
Abstract
The possibilities of using special rheological properties of polymers in the petrochemical industry, in particular, at the stage of oil production in the modification of drilling fluids and oil displacement, the transportation of oil in pipeline systems, and the modification of properties of main hydrocarbon products are considered. In all the cases, polymers with different compositions and structures are used as modifiers of the rheological properties of process fluids based on water or hydrocarbons. In addition to the control of the viscosity characteristics of these fluids, polymers promote the manifestation of elasticity of the solutions created which may play a significant role in optimizing the process. The aspects of the use of polymers for decreasing the hydrodynamic resistance during the pumping of oil in trunk pipelines are discussed in most detail. When discussing options of the application of polymers special attention is paid to the related environmental problems.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Polymers and polymer-based compositions are very actively applied in the petroleum industry at different stages of crude oil production, pipeline transport, and modification of petroleum products. Here, the decisive factors are the achievement of particular target indicators, economic efficiency, and environmental safety. Since in all cases we refer to the properties of oil as a fluid, the control characteristics are determined by its rheological properties that can vary in a very wide range. Polymer additives serve as a means of controlling these properties; therefore, the choice of polymers depends on their effect on the main indicators of the rheological properties as applied to different types of oil. In many cases, the joint effect of polymer components on both the rheological and other physicochemical properties of oil or petroleum products should also be evaluated.
The main issues associated with the rheological characterization of oil were earlier considered in the review [1]. The aim of this review is to discuss different aspects of the effect of polymers on the main technological operations that make up the development, transportation, and application of oil (except for petrochemistry).
In accordance with the formulated tasks, we considered how control of the rheological properties of oil or other process fluids that include polymer components promotes the improvement of technical characteristics of materials in processes associated with the production and transportation of oil and the modification of petroleum products.
This work covers publications appeared in the latest five to seven years.
DRILLING FLUIDS
Drilling fluids serve many functions, among which cooling and lubrication of the surface of a drilling tool subject to high mechanical loads as well as borehole bottom cleaning are the most important. Naturally, requirements for the drilling fluid used are primarily based on geological features of the drilled rocks of a specific deposit. Therefore, there are no “universal” formulations and the choice of compositions is based on the professional evaluation by drilling experts. Nevertheless, in most cases, drilling fluids are multicomponent aqueous dispersions of the bentonite clay and various modifying additives, including polymers. The role of the rheological properties of such complexes is evidenced by the standardized grading system [2]. Here, polymer modifiers can substantially affect optimization of the drilling fluid composition.
In practice, since olden times and to the present day, it is common practice to evaluate the rheological properties from fluidity of the composition which is measured on the so-called Marsh funnel (Fig. 1). It makes it possible to measure the apparent funnel viscosity, that is, time required for one quart (946 mL) of solution to overflow from a Marsh funnel to a measuring cup. The funnel viscosity is expressed in seconds (per quart). Such a method allows one to compare drilling fluids under field conditions.

The Marsh funnel.
In reality, drilling fluids are viscoplastic media with respect to their rheological properties (Fig. 2), that is, are characterized by the yield point σY (in the stress range below σY, the fluid does not flow being a solid medium) and a strong dependence of the apparent viscosity on the shear rate \(\eta \left( {\dot {\gamma }} \right)\) or stress η(σ). Such a shape of the flow curve is characteristic of many systems used in the oil production industry.

Characteristic dependence of the apparent viscosity on the shear stress for drilling fluids (a viscoplastic medium); σY is the yield point.
Therefore, the rheological properties of drilling fluids determined by the use of polymer modifiers should be interpreted in the terms qualifying the parameters of viscoplastic media. The drilling fluids with different formulations are characterized by the following ranges of the rheological parameters: the apparent viscosity (at a shear rate of ~600 s−1) no higher than 10 Pa s and a yield point of 1 to 20 Pa.
The choice of the used and potentially promising modifiers for drilling fluids is extremely wide. Therefore, here, we can confine ourselves to some most often examples.
For example, in the recent five years, major efforts of scientists have been focused on the use of nanoparticles of various types and their interaction with polymer modifiers and bentonite clay. Here, the decisive characteristics were the rheological parameters of mixtures as well as the demand to decrease the unjustified water losses during drilling owing to filtration of the fluid into the surrounding rocks were considered. Filtration through narrow pores and cracks was evaluated at a laboratory on model units mimicking the structure of these rocks.
The authors of [3] made an interesting attempt to solve the formulated tasks by creating a structural network from tetraethoxysilane (TEOS) which was grafted onto silica nanoparticles. This eventually resulted in the formation of a supramolecular structure in the displacing fluid:

