
Abstract
Silk fibroin is a polymer of interest thanks to its ability to be transformed into different structures, such as fibers. The electrospun technique can produce micro and nanofibers, presenting advantages like high superficial area and porosity. However, this polymer needs to be dissolved into a liquid solution using solvents. This study evaluates the effect of formic acid and water as solvents on the silk fibroin electrospun fibers morphology, chemical structure, and thermal properties. In this case, silk fibroin was obtained from silk fibrous wastes. The results suggest that the morphology obtained from both solutions has a similar fiber diameter. Electrospun silk fibers using formic acid solution present a relatively high porosity and recrystallization enthalpy. In contrast, the percentage of crystallinity and degradation temperature were higher in samples with aqueous solution. This indicates that the aqueous process allows higher structural ordering, improving the thermal stability for the fibers.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Silk is a protein fiber produced by a variety of insects, including silkworms like Bombyx mori. Its silk is composed of two proteins, silk fibroin (SF) (70–75%) and silk sericin (25–30%) [1]. SF is usually obtained from silkworm cocoons, which can be used for other purposes like silk textiles. Nevertheless, SF can also be obtained from silk fibrous wastes as raw material with relatively low-cost [2, 3], namely silk fibroin from wastes (SFw). SF is versatile polymer due to the different forms it can be manufactured, such as powder, gels, films, foams, and nanofibers, making it useful on several applications [4]. This versatility combined with its outstanding properties such as biocompatibility, permeability, thermal stability, and degradation, makes the SF a promising material for different applications [5,6,7] such as textiles [8,9,10], food packaging [11], wound dressings [12], filtration media [13], and medical materials [4, 14, 15]. Several techniques are used to transform the SF into different forms for its final application. The electrospinning technique, for instance, allows producing SF fibers with diameters in the range of micrometers down to tens nanometers as a function of its processing conditions, giving high specific surface area and high porosity to the final material. These properties improve its capability to use it in these applications mentioned above [6].
It is possible to electrospun SF on an aqueous solution (AQ) or use organic solvents such as formic acid (FA). AQ solution systems with SF stands out due to their null toxicity compared to FA systems, but it has lower stability in solution. For this reason, external mechanical force or storage conditions could induce molecular aggregation, precipitation, and SF gelation in AQ systems [16]. In contrast, FA and SF system produce transparent solutions, prevent aggregation formation, and allow longer storage time than AQ [17]. Also, FA as solvent helps to control the viscosity during the SF electrospinning processing [18]. SFw fibers' properties, manufactured through the electrospun process using AQ and FA as solvents, is still been studied in order to establish the differences between both solvent systems. In this work, defect-free electrospun fibers of SFw, were manufactured and characterized. The samples morphology, chemical structure, and thermal behavior were evaluated. Scanning Electron Microscopy (SEM), Attenuated Total Reflectance Fourier Transform Infrared Spectroscopy (FTIR-ATR), and Temperature Modulated Differential Scanning Calorimetric (TM-DSC) were implemented, respectively, to compare the effect of the solvent system in the electrospun SFw fibers.
Materials and methods
Extraction of silk fibroin
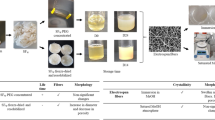
Silk fibrous wastes were provided by the Corporacion para el Desarrollo de la Sericultura del Cauca-Colombia (CORSEDA). These were used to obtain SFw following a procedure previously published in literature [3, 19,20,21]. Briefly, the silk fibrous wastes were degummed using Na2CO3 (EMSURE) at boiling conditions for 60 min. After this, the fibers were dried and subsequently dissolved using 9.3 M LiBr (SIGMA ALDIRCH, > 99% purity) at 60 °C. Finally, a 5–6% w/w aqueous SFw solution was obtained after dialysis and micro-filtration.
Preparation of silk fibroin solutions
The obtained SFw was concentrated through reverse dialysis against polyethylene glycol (PEG) (SIGMA ALDRICH) solution [22] until it reached 20% w/w of SFwAQ. On the other hand, SFw was put into casts to obtain films by solvent casting, dried until a constant weight was reached. The SFw films were dissolved in formic acid (Honeywell, > 99% purity) at 15% w/w of SFwFA. Moreover, the FA solution presented spinnability at a lower SFw concentration than the AQ; this could be attributed to the higher viscosity and conductivity of the FA solution [18].
