
Abstract
The work substantiates the relevance of the creation and problem of improving the quality of high-performance continuous bimetal production. The production of steel overlay clad strips on a combined continuous casting and strain unit takes place in two process stages. The article provides recommendations for a high-quality technological process. The recommendations include a problem statement, initial data for the temperature of the steel base strip, stress-strain state of the cladding layers and the strip in the strain zone of the three-layer bimetal ingot. A calculation model and a method for solving problems of thermal conductivity and elastoplasticity are presented. A pattern of the temperature change of the main strip during its passage through the melt of the cladding layer is established, a stress-strain state of the metals of the main strip and the cladding layers in the strain zone is determined. The authors determine the value of the main strip drafting and the mutual displacement of the layers during the reduction of the bimetal ingot by the dies, as well as the patterns of the axial and tangential stress distribution along the contact line between the cladding layer and the die. The results of obtaining bimetal steel 09G2S–steel 13KhFA–steel 09G2S on a pilot continuous casting and strain plant demonstrate the layer interconnection without visible macrodefects, delamination in the contact zone and a homogeneous and fine-grained structure of the cladding layers.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
Bimetals are widely used in various industries, the use of which makes it possible to increase the reliability and durability of a large class of parts and equipment [1]. The growing demand for bimetals has caused the need to create high-performance continuous production processes and improve quality. The main tasks in the production of high-quality steel bimetal strips are to ensure a strong interconnection and a given layer thickness ratio and to obtain a homogeneous and fine-grained structure of the cladding layers. These problems of the continuous bimetal strip production can be successfully solved using a combined continuous casting and strain plant [2–4].
To assess the quality of steel three-layer bimetal strips, theoretical studies were carried out with verification of the results obtained on a pilot continuous casting and strain plant of OAO Ural Pipe Plant.
The technology of overlay clad strips production on a combined continuous casting and strain unit includes two stages.
The first stage of the process consists in passing the main strip in the solid state through the molten metal of the cladding layers, which is fed into a water-cooled copper mold, where a solidified cladding layer of the metal of the cladding layers is formed. To obtain the specified thicknesses ratio of the bimetal layers during the passage of the main strip through the melt in the mold, it is necessary to obtain the specified thickness of the cladding layers at the outlet and to prevent the main strip from melting. In addition, at a high temperature of the cladding layers melt, interlayer formations (oxide films, decarburized and carbide layers) may appear on the contact surfaces of the main strip, which reduce the interconnection strength of the bimetal strip layers.
At the second stage of the bimetal strip process, the main strip is connected with the hardened cladding layer of the cladding layers coming from the mold by pressing the three-layer bimetal ingot with dies. It should also be noted that during the passage of the main strip through the molten metal of the cladding layers in the mold, it heats up. Therefore, when the dies compress the bimetal ingot, there is strain of not only the cladding layers, but also of the main strip. In addition, during the reduction of a three-layer bimetal ingot, it is necessary to ensure the mutual displacement of the bimetal layers, which will contribute to the destruction of undesirable interlayer formations and increase the strength of the bimetal strip layers [3–5].
PROBLEM STATEMENT AND INITIAL DATA
To develop a high-quality steel overlay clad strip technology, the following is required:
(A) Establishing the dependence of the main strip temperature on the time of passing through the molten metal of the cladding layers in the mold in order to exclude the melting of the main strip;
(B) Determining the cladding layer thickness of the cladding layers at the molt outlet, depending on the solidification time;
(C) Establishing the patterns of the cladding layers flow and the displacement of the main strip in order to assess the mutual displacement of the bimetal layers and determine the reduction of the main strip;
(D) Establishing the patterns of axial and tangential stresses on the contact surfaces of the cladding layers with dies and the main strip in the strain zone of the steel bimetal ingot;
(E) Experimental verification of the results obtained on the pilot continuous casting and strain plant.
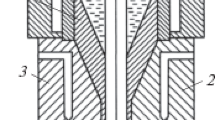
As an example, let us consider the process of obtaining bimetal 09G2S steel–St3 steel–09G2S steel on the combined process of continuous casting and strain unit (Fig. 1). The thickness of the main strip and cladding layers is 10 and 3 mm, the thickness of the cladding layers at the mold outlet is 10 mm, the height of the melt of the cladding layers in the mold is 600 mm, the pulling speed of the bimetal ingot from the mold is 3 m/min.

