishing turning of Inconel 718. Wear 297(1-2):885–894. https://doi.org/10.1016/j.wear.2012.11.004
Bruni C, Forcellese A, Gabrielli F, Simoncini M (2008) Hard turning of an alloy steel on a machine tool with a polymer concrete bed. J Mater Process Technol 202:493–499. https://doi.org/10.1016/j.jmatprotec.2007.10.031
Yıldırım CV, Kıvak T, Sarıkaya M, Sirin S (2020) Evaluation of tool wear, surface roughness/topography and chip morphology when machining of Ni-based alloy 625 under MQL, cryogenic cooling and Cryo MQL. J Mater Res Technol 9(2):Z2079–Z2092. https://doi.org/10.1016/j.jmrt.2019.12.069
Özbek O, Saruhan H (2020) The effect of vibration and cutting zone temperature on surface roughness and tool wear in eco-friendly MQL turning of AISI D2. J Mater Res Technol 9(3):2762–2772. https://doi.org/10.1016/j.jmrt.2020.01.010
Lee WK, Ratnam MM, Ahmad ZA (2017) Detection of chipping in ceramic cutting inserts from workpiece profile during turning using fast Fourier transform (FFT) and continuous wavelet transform (CWT). Precis Eng 47:406–423. https://doi.org/10.1016/j.precisioneng.2016.09.014
Whitehouse DJ, Reason RE (1965) Equation of Meanline of Surface Texture Found by an Electric Wave Filter. Rank Organization Technical Monograph, Rank Taylor Hobson Division, Leicester, United Kingdom
Acknowledgments
The authors would like to thank Universiti Sains Malaysia for the offer of the Research University (RU) grant (no. 1001.PMEKANIK.8014013) that enabled this research to be carried out.
Funding
The work reported in this research was funded jointly by the Universiti Sains Malaysia Research University (RU) grant (Grant no. 1001.PMEKANIK.8014013) and the Ministry of Education (Malaysia) Fundamental Research Grant (Grant no. 203.PMEKANIK.6071427).
Author information
Authors and Affiliations
Contributions
The first author (Mohd Naqib Derani) was responsible for gathering the publications reviewed in this paper and writing the first draft. The corresponding author (Mani Maran Ratnam) was responsible for revising the manuscript and proposing improved measures of surface deterioration during turning.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest.
Ethical approval
Not applicable.
Consent to Participate
Not applicable.
Consent for publication
Not applicable.
Code availability
The MATLAB code used in the research is available upon request.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Derani, M.N., Ratnam, M.M. The use of tool flank wear and average roughness in assessing effectiveness of vegetable oils as cutting fluids during turning—a critical review. Int J Adv Manuf Technol 112, 1841–1871 (2021). https://doi.org/10.1007/s00170-020-06490-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06490-5