
Abstract
In this research, the effect of resin type and strand thickness on the applied properties of parallel strand lumber (PSL) made from poplar (Populus deltoides L.) was investigated. The laboratory PSL boards with strand thickness of 1 and 2 mm were manufactured using urea formaldehyde (UF), UF modified with nanocrystalline cellulose (NCC), melamine formaldehyde (MF), melamine formaldehyde-urea formaldehyde (MFUF), phenol formaldehyde (PF) and polymeric isocyanate (pMDI) as binders. Some technical properties including modulus of rupture (MOR), compression strength parallel to the grain (CS|), impact strength (IS), water absorption (WA) and thickness swelling (TS) were determined. Besides, shear strength (SS) in dry and wet conditions was compared for a better understanding of the glue performance. In general, the results showed that the mechanical properties of panels made with 2 mm thick strands employing PF and pMDI resin were better. Furthermore, SS values of the resulting boards in dry condition and after cold and hot water immersion showed the crucial influence of glue and strand thickness on the performance and applicability of PSL. In addition, the physical and mechanical properties of PSL panels improved by adding nanocrystalline cellulose to urea formaldehyde adhesive.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Over the past half-century, exploitation of forests as a source of timber has become more severe. This condition, on the one hand, caused the diameter of logs extracted from forest trees to go down (Moradpour et al. 2018) and on the other hand, more importance to be ascribed to the fast-growing species plantation (e.g., poplar, paulownia, eucalyptus etc.). Fast-growing species that are usually lightweight and low-quality woods can hardly be used as structural members. These changes are simultaneous with changes in application and attitude regarding wooden materials in buildings (Lam 2001; Castro and Fragnelli 2008; Adi et al. 2014). Today’s technology in response to these changes has led to the emergence of structural products, namely, engineered wood products (EWPs) such as glue laminated timber (GLT), laminated veneer lumber (LVL), parallel strand lumber (PSL), laminated strand lumber (LSL), oriented strand lumber (OSL), cross laminated timber (CLT). In EWPs, mechanical and physical properties, as well as natural resistance of wood, have been increased employing different resins; all these factors not only lead to increasing efficiency in the utilization of forest resources but also to conserving the forests. Of the advantages of EWPs that make them competitive materials in construction industry, lightweight, predictable behavior, high dimensional stability, lack of concentrated defects (e.g. knot), standardized production of timbers in large scale, size uniformity, simplicity of dismounting and disposal at the end of their service life could be mentioned (Shukla and Kamdem 2008). Furthermore, in manufacturing EWPs, lightweight wood species due to high compaction ratio have priority (Pirayesh et al. 2015; Moradpour et al. 2018). Plywood and LVL are pioneered layered products introduced to the market and mostly used in the construction of housing units in the United States and Canada (Lam 2001; Robert 2009). With regard to the plywood and LVL, which are made by sticking wood layers together, the possibility of using excess (waste) layers in the production of these products does not exist, so engineers offered an interesting product named PSL that along with the above-mentioned advantages could also be much cheaper compared to plywood and LVL. Parallel strand lumber, as one of the structural wood lumbers due to its capability of using low quality and fast growing species in different forms and sizes has provided extreme benefits, especially for countries short of wood like Iran, where production of PSL could be very competitive due to the increased need for developed and modernized buildings. PSL is used extensively in residential, commercial and industrial construction and has already many applications as beams, columns, headers, joists, rafters, etc. in construction (Shukla et al. 1999). Some of the main disadvantages of the EWPs are their spring back phenomenon, high water absorption and thickness swelling, which are due to the nature of wood, as a porous material with high capillary force, etc. Different strategies have been proposed to overcome these drawbacks, like adding wax, treating strands/chips with chemicals, but none of them seems as effective as the employed binder, in other words, adhesives play a crucial role in EWPs.
