
Abstract
Several studies demonstrate that the addition of microfibrillated cellulose (MFC) to urea-formaldehyde (UF) wood adhesive improves the mechanical bond strength of wood particle board. In order to elucidate potential underlying mechanisms, the distribution of unmodified UF as well as MFC-modified UF (UF-MFC) in particle board was studied by means of light microscopy. The viscosity and cure characteristic of the adhesive systems were also characterised. UF-MFC showed high viscosity and shear thinning compared to UF. Both chemical and mechanical cure of adhesive were delayed in the presence of MFC. In UF-MFC, the size distribution of adhesive particles shifts towards larger particles compared to UF. More adhesive is directly available for adhesive bonding, and a larger part of the wood is covered with adhesive. This may be the cause for the better mechanical performance of particle board bonded with UF-MFC compared to UF.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
By volume, particleboard is the most important product of the European wood-based panel industry. The standard binders used for this wood composite are aminoplastic adhesives on the basis of urea-formaldehyde (UF). The European production of amino resins was estimated to be 5.5 × 106 metric tons, of which about 95 % were used in particle board and MDF production (Diem et al. 2010). Urea-formaldehyde resins offer many advantages for industrial applications, such as high reactivity, ease of processing, and moderate cost (Dunky and Niemz 2002). On the downside, limited adhesive bond performance and post-production emission of potentially harmful formaldehyde require constant optimisation of this well-established adhesive system. Adhesive properties can be optimized in different ways depending on the application. The most obvious way is the modification of their chemistry. Another alternative approach to adhesive modification is the addition of fillers. Filler materials are non-volatile, non-gluing substances, which are insoluble in the adhesive. Common fillers are powders (cellulose, aluminium oxide, and silica), fibres (glass fibre, mica), sheet like materials (talc), and cubic materials (chalk, barytes) (Clauß et al. 2011). Fillers enable to overcome limitations imposed by polymer chemistry. Especially in high performance adhesives nanoparticles or nanofibers from high strength materials are used to strengthen the material. For wood adhesives a number of studies exist in which particulate or fibrous fillers were used. Nanoclay-filled urea-formaldehyde showed positive results in a number of studies. In this case the addition of nanoclay reveals improved thermal stability (Zahedsheijani et al. 2012), increased water resistance and internal bonding of panels (Lei et al. 2008).
Another filler, similar to nanoclay is nano-SiO2. This filler revealed performance improvements in the bonding of OSB-panels with urea-formaldehyde (Salari et al. 2013). In a different experiment nano-SiO2 was used as a filler for MUPF-adhesive in the process of manufacturing water-resistant plywood. It was possible to optimize the process of gluing the sheets of veneer and to achieve a specific water-resistant level with a reduced amount of adhesive by 30 % (Dukarska and Czarnecki 2015). These improvements do not appear by using phenol-formaldehyde instead (Lei et al. 2010). Beside these rather new fillers the classic approach to improving adhesive performance is the addition of organic flours to urea-formaldehyde.
Recently it was shown that the addition of nanocellulose to wood adhesives may have significantly beneficial effects on their bond performance (Veigel et al. 2011, 2012; Kaboorani et al. 2012). In particular, brittle adhesive may benefit from the addition of MFC in terms of significantly improved toughness (Veigel et al. 2011, 2012). Due to its versatility and performance, offering a plethora of exciting application routes, nanocellulose has established itself as a major trend in cellulose research, as documented in recent reviews of the literature (Eichhorn et al. 2010; Klemm et al. 2011; Moon et al. 2011; Dufresne 2012; Liu et al. 2012; Kaboorani et al. 2012; Charreau et al. 2013; Salas et al. 2014; Wei et al. 2014; Jorfi and Foster 2015). The term nanocellulose comprises two variants of nano-scale cellulosic objects. i.e. microfibrillated cellulose (MFC) and cellulose nanocrystals (CNC). While MFC, cellulosic objects with typical diameters between 10 and 50 nm and length in the micrometer range, are usually obtained by purely mechanical processing of pulp, CNC production involves an additional acid hydrolysis step, where predominantly non-crystalline cellulose is removed, resulting in comparably short, highly crystalline cellulose whiskers. While CNC production is still on the pilot scale, MFC availability will be greatly boosted by a recently announced production site in Norway (http://www.borregaard.com/News/Borregaard-invests-NOK-225-million-in-a-production-facility-for-Exilva-microfibrillar-cellulose). Therefore, also potential high-volume applications such as wood adhesive modification seem realistic using MFC.
