
Abstract
This article describes the resource-saving assembly of continuous casting and deformation for production of three-layer bimetallic strips based on dissimilar steels and alloys. The results describe the theoretical analysis of the metal’s stress and strain state in the deformation zone upon bimetal strip production by sequential combining the layer thickness in the form of steel grades 09G2S–13KhFA–09G2S. Metallographic studies of bimetal structure and hardness along the distance of cyclic deformation zone in various sheet thickness areas are described.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
The main trend in the development of modern industry is the continuous quality improvement of operational properties of structural materials for various purposes. This requires the development and implementation of advanced resource saving production technologies of novel metal materials characterized by specific requirements. In many cases, some metals and alloys cannot provide specified performances when peculiar properties are required from an item portion, more often regarding its surface contact layer. In this case, complex spatial alloying is generally reasonable. Laminated metal compositions are widely applied for such conditions, and they can be manufactured by joining heterogeneous materials into single monolith-retaining reliable bonds between its constituents upon subsequent processing and operation [1].
These multilayered materials comprised of two and more heterogeneous metals and alloys include bimetals which significantly increase production efficiency of a wide range of items and equipment for engineering companies and other industries [2]. Presently, all bimetals are classified in terms of purposes and are comprised of important industrial materials characterized by a wide range of operational properties: corrosion resistance, antifriction, tooling, wear resistance, and others [3]. Production methods of laminated composite materials are available in publications [4, 5]. Various production methods of bimetals do not exclude but complement each other—the most popular being casting, surfacing, and rolling.
During casting, ingots are produced with two and more layers, and are subsequently rolled into slabs, sheets, or strips. A laminated ingot is produced by filling the mold in which various steel-grade work pieces are welded with poured liquid metal [6]. During surfacing of the preliminary prepared re-rolled surface, a steel layer is welded by the electric arc method. Such layer formation by electric slag welding is more promising [7]. Multilayer steel can be produced by pack rolling, sometimes even with a solder or flux interlayer. The thermal mode and deformation degree are assigned depending on its steel composition and required adhesion strength. The pack assembled of joint components is heated in the furnace and then placed between press dies and swaged. Then the obtained multilayer work piece is rolled to final size [8].
The major engineering purposes for the production processes of high-quality bimetal materials include: steady and adjustable heat modes at the interface between liquid and solid metals, sufficient for their homogeneous welding and excluding possible incomplete fusion; and non-uniform or excessive melting of the work piece in the mold and other possible defects at the interface of compacted multilayer composition. In addition, the width of bimetal sheets produced by roll methods, as well as composition production with higher thickness of cladding layers, should increase: up to 10–15% of the thickness of main metal [9, 10].
The issues during the production of steel three-layer bimetal strips were solved using an assembly of combined continuous casting and deformation, with its design features are described elsewhere [11–13]. The combined process is comprised of metal melt crystallization, formation of ingot with liquid phase, and plastic deformation of solidified metal. The production flowchart of bimetal strip based on two structural steels of various chemical compositions is illustrated in Fig. 1.

Production flowchart of steel three-layer bimetal strip: (1) one-piece crystallizer; (2, 3) dies; (4) sheet of main metal; (5) guiding rollers; (6) driving rollers; (7) molten metal of cladding layer; (8) cladding metal cover; (9) bimetal sheet.
The proposed method of continuous casting and deformation of three-layer bimetal strips includes the filling of water-cooled copper crystallizer with liquid cladding steel (surface layers) and provides the joining of main steel strips (internal layer) in the solid state with cladding layer shell, which leaves the crystallizer by pressing the bimetal ingot with dies and subsequent calibration of bimetal strip.
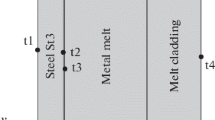
Reliable adhesion of bimetal strip layers without the formation of interlayer-grain boundary defects can be obtained by certain mutual displacement of layers in the deformation area’s solid state upon pressing bimetal ingots with dies. The allowable mutual displacement of layers in the deformation area was determined by theoretical studies; at the first stage, the main strip’s temperature gradual variations, during its passing of melt up to the pressing of the obtained three-layer ingot with dies, were determined using the solution of non-stationary heat conductance by finite element methods in 3D formulation with ANSYS packet. The predictions demonstrated that the strip temperature constantly equals to 800°C, whereas the temperature of external shell is 1200°C and that of shell internal side does not exceed 1450°C. Herewith, the temperature variation across the shell width is linear (Fig. 2). It should be mentioned that the strip temperature in the contact area does not exceed 1000°C, that is, under such conditions the strip would not melt, the cladding metal layer would only adhere to it.

