
Abstract
This paper proposes a hybrid approach to develop a rough-cut process planning for quality. The approach aims to determine key process alternatives with an adequate process capability by systematic quality planning and assessment methods during the initial planning stage of the product development cycle. It consists of four steps: (1) identification of quality characteristics (2) planning of the process quality by combining quality function deployment (QFD) with the process failure mode and effect analysis (FMEA) (3) a selection of process alternatives, and (4) an assessment of process quality through a quality measure index, called the composite process capability (CCP). The process alternatives with an adequate CCP selected during the early design stage can then be not only used as the guidelines for detailed process planning but also as feedback for the product design and other functions for design evaluation and improvement. This approach is helpful to reduce or even eliminate the iterations of modification of process plans. A prototype system called the rough-cut process planning for quality (RPPFQ) has been developed for validation. A case study concerned with a satellite frame part is presented to illustrate the approach and prototype system in this paper.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The fundamental task of product development is to design and validate the product and its production processes. Around 80% of the product quality is determined in the early stage of the product development cycle [1]. It is necessary to consider quality and improvement during the product development process by incorporating the principles, tools and methods at every stage of product development [2, 3, 4]. In the process planning stage of product development, therefore, determining the appropriate process alternatives of an adequate process capability is crucial to assure product quality [2]. The purpose of process planning is to select and define the processes that have to be performed in order to convert the raw materials into final products [5]. Cost and throughput are secondary objectives, and available resources act as constraints [6]. The task of process planning generally includes [5, 6, 7, 8, 9]:
-
i.
The identification of design requirements
-
ii.
The design or selection of stock
-
iii.
The selection of machining processes/methods
-
iv.
The selection of machine tools
-
v.
The planning of the fixturing method and the selection of fixtures
-
vi.
The selection of cutting tools
-
vii.
The sequencing of operations
-
viii.
The determination of operational dimensions and tolerances
-
ix.
The selection of cutting conditions
-
x.
The determination of tool paths
-
xi.
The generation of CNC programs
-
xii.
The calculation of time and cost
-
xiii.
The documentation of process plans
Process planning is an incremental activity according to the availability and completeness of design information [9, 10, 11]. It can be broadly divided into two levels: rough-cut (or called preliminary) and detailed process planning. Rough-cut process planning generally refers to tasks (i)-(vi) mentioned above, while detailed process planning refers to the rest, i.e., tasks (vii)-(xiii) [5, 6, 8]. Rough-cut process planning allows for balancing the product characteristics and the process capabilities so that a broad technology spectrum can be taken into consideration that serves for the generation of various manufacturing alternatives in the early phases of product design [6, 11]. It mainly performs the primary objective (quality) of process planning, and it does not need the full product model information. Rough-cut process planning, therefore, can be easily integrated with the product design tasks [10, 11]. On the contrary, detailed process planning mainly performs secondary objectives (cost and throughput/time) so that the detailed process plans, including specific operation sequences, cutting steps and tool paths, cutting parameters, etc., can be determined and further optimised based on the given cost and time targets [5, 6]. Since it requires the full and detailed product model information, detailed process planning has to be performed after finishing the product design.
Many computer-aided process-planning (CAPP) systems have been developed in recent decades. Most of them, however, are mainly limited to detailed process planning which semi-automatically or interactively generates detailed process plans after obtaining full product model information which is often represented by a feature-based model [13, 14, 15, 16, 17]. Only a few efforts focus on the rough-cut process planning that has significant impacts on manufacturing quality, cost and lead-time [9, 10, 11, 12, 18]. Maropolous et al. presented a new, time-based process planning architecture that consists of three levels corresponding to aggregate, management and detailed planning [10]. An aggregate process planning tool-kit, which is aimed to give the designer a way of visualising the likely production consequences of design decisions, has been developed. Such aggregate process planning enables the identification of production technology requirements, the selection of processes and equipment, the generation of a production route, the evaluation of a factory configuration, and the rapid evaluation of what-if scenarios concerning product configuration and processing options, but it is not related to quality [10]. Chu et al. proposed a prototype-based incremental process planning methodology [9]. A process plan prototype is defined as an abstract representation of a normal detailed process plan, and it is determined only by a few crucial surfaces of a product. Feng and Zhang developed a conceptual process-planning prototype for the preliminary manufacturability assessment of conceptual design in the early product design stage [12]. It aims at determining manufacturing processes, selecting resources and equipment and roughly estimating the manufacturing cost. Mukherjee and Liu presented a preliminary process planning approach to determine the manufacturing operations involved in creating the product geometry [18]. Based on the sketching abstractions representing the functionally crucial geometry, a preliminary list of processes for die operations can be created through a heuristic procedure.