Richter et al. (2009) used MFC for reinforcing one-component polyurethane, but their results remained not fully conclusive. In the case of polyurethane adhesive, surface hydrophobisation of MFC is necessary in order to provide surface chemical compatibility with the adhesive whereas aqueous MFC suspensions can be dispersed in aqueous adhesive systems such as UF. In the adhesive bonding of solid wood, it was demonstrated that an addition of 2 wt% MFC to UF may improve the specific fracture energy of adhesive bonds by up to 45 % compared to unmodified UF solid wood bonds (Veigel et al. 2011). Also in the bonding of wood composites, positive effects of MFC addition to aminoplastic adhesives were observed (Veigel et al. 2012). For both particle board and oriented strand board (OSB), significant positive effects of MFC addition on industrially relevant board properties, in particular internal bond strength, were observed. This is of particular interest, because improved adhesive performance could result in adhesive required, leading to significant cost reduction. Furthermore, a reduced amount of adhesive required—currently particleboard is typically produced with an adhesive content of 9 %—also directly translates to reduced formaldehyde emission.
Concerning the mechanism behind the positive effect observed for MFC addition to UF, one observation is that the overall deformability (i.e. strain to failure) and toughness of adhesive bonds increases upon MFC addition, which may be one cause for improved mechanical strength. Other potential effects, such as reduced shrinkage of UF upon cure due to the presence of MFC, analogous to a mechanism proposed for various nanogel-reinforced resin systems (Liu et al. 2012), or reduced microcracking, remain subject of speculation. Specifically in particle board, adhesive distribution is one of the critical parameters with regard to board performance (Riegler et al. 2012) and efficient use of adhesive. In particleboard, roughly only half of the adhesive used directly contributes to particle–particle bonding, whereas the remainder penetrates into inner cavities of particle or forms individualised agglomerates (Mahrdt et al. 2015). In the present study, we investigate potential effects of microfibrillated cellulose addition on the distribution of UF adhesive in particleboard, in order to further elucidate potential mechanisms behind the beneficial effects on board strength observed for MFC addition to UF. Furthermore, relevant adhesive properties such as viscosity and cure characteristics were also determined.
Materials and methods
Adhesive formulation and board preparation
The adhesive used in the present study was a commercially available UF adhesive (Primere, Metadynea GmbH, Krems, Austria) with a solid resin content of 65.5 %. This resin is a standard product widely applied in the particle board producing industry. MFC with the trade name Celish (grade KY100G) was purchased from Daicel Finechem Ltd. The product comes with a solid content of 10 %, has a fiber thickness between 1 and 0.01 µm and was used as received. For viscosity, DSC, and DMA experiments, MFC-modified UF was produced with a MFC content of 5 % (by weight of solid resin) by mixing with an Ultra-Turax device to achieve a homogeneous distribution of MFC in the UF matrix. Due to necessity of processing MFC in wet state, additional water was added to the formulation, which results in a final solid resin content of 53.5 %. In order to account for this fact, also the solid content of the unmodified reference-UF was adjusted to 53.5 % by diluting it with deionised water. Aqueous ammonium nitrate (60 wt%) was added as a hardener in a concentration of 3 wt% of solid UF-resin.
For the manufacture of one-layer particle boards, coarse softwood particles typically utilised in the core layer of industrial boards were provided by a particleboard mill. The particles, with typical length between 1 and 6 mm and thickness of 0.1–0.5 mm, were conditioned to a moisture content of 4.2 % and put into a ploughshare mixer (Gebrüder Lödige Maschinenbau GmbH, Paderborn), defined amounts of adhesive and subsequently MFC were added separately and mixed for 10 min in order to achieve spreading of the adhesive onto the particle surfaces. Parallel trials with spray-application of adhesive yielded similar results. The target adhesive content was 7 % of cured UF resin based on oven-dry wood. The target MFC content was set to 5 % of the total mass of cured adhesive. The adhesive-coated particles were subsequently spread manually onto the press plate. Thereafter the press (LZT-OK by Langzauner GmbH, Lambrechten, Austria) was closed and the adhesive was cured at 220 °C and maximum pressure of 4 MPa for 140 s. During pressing, the final board thickness was set by means of 14 mm thick steel distance strips, i.e. pressing was done in distance-controlled mode rather than pressure-controlled mode. In total, 4 boards with a target density of 0.65 g cm−3 and dimensions of 500 × 430 × 14 mm were produced, i.e. two boards each with pure UF and MFC-modified UF.