Thereby, it was demonstrated that the idea that clusters are formed from hydrophobic blocks creating a labile structure in a fluid which promotes a sharp decrease in water losses during drilling can be embodied.
Another technological solution associated with the use of polymers was the introduction of up to 1 wt % nanocellulose particles including microfibrillar cellulose and nanocrystals. This resulted in the desired increase in viscosity in the low stress region (near the static state which is close in the meaning to the yield point) up to 1000 times with a weak change in the apparent viscosity in the region of high stresses (and strain rates). Here, the filtration characteristics of dispersions were also improved substantially which promoted a decrease in water losses. Cellulose nano(micro)crystals formed a system of core–shell particles upon interaction with bentonite and immobilized water molecules, thereby providing appearance of a supramolecular structure responsible for a high viscosity at low stress values. Further improvement of the technological characteristics of the drilling fluid was achieved by introducing polyanionic cellulose [4].
The addition of TiO2 nanoparticles with the specific surface area of up to 150 m2/g together with polyacrylamide generated the strength of the initial structure on the order of 0.1 Pa s sufficient for a sharp decrease in water losses [5].
The use of even very low concentrations of graphene oxide added to the standard composition of a drilling fluid, which also included polyanionic and common cellulose, was very apparent. Such compositions made it possible to attain a sufficiently high yield point of the material with any noticeable growth in the plastic viscosity. The application of nanoparticles of a highly dispersed (with the specific surface area of up to 250 m2/g) MgO to an extremely high level of the yield point demonstrated that the use of this material is unreasonable in terms of technology [6].
A fairly simple (and relatively cheap) composition of SiO2 nanoparticles (with the particle size mostly in the range of 1–10 nm and a concentration of up to 1.5%) and montmorillonite was also very apparent and made it possible to achieve the desired improvement of the rheological properties of the drilling fluid, although in this case water consumption increased very significantly over time. Note that this composition of the drilling fluid also included polyanionic cellulose and small starch additions [7].
From the point of view of environmental requirements, it is desirable to replace synthetic polymers by natural biodegradable products. It was proposed to use starch in the form of microparticles (with an average size of about 35 μm) at a concentration of up to 2% as such an additive. This polymer additive made it possible to attain the required yield point providing a sharp decrease in the filtration of water and did not lead to any significant increase in viscosity at high values of the strain rate [8]. Compositions based on starch and various types of bentonites were very sensitive to pH of the medium which determines the rheological properties of the composition (the yield point, viscosity), while the polymer played the role of an agent controlling the filtration characteristics of the material [9].
Apparently, nanotubes are a very promising option for decrease in water losses: introduction of a dispersion of single-layer nanotubes in polyvinylpyrrolidone (at a concentration of this additive of less than 1%) into the drilling fluid made it possible to increase the stability of the composition and decrease water losses by 23% [10].
Thus, modern trends in increasing the operational characteristics of drilling fluids are associated with the use of nanoparticles, which upon interaction with the polymer modifiers and bentonite clay provide the required growth of the yield point (which, in addition to solving the rheological tasks, solves the problem of decrease in water losses during drilling) while retaining a quite low level of viscosity at high flow rates of the composition. At the same time, of particular interest is the replacement of synthetic polymers by biodegradable natural products which conforms to the environmental safety requirements.
OIL DISPLACEMENT
Enhanced oil recovery from oil beds is a relevant task of the oil production industry because, at present, no more than 75% of the available resource can be extracted at best, while in many cases this value is no more than 30% [11]. Therefore, a large number of studies are devoted to solving the problem of enhanced oil recovery (EOR), and one of the key tools in this direction is the use of polymer additives in the displacement of oil with aqueous solutions.
If pure water is injected into a heterogeneous structure, a bed (a collector or a reservoir), instability appears in the form of finger formation (the Rayleigh–Taylor instability), so that water breaks into the bed and moves faster than oil. Here, a significant part of oil remains in the porous layers of the rock. An analysis of various publications demonstrated [12] that introducing a water-soluble polymer allows one to solve, for example, such tasks as the elimination of the above instability, decrease in permeability, oil outsqueezing from the dead-end channels, increase in viscosity, improvement of flow conditions in heterogeneous structures, and displacement of oil from the surface of rocks.
General considerations and specific experimental facts show that the efficiency of using polymers for EOR is determined not only by their effect on the viscosity of aqueous solutions but to a significant extent by elasticity inherent in polymer solutions [12, 13]. This encourages the evaluation of these solutions using a set of their viscoelastic properties, in particular, elastic deformability.
The effect of oil “tearing from the surface of rocks is illustrated by Fig. 3, which shows how individual drops get detached from a solid surface under the action of a flow of a viscoelastic fluid and are carried away by the total flow.