The quality of bonding and properties of the EWPs are determined mainly by three parameters: (1) the wood, especially the wood surface, including the interface between the wood surface and the bonding line; (2) the adhesive; (3) the working conditions and process parameters (Pirayesh et al. 2013). For a construction material, mechanical properties are of vital importance. In this regard, the quality of connections between wood particles is a key factor, which in turn is determined by the amount and type of used adhesive (Veigel et al. 2012). In the production of wood-based panels, various adhesives can be used, like aminoplastic resins (UF, MF, and MF/UF), phenolic resins (PF) or isocyanate (pMDI) (Dunky and Pizzi 2002). Regardless of the many advantages of aminoplastic adhesives, their physico-mechanical performance for structural applications is limited. In some cases, a combination of resins could also be used. In a previous study on LSL (Moradpour et al. 2018), it was found that in order to use UF in EWPs, it needs to be modified.
One of these modifications can be achieved by adding nanoparticles to UF adhesives. NCC as nanoparticle is generated by removal of amorphous sections of a purified cellulose source by acid hydrolysis, often followed by ultrasonic treatment (Sun et al. 2014). NCC possess some unique and exceptional attributes, like renewability, biodegradability, mechanical and physicochemical characteristics. In addition, the incorporation of a small amount of NCC to the material can also improve their technical properties (Julkapli and Bagheri 2017). NCC, by increasing the UF resins viscosity, can prevent penetration of too much adhesive into the wood, and avoid “glue starvation” phenomena (Veigel et al. 2011; de Almeida Mesquita et al. 2018). High slenderness ratio of NCC could result in powerful interaction of the NCC with surrounding matrices to form an integrated resin. Addition of NCC could result in composite stiffness and ultimate tensile strength to increase and elongation at break to decrease (Julkapli and Bagheri 2017). Some researchers have reported improvement in MOR and MOE and decrease in TS and WA after 24-h water immersion respectively by using NCC (Veigel et al. 2012; Mahrdt et al. 2016; de Almeida Mesquita et al. 2018). The correct selection of the adhesive depends on the required properties of the EWPs, the working conditions during the production as well as often the costs for the gluing system. This does not only mean the net price of the adhesive but also the overall costs of the gluing system including glue spread factor, the capacity of the line and other parameters (Pizzi 1983; Dunky and Pizzi 2002).
Generally, PSLs are made with strands less than 6 mm thick, about 19 mm wide, and their average lengths are a minimum of 150 times the least dimension of the wood strand elements. The strand thickness is one of the most important parameters affecting the functional properties of the PSLs (Stark et al. 2010). Wei-zhu (2001) also reported that the ratio of veneer-strand length to thickness is a key technological factor for PSLs.
There are only a few investigations done on the effects of varying PSL processing parameters on its mechanical properties (Sukontasukkul et al. 2000, Sukontasukkul and Lam 2004; Ahmad and Kamke 2011), which makes the design of PSL members under different loadings problematic, and the choice of resin can be very determinative in applications of this product.
A three-dimensional nonlinear stochastic finite element model with size effect adjustment procedures has been developed to simulate the probabilistic distribution of tensile strength of parallel-aligned strand based wood assemblies by Wang and Lam (1998) and a formula of strength modification factor proposed to predict the probabilistic distribution of the tensile strength of multiple ply veneer assemblies for various sizes of finite element meshes and a different number of layers.
Clouston (2007) studied the characterization and strength modeling of parallel-strand lumber. Based on those results, constitutive curves for PSL were numerically generated under tensile, compressive and three-point bending conditions. Comparison of the computed and experimental data sets demonstrates the validity of the proposed modeling technique.
A recent study, conducted by Amini et al. (2017), on modeling the effect of void shapes on the compressive behavior of parallel strand lumber revealed that linear elastic analyses representing voids as equivalent ellipsoids do not affect the effective elastic moduli and stress distributions in the models under uniaxial loading, and nonlinear analyses confirmed that the overall nonlinear compressive behavior of the models with equivalent ellipsoids is similar to that of their corresponding models with actual voids. In this study, the effect of resin type and strand thickness on applied properties of poplar parallel strand lumber made from underutilized species was investigated.