Adhesive viscosity
Viscosity measurements of the two adhesive formulations used were performed on a Bohlin CVO Rheometer (Bohlin Instruments GmbH, Pforzheim, Germany) using the Bohlin Software. A cone/plate measuring geometry CP4/40 was selected consisting of a rotating upper cone with a diameter of 40 mm and a fixed lower plate 60 mm in diameter. The cone angle was 4° and the gap between cone and plate was 0.15 mm. A quantity of 1.3 mL of liquid adhesive was used and the measurements were run over a 180 s time span. The shear rates were between 0.1 and 200 s−1 recording a shear ramp. Three replicate measurements each were performed at 20 °C.
Adhesive cure
In order to study potential effects of MFC on adhesive cure, dynamic mechanical analysis (DMA) and differential scanning calorimetry (DSC) experiments mimicking cure conditions during hot-pressing were carried out. For DMA, 220 gm−2 adhesive was spread onto a strip of beech wood veneer with a length of 55 mm, a width of 10 mm, and a thickness of 1.1 mm and covered with a second strip of veneer of identical size. This sandwich was then mounted to the sample holder of a Netzsch DMA 242 C (Netzsch-Gerätebau GmbH, Germany). Three-point bending experiments at a free sample length of 40 mm between the supports were performed with a constant heating rate of 10 K min−1 in the temperature range from 10 to 180 °C. Samples were loaded with a static load of 0.5 N and then tested at a target amplitude of 30 µm with a frequency of 1 Hz. The oscillation amplitude was 30 µm for all specimens. During the experiment, the storage modulus E’ of the sandwich increases in parallel to the progress of adhesive cure. Since E’ is a measure of mechanical stability of the adhesive bond, the degree of mechanical cure (β) can be derived from such experiments by relating E’ at a given temperature to the final maximum E’ attained after complete cure. For a precise description of the method, the reader is referred to Wang et al. (2011).
For DSC measurements performed on a Netzsch DSC F3 Maia (NETZSCH-Gerätebau GmbH, Germany), again a sandwich set-up was chosen. This was deemed useful in order to account for a potential influence of woody substrate on cure kinetics e.g. due to pH of buffer capacity of wood. The adhesive was placed between two beech wood disks with a diameter of 3.5 mm and a thickness of 1.0 ± 0.05 mm prepared from the same piece of wood as the respective DMA sample, applying the same adhesive quantity. The resulting 3-layered specimen was then placed into a 30 µL gold-plated high-pressure steel crucible, sealed, and measured immediately. The same parameters for temperature range and heating rate as used for DMA were chosen. The progress of cure was evaluated from ratio between the reaction enthalpy released at a given temperature and the total reaction enthalpy released during the experiment. Since cure in the context of DSC relates to chemical reactions in the adhesive, it is termed chemical cure (α). Again the reader is referred to Wang et al. (2011) for more details.
Characterisation of boards
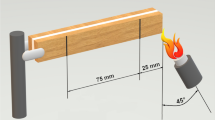
The density of the boards produced was determined according to the European standard EN 323 (1993). For each adhesive group 6–10 samples were tested. Internal bond strength, which is the inner strength of a board tested at an angle of 90° with respect to the plane of the board, was determined according to EN 319 (1993). A Zwick/Roell Z100 universal testing machine equipped with a 5 kN load cell was used for this purpose. For each group of specimens, mean values were calculated and compared by one-way analysis of variance (ANOVA, p ≤ 0.05).
Concerning the analysis of adhesive distribution, the process from sample preparation to microscopy is illustrated in Fig. 1.