Oil droplets (a) “jammed” on the surface of rock and (b) tear from it under the action of viscoelastic displacing fluid forming the continuous jet and are carried away by the flow to the common reservoir [12].
Both synthetic and natural polymers are used to create apparent displacing fluids for EOR. This also refers to the technology of hydraulic fracture of an oil-bearing bed.
Various kinds of acrylamide polymers and copolymers (PAA and copolymers) are the most widely used as synthetic polymers for EOR. The generalized rheological properties of acrylamide copolymers used for EOR are determined by their characteristic viscosity and relaxation time [14]; i.e., again a significant role belongs to the viscoelastic properties of PAA solutions.
Comparing the effect of common hydrolyzed PAA, a copolymer of acrylamide with acrylic acid (I), and a hyperbranched copolymer of acrylamide, acrylic acid, and N-vinyl-2-pyrrolidone (II) on EOR showed that while the use of I in the amount of 0.015 g/cm3 increases oil recovery by 16.7%, then the addition of II increases this effect up to 23.61% [15]. This effect is very significant for practice. Obviously, a high degree of branching promotes an increase in the density of intermolecular entanglements.
The role of formation of supramolecular structures is more explicitly traced in modification of the displacing fluid with microgel particles with sizes of 0.1 to 10 μm which are formed upon adding a small amount of a crosslinking agent (N,N′-methylenebis(acrylamide)) to partially hydrolyzed PAA [16]. The experimental results are presented in Fig. 4.

Effect of the concentration of the crosslinking agent forming microgels in PAA on increase in oil recovery [16].
Apparently, the concentration of the microgels should be chosen very carefully because the optimum result is achieved at very low concentrations of the crosslinking agent, 100 ppm and, hence, the concentration of the microgel.
The role of these microgels can be played by nanoparticles that promote formation of a supramolecular structure in solution [17], among them nanoparticles with macromolecules grafted to their surface which form core–shell structures [18].
The choice of polymers for EOR is determined not only by their rheological properties but also by the fact that such polymers should possess surface active properties, that is, be polymer surfactants interacting with the surface of rocks and preventing the formation of interfacial instability. Surfactant macromolecules contain both hydrophobic and hydrophilic groups. There are many types of such polymers that were synthesized and with more or less success used in practice (review [19]). The efficiency of their selection depended on the successful combination of the properties and specific characteristics of rocks.
In addition, when creating the formulations of displacing media biodegradable polymers, primarily xanthan, serve as apparent polymer agents. Polysaccharides (chitosan, starch, and possibly, cellulose derivatives) apply for this role. These polymers possess absolute environmental advantage, although their cost may be higher compared with synthetic polymers.
One of the possible options of using natural substances may be the use of genetically modified microorganisms (the review of earlier works [20]). A characteristic feature of this technology is that microorganisms grow inside the oil-bearing stratum on the surfaces of solid rocks and create biological microfilms that promote the displacement of oil from pores. There are different strategies of introduction of microorganisms: either by the preliminary growing of microorganisms inside the oil-bearing stratum or by their feeding together with the displacing fluid. This direction of studies remains in line with modern works devoted to EOR [21, 22], although a slow growth and poorly controlled process of bacteria growth as well as the variety of reproduction conditions are serious obstacles to the wide use of this EOR method in practice.
Wormlike micelles of surfactants by themselves or in combination with polymers can be a significant competitor to polymers. Various classes of surfactants are used for this purpose [23, 24].
It appears that, in the modification of the displacing medium with polymer additives, there should be a certain balance between the rheological properties of the fluid in the region of low stress values (or in the steady state) and high shear rate values (Fig. 5). At low stresses either the viscosity should be very high or the yield point should exist in order that the fluid could bear a proppant agent; i.e., in order that small solid particles used in the hydraulic fracturing technology did not sediment under the action of gravity. At high values of the shear rate viscosity should be low. It is implied that such a displacing fluid should also possess viscoelastic properties.

Combination of the rheological properties in the regions of (I) low and (II) high values of shear rate for the displacing fluid.
In order to fulfill the specified requirements a series of formulations of the so-called superthixotropic fluids has recently been proposed. This means media with a very strong dependence of the apparent viscosity on the shear rate (even if they do not possess the dependence of viscosity on time, as is typical of thixotropic media). Such fluids contain apparent structure-forming agents, that is, polymers forming supramolecular structures, highly dispersed nanoparticles based on silica, and substances promoting the formation of weakly crosslinked hydrogels.
Therefore, the main body of the studies in this field concerns the synthesis of novel polymers and creation of compositions on their basis followed by an analysis of correlation between the rheological properties of novel materials and their behavior in flow experiments in terms of the models of rocks (and sometimes transfer of the results of these tests to the production practice).
POLYMERS IN THE TRANSPORTATION SYSTEM
Turbulence Suppression
The transportation of oil from the place of its production to the place of its use (as a fuel or petrochemical) is both the necessary and expensive element of production. In the Russian Federation, the length of trunk pipelines alone exceeds 47 000 kilometers. Therefore, decrease in losses related to hydrodynamic resistance is one of the most important technological problems of the industry. The matter is that volume flow rates during the transportation of traditional oil in trunk pipelines should be high for economic reasons. In practice, they are so high that the Reynolds numbers Re,Footnote 1 which characterize the hydrodynamics of flow, exceed the critical threshold \(\operatorname{Re} \text{*} \cong 2300\) corresponding to transition from the laminar to turbulent flow which multiply increases energy losses.
Polymer additives were first used for the pipeline transportation of oil in 1977 when operating the Trans-Alaska Pipeline System with a length of 1288 km which was intended for pumping oil from the polar regions of Alaska for loading into tankers in a Pacific Ocean port.
In the case of the turbulent flow mode, in addition to the longitudinal motion of the fluid along the pipe, vortices appear in the flow (Fig. 6) which uselessly absorb energy. Therefore, decrease in resistance and, if possible, suppression of turbulence is a relevant scientific and technological challenge.