Although the abovementioned efforts involved in rough-cut process planning are made to improve integrated/concurrent product development, in which manufacturing cost, machining time and resource utilisation are usually used as optimisation or assessment indices for process planning, very few quality concerns are incorporated into process planning and management [7, 19]. However, in order to prevent the costly redesigns and engineering changes due to quality problems in the subsequent product development and manufacturing stages, there is a need to determine key process alternatives with an adequate process capability during rough-cut process planning, and to validate these alternatives before generating the detailed process plans.
This paper proposes an effective hybrid approach for rough-cut process planning for quality (RPPFQ), which aims to identify the qualified key process alternatives at the early product development stage. As shown in Fig. 1, linking with CAD and CAPP, RPPFQ, supported by quality methods and tools as well as process quality knowledge, is responsible for selecting key process alternatives with an adequate process capability (the primary control criterion). Next, such key process alternatives serve as guidelines for the CAPP to generate the detailed process plans for production. RPPFQ also gives feedback about some important information such as process capability, cost, tradeoffs and redesign suggestions to the product designer at the early design stage. RPPFQ can thus be considered as a design for quality tool for product development.

The role of RPPFQ
This paper is organised as follows. The following section presents the methodology of RPPFQ. The prototype of RPPFQ is then described. A case study of the application of the proposed methodology of a thin-walled frame part is presented, and then finally, the last section presents the concluding remarks and directions for further work.
2 The methodology of RPPFQ
RPPFQ is a methodology to determine the process alternatives meeting quality requirements before knowing the details of new products. We propose a four-step process, as shown in Fig. 2, to guide the planning team through the process alternative selection procedures. RPPFQ is a systematic and structured planning process, in which each step is supported by appropriate methods and tools. The four steps are:

The process of RPPFQ
-
The identification of quality characteristics;
-
The planning of process quality;
-
The selection of process alternatives;
-
The assessment of process quality.
2.1 The identification of quality characteristics
The task of this step is to identify product quality characteristics, especially the key quality characteristics, and to determine their weights (the relative importance) through analysing product information. Quality characteristics are the quality requirements indicated in the product engineering drawing. They are generally classified into four categories:
-
geometric characteristics (such as dimension and tolerance), mechanical characteristics (such as hardness and strength), physical characteristics (such as weight) and
-
chemical characteristics (such as the chemical ingredients of the component material).
As for machining, it mainly focuses on assuring the geometric characteristics, covering the size, the dimension tolerance, the geometric tolerance and roughness, etc. According to their importance to the product, the quality characteristics are generally classified into four classes: the key characteristics, the very important characteristics, the important characteristics and the ordinary characteristics. The relative importance of multiple quality characteristics in a product/component can be calculated according to their importance classes described as mentioned above. It is notable that rough-cut process planning always focuses on key, very important and important characteristics. A product/component generally owns multiple quality characteristics. In order to facilitate the identification of quality characteristics, the following three approaches are adopted.
2.1.1 Inheritation
For a specific component, the common quality characteristics are inherited from the similar component family. Such characteristics are the connotative requirements of quality assurance. For instances, the axiality and surface hardness of two shaft necks are the common characteristics of shafts. Hence, a specific shaft can inherit the above characteristics from the shaft family. In the same way, the thickness of the key wall and the geometric tolerance of the jointing hole of the frame family can be inherited by a specific frame, such as the window frame of a spaceship. Components generally are classified into a number of families such as shaft, box, beam, disk, frame and so on. For each family, based on the common properties and functional requirements of all the components, common quality characteristics can be extracted and stored into the database. Therefore, for the process planning of a new component, its common quality characteristics can be inherited from the similar component family.
2.1.2 Automatic identification
Apart from common quality characteristics, each component may have some specific or particular characteristics. Such quality characteristics are required to be identified automatically by an identification tool, which is a set of subroutines that is able to identify characteristics based on the product model information and certain benchmarks. For example, if the precision grade of a hole diameter is equal to or less than the seventh level (IT 7), which is regarded as the hole benchmark, then the diameter can be identified and regarded as a key quality characteristic. The precision grade can be calculated by comparing the tolerance and the size of diameter. Such approach is essential to find the key and very important quality characteristics.
