
Abstract—Two methods are considered for the production of wear-resistant coatings for cutting and stamping tools: plasma nitriding with subsequent oxidation; and plasma chemical vapor deposition of metals with preliminary nitriding. The microstructure of the modified layers, their microhardness, and the tool life are discussed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Chemical vapor deposition (CVD) may be used to apply wear-resistant coatings on tools, including nanostructured coatings. Coatings based on nitrides, borides, carbides, and oxides are most common: TiN, ZrB2, ZrN, AlN, TiO2, SiC, SiO2, and Si3N4. Such coatings improve the productivity thanks to increase in cutting speed.
The basic factors limiting the use of tools with CVD coatings are inadequate adhesion and the impaired mechanical properties of the base. A recent trend is modification of the coating surface as a result of methods that combine chemicothermal treatment and coating application [1–3].
By a combination of diffusional metal coating and nitriding, hard alloy layers with high wear-resistance may be obtained in steel [3–5]. The most effective nitriding methods employ plasma to intensify the process [6, 7].
In the present work, we investigate chemicothermal treatment of tools in glow-discharge plasma, so as to produce nitride and oxide coatings.
We consider plasma nitriding with subsequent oxidation (for stamping tools); and plasma chemical vapor deposition of metals with nitriding (for cutting tools). The latter process takes the form of nitriding with subsequent CVD.
A universal system for surface modification has been developed. It consists of a reaction chamber and the necessary infrastructure. The samples are placed in a chamber, which is sealed. The current of nitrogen-bearing gas is switched on. A negative voltage pulse of a few hundred volts triggers a gas discharge (plasma) throughout the chamber, with consequent heating of the parts. Plasma from an anomalous glow discharge is used. In that case, the discharge burns uniformly over the whole surface. That permits simultaneous treatment of numerous complex components.
In the working chamber, the parts are heated not only by plasma but also indirectly by the hot wall. The temperature-monitoring system within the chamber permits measurements in the immediate vicinity of the parts.
All the parameters are monitored and regulated by an automated control system, on the basis of special software.
In comparative tests of R6M5 steel drills (diameter 25 mm) before and after chemicothermal treatment, 40Kh steel blanks are drilled using 5% ET-2 emulsion as the working fluid (drilling speed 27.9 m/min; supply 0.28 mm/turn; depth 100 mm). The tool life is recorded when the wear at the rear surface is 1 mm. The life of stamps before and after modification is compared in full-scale tests.
In plasma nitriding, the modified layer is formed as follows. During plasma treatment in ammonia, dissociated nitrogen atoms are accelerated close to the cathode and pass through the surface into the volume of the part. The diffusion of nitrogen into the surface layer of the steel plant forms a diffusional layer and an external nitride layer. The properties of the hardened surface may be optimized by adjusting the thickness and physical composition of the external layer and diffusional layer.
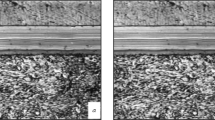
On nitriding in plasma, a white nitride layer is formed on the surface (Fig. 1a). Its thickness is regulated by selecting the nitriding temperature and time for the specific steel. In this layer, γ phase (Fe4N) or ε phase (Fe2–3N) is formed, depending on the nitriding conditions. The white layer protects against abrasive and adhesive wear and is characterized by low frictional coefficient and high strength.

Microstructure of the modified layer in VNS-17 steel produced by plasma nitriding (a) and subsequent oxidation (b): (1) oxide layer (Fe3O4); (2) white layer (Fe2–3N, Fe4N); (3) diffusional layer.
Subsequent oxidation in oxygen plasma (with added oxygen-bearing components) converts some of the nitrided layer to an oxide layer of thickness 1–2 μm (Fig. 1b). The oxide layer has good anticorrosion properties.
Regulation of the nitriding process permits adjustment of the diffusional-layer thickness (h = 10–1000 μm). That layer is characterized by high fatigue strength on account of the appearance of compressive stress. By plasma nitriding and subsequent oxidation, the surface hardness may be increased to 2000 HV (Fig. 2) and the frictional coefficient may be minimized (μ = 0.055). That indicates high wear resistance of the coating.

Microhardness H of the modified layer in VNS-17 steel after plasma nitriding and subsequent oxidation.
Since the processes are diffusional, all the layers in the coating are characterized by good adhesion. That is especially important when operating in the presence of friction and mechanical loads. Thanks to the protective oxide layer (Fig. 3), the parts produced by this technology are generally corrosion-resistant (Fig. 3).