Appearance of vortices in the turbulent flow and their intensification with an increase in the Reynolds number.
A universal answer to this challenge is the use of the Toms effect discovered in the 1940s, since the introduction of very small amounts of polymer additives into the turbulent flow of a fluid can lead to a very sharp decrease in hydrodynamic resistance. This phenomenon is observed for any fluids and is achieved in the case of high molecular weight compounds soluble in this fluid. The fraction of the polymer introduced into the flow is 5 to 2000 ppm, that is, negligibly small.
Over the past years, thousands of works and many reviews have been devoted to the discussion of molecular, physicochemical, and applied aspects of the Toms effect. Therefore, it is reasonable to indicate just some key problems here.
The mechanism behind the effect of polymer additives is illustrated by Fig. 7 which presents the currently accepted turbulent flow pattern [25]. It is generally assumed that directly at the solid wall there exists a viscous laminar boundary layer that (along direction toward the flow axis) moves to the central core through the buffer zone. In the buffer zone vortices arise which diffuse to the flow core. Just these vortices are the source of additional energy losses which are equivalent to an increased hydrodynamic resistance. The introduction of a polymer prevents the transfer of the vortices to the main flow and thus promote a decrease in the parasitic energy losses.

Character of the turbulent flow (left) in the absence of a polymer and (right) upon introducing a polymer into the flow [25].
Therefore, the introduction of polymer antiturbulent additives into the flow leads to the redistribution of the local values of the velocity, as confirmed by a direct experiment (Fig. 8), where different colors corresponded to different velocities.Footnote 2 It is seen that, in the turbulent flow, an absolutely chaotic and nonuniform distribution of velocity appears, while the introduction of a polymer substantially smooths these nonuniformities.

Distribution of the velocity values in a turbulent flow (a) before and (b) after the introduction of antiturbulent polymer additives; Re = 21 000 [26].
There are pretty much methods for the comparative evaluation during the selection of particular antiturbulent additives. The most apparent lab method consists in the creation of a pipeline mockup and measurement of the ratio of the pressure and volumetric flow rate of both a pure product and a fluid with various additives. In this case, the effect of the polymer is quantitatively expressed by the relative depression of drug reduction (DR, %) in comparison with the fluid without the additive at the same Reynolds number. Figure 9 presents an example of such an evaluation for four different polymer additives [27]. The concentration, at which the set value of DR is reached, is taken as the efficiency criterion. In the presented example, the control value of DR shown by the dashed line is taken as 30%.

Comparison of the hydrodynamic resistance for polymer additives (Re = 8000 in the presented example) [27].
Another example of approach to the evaluation of the efficiency of antiturbulent additives is the use of a disk rheometer shown in Fig. 10. In this case, a change in the torque reflecting resistance of the medium to the rotation of a disk is taken as a measure of the antiturbulent additive efficiency.

Scheme of the disk rheometer used for evaluation of the efficiency of antiturbulent additives [27].
Concepts based on the idea of the role of elasticity of macromolecules in decreasing losses in turbulent vortices have recently been developed. Apparently, V.N. Kalashnikov was the first to pay attention to the role of the elasticity of polymer solutions in decreasing the hydrodynamic resistance during flow along pipelines [28]. He demonstrated dependence of the value of the Reynolds number, at which the effect of a decrease in the resistance of the number Re* on the measure of elasticity El, which is proportional to the characteristic relaxation time of solution, starts. His experimental results clearly demonstrate this dependence (Fig. 11).

Dependence of the Reynolds number, at which the effect of decrease in the turbulent resistance manifests itself, on the elasticity of the polymer solution. Different signs correspond to different relaxation times (according to V.N. Kalashnikov) [28].
The relaxation times and elasticity of polymer solutions are determined, in particular, for the evaluation of the efficiency of polymer additives for DR from the capacity of solution for the uniaxial tension of a droplet until the bridge being formed breaks down (Fig. 12). The time that is retained by the bridge at the set strain is taken as the measure of elasticity of solution.