Schematic process from sample preparation to light microscopy
Sample preparation starts with the cutting of 8 small prisms of each adhesive group with dimensions between 1.5 and 2 mm from the core of the boards. These blocks were then impregnated with epoxy resin by means of repeated vacuum-pressure treatment. Sinking of the blocks into the liquid epoxy was taken as an indication of satisfying impregnation. After curing of the epoxy at 60 °C, the blocks were trimmed and sectioned with a diamond knife mounted to an ultramicrotome. The thickness of the thin sections was set to 2 µm. In order to provide contrast between cured adhesive, cell wall substance, and empty cavities, the sections were stained twice. Firstly, Brilliant Sulphaflavine, a yellow fluorescent dye which bonds selectively to basic amino-groups (Leemann and Ruch 1972), was used to stain the adhesive. Secondly, Gentian Violet was applied to stain cell wall material. Between and after the staining steps, the specimens were repeatedly washed with deionised water, and finally mounted to glass slides. With a fluorescence microscope (Zeiss Axioplan 2 Imaging) two images were taken at each selected position. One image was taken in incident light mode using an ultraviolet lamp Fluo Arc HBO 100 in order to capture fluorescence originating from stained adhesive. A 438 nm excitation filter and a 520 nm emission filter were used. A second image was then taken in transmitted light mode using a halogen lamp HAL 100. In this mode, image contrast originates primarily from stained wood cell walls. All images were taken with a magnification factor of 100× and a resolution of 0.943 µm/pixel. In order to cover a large representative sample area several overlapping images were taken. Prior to image analysis, visible light and fluorescence images from identical locations were matched and merged to one new image with image processing software (Photoshop CS3). The merged images were then matched with respective neighbouring images from the same grid in order to represent the whole micro section using the image processing software MosaicJ, a plug in from ImageJ. Further analysis was then done with Photoshop and ImageJ. Briefly, the sized and size distribution of adhesive particles was evaluated as well as the positioning of adhesive inside particles, at the interface between particles, or in disconnected agglomerations, respectively, was evaluated. The whole process was recently described in more detail by Mahrdt et al. (2015).
Results and discussion
Adhesive viscosity
As expected based on earlier studies (Veigel et al. 2012), the addition of MFC significantly changes the viscosity of UF adhesive (Fig. 2). While UF adjusted to the same water content as UF-MFC shows essentially Newtonian behaviour, with a viscosity of 56 mPa s−1 independently of the shear rate applied, UF-MFC exhibits very clear shear thinning. Starting with values up to 20 Pa s, viscosity rapidly decreases below 1 Pa s at a shear rate >80 s−1. This behaviour is in good agreement with similar studies (Iotti et al. 2011; Puisto et al. 2012; Dimić-Mišić et al. 2013, Grüneberger et al. 2014). The high initial viscosity of UF-MFC is caused by the presence of a fibrillary network with substantial interfibrillar interaction. According to (Iotti et al. 2011), long and thin MFC fibrils are covered by hydroxyl groups that can take part in formation of temporary bonds between the fibrils. With increasing shear rate, shear thinning is observed as fibrils align in a reaction to the acting shear forces. For MFC suspensions in water, Iotti et al. 2011 also report a region of increasing viscosity, which was not observed in our experiment. Shear thinning may be beneficial to the processing of UF-MFC, as it can be pumped and sprayed onto wood particles without any adaptations to existing equipment.

Shear rate-viscosity curves with MFC-modified UF and diluted UF
Adhesive cure
The results of DMA and DSC experiments with wood-adhesive-wood sandwich specimens are summarised in Fig. 3.

Evolution of chemical cure (α) and mechanical cure (β) of UF and UF-MFC adhesive with increasing temperature
As observed in literature (Wang et al. 2011), the formation of a polymer network (DSC signal termed chemical cure) precedes the build-up of mechanical adhesive strength (DMA signal termed mechanical cure). An effect of MFC-addition to UF is clearly visible both with regard to the progress of the exothermal polycondensation reaction as measured by DSC, and also with regard to the increase in shear stiffness of the adhesive as measured by DMA. In both cases, UF-MFC lags behind UF (Fig. 3). One may speculate that the presence of MFC has a certain effect on cure kinetics. Adsorption onto the large surface that nanocellulose presents is related to highly localized intermolecular forces (Gardner et al. 2008). These forces could lead to temporary bonding of methylolated urea and UF oligomers at various stages of the polycondensation reaction. The reduced mobility of these molecules would then result in a lower reaction speed. Furthermore, as hydrophilic MFC prevents water from evaporating, the equilibrium reaction, generating water, may shift slower towards completion. However, such considerations are beyond the scope of the present study.