Calculation and point position model (t1—on the line of symmetry; t2—on the strip; t3—in the melt) representing the change in temperature over time; (1) contact pair between the strip and the melt (there are two lines to create contact).
RESULTS AND DISCUSSION
At the first stage of the calculation, it is necessary to establish the patterns of change in the main strip temperature as it passes through the molten metal of the cladding layers. The result was obtained by solving the problem of unsteady heat conduction by the finite element method using the ANSYS package [6–15].
It was found that when the main strip passes through the metal melt of the cladding layers for 10–15 s, its temperature is 900–1000°C (Fig. 2), that is, the strip melts [3–5]. During this time, the thickness of the cladding layers at the outlet from the mold will reach 10 mm, which provides a given degree of strain of the cladding layers and a required ratio of the bimetal strip layer thicknesses.

Temperature change at points t1 (1), t2 (2), t3 (3), and t4 (4) at a contact heat transfer coefficient of 10 000 W/(m2 K).
At the second stage of the calculation, it is necessary to determine a stress-strain state of the metals of the main strip and cladding layers in the production of bimetal 09G2S steel–St3 steel–09G2S steel on a continuous combined casting and strain unit. For the calculation, the coefficient of friction between the lining layer and the die is taken equal to 0.3, and between the lining layer and the strip—0.6. The temperature of the outer surface of the cladding layer is 1200°C, and the inner surface of the cladding layer is 1450°C. The calculation was carried out for two values of the strain resistance (160 and 240 MPa) and three values of the cladding layers thickness (2.4 and 6 mm). The results were obtained by solving the problem of elastoplasticity by the finite element method using the ANSYS package [6–15].
It was established that during the reduction of a three-layer steel ingot, a mutual displacement of the main strip and the cladding layers occurs, which contributes to the destruction of undesirable interlayer formations and interconnection of the bimetal layers. Moreover, the mutual displacement of the bimetal layers depends on a degree of deformation of the cladding layers, and the greatest displacement (2.86 mm) of the layers occurs when the bimetal is obtained with a cladding layer thickness of 2 mm, and a degree of their deformation is 80%.
To ensure the specified ratio of the bimetal strip layers, it is necessary to consider the degree of compression of the heated main strip, which depends on its strain resistance and the degree of deformation of the cladding layers.
Figure 3 shows the dependence of the size of the reduction of the main strip of steel St3 on its strain resistance and the thickness of the cladding layer when obtaining a steel three-layer bimetal strip on the continuous casting and deformation plant; the thickness of the cladding layer made of 09G2S steel at the mold outlet is 10 mm at different values of σben.

Dependence of the compression value of the main strip of St3 steel on its strain resistance and thickness of the cladding layer: (1) σ = 160 MPa; (2) σ = 240 MPa.
It was found that when obtaining a steel bimetal ingot with a thickness of cladding layers of 2 and 4 mm and a strain resistance of the main strip of 240 MPa, its reduction is 2.1 and 1.2 mm [3–5, 16, 17].
Figure 4 shows the distribution patterns of axial SX, SY, and tangential SXY stresses on the contact line of the cladding layer with the die when obtaining a bimetal strip with a cladding layer thickness of 4 mm.