2 Materials and methods
2.1 Materials
Poplar (Populus deltoides) logs were obtained from Kheirud educational and research forest, Mazandaran, Iran (36°36′51″N 51°33′26″E). PMDI and chloride ammonium (as a hardener of UF; 1.5%) were supplied by Sigma-Aldrich, Germany. PF resin was purchased from Ayegh Electric Company, Iran. UF and MF resins were prepared by Tiran Chim Company, Iran. A 6.2 wt% aqueous NCC suspension was purchased from the University of Maine, USA. After adding 2% NCC (based on dry weight of resin), the UF adhesive mixture was first stirred with a mechanical stirrer and then homogenized for 5 min at 20,000 rpm using an Ultra-Turrax device (T10 basic Ultra-Turrax) to achieve appropriate homogenization degree and dispersion of the NCC in the resin solution. PMDI at the level of 6%, PF 8%, MF 10% and UF 14% (based on oven dry weight) were used as adhesives. The characteristics and level of the resins in the panel production are shown in Table 1.
2.2 PSL manufacturing process
The PSL panels were produced in the laboratory, following the standard procedures simulating standard circumstances. To produce the required strands, veneers with 1 and 2 mm thickness were prepared by rotary-cutting of poplar debarked logs (that have been provided with courtesy of Qazvin Iranchoob Company) and dried by roller driers at 120 °C until 6-8% moisture content. In the next step, the dried veneers were cut into strands with 19 mm width by pneumatic veneer clipper and to 600 mm length by band saw. Then, the gluing of strands with different resins was done using a pneumatic spray gun. After gluing, strand mat formation was done in a mold (600 × 600 mm) and strands were oriented in longitudinal direction on a steel sheet (Fig. 1). The strand mat was placed in the press for 8 min at a temperature of 170 °C and under a pressure of 200psi (14 kg/cm2). Finally, the average specific gravity of the PSL panels was 0.75 gr/cm3. PSL boards after conditioning in a standard climate room at 23 °C and 63% relative humidity to reach the moisture content of about 12% were cut to a final dimension of 550 × 550 × 20 mm3.

Laboratory procedure of PSL production; a strands, b strand forming, c PSL board
To investigate the effect of strand thickness and resin type on board properties, boards with different functional factors were determined. The experimental design is shown in Table 2. For each treatment, 3 boards and a total of 36 boards were made. From each board, at least 3 test specimens were tested.
Some mechanical and physical properties including modulus of rupture (MOR), compression strength parallel to the grain (CS|), impact strength (IS), shear strength (SS), water absorption (WA) and thickness swelling (TS) were determined following EN and ASTM standards (Table 3) (for brevity their acronyms are used).
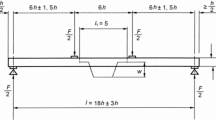
Three-point flat-wise bending test on a short span under center-point load was performed using the Instron testing machine (model 4488) with force–displacement control mode following ASTM D 4761 (2013). The load was applied under displacement control mode at a constant rate of 10 mm/min. The span was set as 42 cm for the bending test. A typical bending set-up is illustrated in Fig. 2a. Upon loading, the experiment was transferred to a set computer programmed to register and analyze all data received through a load cell connected to the Instron testing machine. Compression parallel to grain direction was applied using the Instron testing machine (model 4488). The load rate was set to be 5 mm/min. In short columns, where the length to gyration radius is lower than 17, buckling does not occur and hence there is no need for lateral support. Compression strength was calculated using a computer (Fig. 2b). Shear strength parallel to grain test was performed using the Instron testing machine (model 4488) on a 50 by 50 by 63 mm3 specimen notched on a 50 by 50 mm2 surface to produce failure. The load rate was set to be 0.6 mm/min and an ultimate load was calculated using a computer (Fig. 2c). Impact strength in Charpy mode was tested following ASTM D 143 (2014) (Fig. 2d).

Experimental set up. a Flexural strength, b compression strength, c shear strength and d impact strength
2.3 Statistical analyses
The effects of resin type and strand thickness on the properties of the PSL board were evaluated by SPSS statistical analysis. For checking the normality, Kolmogorov–Smirnov test was used and the amount of P ≤ 0.05 indicated that the data follow a normal distribution. The Duncan’s range tests were performed to detect whether there are significant differences between the mean values of the various panel types as well as to identify which groups were significantly different from the others at 99 and/or 95% confidence level (p ≤ 0.01 and p ≤ 0.05).
3 Results and discussions
3.1 Mechanical properties
Analysis of variances of the mechanical and physical properties of PSLs is shown in Table 4. There are several parameters that affect the structural response of strand-based wood composites such as wood species properties, resin content, density profile, the orientation of wood strands and layer assembly (Moses et al. 2003; Stürzenbecher et al. 2010). Significant differences between groups were determined individually for these tests by Duncan’s multiple comparison tests. The results of Duncan’s multiple range tests are shown in Table 5 by letters.