Technologically, any delay in adhesive cure is considered disadvantageous from a viewpoint focussed on productivity, as press cycles should be as short as possible in order to guarantee maximum throughput.
Mechanical board properties
In good agreement with the target density set to 0.65 g cm−3, the average density of all boards prepared is 0.64 ± 0.02 g cm−3. Statistical analysis by means of one-way Anova indicates no difference in board density between reference boards bonded with pure UF and boards bonded with MFC-modified UF (Fig. 4).

Mechanical properties: internal bond and density
Because of the strong effect of density on many board properties, particularly internal bond strength, it is an essential prerequisite for further analysis that there is no statistical difference in density between the two groups of boards studied. Internal bond strength (Fig. 4) of the MFC-modified boards shows about 30 % higher average values (0.63 ± 0.07 MPa) than the reference boards (0.47 ± 0.1 MPa). These results are in good agreement with already published results for wood composites (Veigel et al. 2012), which also revealed an improvement of internal bond strength when MFC-modified UF was used. Since density of the two groups of boards is not significantly different, other effects than variations in density must be investigated in order to reveal the cause behind the observed clear difference in board mechanics. The following analysis of adhesive distribution may contribute to elucidating these causes.
Adhesive distribution
Figure 5 shows typical microscope images of adhesive distribution in boards bonded with reference UF compared to boards bonded with MFC-modified UF. These images were obtained by merging two pictures taken in visible light and fluorescent mode, respectively. The yellowish background in all images originates from the epoxy resin used for embedding prior to thin-sectioning. UF adhesive shows bright greenish-light blue fluorescence and can thus be easily discerned from the intensely violet stained cell wall material.

Microscope images of adhesive distribution in boards bonded with reference UF (a, b) and with MFC-modified UF (c, d)
The first parameter evaluated quantitatively from such images is the size distribution of adhesive particles. This parameter implies that a high number of very small resin particles enable a more homogeneous distribution of adhesive throughout the board volume than few large resin particles.
As shown in Fig. 6, the size distribution is clearly different for the two groups of boards investigated. In the reference boards, the distribution of particle sizes is rather even across all size classes defined. In comparison, a clear trend towards larger particles is evident for MFC-modified UF. Notably, small size classes of 250 µm2 and smaller decrease, whereas larger size classes increase in frequency, which contradicts our assumption that a more homogeneous adhesive distribution in terms of numerous small particles instead of a smaller number of bigger particles may be favourable to internal bond strength. On the contrary, an increase in the frequency of large particles correlates with an increase in bond strength in the present set of specimens.

Resin area classes of one-layer lab scale particleboards (12 microscope images were evaluated)
However, not only the frequency of resin spots but also their location is of importance. Therefore we also investigated the coverage, i.e. the average percentage of the circumference of all wood particles covered by adhesive (Fig. 7). In case of MFC-modified UF, a significantly larger part of the wood surface is covered by adhesive.

Part of wooden particles covered with adhesive
This is supported by the third parameter evaluated from 12 microscope images acquired, which refers to the assignment of adhesive to defined areas inside particles, at the interface between particles (i.e. actual adhesive bond line), or in disconnected agglomerations (Fig. 8).

UF resin distribution within one-layer lab scale particleboards (average values and standard deviations are given)
In the reference boards bonded with unmodified UF, roughly 40 % of the adhesive is directly located in adhesive bond lines between neighbouring wood particles and thus provides mechanical strength to the composite. A surprisingly large fraction of 35 % of the adhesive is found within inner cavities of wood particles and thus does not directly contribute to adhesive bonding. However, this fraction of adhesive is probably not without use in the whole composite, since it somewhat stabilises the particles with regard to dimensional changes due to hygroexpansion (Frihart 2009). Finally, more than 20 % of the adhesive was found in disconnected agglomerations which apparently do not contribute to adhesive bonding. By comparison, UF-modification with MFC significantly changes the distribution of adhesive. Significant differences exist between the two groups regarding agglomerations (p value 0.008) and bond line adhesive (p value 0.034) in T Test. The fraction of adhesive directly contributing to particle–particle bonds increases to more than 50 % at the expense of disconnected agglomerations of adhesive, which are reduced to half the value found in the reference. With 35 % the fraction of adhesive penetrated into wood particle cavities remains unchanged.