Nature of the axial stresses along the axes ОХ (SX) (1), OY (SY) (2) and tangential (SXY) (3) on the contact line of the cladding layer and the die (thickness of the cladding layer is 4 mm; friction between the die and the cladding layer is 0.3).
It was established that high compressive stresses up to 260 MPa appear on the contact surfaces of the bimetal strip with dies, contributing to the formation of a homogeneous and fine-grained metal structure of the cladding layers.
To evaluate the results of the theoretical studies, bimetal strips made of steel 09G2S steel–13XFA steel–09G2S 16 mm thick and 120 mm wide were obtained on the combined continuous casting and deformation pilot plant of OAO Ural Pipe Plant (Fig. 5).

Continuous casting and deformation section: (1) induction furnace; (2) DC motor; (3) synchronizer gearbox; (4) unit frame.
The fact regarding the formation of a fine-grained structure of the cladding layer of 09G2S steel (in which the ferrite phase is divided into separate fragments), evenly distributed between pearlite grains, should be noted (Fig. 6). In the contact zone of the cladding layer with the main strip, macrodefects and delamination are absent [18–21].

Microstructure of the steel strips in the bimetal contact interaction zone.
CONCLUSIONS
It was established that when obtaining steel three-layer bimetal strips on the combined continuous casting and deformation plant, the base strip does not melt when passing through the molten metal of the cladding layers.
When pressing a bimetal ingot with dies, its layers are displaced in the deformation zone, which contributes to the destruction of interlayer undesirable formations in the layer interconnection zone and an increase in their adhesive strength. In addition, high compressive stresses on the contact surfaces of the bimetal strip with dies contribute to obtaining a uniform and fine-grained metal structure of the cladding layers. When steel three-layer bimetal strips are produced on the plant, the base strip is reduced 2.1 mm, which should be considered when developing a bimetallic strip production technology.
In the study of the steel three-layer bimetal strip technology on the pilot continuous casting and deformation plant, it was found that the interconnection of layers without visible macrodefects and delamination in the contact zone is ensured, and a homogeneous and fine-grained metal structure of the cladding layers is obtained.
REFERENCES
Sudnik, A.V., Petrov, I.V., Galinovskii, A.L., Kolpakov, V.I., and Moiseev, V.A., Promising areas of bimetals application in mechanical engineering, Fundam. Prikl. Probl. Tekh. Tekhnol., 2015, no. 2, pp. 80–88.
Lekhov, O.S. and Mikhalev, A.V., Ustanovka sovmeshchennogo protsessa nepreryvnogo lit’ya i deformatsii dlya proizvodstva listov iz stali dlya svarnykh trub. Teoriya i raschet (Unit of Combined Continuous Casting and Deformation for Production of Steel Sheets for Welded Pipes: Theory and Calculation), Yekaterinburg: Ural. Metod. Tsentr, Ural. Politekh. Inst., 2017.
Lekhov, O.S., Mikhalev, A.V., and Shevelev, M.M., Production of three-layer steel bimetallic strips in the unit of continuous casting and deformation. Report 1, Izv. Vyssh. Uchebn. Zaved., Chern. Metall., 2019, vol. 62, no. 8, pp. 594–599. https://doi.org/10.17073/0368-0797-2019-8-594-599
Lekhov, O.S., Mikhalev, A.V., and Shevelev, M.M., Production of three-layer steel bimetallic strips in the unit of continuous casting and deformation. Report 2, Izv. Vyssh. Uchebn. Zaved., Chern. Metall., 2019, vol. 62, no. 10, pp. 763–768. https://doi.org/10.17073/0368-0797-2019-10-763-768