Evaluation of the viscoelastic properties of dilute polymer solutions from the droplet extension [27].
Under otherwise comparable conditions the value of DR depends on the flow velocity (the Reynolds number), and while polymer additives decrease the hydrodynamic resistance in the region of high values of Re, it is not at all surprising that the introduction of a polymer increases viscosity at low values of Re and it is quite natural because, in this case, laminar flow can be supposed [29].
The laboratory methods for evaluating the efficiency of antiturbulent additives from the rheological properties of their dilute solutions are considered the necessary first step in choosing the additive. However, the flow conditions under real conditions can make considerable adjustments in such a choice. For this reason, field tests are absolutely mandatory for the final choice of the polymer as well as technological of its production and introduction into a real pipeline.
Higher polyolefins (both homopolymers and copolymers) are most often used as antiturbulent additives although the application of other polymers soluble in hydrocarbons as well as a number of natural polymers and micellar solutions is also possible.
Numerous experimental data related to this issue and modern understanding of the theoretical and applied aspects of DR are examined in reviews [27, 30], and some examples illustrating the key results are shown below.
Thus, Fig. 13 shows the values of DR for four different polymer additives.

Dependence of the drug reduction on concentration for four polymers under comparison denoted as 1–4 [31].
Various polymers indeed provide a somewhat different level of attainable but the gain of even several percent makes significant contribution to the process economy.
All other things being equal the values of DR for the same polymer depend on the MW and to a certain extent on temperature because it affects the solubility (i.e., the interaction) of macromolecules with the fluid. The effect of the value of DR correlates with the flexibility (rigidity) of macromolecules [32].
The temporal factor is very interesting and practically important for the use of antiturbulent additives. While a change in DR at the initial stage of measurements can be explained by a slow dissolution of the polymer in petroleum products [33], then the effect of decrease in DR related to the mechanical destruction of the polymer [34] as the oil moves in a trunk pipeline is much more important for use in practice. The corresponding example is presented in Fig. 14 [35].

Decrease in the hydrodynamic resistance along the pipeline length associated with its mechanical destruction [35].
The effect of DR is sensitive to different conditions of its application, and the data of laboratory measurements do not always provide an adequate idea about the role of antiturbulent additives under real operation conditions. Thus, the curvature of a channel has a substantial effect on DR [36, 37].
Estimates of the effect of pipeline diameter are very ambiguous. As was stated in works, the dependence of DR on the average flow velocity is the same for different diameters of the pipe [38]. However, according to [31, 39], influence of the diameter of the pipe on the effect of DR is more complex. The generalized model, which makes it possible to correctly consider the role of the diameter of the pipe when designing an oil pipeline, was proposed in [40].
Both the instability of a polymer under real (long-term) conditions of application and geometric factors complicate the scaleup of the results of lab studies during their transfer to the practice of creation and calculations of the technical characteristic of pipelines.
An additional factor, which should be taken into account, is prehistory of the proposed polymers. The examples illustrating this circumstance are presented in Figs. 15 and 16 [27]. As is seen, the achievement of a particular level of DR is considerably affected by the synthesis conditions of the polymer sample being used.

Dependence of the hydrodynamic resistance on the concentration of poly(1-hexene) used as an antiturbulent additive in the transportation of straight-run gasoline. A comparison of the efficiency of the samples obtained in (1) the solvent medium or (2) monomer bulk at a similar monomer/catalyst ratio and the same depth of conversion [27].

Effect of the depth of conversion K in the block polymerization of octene on the concentration of the polymer additive, at which the hydrodynamic resistance equal to a half of its possible decrease C1/2 is achieved under comparable flow conditions.
The choice of the polymer to an even greater extent depends on the technology of its application in real practice. As described in [27], the product of polymerization of higher alpha olefins in a hydrocarbon solvent was initially and then for many years used as an antiturbulent additive, and a viscous solution of the polymer at a monomer : solvent ratio of about 1 : 10 was introduced into the pipeline because this solution corresponded to the requirements of the technological equipment. However, currently, additives in the form solutions are replaced by suspensions of a polymer dispersed in the medium of a nonsolvent. This made it possible to increase the concentration of the polymer up to 35% while retaining a much lower viscosity compared with the solution-type additive. Here, various technological schemes for additive preparation are possible. Indeed, this circumstance sharply increased the economic indicators of the process.
Therefore, the choice of the polymer is determined by far not only the results of lab tests but also by the entire body of characteristic features of the technological process implemented under different climatic and geological conditions taking into account the existing environmental requirements.
It should be noted that, in some cases, solutions of wormlike micelles whose properties, to a great extent, are similar to the viscoelastic properties of polymer solutions are regarded as a competitor to polymer additives [41–44]. In fact, such systems can be considered as “living” polymers because the composition of micelles continuously changes (they disintegrate and recover) which may be a positive phenomenon under certain technological conditions. The use of micellar solutions makes it possible to reach the same effects as the use of high molecular weight compounds but to achieve the comparable DR values the concentration of colloidal solutions should be substantially higher compared with polymers. However, these solutions can be preferable for environmental reasons because many of them belong to biodegradable substances.
Currently, the joint use of polymer additives and micellar solutions may be the most apparent technological solution [45, 46]. Eventually, a specially prepared mixture of oxides free from organic components can act as a peculiar DR agent [47].
Crystallizations of Paraffins
Traditional types of the so-called light oil generally contain a large amount of paraffins. Among them are linear hydrocarbons with the number of carbon atoms conditionally from 18 to 35. Their concentration in oil is from several percent to several tens of percent. The decisive feature in the transportation of oil is the temperature of crystallization which lies in the range from about 27 to 70°C (close to 52°C on average). Therefore, special problems arise when pumping this oil in hot climatic zones. But as the environment temperature decreases the crystallization of paraffins occurs which deposit on walls of the pipeline, “clogging” the channel and sharply narrowing the bore section up to formation of the impassable plug. Figure 17 demonstrates the appearance of such a pipeline. The mechanism of plug formation in the pipeline is shown in Fig. 18.