Electrospinning of silk fibroin solutions
The solutions prepared with both solvents were electrospun by in-house equipment following specific parameters for each one. The SFwAQ solution was electrospun with a volumetric speed of 0.2 ml/h, a voltage of 16 kV, and a distance between the needle tip and the collector of 10 cm. The SFwFA electrospun was obtained with a voltage applied at 19 kV, a volumetric rate of 0.4 ml/h, and a needle-to-collector distance of 11 cm. Electrospun nonwovens were stored in a desiccator until its characterization.
Characterization of the electrospun fibers
The electrospun nonwovens' images were recorded by SEM (JEOL JSM-6490 LV, United States), with 15 kV of acceleration voltage, and processed using ImageJ software together with DiameterJ plugin. Whichs allows determining the average diameter, the standard deviation, and the apparent porosity from the samples' SEM images. The fibers' chemical structures were evaluated by FTIR-ATR (Nicolet FTIR IS50 Thermo Scientific, United States). A total of 64 scans with a resolution of 4 cm−1 were recorded in the range between 4000 and 400 cm−1 of the absorption spectrum. OMNIC software was used to deconvolute the spectra in the region of amide I (1700–1600 cm−1) [2]. Finally, the fibers' thermal behavior was studied using a TM-DSC (Q2000 TA Instruments, United States) with a 50 ml/min of N2 inhert gas flow and a heating ramp of 3 °C/min from 30 to 350 °C.
Results and discussion
Morphology
Figure 1 shows the SEM micrographs obtained from electrospun SFwAQ and SFwFA fibers. Uniform and beadless nanofibers can be observed in both cases, indicating the spinnability of both solutions. According to ImajeJ analysis of similar mean diameter, presented in Table 1, indicate no significant changes in the average fiber diameter for the nanofibers obtained from both solutions, additionally, the histograms show a symmetric trend and a range ranging from 187 to 2623 nm. Nevertheless, the sample SFwFA presented 12% less porosity than the sample SFwAQ. This could be attributed to the differences in the rate flow use in each system combined with each solvent's specific rate of evaporation. The higher flow and rate of evaporation on SFwFA samples allows a greater deposition of fibers to enhance the adhesion of the fibers and result in lower porosity than SFwAQ samples [23].

SEM micrograph and diameter distribution histogram of electrospun nanofibers. (a) SFwFA (b) SFwAQ
Chemical structure
The percentage of the relative secondary structures of SFw nanofibers obtained from both solutions is summarized in Fig. 2. The β sheet structure dominates the SFwAQ samples, and the main structures for SFwFA were turns and bends followed by β sheet. The analysis of these results indicates that the nanofibers from SFwAQ present a higher percentage of crystallinity (51.81%) than the nanofibers from SFwFA (39.84%). Even though FA is attributed to improving the SF's crystallization [24], water also plays a relevant role in the SF crystallization process. Water acts as a plasticizer, promoting higher crystalline structures content [25], especially when electrospinning SF in aqueous media. This might occur because the water is not fully removed during the fiber formation promoting the formation of ordered structures of SF during the fibers dried process.

Relative content of secondary structures of SFwAQ and SFwFA
Thermal behavior
Figure 3 presents the TM-DSC thermograms for SFwAQ and SFwFA fibers. Both samples exhibit an endothermic peak before 100 °C, attributed to water evaporation [26]. On the other hand, the recrystallization enthalpy value was lower, while the degradation temperature (Td) was relatively higher for the SFwAQ compared to SFwFA [27, 28]. This indicates that the nanofibers from SFwFA contain a higher percentage of amorphous structures than the more crystalline SFwAQ sample, corroborating the data obtained with FTIR in the previous section. This leads to faster degradation of the SFwFA sample and limits the molecular mobility of SFwAQ during the heated recrystallization process (Table 2).

TM-DSC curve (a) SFwFA and (b) SFwAQ. Non-Rev-heat flow is show in blue and the Rev-heat is presented in black
Conclusions
In the present work, electrospun fibers from silk fibrous waste were produced using aqueous and formic acid solutions. Beadless fibers with similar morphology and diameter were found for both solvents. However, the porosity, secondary chemical structure, and thermal behavior were affected by the solvents. The aqueous solution system enhances the crystallinity, thermal stability and increases the porosity of the sample. In contrast, the silk fibers obtained with the formic acid resulted in relatively more amorphous and consequently less thermal stable nonwoven material. According to the effect of solvents on the morphological, chemical and thermal properties of silk fibroin electrospun, it is concluded that the choice of solvent can be used as a strategy to control and obtain adequate properties in a silk-based material depending on the application of interest.