Lekhov, O.S., Guzanov, B.N., Mikhalev, A.V., Shevelev, M.M., and Bilalov, D.Kh., Production of composite steel strips on continuous casting and deformation assembly, Steel Transl., 2019, vol. 49, no. 11, pp. 819–823. https://doi.org/10.3103/S0967091219110093
ANSYS Mechanical APDL Structural Analysis Guide, Release 15.0, Canonsburg, PA: ANSYS, 2013.
Plokhikh, A.P. and Pustyrskii, S.V., Modeling of plastic deformation of multilayer metal materials, Materialy Mezhdunarodnogo nauchno-tekhnicheskogo kongressa (OMD 2014) “Fundamental’nye problemy. Innovatsionnye materialy i tekhnologii” (Proc. Int. Sci.-Tech. Congr. (OMD 2014) “Fundamental Problems. Innovative Materials and Technologies”), Moscow: Belyi Veter, 2014, part 1, pp. 221–226.
Takashima, Y. and Yanagimoto, I., Finite element analysis of flange spread behavior in H-beam universal rolling, Steel Res. Int., 2011, vol. 82, no. 10, pp. 1240–1247. https://doi.org/10.1002/srin.201100078
Karrech, A. and Seibi, A., Analytical model of the expansion in tubes under tension, J. Mater. Process. Technol., 2010, vol. 210, no. 2, pp. 336–362. https://doi.org/10.1016/j.jmatprotec.2009.09.024
Kazakov, A.L. and Spevak, L.F., Numeral and analytical studies of nonlinear parabolic equation with boundary conditions of a special form, Appl. Math. Model., 2013, vol. 37, nos. 10–13, pp. 6918–6928. https://doi.org/10.1016/j.apm.2013.02.026
Kobayashi, S., Oh, S.-I., and Altan, T., Metal Forming and Finite-Element Method, New York: Oxford Univ. Press, 1989.
Jansson, N., Optimized sparse matrix assembly in finite element solvers with one-sided communication, in High Performance Computing for Computational Science–VECPAR 2012, Berlin: Springer-Verlag, 2013, pp. 128–139.
Matsumia, T. and Nakamura, Y., Mathematical model of slab bulging during continuous casting, Proc. 3rd Process Technology Conf. “Applied Mathematical, and Physical Models in Iron and Steel Industry,” Pittsburgh, Pa, March 28–31, 1982, New York, 1982, pp. 264–270.
Park, C.Y. and Yang, D.Y., A study of void crushing in large forgings II. Estimation of bonding efficiency by finite-element analysis, J. Mater. Process. Technol., 1997, vol. 72, no. 1, pp. 32–41. https://doi.org/10.1016/S0924-0136(97)00126-X
Marciniak, Z., Duncan, J.L., and Hu, S.J., Mechanics of Sheet Metal Forming, Amsterdam: Elsevier, 2002.
Ehrenberg, H.J., et al., Gießen und Gießwalzen dünner Brammen bei Mannesmannröhren-Werke AG, Stahl Eisen, 1989, vol. 109, nos. 9–10, pp. 453–462.
Fujii, H., Ohashi, T., and Hiromoto, T., On the formation of the internal cracks in continuously cast slabs, Trans. Iron Steel Inst. Jpn., 1978, vol. 18, no. 8, pp. 510–518. https://doi.org/10.2355/isijinternational1966.18.510
Sorimachi, K. and Emi, T., Elastoplastic stress analysis of bulging as a major cause of internal cracks in continuously cast slabs, Tetsu-to-Hagane, 1977, vol. 63, no. 8, pp. 1297–1304. https://doi.org/10.2355/tetsutohagane1955.63.8_1297
Slyusarev, M.V., Investigation of the quality parameters of bimetallic sheets, Vestn. Volgograd. Gos. Univ., Ser. 9: Issled. Molodykh Uch., 2007, no. 6, pp. 176–184.
Shlyakhova, G.V., Barannikova, S.A., Bochkareva, A.V., Li, Yu.V., and Zuev, L.B., Structure of a carbon steel–stainless steel bimetal, Steel Transl., 2018, vol. 48, no. 4, pp. 219–223. https://doi.org/10.3103/S0967091218040101
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by A. Kolemesin
About this article

Cite this article
Lekhov, O.S., Shevelev, M.M. Overlay Clad Strip Quality Assessment in Production at a Continuous Casting and Strain Plant. Steel Transl. 51, 705–709 (2021). https://doi.org/10.3103/S0967091221100077
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091221100077