Appearance of cross section of the pipe with paraffin crystals deposited on walls.

Mechanism behind plug formation from crystallized paraffins in the pipeline during oil pumping [48].
The rheology and hydrodynamics of paraffin oil in the region of temperatures in which a partial crystallization of paraffins occurs were considered in many publications devoted to the kinetics of crystallization and its effect on ae change in the viscosity of oil over time (recent works [48–59], where many references to earlier publications are presented).
Another unpleasant consequence of the crystallization of paraffins during flow in long oil pipelines laid in cold climatic zones is the compression of a fluid with decreasing temperature [60] which leads to the formation of voids and pores [61] because the decrease in the temperature as well as the formation of crystals leads to a decrease in the volume of the flowing fluid.
Modern approaches to understanding mechanisms and simulating the process of formation of paraffin deposits in a pipeline during flow of a three-phase system, namely, paraffin oil in the presence of water and hydrates, are discussed in the review [62].
The effect of the crystallization of paraffins on the rheology of oil is illustrated by Fig. 19, which shows how the viscous properties of oil change with decreasing temperature down to the structure formation (reflected by the value of the yield point) and the unacceptable growth of viscosity.

Typical character of the change in the flow curves of paraffin oil with decreasing temperature.
A natural way to eliminate crystallization consists in maintaining a high temperature of oil, above the temperature of crystallization of paraffins. However, this is a very expensive way of solving the problem which is associated with huge energy costs, especially in cold climatic zones. As an original solution to this problem it was proposed to use thermochemical fluids [63, 64] (such as magnesium sulfate, ammonium chloride, or sodium nitrate), the introduction of which into crude oil leads to strongly exothermic reactions accompanied by a rise in temperature by tens of degrees.
However, the use of polymer additives remains a more traditional and quite apparent way for improving the fluidity of paraffin oil. This method makes it possible to achieve two results different in nature. The first result is participation in the cocrystallization of paraffins which allows one to decrease the temperature of crystallization. The compounds used for this purpose are called depressants. The second result is the formation of multiple crystallization sites which leads to a decrease in the size of crystallites and thus prevents the formation of a unified spatial structure.
Cocrystallization requires a certain correspondence between the crystalline structures of a paraffin and a polymer additive, while depression of the pour point is determined by a shift in transition lines in the ternary phase diagram. In the scientific and technical literature, it is common practice to estimate the decrease in the crystallization temperature by conditional standardized procedures and to describe it by terms the pour point and the wax appearance temperature (WAT).
The review of early studies in this field is available in [65]. The development of novel polymer depressants is still under way now. There is a large number of various depressants which are mostly based on the copolymers of ethylene with vinyl acetate (EVA) and comblike polymers as well as hybrid systems with the inclusion of nanoparticles into the polymer [66]. Studies in the field of searching for novel depressants are also carried out using natural products [67], for example, the derivatives of various vegetable oils which provide a decrease in the pour point by tens of degrees at a concentration of about 1000 ppm (i.e., 0.1%) [58, 68, 69].
Among synthetic polymers used as depressants the copolymers of EVA [70] and the copolymers of poly(n-alkyl methacrylates) are the most popular objects. The effect of depressants can be very strong, although it is not universal and depends on the specific type of oil. Figure 20 presents the data of one of depressant manufacturers. The decrease in the pour point determined according to ASTM D-97 was achieved using 0.1% poly(alkyl methacrylates) with PPD-2 having a longer length of the alkyl radical compared with PPD.

Effect of depressants on the decrease in the temperature of four different types of paraffin oil (according to the data of Evonik Industries VISCOPLEX).
The result of multiple nucleation as a method for preserving the fluidity of paraffin oil at low temperatures is illustrated by Fig. 21. While the formation of massive continuous structures with decreasing temperature leads to plug formation, multiple small crystallites promote an increase in viscosity (as it always happens in suspensions with an increase in the concentration of the dispersed solid particles) but oil still retains fluidity.