References
M. Joshi, R. Purwar, S. Wazed Ali, S. Rajendran, Antimicrobial Textiles for Health and Hygiene Applications Based on Eco-Friendly Natural Products (Woodhead Publishing Limited, Swaston, 2010). https://doi.org/10.1533/9780857090348.84
A. Gaviria, S. Sanchez-Diaz, A. Ríos, M.S. Peresin, A. Restrepo-Osorio, Silk fibroin from silk fibrous waste: characterization and electrospinning. IOP Conf. Ser. (2017). https://doi.org/10.1088/1757-899X/254/10/102005
N. Jaramillo-Quiceno, C. Álvarez-López, A. Restrepo-Osorio, Structural and thermal properties of silk fibroin films obtained from cocoon and waste silk fibers as raw materials. Procedia Eng. 200, 384–388 (2017). https://doi.org/10.1016/j.proeng.2017.07.054
C. Vepari, D.L. Kaplan, Silk as a biomaterial. Prog. Polym. Sci. (Oxford) 32(8–9), 991–1007 (2007). https://doi.org/10.1016/j.progpolymsci.2007.05.013
L.D. Koh et al., Structures, mechanical properties and applications of silk fibroin materials. Prog. Polym. Sci. 46, 86–110 (2015). https://doi.org/10.1016/j.progpolymsci.2015.02.001
B.M. Min, G. Lee, S.H. Kim, Y.S. Nam, T.S. Lee, W.H. Park, Electrospinning of silk fibroin nanofibers and its effect on the adhesion and spreading of normal human keratinocytes and fibroblasts in vitro. Biomaterials 25(7–8), 1289–1297 (2004). https://doi.org/10.1016/j.biomaterials.2003.08.045
S.D. Wang, Silk fibroin and its application in tissue engineering. Curr. Trends Fashion Technol. Text. Eng. 4(4), 74–76 (2018). https://doi.org/10.19080/ctftte.2018.04.555643
Na Kong, Kong 2021.pdf. in Fibrous Proteins: Design, Synthesis, and Assembly, Methods in Molecular Biology, 2021. doi: https://doi.org/10.1007/978-1-0716-1574-4_7.
F. Bai, H. Wang, X. Chen, C. Wu, K. Zhang, Silk fibroin-based textile materials and their application in biomedical field. Cailiao Daobao/Mater Rep 34(4), 07154–07160 (2020). https://doi.org/10.11896/cldb.19040294
K.M. Babu, Developments in the processing and applications of silk. Silk. (2019). https://doi.org/10.1016/b978-0-08-102540-6.00006-1
A.D. Rios Osorio, C. Alvarez-Lopéz, L.J. Cruz Riaño, A. Restrepo-Osorio, Revisión: Fibroína de seda y sus potenciales aplicaciones en empaques biodegradables para alimentos/Review: silk fibroin and their potential applications on biodegradable food packaging. Prospectiva 15(1), 7–15 (2017). https://doi.org/10.15665/rp.v15i1.685
M. Farokhi, F. Mottaghitalab, Y. Fatahi, A. Khademhosseini, D.L. Kaplan, Overview of silk fibroin use in wound dressings. Trends Biotechnol. 36(9), 907–922 (2018). https://doi.org/10.1016/j.tibtech.2018.04.004