2.1.3 Interactive identification
As an supplement to the abovementioned two approaches, interactive identification identifies the quality characteristics through negotiation or discussion among members of the process quality team, which consists of product designers, process planners quality engineers and workshop people. Using the three approaches mentioned above, the quality requirements of a product/component could be converted into a set of quality characteristics.
2.2 The planning of process quality
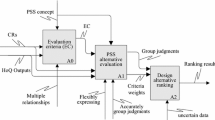
The task of this step is to translate quality characteristics into process elements and their target levels. Figure 3 illustrates how the hybrid quality planning approach plans the process quality by using the quality function deployment (QFD) together with the process failure mode and effect analysis (FMEA).

An illustration for process planning for quality with a hybrid approach of a combined QFD with a process FMEA
As shown in Fig. 3, during the process planning for quality, a process quality team, which consists of designer, process planner, quality engineer and workshop people, should be organised. In the off-line process planning for quality, based on the team's experience and knowledge, the QFD addresses additive and positive quality with a planning perspective, and establishes the house of quality (HOQ), and translates the quality characteristics into a set of process elements and their target levels [20]. A process element is a facet that significantly influences quality characteristics. Process elements generally cover the machining method, the machine tool, the assembly tool, the fixturing scheme, the tool path mode, the cutting condition, the workpiece structure, etc. The capability of each process element is measured by one or more quality measures or indicators. For examples, "precision level" for the machining method, and "deformation" and "locating error" for the fixturing scheme are quality measures of process elements. Such indicators should be selected in accordance with the features of the component and its manufacturing processes. For examples, for a thin-walled component, "deformation" is suitable to be used as the indicator of the fixturing mode rather than the "locating error". The indicator value or score of a process element is the process quality level designed or planned during process planning. In order to achieve the process quality level, it is necessary to further select or design appropriate process alternatives. For instance, the finishing turning may be selected as the machining method if the required process quality level is the 7th grade of precision; and the finial fixturing scheme should be selected for the fixturing mode if the locating error is not allowed to be more than 0.02 mm.
On the other hand, an augmented process FMEA as a process quality tool can be incorporated into the QFD. The process FMEA, which is more of a production-oriented problem solving technique focusing on process quality [20], accounts for incorporating the process failure knowledge involved in the similar or the historical component to the QFD for process planning. As shown in Fig. 3, most quality characteristics in the process FMEA should be included in the QFD. The correction directions in the FMEA are useful for determining appropriate process elements, while the RPN values are applicable in determining relationships between the quality characteristics and the process elements in HOQ.
Therefore, with the teamwork of the process quality team as an enabler, the QFD and the process FMEA can be combined as a hybrid approach to effectively plan the process quality. QFD acts as the guardian to the voice of the designer (the internal customer of process planning) from the perspective of positive quality, while the process FMEA acts as the guardian to the voice of engineers (the quality engineer and the workshop people, etc.) from the perspective of negative quality. Combining these two quality tools could facilitate tackling the issues of the planning of process quality.
2.3 The selection of process alternatives
After the planning for quality, the task of this step is to select the appropriate process alternatives for each process element, based on the requirement levels determined in the previous step and the product model information, as well as the manufacturing resource information of the factory. The selection of process alternatives, which is also called the decision-making of the process element, is the most flexible and crucial task of process planning [21].
Figure 4a describes in general the decision-making model of a process element. Besides the process knowledge, it can also be expressed as:

The decision-making model of the process element
where f is the decision-making operator. X is an input parameter vector and X=[x 1,x 2,...,x m ]T , while Y is a output parameter vector and Y=[y 1,y 2,...,y n ]T. x i(i=1,2,...,m) and y j (j=1,2,...,n) may be a quantitative or qualitative parameter. Figure 4b is an example of the decision-model for selecting the fixturing scheme. The decision-making operator f performs the logic of selecting process alternatives. For knowledge-based process planning, f can be implemented by a rule-based inference engine, an artificial neuro-network (ANN) model, and a human expert.