Temperature field of strip of main metal and cladding layer.
At the second stage of the studies, the metal’s stress and strain state of its main strip and cladding layer upon three-layer bimetal ingot production was determined based on the obtained temperature field. In the predictions, while leaving the crystallizer, the cladding-layer shell thickness was 10 mm—the same thickness of the main steel strip. All predictions were made for three thicknesses of cladding layers being 2, 4, and 6 mm.
The distribution regularities of axial and tangential stresses in the deformation area upon the production of three-layer steel bimetal strips with a cladding layer thickness equaling to 2 mm are illustrated in Fig. 3. In the predictions, the friction between the main strip and the cladding layer was assume to be 0.6, and the resistance of main steel strip against plastic deformation was 240 MPa.

Distributions of axial stresses: (1) along OX (SX) axis; (2) OY (SY); (3) tangential (SXY) in the line of contact between cladding layer and strip.
The maximum pressing stresses equaling to 290 MPa are achieved at the end of the deformation area along the OX axis. It is possible to provide the required mutual layer displacement in the bimetal composition upon its pressing with dies while leaving the crystallizer.
The results in Fig. 4 characterize the flow regularities of the cladding metal layer along the deformation area length and main strip displacement upon bimetal production with the cladding layer thickness of 2 mm. The obtained results demonstrate that cladding metal layer’s vertical movement at the end of the deformation area can be 6.19 mm, and strip movement does not exceed 3.33 mm. The achieved mutual displacement bimetal-composition formed layers is 2.86 mm, which is likely sufficient and will promote unwanted formation destruction in the joint area with an increase in bond strength between the layers [6]. At the cladding layer thickness of 2 mm, the degree of its deformation is 80% and the main strip compression in this case is 3.4 mm. The developed technology provides high-quality multilayer strip surfaces due to compression of bimetal ingot with dies.

Metal flow of cladding layer 1 along vertical in the line of contact between cladding layer with the strip and movement of the strip 2.
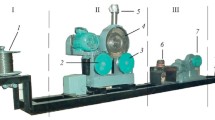
The obtained results were verified by the compaction of three-layer structural steel strips with different chemical compositions using the pilot assembly of continuous casting and deformation, OAO Urals Pipe Works. The internal layer was made of 13KhFA steel and the external cladding layer was made of 09G2S steel. The steels belong to different structural classes, which make it possible to directly identify the interface between layers using metallography. The assembly is schematically illustrated in Fig. 5. During the experiments, when the strip leaves the dies, the temperature of the die contact surface was measured. Thus, the average temperature of the die contact surface was determined equaling to 300°C, which allowed the prediction of the thermal flow density and effective heat transfer coefficient upon strip cooling after termination of its deformation.

Pilot assembly of continuous casting and deformation: (1) induction furnace; (2) DC motor; (3) reducer–synchronizer; (4) crystallizer body; (5) assembly frame.
During the experiments, a three-layer steel strip was produced with the final thickness of 16 mm and the width of 120 mm. A template was cut off out of the strip. Its transversal cross section is illustrated in Fig. 6. The plate is characterized by uniform thicknesses in all three layers without visible defects and stratifications in the contact area.

Macrostructure of steel three-layer bimetal strip, ×30.
The microstructure was analyzed using an Olympus-BX51 metallographic microscope on preliminary prepared transversal polished sections after etching, which facilitated the analysis of steel strip structure and contact area (Figs. 7a, 7b). The structural analysis demonstrated that a solid weld joint of moderate thickness was formed as a consequence of thermomechanical interaction between liquid and solid phases in the interface area due to diffusion redistribution of elements. This joint is a metal interlayer with an averaged chemical composition and its own microstructure coherently bonded with the steel structure in the layers.

Microstructure of steel strips in the region of contact between bimetal composition at magnification of ×150 (a) and ×750 (b).
The formation of such joint is peculiar for contact welding which is indirectly confirmed by measurements of microhardness using a ZNV hardness meter (Fig. 8). The microhardness of two-phase 09G2S ferrite–perlite steel after intensive compression in a hot state up to the 80% degree reaches average value HV1 210–220 across cladding layer thickness. The middle-layer microhardness of 13KhFA perlite steel, which was heated at moderate deformation to 800°C, was in average HV1 180–185 after annealing. Simultaneously, the microhardness at interface in the weld joint was in average HV1 193–198 (Table 1).