Transition from (a) formation of the unified structure of massive crystalline buildups to (b) multiple crystallization on nuclei in the bulk of paraffin oil.
Artificial inclusions, which can be both polymers and nanoparticles of different nature, act as crystallization nuclei. Hybrid systems containing polymers with embedded nanoparticles are of the highest quality [66, 71, 72]. In this case, both above mechanisms of paraffin antideposition on the walls of pipelines are implemented.
Despite a large number of the proposed depressants, the elimination of the crystallization of paraffins under real process conditions remains an urgent problem as the use of oilfields under the conditions of the Far North expands.
Flow and Decrease in the Viscosity of Heavy Oil
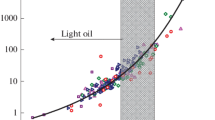
As the gradual depletion of light oil reserves clearly approaches, the need to resort to the production of heavy oil becomes increasingly relevant; moreover, the explored reserves of heavy oil, superheavy oil, and bitumens are about 70% of the world reserves of hydrocarbons (Fig. 22), that is, about 9–10 trillion tons [73].

Ratio of the explored reserves of oil of different types.
However, it is unobvious that the use of this oil in the future will be associated with its transportation along oil pipelines rather than implementation of petrochemical processing at the place of its production. Nevertheless, the problem of heavy oil transportation of has yet to be adequately addressed. The main point is its high viscosity inseparably related to composition, namely, presence of asphaltenes whose even small quantities lead to a sharp growth in viscosity [74].
Modern requirements for pipeline systems limit the upper limit acceptable for oil pumping by a level of 0.4 Pa s (until recently, this limit was even lower, 0.2 Pa s) [75], while even the minimum viscosity of heavy oil is 2 Pa s. At present, this problem is solved by mixing heavy and light oils in order to achieve the required viscosity indicators [76, 77]. However, in practice, this method is limited by the requirement of the proximity of sources of oil of both types.
The most common method to decrease viscosity to the level set by pipeline transportation conditions involves the formation of oil-in-water or more complex water–oil–water emulsions [78–85]. The polymer component plays a substantial role in the stabilization of these emulsions. For example, Fig. 23 demonstrates that the use of various surfactants (X5 and X6 in this example) makes it possible to decrease the viscosity of crude oil (as indicated by the arrow) by more than 30 times but this system will be stable only if hydroethyl cellulose is additionally introduced.

Decrease in the viscosity of crude oil by creating the oil-in-water emulsion and stabilization of the system using hydroxyethyl cellulose [85].
In this method of decreasing crude oil viscosity, certain difficulties arise at the stage of demulsification, the isolation of oil from emulsion. This task can be solved using synthetic compounds or (which is environmentally more preferable) natural substances, for example, chitosan [86]. Problems concerning oil emulsion formation and demulsification were considered in the review [87].
It should be noted that methods of decreasing hydrodynamic resistance which are considered above for the low-viscosity oil in terms of the Toms effect are basically inapplicable to heavy oil because the physical basis of this method is the suppression of turbulent vortices, while this flow mode cannot be implemented for heavy oil owing to its high viscosity.
At the same time, it is proposed to use certain polymers, including newly synthesized ones, to decrease the hydrodynamic resistance during heavy oil transportation. Their main function consists in the formation of colloidal structures including asphaltenes so that they could not create a continuous structure in oil. It was suggested to use oil-soluble copolymers based on 4-vinylpyridine and esters able to form strong hydrogen bonds between the molecules of asphaltenes and resins, transforming the complexes being formed into nanosized particles [88]. A new class of oil-soluble quaternary copolymers (called quadripolymers) obtained from amphiphilic monomers, octadecyl acrylate, styrene, and vinyl acetate, is described in [89]. The addition of these polymers in an amount of 0.5% to heavy oil made it possible to decrease its viscosity by 4–5 to times. This result may be very promising for the transportation of oil with viscosity on the order of several Pa s but not higher. Nevertheless, this use of polymers for heavy oil technology remains the subject of further studies.
THE MODIFICATION OF MAIN PETROLEUM PRODUCTS
Polymers are widely used as modifiers of various petrochemical products including polymers themselves which act as such products in many cases. Below, we will briefly consider two most important fields of this application, large-tonnage productions, lubricating materials and various-purpose bitumens, primarily for construction and roadworks. Such directions of use of polymer materials have a long prehistory which long ago translated into standard and widely used commercial materials. Therefore, only fundamental issues related to the use of polymers in these fields are addressed.
Lubricating Materials
The main technical problem arising in the application of lubricating materials (oils) is associated with the requirement to use them in a very wide temperature range covering a range greater than 100 K. It appears that a universal lubricating material that could be used in such a wide temperature range can hardly exist. Therefore, according to the recommendations of the Society of Automobile Engineers (SAE), there is a list of oil brans differing in the temperature range of their application. In this connection, a technical problem was specified, namely, to decrease the temperature viscosity coefficient in such a way that viscosity did not become too low at a high temperature while at lowered temperatures oil did not solidify (freeze), transforming into an almost solid. This is achieved using polymers as modifiers of the temperature dependence of the viscosity of oils.
According to ASTM D-2270, in the engineering practice, it is recommended to characterize the temperature dependence of oils by the viscosity index VI which is expressed as follows:
where U is the kinematic viscosity of a specific oil under study at 40°C and L and H are the viscosities of a standard (reference) sample at 40 and 100°C; the viscosity of this sample at 100°C should be the same as the viscosity of the oil under testing.
Sometimes an indicator of the temperature dependence of viscosity is the Q factor which is determined as the ratio of the specific viscosities ηsp at 100 and 40°C:
A polymer is introduced into an oil in order to modify these indicators toward direction defined by the requirements of application of the material. Figure 24 shows how the addition of 3% polymers with different structures affects the value of VI.