The MOR of the PSL panels ranged from 50 MPa for panel type control to 158 MPa for panel type pMDI-2. For a material to be considered as a building material, it should have the required engineering properties suitable for construction works. For instance, columns (or ‘pillars’ or ‘posts’) that are vertical elements and support axial loads, they experience compression, or beams are mainly subjected to bending and shear forces under loads. Due to high MOR of PSL panels made with PF and pMDI, their deformation is low, hence they are particularly suitable as beams, a member that is mainly subjected to bending.
Concerning CS|| and IS, the highest value, 73 MPa and 8.9 J/cm2 was related to panel type PF-2. However, the lowest MOR (50 MPa), CS|| (31 MPa), IS (5.7 J/cm2) values were determined for panel type control, made with sawn poplar wood. The highest value of compression strength parallel to the grain (73.32 MPa) was obtained for the specimen made of PF resin and 2 mm strand thickness (Table 5). Likewise, the specimen made of pMDI resin and 2 mm strand thickness had compression strength parallel to the grain of 70.17 MPa. The lowest compression strength parallel to the grain value obtained for the specimen made of UF resin and 1 mm strand thickness was 36.53 MPa. In general, it was observed that specimens made of 2 mm strand thickness, regardless of resin type, had higher strength than 1 mm strand thickness specimens. The value of compression strength parallel to the grain is important in the design of piles and columns in wood buildings. Concerning SS in wet condition (Table 5), in comparison to the other mechanical properties, the effect of resin was more determinative, so that for PSL panels made with pMDI and PF, the decrease in SS after hot water immersion was very low in comparison to UF, MF and MFUF counterparts.
In general, the mechanical properties of panels made with 2 mm thick strands were higher. For instance, the average MOR for boards made of 1 mm strand thickness and UF resin was 67.42 MPa, while for boards made of the same resin and 2 mm strand thickness, an increase of 43% was recorded. In the same way, by increasing the strand thickness from 1 mm to 2 mm in MF, PF, and pMDI resins, the MOR increased by 35%, 19%, and 32%, respectively (Table 5). Since the amount of resin in boards with 1 and 2 mm strand thickness was the same, due to lower glue demanding surface, the average value of strength was higher for boards made of strands with 2 mm thickness. According to the shear strength test results, the average shear strength in dry state of boards made of 2 mm strand thickness and UF resin was 11.7 MPa, for boards made of 2 mm strand thickness and PF resin it was 18.8 MPa, and for boards made of 2 mm strand thickness and pMDI resin it was 27.44 MPa. Therefore, in this experiment, the effect of resin type on the shear strength can be observed clearly. The panels bonded with PF and pMDI had the highest mechanical properties. PMDI and PF in comparison with MF and UF resins, which are known as aminoplastics, create stronger bonds and increased mechanical properties. In the structure of pMDI resin, there is no water, therefore in the polymerization process, the entire resin without changing or conversion to other substances is used to connect the strands and this feature increases the bonding strength. PSL boards prepared with UF containing NCC showed better mechanical properties than boards produced with pure UF. Probably, NCC could react with both functional groups of UF as well as strands and improve the mechanical properties. Further, according to Veigel et al. (2011), improvement in mechanical properties can be attributed to high surface area of NCC and the high reactivity of UF/NCC adhesives compared to the pure UF, that can enhance the integrity of the UF/NCC interface with strands and increase in the adhesive viscosity and decrease in the penetration into the cellular wood cavities.