Microhardness measurement points in three-layer steel bimetal plate in transversal cross section.
The metals were joined without melting. The weld joint was formed during thermomechanical action due to mutual diffusion redistribution of steel chemical elements on the contact surface cleaned from impurities and defects upon sliding of the cladding layer along the bimetal internal layer’s solid steel strip.
The formation of the cladding layer’s finely dispersed grain structure should be especially mentioned (Fig. 7a), where separate fragments of the ferrite phase are distributed uniformly between perlite grains which, as demonstrated in [14], is favorable in terms of formation mechanical properties at the level of enhanced thermal state and, more importantly, greatly improves resistance against brittle destruction due to overall structure fragmentation.
The study exploring the new production process of three-layer bimetal strips using the assembly of continuous casting and deformation, OAO Urals Pipe Works, the pressing of bimetal ingot by dies with a high deformation degree has established: high quality of multilayer strip surface, good adhesion of layers without visible macrodefects and stratifications in contact zone, and homogeneous fine metal structure of cladding layers. The bimetal layers are joined during thermomechanical action due to mutual diffusion redistribution of steel chemical elements on the contact surface. Furthermore, mutual displacements of bimetal strip layers promote destruction of unwanted interlayer formations in the layer joint area and improves bond strength between them.
REFERENCES
Kobelev, A.G., Potapov, I.N., and Kuznetsov, E.V., Tekhnologiya sloistykh metallov (Technology of Layered Metals), Moscow: Metallurgiya, 1991.
Sudnik, A.V., Petrov, I.V., Galinovskii, A.L., et al., Advanced use of bimetals in machine engineering, Fundam. Prikl. Probl. Tekhn. Tekhnol., 2015, no. 2, pp. 80–88.
Sirotenko, L.D., Use of bimetal materials in machine engineering, Sovrem. Probl. Nauki Obraz., 2015, no. 2-1. http://scince-education.ru/ru/article/view?id=20462. Accessed August 31, 2019.
Golovanenko, S.A. and Meandrov, L.V., Proizvodstvo bimetallov (Production of Bimetals), Moscow: Metallurgiya, 1966.
Charukhina, K.E., Golovanenko, S.A., Masterov, V.A., et al., Bimetalicheskie soedineniya (Bimetal Compounds), Moscow: Metallurgiya, 1970.
Shlyakhova, G.V., Barannikova, S.A., Bochkareva, A.V., et al., Structure of a carbon steel–stainless steel bimetal, Steel Transl., 2018, vol. 48, no. 4, pp. 219–223.
Zaitsev, A.I., Rodionova, I.G., Amezhnov, A.V., et al., Modern development of production and use of double-layer steels, Tekhnol. Kolesnykh Gusenichnykh Mash., 2013, no. 3 (7), pp. 17–22.
Golovanenko, S.A., Svarka prokatkoi bimetallov (Welding of Rolling Bimetals), Moscow: Metallurgiya, 1977.
Slyusarev, M.V., Quality parameters of bimetal sheets, Vestn. Volgograd. Gos. Univ., Ser. 9: Issled. Molodykh Uch., 2007, no. 6, pp. 176–184.
Smirnov, S.V., Gladkovskii, S.V., Golubkova, I.A., et al., Analysis of explosion welding–batch rolling process for production of composite materials, Materialy VI mezhdunarodnoi nauchno-tekhnicheskoi konferentsii “Sovremennye metody i tekhnologii sozdaniya i obrabotki materialov” (Proc. VI Int. Sci.-Tech. Conf. “Modern Methods and Technologies for Creation and Processing of Materials), Minsk: Fiz.-Tekh. Inst., Nats. Akad. Nauk Bel., 2009, pp. 17–22.
Lekhov, O.S., Turlaev, V.V., and Lisin, I.V., Ustanovka sovmeshchennogo protsessa nepreryvnogo lit’ya i deformatsii. Teoriya i raschet (Installation for Combined Processes of Continuous Casting and Deformation: Theory and Calculation), Yekaterinburg: Ural. Fed. Univ., 2014.
Lekhov, O.S., Guzanov, B.N., Lisin, I.V., and Bilalov, D.Kh., The combined process of continuous casting and cyclic deformation for production of steel sheets, Stal’, 2016, no. 1, pp. 59–62.
Lekhov, O.S., RF Patent 2064364, Byull. Izobret., 1996, no. 87.
Pertsev, A.S., Panov, D.O., Smirnov, A.I., and Simonov, Yu.N., Mechanothermal processing of construction low-carbon steel 09G2S, Sovrem. Probl. Nauki Obraz., 2013, no. 6. http://scienceeducation.ru/ru/article/view?id=10860. Accessed September 18, 2019.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by I. Moshkin
About this article

Cite this article
Lekhov, O.S., Guzanov, B.N., Mikhalev, A.V. et al. Production of Composite Steel Strips on Continuous Casting and Deformation Assembly. Steel Transl. 49, 819–823 (2019). https://doi.org/10.3103/S0967091219110093
Received:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091219110093