Rule-based inference is the most widely used approach to the decision-making of process alternatives because it is especially convenient in representing procedural knowledge [5]. In a rule-based decision-making system or module, the input vector X of the general decision-making model becomes a variable list of the rule antecedents, while the output vector Y is the rule consequence. For example, if the process element is "machining method", its input parameters generally include material, feature type, size, tolerance grade, roughness, and the machining method type is the output parameter. Hence, the decision-making logic for selecting a machining method can be implemented by a set of production rule illustrated as follows:
- IF:
-
(material = "STEEL") AND
(feature type = "HOLE") AND
(size <= 30) AND
(tolerance grade = IT8) AND
(roughness >= 3.2)
- THEN:
-
(machining method type = "REAMING")
The ANN model is another important approach in selecting the process alternatives of process elements. In an ANN-based decision-making system or module, the decision-making logic is contained in a two or multiple layer neural network, while X and Y is the neural network's input and output vectors, respectively. The ANN model is quite suitable for data-intensive decision-making [5, 8], which deals with a large amount of input data during the detailed product design and detailed process planning stage [22, 23], but may not be suitable for rough-cut process planning.
In this paper, the rule-based inference is adopted to automatically select process alternatives for process elements because rough-cut process planning does not involve data-intensive decision-making. In addition, a human expert can also interactively select process alternatives through a user-friendly interface. No matter which approach is used, a rule-based inference or a human expert, the most important issue is how to realise the adaptability or flexibility of process element because the decision-making logic of a process element is different from one company to another. Software components provide promising solutions for this issue. A software component is a unit of composition with contractually specified interfaces and explicit context dependencies only. It can be deployed independently and is subject to composition by third parties [24]. So far, there are three popular implementation specifications or standards for developing process planning software [25]: common object request breaker architecture (CORBA) maintained by the Object Management Group (OMG), JavaBeans, presented and supported by Sun Microsystems Corporation, and the component object model (COM) developed by Microsoft. Because the degree of of maturity and the number of software vendors of COM are higher than those of CORBA and JavaBeans, in our research we adopted COM to develop the software component of the process elements. It is well-suited to tackle the problem of decision-making flexibility so that the process alternative selection is able to adapt to the factory-specific selection logic and the process knowledge.
2.4 The assessment of process quality
The task of this step is to assess the process quality of the process alternatives with the measure of the process capability. However, we argue that the traditional process capability index, which is defined as the ratio of dispersion to tolerance i.e. C p =T/6σ, is not suitable for assessing the process alternatives during rough-cut process planning for quality since C p is only suitable for assessing the individual quality characteristic in one manufacturing step [26] and works well at the microlevel of manufacturing systems [27]. As for the rough-cut process planning of product development, it works at the macro level of manufacturing systems, in which multiple quality characteristics should be considered simultaneously so as to assess the overall or global process quality.
C p is only suitable for medium and large batch production modes because it requires the outputs (quality characteristics) of a manufacturing system following a statistical distribution pattern (normal or non-normal) so that their standard deviations (σ) can be determined [26]. Owing to lack of data from numerous process experiments at the early design stage, the standard deviation (σ) of a quality characteristic cannot easily be obtained. The traditional C p , hence should not be simply used to assess the process capability of process alternatives selected in the rough-cut process planning.
In our research, we propose a new process quality measure—the composite process capability (CCP) as the approximate assessment criteria for the process quality of the process alternatives. It can be calculated, based on the information of the HOQ, through a three-step assessment procedure. The procedure is described as follows:
2.4.1 a. Estimating the capability of the process element
Based on the process alternative (the result of the decision-making of process element), the capability of each process element, referred to from now on as an element capability, is defined as:
where
- Ce j :
-
= the element capability index of the jth process element (e j ) ;
- x j :
-
= the quality measure of the jth process alternative (a j );
- x j 0, x j min and x j max :
-
= the standard or benchmark, the lower limit and the upper limit of the process element measure, respectively;
- γ j :
-
= the amendatory coefficient set by the empirical machining data, and γ j >0;
- n :
-
= the number of the process element.
The capability index (Ce) of process element is centred on 1. This is in accordance with the feature of the traditional process capability index (C p ). The more the quality index value deviates from the benchmark (x 0), the more the Ce deviates from 1. Ce<1 indicates that the capability of process element decreases, whereas Ce>1 indicates that the capability of the process element increases. In this step, it is very important to choose the benchmark or standard process alternatives whose quality measure is x j 0 (j=1,2,...n), against which all other process alternatives of each process element can be assessed. The standard process alternative is generally either an enterprise standard or a straightforward process alternative with which the team members are very familiar. It can be a successfully available process alternative, or an earlier generation of the manufacturing process.