At the same dimensions, regardless of resin type, PSLs of poplar wood had significantly higher MOR, SS, CS, IS and lower WA and TS values in comparison to poplar massive wood. This is not only due to the gluing, pressure nor due to densification that PSLs undergo, but also minimization of natural defects and change to more materials that are homogeneous are effective factors. Based on the results, employing UF and UF modified with NCC in producing PSL from poplar probably can be satisfactory for indoor applications in dry condition. This can be due to the following reasons; first, as a direct result of higher pressure and consequently high curing energy needed to consolidate the PSL mat of poplar bulk mat as well as to resist the strain induced during the pressing process, thus, overcoming them needs a strong resin. Second, spring back phenomenon that is more intensive for light species. In other words, porous species like poplar that have a high bulk volume of strands, affecting the ability of the substrates to absorb water and other solvents from the adhesives, hence allowing some of the adhesives to be absorbed over larger surface areas. Unlike high-density species, due to above-mentioned reasons the choice of resin/binder is very decisive in lightweight species. Hence, using extremely reactive and strong resins like pMDI and PF is inevitable. Penetration of adhesives only to cell cavities—not cell walls or lumen—is beneficial (Salari et al. 2012). Despite PF, pMDI not only penetrates the macroscopic hollows of the wood substance but also penetrates the polymer structure of the wood (Dunky and Pizzi 2002). This can partially justify the difference in properties of PSLs bonded with PF and pMDI. Based on the mechanical properties results and with a simple comparison to a previous study (Moradpour et al. 2018), producing PSL using all types of resins considered in this study except for UF from poplar wood as an underutilized lightweight fast-growing species is more sensible with higher value-added in comparison to other EWPs such as LVL and LSL.
Figures 3 and 4 reveal the failure patterns under different loading in PSL boards. In total, failure in massive wood subjected to bending occurs in the outer surfaces, which experience compression or tension stress (Kollman et al. 1975), but in the PSLs, the fracture occurred in the middle of the samples near the neutral axis (Fig. 3). Moreover, the fracture of the PSLs also occurred in the middle of the sample under compression parallel to the grain (Fig. 4a). Since in this research, the press condition was constant, this kind of failure mode could be due to inadequate time or heat near the neutral axis as well as high concentrated stress. Consequently, steam accumulation and poor adhesion near the middle layers and high concentrated stress could be the reason for the shear failure (Fig. 3). The failure under impact strength is also shown in Fig. 4b.

Fracture patterns in flexural strength samples

Fracture pattern in samples: a compression parallel to the grain. b Impact strength
3.2 Physical properties
The results of ANOVA for WA and TS of the experimental PSLs for 2 and 24 h of water immersion time are given in Table 4. As can be seen, the WA and TS values of the treatments improved between 20–82% and 5–88% for 2-h water immersion time, respectively in comparison to the control samples (Fig. 5).

Water absorption and thickness swelling values of the panels after 2 and 24 water immersion
Likewise, for-24-h water immersion time, these figures were 22–81% and 2–80% respectively. PSL panels with a broad range of physical properties, WA from 13 to 65% and TS from 8 to 39%, can be obtained using different resins and strand thicknesses for 24-h water immersion time. According to the results, physical properties of PSLs made of 2 mm thickness strands were better. Furthermore, the results of TS and WA had similar trends to the SS in the wet state.
Based on Fig. 5, it can be concluded that pMDI has the lowest average values in WA and TS tests. PMDI is a resin with excellent heat and moisture resistance, which allows the use of wood products in outdoor applications that are exposed to cyclic wetting and drying and high temperatures (Eckelman 1999). Tight connections between the strands will prevent the access of water into the products and delamination of the panels. Under the combined influence of pressure and heat, cell lumens in hardwood collapse, and a certain amount of fracture in cell walls develops leading to dimensional instability in the form of thickness swelling that is more severe for lightweight raw materials (Salari et al. 2012). The highest WA and TS belonged to PSLs bonded with UF because this resin is not a waterproof binder and absorbs moisture when exposed to humid conditions. The physical properties of PSLs were improved by adding the NCC to UF adhesive. NCC has lower water absorption compared to the UF adhesive, therefore, by adding the NCC, water absorption and thickness swelling could be decreased. When EWP panels were immersed in water, high swelling took place because of the high porosity of the strands, their high hygroscopicity, spring back (the release of compressive forces concentrated during panel manufacturing) and water absorption affinity of UF (Salari et al. 2012). Based on the results, MF resins high resistance to water absorption was its main distinguishing characteristic from UF resins, and the physical properties values of MF bonded PSLs were between those of UF and pMDI bonded PSLs. The excellent application properties of pMDI and resulting PSL panels are based on the specific properties of pMDI including the excellent wetting behavior of a wood surface as compared to aqueous condensation resins (Dunky and Pizzi 2002). PMDI and PF are waterproof resins that tightly keep the strands beside each other and do not let water molecules penetrate inside the PSL structure. This is why WA and TS of the resulting panels were so low (very close to the poplar massive wood), suitable for outdoor applications such as exterior decoration, trims, pillars, etc.