Oxidized layer in VNS-17 steel produced by plasma nitriding and subsequent oxidation. Image obtained by scanning electron microscopy.
This process may be used to harden stamping tools for hot and cold deformation. The tool’s working life may be increased by a factor of 2–3.3.
Plasma chemical vapor deposition of metals with preliminary nitriding is used to produce functional coatings on tools. The deposition temperature is no more than 500°C, and hence coating application does not change the structure of the base. Hence, the hardness and strength of the product are not significantly modified.
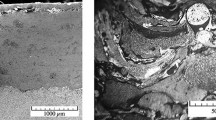
Metals in the coating (Ti, Cr, W, V) are deposited from vapor obtained by magnetronic spraying. By means of the plasma, a thin nitride or carbonitride layer (for example, TiN, TiCN, W2N3CrN) is applied to the nitrided steel surface; its depth is a few microns. In Fig. 4, we show the structure of a nitrided R6M5 steel tool with a chromium-nitride microcoating.

Microstructure of nitrided layer (thickness 50 μm in R6M5 steel with an applied CrN coating (a) and an image of the coating obtained by scanning electron microscopy (b). Hardness: 1800 HV (1) and 950 HV (2).
Thanks to their fine crystalline structure, thin nitride coatings are characterized by very high hardness (up to 1800 HV), high strength, thermal stability, low frictional coefficient, and chemical stability. The coatings operate without problem in the presence of wear and corrosion sources.
Table 1 presents the recommended nitriding conditions for different tools, so as to maximize durability.
Table 1
Tool | Nitriding conditions | Layer thickness, μm | Durability |
|---|---|---|---|
Cylindrical helical mill | 550°C, 45–50 min | 45–50 | 2.5 |
Complex cutter | 520°C, 30–50 min | 20–25 | 3.0 |
Drill | 550°C, 55–60 min | 35–39 | 2.5 |
Caliper gage | 540°C, 30–40 min | 25–30 | 3.0 |
Internal gage | 540°C, 50–55 min | 23–27 | 2.5 |
CONCLUSIONS
(1) By combining chemicothermal treatment with plasma nitriding, tools may be effectively protected from wear. That considerably extends the working life of stamping and cutting tools and permits increase in the cutting speed and supply.
(2) Strengthening the tool surface improves machining and also has environmental, technological, and economic benefits. These processes are recommended for introduction in tool manufacture.
REFERENCES
Aleksandrov, V.A., et al., Cutting tool resistance increase by surface modification technique with tungsten compounds coatings application in high-frequency discharge, Uprochnyayushchie Tekhnol. Pokrytiya, 2018, vol. 14, no. 1 (157), pp. 30–35.
Belashova, I.S., Petrova, L.G., Aleksandrov, V.A., and Demin, P.E., Improving the properties of low-alloy and carbon steel tools by cyclic nitriding, Russ. Eng. Res., 2018, vol. 38, no. 1, pp. 53–56.
Petrova, L.G., et al., Improvement of operation lifetime of machine parts with composite coatings in wear conditions, Int. J. Mech. Eng. Technol., 2017, vol. 8, no. 10, pp. 855–861.
Aleksandrov, V.A., Obtaining of a multilayer modified coatings on the surface of steel products to enhance operational characteristics, Uprochnyayushchie Tekhnol. Pokrytiya, 2014, no. 12, pp. 13–19.
Demin, P.E., Petrova, L.G., and Aleksandrov, V.A., Increase of corrosion resistance of steel covers in engines by methods of combined metallization by aluminum and titanium, Uprochnyayushchie Tekhnol. Pokrytiya, 2013, no. 9 (105), pp. 20–23.
Aleksandrov, V.A., Grachev, A.V., and Barabanov, S.I., Shortening of the process of nitriding of corrosion-resistant steels, Met. Sci. Heat Treat., 2011, vol. 53, nos. 7–8, pp. 344–346.
Petrova, L.G., Aleksandrov, V.A., and Demin, P.E., Thermochemical treatment of steels in plasma of hydrostatic spark discharge, Met. Sci. Heat Treat., 2012, vol. 54, nos. 5–6, pp. 309–314.
Funding
The work was supported by the Russian Science Foundation, project no. 17-19-01473.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by Bernard Gilbert
About this article

Cite this article
Aleksandrov, V.A., Petrova, L.G., Sergeeva, A.S. et al. Production of Tool Coatings by Chemicothermal Plasma Methods. Russ. Engin. Res. 39, 693–695 (2019). https://doi.org/10.3103/S1068798X19080033
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068798X19080033