2.4.2 b. Estimating the capability of the quality characteristic
Assuming that the element capability (Ce j ) affects the quality characteristic in a linear fashion, the assurance capability of each quality characteristic can be estimated by the following formula:
where
- Cp i :
-
= the capability of the ith quality characteristic (q i );
- w ij :
-
= the coefficient of the relationship between the ith quality characteristic(q i ) and the jth process element (e j ), and \({{\sum\limits_{j = 1}^n {w_{{ij}} } } = 1}\);
- m :
-
= the number of quality characteristics;
Cp i indicates the degree for assuring the quality characteristic (q i ) under a combined process alternative, noted by A=(a 1,a 2,...a n ), which has a set of quality measures, X=(x 1,x 2,...,x n ).
2.4.3 c. Estimating the composite process capability of all quality characteristics
The CCP reflects the overall degree of assuring all the quality characteristics. There are two basic approaches to estimate the overall effect of multiple attributes, namely, the additive fashion and the multiplicative fashion. Owing to every quality characteristic possessing the right to veto on the overall process quality according to the trade-off strategies [28], we adopt the multiplicative fashion to calculate the CCP as follows:
where v i is relative importance of the ith quality characteristic (q i ) and 0≤v i ≤1, \({{\sum\limits_{i = 1}^m {v_{i} } } = 1}\).
In nature, CCP reflects the overall capability level of process alternatives compared with the standard process alternatives. It can be easily determined that the CCP of the standard process alternatives, whose quality measures are X 0=(x 1 0 ,x 2 0,...,x n 0), is always equal to one. As a result, for the process alternatives selected during rough-cut process planning, a CCP of more than one indicates that the overall capability level increases and the probability for assuring all quality characteristics is higher than the standard process alternatives. On the contrary, a CCP of less than one indicates that the overall capability level decreases and the probability for assuring all quality characteristics is lower than the standard process alternatives. Therefore, it should always be expected that the CCP is higher than one during the rough-cut process planning.
As shown in Fig. 2, when CCP is less than one, the rough-cut process planning for quality has to go back to the previous steps. The basic procedure to tackle this issue is suggested as follows:
-
i.
First of all, process alternatives should be reselected in the third step until the CCP is greater than 1. The team should look for changes or combinations that improve the combined process alternatives.
-
ii.
If there are still no suitable process alternatives existing between the lower and upper limit measures of process elements, the rough-cut process planning will have to go back to the second step to re-plan the process quality. For example, some new process elements may be focused upon so that process alternatives can be innovated and improved.
-
iii.
If all the above procedures fail to obtain a CCP greater than one, the product must be redesigned or modified so as to improve its quality and manufacturability. In most cases, one or more quality characteristics should be relaxed so that they can be assured by appropriate process alternatives under feasible manufacturing techniques.
3 A prototype system
Based on the above methodologies, a prototype called RPPFQ has been developed. Figure 5 shows the three-layer structure model of this prototype as well as the commercial CAD/CAM system (Pro/Engineer), which was responsible for designing the product.

A structure of RPPFQ
The application layer consists of four modules corresponding to the four steps described in an earlier section, namely, the identification of the quality characteristics, the planning of process quality, the selection of process alternatives and the assessment of process quality. The module of the selection of process alternatives serves as an interactive interface to start up the decision-making logics and displays the results of each COM-based software component [24, 25] for process alternative decision-making in the business layer. In addition, this layer also deploys three auxiliary modules, namely: (1) the process quality project management that is responsible for organising and browsing all the product's relevant results generated by rough-cut process planning, including the product's header information, the quality characteristics, the process elements, the process alternatives and the parameters, etc. (2) the process element management that is responsible for deploying and maintaining all relevant information (e.g., the name, the quality measures and their benchmarks, the lower and upper limit, the decision-making parameters, etc.) about common process elements (3) the process alternative output that is responsible for generating process alternatives in the form of a spreadsheet such as a key operation sheet.