Thus the change in adhesive distribution observed upon MFC addition is most probably attributed to a change in viscosity and the ability of MFC to bond water to its high specific surface. Increased adhesive viscosity may well explain the higher fraction of adhesive in the bondline and the trend towards larger adhesive particle size upon MFC addition. However, we have no explanation for the reduced fraction in agglomeration of UF-MFC. With regard to the improvement in board mechanics, it is proposed that this change in adhesive distribution exerts a positive influence and reinforces the already known effect of toughness improvement of UF modified with MFC (Veigel et al. 2011, 2012).
Conclusions
In summary, the results presented above show that MFC-modified UF is more viscous than unmodified UF, and adhesive cure is delayed by the presence of MFC. We conclude from the results of adhesive distribution characterisation that the interaction of UF with MFC leads to a shift in the size distribution of adhesive particles towards larger particles in UF-MFC compared to UF. A higher fraction of adhesive is available for bond-line formation and a larger part of the wooden particles is covered with adhesive. Changed adhesive distribution together with improved adhesive toughness are proposed to contribute to improved board strength.
References
Charreau H, Foresti ML, Vázquez A (2013) Nanocellulose patents trends: a comprehensive review on patents on cellulose nanocrystals, microfibrillated and bacterial cellulose. Recent Pat Nanotechnol 7(1):56–80
Clauß S, Allenspach K, Gabriel J, Niemz P (2011) Improving the thermal stability of one-component polyurethane adhesives by adding filler material. Wood Sci Technol 45:383–388
Diem H, Matthias G, Wagner RA (2010) Amino resins. In: Ullmann’s encyclopaedia of industrial chemistry. doi:10.1002/14356007.a02_115.pub2
Dimić-Mišić K, Sanavane Y, Paltakari J, Maloney T (2013) Small scale rheological observation of high consistency nanofibrillar material based furnishes. J Appl Eng Sci 11(3):146
Dufresne A (2012) Nanocellulose: from nature to high performance tailored materials. Walter de Gruyter, Berlin
Dukarska D, Czarnecki R (2015) Fumed silica as a filler for MUPF resin in the process of manufacturing water-resistant plywood. Eur J Wood Wood Prod. doi:10.1007/s00107-015-0955-4
Dunky M, Niemz P (2002) Holzwerkstoffe und Leime - Technologie und Einflußfaktoren. Springer, Berlin
Eichhorn SJ, Dufresne A, Aranguren M, Marcovich NE, Capadona JR, Rowan SJ, Weder C, Thielemans W, Roman M, Renneckar S, Gindl W, Veigel S, Keckes J, Yano H, Abe K, Nogi M, Nakagaito AN, Mangalam A, Simonsen J, Benight AS, Bismarck A, Berglund LA, Peijs T (2010) Review: current international research into cellulose nanofibres and nanocomposites. J Mater Sci 45(1):1–33
EN 319 (1993) Particleboards and fiberboards-determination of tensile strength perpendicular to the plane of the board. Austrian Standards Institute, Vienna, Austria
EN 323 (1993) Wood-based panels-determination of density. Austrian Standards Institute, Vienna, Austria
Frihart CR (2009) Adhesive groups and how they relate to the durability of bonded wood. J Adhes Sci Technol 23(4):601–617
Gardner DJ, Oporto GS, Mills R, Azizi Samir MAS (2008) Adhesion and surface issues in cellulose and nanocellulose. J Adhes Sci Technol 22:545–567
Grüneberger F, Künninger T, Zimmermann T, Arnold M (2014) Rheology of nanofibrillated cellulose/acrylate systems for coating applications. Cellulose 21(3):1313–1326
Iotti M, Gregersen ØW, Moe S, Lenes M (2011) Rheological studies of microfibrillar cellulose water dispersions. J Polym Environ 19(1):137–145
Jorfi M, Foster EJ (2015) Recent advances in nanocellulose for biomedical applications. J Appl Polym Sci 132(14). doi:10.1002/app.41719