X. Gao, “Gao 2018.pdf.” Royal Society of Chemistry, 2018. doi: https://doi.org/10.1039/c7ra12879g.
J. Melke, S. Midha, S. Ghosh, K. Ito, S. Hofmann, Silk fibroin as biomaterial for bone tissue engineering. Acta Biomater. 31, 1–16 (2016). https://doi.org/10.1016/j.actbio.2015.09.005
C. Li, C. Vepari, H.J. Jin, H.J. Kim, D.L. Kaplan, Electrospun silk-BMP-2 scaffolds for bone tissue engineering. Biomaterials 27(16), 3115–3124 (2006). https://doi.org/10.1016/j.biomaterials.2006.01.022
H.J. Cho, C.S. Ki, H. Oh, K.H. Lee, I.C. Um, Molecular weight distribution and solution properties of silk fibroins with different dissolution conditions. Int. J. Biol. Macromol. 51(3), 336–341 (2012). https://doi.org/10.1016/j.ijbiomac.2012.06.007
I.C. Um, H.Y. Kweon, Y.H. Park, S. Hudson, Structural characteristics and properties of the regenerated silk fibroin prepared from formic acid. Int. J. Biol. Macromol. 29(2), 91–97 (2001). https://doi.org/10.1016/S0141-8130(01)00159-3
Y. Kishimoto, T. Kobashi, S. Yamanaka, H. Morikawa, Y. Tamada, Comparisons between silk fibroin nonwoven electrospun fabrics using aqueous and formic acid solutions. Int. J. Polym. Mater. Polym. Biomater. 67(7), 462–467 (2018). https://doi.org/10.1080/00914037.2017.1342253
M. Puerta, M.S. Peresin, A. Restrepo-Osorio, Effects of chemical post-treatments on structural and physicochemical properties of silk fibroin films obtained from silk fibrous waste. Front Bioeng Biotechnol 8, 1–11 (2020). https://doi.org/10.3389/fbioe.2020.523949
N. Jaramillo-Quiceno, A. Restrepo-Osorio, Water-annealing treatment for edible silk fibroin coatings from fibrous waste. J. Appl. Polym. Sci. 137(13), 1–8 (2020). https://doi.org/10.1002/app.48505
M. Puerta, M.C. Arango, N. Jaramillo-Quiceno, C. Álvarez-López, A. Restrepo-Osorio, Influence of ethanol post-treatments on the properties of silk protein materials. SN Appl. Sci. (2019). https://doi.org/10.1007/s42452-019-1486-0
T. Hodgkinson, Y. Chen, A. Bayat, X.F. Yuan, Rheology and electrospinning of regenerated Bombyx mori silk fibroin aqueous solutions. Biomacromol 15(4), 1288–1298 (2014). https://doi.org/10.1021/bm4018319
H. Cao, X. Chen, L. Huang, Z. Shao, Electrospinning of reconstituted silk fiber from aqueous silk fibroin solution. Mater. Sci. Eng., C 29(7), 2270–2274 (2009). https://doi.org/10.1016/j.msec.2009.05.012
I.C. Um, H.Y. Kweon, K.G. Lee, Y.H. Park, The role of formic acid in solution stability and crystallization of silk protein polymer. Int. J. Biol. Macromol. 33(4–5), 203–213 (2003). https://doi.org/10.1016/j.ijbiomac.2003.08.004
K. Yazawa, K. Ishida, H. Masunaga, T. Hikima, K. Numata, Influence of water content on the β-sheet formation, thermal stability, water removal, and mechanical properties of silk materials. Biomacromol 17(3), 1057–1066 (2016). https://doi.org/10.1021/acs.biomac.5b01685
J. Zhu, H. Shao, X. Hu, Morphology and structure of electrospun mats from regenerated silk fibroin aqueous solutions with adjusting pH. Int. J. Biol. Macromol. 41(4), 469–474 (2007). https://doi.org/10.1016/j.ijbiomac.2007.06.006
F. Wang, H. Wu, V. Venkataraman, X. Hu, Silk fibroin-poly(lactic acid) biocomposites: effect of protein-synthetic polymer interactions and miscibility on material properties and biological responses. Mater. Sci. Eng. C 104, 109890 (2019). https://doi.org/10.1016/J.MSEC.2019.109890
Y. Xue, F. Wang, M. Torculas, S. Lofland, X. Hu, Formic acid regenerated Mori, Tussah, Eri, Thai, and Muga silk materials: mechanism of self-assembly. ACS Biomater. Sci. Eng. 5(12), 6361–6373 (2019). https://doi.org/10.1021/acsbiomaterials.9b00577
Acknowledgements
The authors express their acknowledgments to the Universidad Pontificia Bolivariana and Ministerio de Ciencia, Tecnología e Innovación (MINCIENCIAS) for the financial support of the research projects: Implantes Vasculares, Cod: 121080762864 and APSC Implantes Vasculares, Contrato 854-2020, for financial support.
Funding
This research receives financial support from Ministerio de Ciencia, Tecnología e Innovación (MINCIENCIAS) of Colombia, through the projects: Implantes Vasculares, Cod: 121080762864 and APSC Implantes Vasculares, Contrato 854-2020.
Author information
Authors and Affiliations
Contributions
All authors listed have made a substantial, direct, and intellectual contribution to the work and approved it for publication. MV-M and MP developed the materials, performed the experiments and the characterizations. MV-M, MP, AR-O, contributed to the conceptualization, data analysis, and manuscript writing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that the research was conducted without any commercial or financial relationships that could be construed as a potential conflict of interest.
Rights and permissions
About this article

Cite this article
Vallejo-Martinez, M., Puerta, M. & Restrepo-Osorio, A. Electrospun silk fibroin using aqueous and formic acid solutions. MRS Advances 6, 975–979 (2021). https://doi.org/10.1557/s43580-021-00192-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43580-021-00192-0