Business layer includes a set of process alternatives decision-making modules, which is realised by the COM component, to accomplish the selection logics of process elements. Each decision-making module owns one partial process knowledge base to select a partial process alternative for the process element under the available information (the product model, the manufacturing resources, the technique conditions) and to return the selected process alternative to the application layer through the COM interface.
The data layer is responsible for the importing, the storing and the maintaining, through an SQL server, all data during the process planning process. An unified and fully relevant information model, which links the quality model, the product model, the process model, and the resource model together, is established to maintain all data for the RPPFQ involved in the product design, the process planning, the quality management and the resource management. Such an information model is also useful in detailed process planning. The data required by the application layer and the business layer are obtained through a unified data access interface (ODBC/OLE DB/ADO, Open Data Base Connection/Object Linking and Embedding Data Base/Access Data Object).
4 A case study
Taking a middle frame of a satellite as an example, we can determine the key operation's process alternatives with the RPPFQ prototype. As illustrated in Fig. 5, before we perform rough-cut process planning for this product, the designer imports and stores the preliminary product model with limited product information (not the final product model) into the unified database by a data interface module, which is developed by using Pro/Toolkit, and aggregated with Pro/Engineer. Next, the RPPFQ system performs the procedures presented in an earlier section. Table 1 lists the process alternatives for each process element during the process alternative decision making. Figure 6 presents the overview interface of the prototype and shows a portion of the planning results, including the total CCP, the quality characteristics, the related process elements, and the process alternatives, about this middle frame case study.

An application example for a middle frame of the satellite
First of all, in the first step, the identification of quality characteristics, five quality characteristics are identified as shown in Fig. 6. Among these characteristics, q5 ("wall thickness", "important") is inherited from a similar "frame" product family whose common characteristics have been already defined and stored in the characteristics library. It should be noted that only the name and the importance of a characteristic are inherited from a similar product, while the value and the scope of a characteristic needed to be determined according to the specific product model information. Through the identification tool, q1, q2 and q3 are automatically identified based on the current product model. q5 is identified interactively by process planners because designers note that the outer cone angle is important for this middle frame to be fitted into another product (the down frame of the satellite structure). Then the weight (v i ) of each characteristic is calculated according to the QFD's general algorithm. All of these five quality characteristics can be grouped into four key operations. In this case study, q1 and q5, i.e., the "inner hole circularity" and the "wall thickness", are grouped into a key operation in which both of them are to be planned.
In the second step, the planning of process quality, these two characteristics are planned by using the QFD. Meanwhile, the process FMEA knowledge is incorporated into the QFD. According to the methodology mentioned earlier, four process elements, the "machining method", the "fixturing scheme", the "machine tool" and the "cutting tool" are determined and the HOQ (including the benchmarking data, except for the co-relationships among the process elements) can be established, as shown in Table 1. The lower and upper limits of each process element are set according to the available technology and resource conditions, and the benchmarks are set based on the available production experience about the similar frame.
In the third step, the selection of process alternatives, each COM-based component that is implemented by a rule-based system or a human expert selects the process alternatives for each process element. In this step, a user-friendly and uniform interface is provided to show the decision-making result, i.e., the process alternative, and all relevant input and output decision-making parameters. In this case, according to the product model, the available manufacturing resources and the process knowledge, the process alternatives can be selected from Table 1.
Finally, in the fourth step, the assessment of process quality for this key operation is performed according to the given limited product information and criteria. The CCP and the total process cost of each combined process alternative are estimated, respectively. Balancing both the CCP and the process cost, the final combined process alternative of this key operation can be selected as A = (MM1, MT1, FS3, CT1). Then, the total CCP of the middle frame for all key operations covering all 5 quality characteristics, as shown in Fig. 6, is calculated to be 1.246, which is 25% better than the standard CCP. Therefore, with the help of the RPPFQ, the process alternative, which has a sufficient composite process capability, can be determined in the early design stage. It can not only be used as the guidelines or input for the subsequent detailed process planning but also can be used as valuable feedback for the Pro/Engineer system and the product designers for their design decisions.