Kaboorani A, Riedl B, Blanchet P, Fellin M, Hosseinaei O, Wang S (2012) Nanocrystalline cellulose (NCC): a renewable nano-material for polyvinyl acetate (PVA) adhesive. Eur Polymer J 48(11):1829–1837
Klemm D, Kramer F, Moritz S, Lindström T, Ankerfors M, Gray D, Dorris A (2011) Nanocelluloses: a new family of nature-based materials. Angew Chem 50(24):5438–5466
Leemann U, Ruch F (1972) Cytofluorometric determination of basic and total proteins with sulfaflavine. J Histochem Cytochem 20(9):659–671
Lei H, Du G, Pizzi A, Celzard A (2008) Influence of nanoclay on urea-formaldehyde resins for wood adhesives and its model. J Appl Polym Sci 109(4):2442–2451
Lei H, Du G, Pizzi A, Celzard A, Fang Q (2010) Influence of nanoclay on phenol-formaldehyde and phenol-urea-formaldehyde resins for wood adhesives. J Adhes Sci Technol 24(8):1567–1576
Liu J, Howard GD, Lewis SH, Barros MD, Stansbury JW (2012) A study of shrinkage stress reduction and mechanical properties of nanogel-modified resin systems. Eur Polymer J 48(11):1819–1828
Mahrdt E, Stöckel F, van Herwijnen HWG, Müller U, Kantner W, Moser J, Gindl-Altmutter W (2015) Light microscopic detection of UF adhesive in industrial particle board. Wood Sci Technol. doi:10.1007/s00226-015-0715-y
Moon RJ, Martini A, Nairn J, Simonsen J, Youngblood J (2011) Cellulose nanomaterials review: structure, properties and nanocomposites. Chem Soc Rev 40(7):3941–3994
Puisto A, Illa X, Mohtaschemi M, Alava M (2012) Modeling the rheology of nanocellulose suspensions. Nord Pulp Pap Res J 27(2):277–281
Richter K, Bordeanu N, López-Suevos F, Zimmermann T (2009) Performance of cellulose nanofibrils in wood adhesives. In: Proceedings of the Swiss bonding, pp 239–246
Riegler M, Gindl-Altmutter W, Hauptmann M, Müller U (2012) Detection of UF resin on wood particles and in particleboards: potential of selected methods for practice-oriented offline detection. Eur J Wood Wood Prod 70(6):829–837
Salari A, Tabarsa T, Khazaeian A, Saraeian A (2013) Improving some of applied properties of oriented strand board (OSB) made from underutilized low quality paulownia (Paulownia fortunie) wood employing nano-SiO2. Ind Crops Prod 42(1):1–9
Salas C, Nypelö T, Rodriguez-Abreu C, Carrillo C, Rojas OJ (2014) Nanocellulose properties and applications in colloids and interfaces. Curr Opin Colloid Interface Sci 19(5):383–396
Veigel S, Müller U, Keckes J, Obersriebnig M, Gindl-Altmutter W (2011) Cellulose nanofibrils as filler for adhesives: effect on specific fracture energy of solid wood-adhesive bonds. Cellulose 18(5):1227–1237
Veigel S, Rathke J, Weigl M, Gindl-Altmutter W (2012) Particle board and oriented strand board prepared with nanocellulose-reinforced adhesive. J Nanomater. doi:10.1155/2012/158503
Wang J, Laborie MPG, Wolcott MP (2011) Correlation of mechanical and chemical cure development for phenol-formaldehyde resin bonded wood joints. Thermochim Acta 513(1–2):20–25
Wei H, Rodriguez K, Renneckar S, Vikesland PJ (2014) Environmental science and engineering applications of nanocellulose-based nanocomposites. Environ Sci Nano 1(4):302–316
Zahedsheijani R, Faezipour M, Tarmian A, Layeghi M, Yousefi H (2012) The effect of Na+ montmorillonite (NaMMT) nanoclay on thermal properties of medium density fiberboard (MDF). Eur J Wood Wood Prod 70(5):565–571
Acknowledgments
The authors gratefully acknowledge the financial support by the Austrian Comet program (Competence Centre for Wood Composites and Wood Chemistry, Wood K Plus, Austria). They would also like to thank Metadynea (Metadynea Austria GmbH) for providing adhesives.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Mahrdt, E., Pinkl, S., Schmidberger, C. et al. Effect of addition of microfibrillated cellulose to urea-formaldehyde on selected adhesive characteristics and distribution in particle board. Cellulose 23, 571–580 (2016). https://doi.org/10.1007/s10570-015-0818-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-015-0818-5