4 Conclusion
Based on this study the following conclusions can be drawn:
-
1.
Depending on the intended use, parallel strand lumber with different mechanical and physical properties can be produced using different resins and strand thicknesses.
-
2.
Using urea formaldehyde and even urea formaldehyde modified with nanocrystalline cellulose in producing parallel strand lumber from poplar for indoor application could be recommended.
-
3.
Water absorption and thickness swelling had similar trends to the shear strength in the wet state, indicating the determinative effect of resin on these properties.
-
4.
Fracture patterns in the form of shear failure were observed for parallel strand lumbers.
-
5.
As columns experience compression, parallel strand lumbers bonded with phenol formaldehyde might be the best choice.
-
6.
The physico-mechanical properties of parallel strand lumbers were improved using 2 mm thick strands.
-
7.
High resistance to water is the main distinguishing characteristic of melamine formaldehyde bonded parallel strand lumbers compared to urea formaldehyde counterpart.
-
8.
It is concluded that producing parallel strand lumbers from poplar as an underutilized lightweight fast-growing species is more suitable with higher value-added in comparison to other engineered wood products such as laminated veneered lumber and laminated strand lumber.
-
9.
Studying the performance of the resulting parallel strand lumber with real dimensions as a structural member under different loads including seismic loads, fracture mechanics and life cycle assessment of this material could be future work in this field.
References
Adi DS, Risanto L, Damayanti R, Rullyati S, Dewi LM, Susanti R, Dwianto W, Hermiati E, Watanabe T (2014) Exploration of unutilized fast growing wood species from secondary forest in Central Kalimantan : study on the fiber characteristic and wood density. Proc Environ Sci 20:321–327
Ahmad M, Kamke FA (2011) Properties of parallel strand lumber from Calcutta bamboo (Dendrocalamus strictus). Wood Sci Technol 45:63–72
Amini A, Arwade SR, Clouston PL (2017) Modeling the effect of void shape on the compressive Behavior of Parallel-Strand Lumber. J Mater Civ Eng 29(9):129
ASTM D 143 (2014) Standard test method for small clear specimens of timber. Annual book of ASTM standard Des, Philadelphia
ASTM D 198 (2015) Standard test method of static of lumber in structural sizes. Annual book of ASTM standard Des, Philadelphia
ASTM D 4761 (2013) Standard test methods for mechanical properties of lumber and wood-base structural material. Annual book of ASTM standard Des, Philadelphia
Castro G, Fragnelli G (2008) New technologies and alternative uses for poplar wood. Boletín CIDEU 2:27–36
Clouston P (2007) Characterization and strength modeling of parallel-strand lumber. Holzforschung 61(4):394–399
de Almeida Mesquita RG, Mendes LM, Sanadi AR, de Sena Neto AR, Claro PIC, Corrêa AC, Marconcini JM (2018) Urea formaldehyde and cellulose nanocrystals adhesive: studies applied to sugarcane bagasse particleboards. J Polym Environ 1-11
Dunky M, Pizzi A (2002) Wood adhesives[chapter 23]. In: Chaudhury M, Pocius AV (eds) Adhesive science and engineering—2: surfaces, chemistry and applications. Elsevier, Amsterdam, pp 1039–1103
Eckelman CA (1999) Brief survey of wood adhesives. Purdue University Cooperative Extension Service, West Lafayette
EN 300 (1997) Oriented strand boards (OSB)—definitions, classification and specifications. BSI, London
Julkapli NM, Bagheri S (2017) Progress on nanocrystalline cellulose biocomposites. React Funct Polym 112:9–21
Kollman FFP, Kuenzi EW, Stamm AJ (1975) Principles of wood science and technology, V 2. Wood based materials. Springer, Berlin
Lam F (2001) Modern structural wood products. Prog Struct Eng Mater 3:238–245