5 Conclusions
This paper proposed an approach to carry out the preliminary process planning for quality, in which the QFD and the process FMEA are incorporated. A process quality measure called the CCP was presented and its algorithm was also given. The proposed RPPFQ mainly includes four steps: the identification of quality characteristics, the planning of process quality, the selecting of the process alternatives and the assessment of process quality. A prototype was developed, which serves as an effective tool for the product designer and process planner to obtain the key operation process alternatives with a sufficient process capability before starting detailed product design and process planning. These key process alternatives can be used as guidelines or outlines for the detailed process planning so as to reduce or even eliminate the modification of process plans. The methodology presented in this paper improves the planning mode and extends the functions of traditional CAPP systems. Further development is being conducted in extending the COM components of process alternative decision-making, and determining the final process alternatives, considering both the CCP and the total process cost in a more intelligent manner.
References
Swift KG, Raines M, Booker JD (1999) Analysis of product capability at the design stage. J Engin Des 10(1):77–91
Bieda J (1998) Product assurance structure and management. Qual Prog 1:71–75
Gunasekaran A (1998) An integrated product development-quality management system for manufacturing. TQM 10(2):115–123
Krause FL (1993) Methods for quality-driven product development. Annals CIRP 42(1):151–154
Zhang H-C, Alting L (1994) Computerized manufacturing process planning systems. Chapman & Hall, London
Ham I (1988) Computer-aided process planning: the present and the further. Annals CIRP 37(2):591–594
Halevi G, Weill RD (1995) Principles of process planning. Chapman & Hall, London
Gu P, Norrie DH (1995) Intelligent manufacturing planning. Chapman & Hall, London
Chu XN, Tso SK (2000) A novel methodology for computer aided process planning. Int J Adv Manufact Technol 16:714–719
Maropoulos PG, Bradley HD (1998) CAPABLE: an aggregate process planning system for integrated product development. J Mater Proc Technol 76:16–22
Klocke F, Fallbohmer M (2000) Methods and tools supporting modular process design. Robot Comp Integ Manufact 16:411–423
Feng SC, Zhang YY (1999) Conceptual process planning—a definition and functional decomposition- American Society of Mechanical Engineering, Manufacturing Engineering Division, MED 10, pp 97–106
Vant't Erve AH, Kals HJJ (1986) XPLAN, a generative computer-aided process planning system for part manufacturing. Annals CIRP 35(1):325–330
Van Houten FJAM et al. (1989) PART: a feature based computer aided process planning system. In: Proceedings of the 21st CIRP Seminar on manufacturing systems, Stockholm, Sweden, 5–6 June 1989
Chang TC, Anderson DC (1988) QTC—an integrated design/manufacturing/inspection system for prismatic parts. In: Proceedings of the ASME Computers in Engineering Conference, San Francisco, CA, 1–4 August 1988
Gu P, Zhang Y (1994) OOPPS: an object-oriented process planning system. Comp Indust Engin 26:709–731
Zhao FL, Wu Paul SY (1999) A cooperative framework for process planning. Int J Comp Integ Manufact 12(2):168–178
Mukherjee A, Liu CR (1997) Conceptual design, manufacturability evaluation and preliminary process planning using function-form relationships in stamped metal parts. Robot Comp Integ Manufact 13(3):253–270
Ahire SL, Dreyfus P (2000) The impact of design management and process management on quality: an empirical investigation. J Oper Manage 18:549–575
Ginn DM et al. (1998) The QFD/FMEA interface. Europ J Innov Manage 1(1):7–20 1998
Lovatt AM, Shercliff HR (1998) Manufacturing process selection in engineering design. Part 1: the role of process selection. Mater Des 19:205–215
Gu Z, Zhang YF (1998) Identification of important features for machining operations sequence generation. Int J Prod Res 35(8):2285–2307
Zulkifli AH, Meeran S (1998) Feature patterns in recognizing non-interacting and interacting primitive, circular and slanting features using a neural network. Int J Prod Res 37(13):3063–3100
Szyperski C (1997) Component software. Addison-Wesley, Reading, MA
Lowy J (2001) COM and .NET component services. O'Reilly, Cambridge, MA
Plante RD (2001) Process capability: a criteria for optimizing multiple response product and process design. IIE Transactions 33(6):497–509
Shina SG, Saigal A (2000) Using Cpk as a design tool for new system development. Qual Engin 12(4):551–560
Otto KN, Antonsson EK (1991) Trade-off strategies in engineering design. Res Engin Des 3(2):87–103
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Chin, KS., Zheng, LY. & Wei, L. A hybrid rough-cut process planning for quality. Int J Adv Manuf Technol 22, 733–743 (2003). https://doi.org/10.1007/s00170-003-1618-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-003-1618-x