Mahrdt E, Pinkl S, Schmidberger C, van Herwijnen HW, Veigel S, Gindl-Altmutter W (2016) Effect of addition of microfibrillated cellulose to urea-formaldehyde on selected adhesive characteristics and distribution in particle board. Cellulose 23(1):571–580
Moradpour P, Pirayesh H, Gerami M, Rashidi Jouybari I (2018) Laminated strand lumber (LSL) reinforced by GFRP; mechanical and physical properties. Constr Build Mater 158:236–242
Moses DM, Prion HGL, Li H, Boehner W (2003) Composite behavior of laminated strand lumber. Wood Sci Technol 37:59–77
Pirayesh H, Khanjanzadeh H, Salari A (2013) Effect of using walnut/almond shells on the physical, mechanical properties and formaldehyde emission of particleboard. Composites: Part B 45:858–863
Pirayesh H, Moradpour P, Sepahvand S (2015) Particleboard from wood particles and sycamore leaves: physico-mechanical properties. Eng Agric Environ Food 8:38–43
Pizzi A (1983) Wood adhesives; chemistry and technology. Marcel Dekker, New York and Basel, p 432
Robert LY (2009) History, nature, and products of wood. In: Forests and forest plants. Encyclopedia of Life Support Systems
Salari A, Tabarsa T, Khazaeian A, Saraeian A (2012) Effect of nanoclay on some applied properties of oriented strandboard (OSB) made from underutilized low quality paulownia (Paulownia fortunei) wood. J Wood Sci 58:513–524
Shukla SR, Kamdem PD (2008) Properties of laminated veneer lumber (LVL) made with low density hardwood species: effect of the pressure duration. Holz Roh Werkst 66:119–127
Shukla SR, Rao RV, Sharma SN (1999) Evaluation of strength properties of parallel splint lumber (PSL) and its comparison with laminated veneer lumber (LVL), rubber wood and teak. Holz Roh Werkst 57:267–270
Stark NM, Cai Z, Carll C (2010) Wood-based composite materials: Panel products, glued-laminated timber, structural composite lumber, and wood-nonwood composite materials. Wood handbook: wood as an engineering material: chapter 11. In: Centennial ed. General technical report FPL; GTR-190. Madison, WI: US Dept. of Agriculture, Forest Service, Forest Products Laboratory, pp 11.1–11.28
Stürzenbecher R, Hofstetter K, Bogensperger T, Schickhofer G, Eberhardsteiner J (2010) Development of high-performance strand boards: engineering design and experimental investigations. Wood Sci Technol 44:13–29
Sukontasukkul P, Lam F (2004) Effect of tup geometry on impact behaviour of parallel strand lumber (PSL). J KMITNB 14(2):1–7
Sukontasukkul P, Lam F, Mindess S (2000) Fracture of parallel strand lumber (PSL) under impact loading. Mater Struct 33(231):445–449
Sun B, Hou Q, He Z, Liu Z, Ni Y (2014) Cellulose nanocrystals (CNC) as carriers for a spirooxazine dye and its effect on photochromic efficiency. Carbohyd Polym 111:419–424
Veigel S, Müller U, Keckes J, Obersriebnig M, Gindl-Altmutter W (2011) Cellulose nanofibrils as filler for adhesives: effect on specific fracture energy of solid wood-adhesive bonds. Cellulose 18(5):1227–1237
Veigel S, Rathke J, Weigl M, Gindl-Altmutter W (2012) Particle board and oriented strand board prepared with nanocellulose-reinforced adhesive. J Nanomater 1–8
Wang Y-T, Lam F (1998) Computational modeling of material failure for parallel-aligned strand based wood composites. Comput Mater Sci 11(3):157–165
Wei-zhu J (2001) Comparison and analysis of the main technological factors of influencing mechanical properties of scrimber and PSL. J For Res-JPN 12(4):266–268
Acknowledgements
The authors gratefully acknowledge financial support from the center of Excellency of applied management of fast-growing wooden species of University of Tehran, Iran.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Moradpour, P., Behnia, M., Pirayesh, H. et al. The effect of resin type and strand thickness on applied properties of poplar parallel strand lumber made from underutilized species. Eur. J. Wood Prod. 77, 811–819 (2019). https://doi.org/10.1007/s00107-019-01438-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-019-01438-3