Effect of the length of the alkyl block in (A–D) poly(alkyl acetate)s and (E–H) polyalkylpyrrolidones on index VI characterizing the temperature dependence of oil viscosity [90].
In addition to the effect of the polymer modifier on the values of VI under the standardized conditions of this indicator determination, another factor controlling the application of a particular polymer in practice is the mechanochemical stability (according to ASTM D-7109 or other standardized method) because oils are operated at high mechanical loads, shear rate and stress.
In addition to the polymers, the data for which are presented in Fig. 24, a wide variety of high molecular weight compounds, such as copolymers of olefins, poly(alkyl methacrylates), hydrogenated butadiene–styrene copolymers, and polyisobutylene, is used for modifying lubricants [91]. However, the role of polymer modifiers in oils is far from being limited by their effect on the temperature dependence of viscosity. Introducing polymers can simultaneously solve three different tasks, namely, affect the viscosity, decrease friction, and reduce wear. This is achieved, for example, by using organic–inorganic hybrid starlike polymers [92]. The same effect on the surface characteristics (friction, wear) is exerted by propylene additives as oil modifiers [93]. This study field is very widely reflected in the patent literature.
The use of polymer additives to lubricating oils for high-speed slider bearings (e.g., in centrifuges) may be somewhat unexpectedly useful. This possible use of polymers is associated with the fact that a significant normal stress appears in viscoelastic solutions at a high strain rate which repulses the revolving rotor from the stator walls, thus stabilizing the position of the revolving element of the bearing (Fig. 25).

Stabilization of the revolving rotor in a slider bearing under the action of normal stress.
The tangential stress σ and normal stress σN differently depend on the polymer concentration in a solution (Fig. 26). Therefore, there is a certain concentration window (confined by arrows in Fig. 26) in which the tangential stress still remains below the acceptable value, while the normal stress already reaches the required level.

Concentration dependence of the tangential stress σ and normal stress σN which determine the desired range of polymer concentrations in solution.
Bitumens
Very significant volumes of polymer materials are used in the production of bitumens and materials based on them. This is primarily determined by the massive construction of automobile roads with a high-quality road coating. At present, there are strictly standardized rheological methods to evaluate the properties of bitumens which are formalized in the Russian Federation by a number of state standards. However, these methods refer to the bitumen itself as the cementitious (binding) material which is only one of the components in a complex asphalt–bitumen composition used in the road paving. This composition also includes polymer modifiers, various solid fillers, and other components. Therefore, searching for the optimum compositions including polymer components is ongoing and aimed at improving the consumer properties of the final product. Here, no universally “best” composition can exist because requirements for the bitumen–polymer mixture differ substantially with climatic zones in which this material is used.
The most popular polymer component is rubber crumb obtained from waste tires. The experience of using this material exceeds five decades. This polymer component not only improves the properties of the final material but also promotes solving a very unpleasant environmental issue concerning the disposal of the used product. In different countries and regions, 10 to 80% worn tires are disposed by this method, and this indicator increases continuously.
The application of rubber crumb as a bitumen modifier improves the important characteristics of road coatings such as expansion of the temperature range of application of the material and elasticity. This, in particular, decreases an unpleasant phenomenon such as the formation of rut and facilitates a decrease in the tendency to cracking and wearing. However, there is always a limit of filling of bitumen with rubber crumb, above which the application of the polymer becomes unreasonable.
If the preparation of polymer–bitumen compositions is used as a method for the disposal of polymer waste, then the application of various polyethylenes making up a huge part of polymer waste suggests itself but it hardly effectively affects the technological properties of bitumen [94]. Among other main production wastes it was also proposed to use molasses, which being a biodegradable substance, can partially replace bitumen while [95, 96]. It is natural that the trend of applying nanoparticles did not leave unattended attempts of their application for the modification of bitumen. The introduction of such particles at a low concentration changes noticeably the viscoelastic properties of bitumens [97].
When choosing a polymer for obtaining polymer–bitumen compositions a general rule is that such a mixture is the most apparent when the polymer forms a continuous structure in composition via combination or interaction with bitumen. For example, the butadiene–styrene block copolymer [98–100], in which one of the components (polybutadiene) combines with the hydrocarbon components of bitumen to form a unified spatial structure of the material [101], is of interest in this regard.
Studying the characteristics of polymer–bitumen compositions is important for the standardization and evaluation of the properties of the binding agent. But, eventually, the decisive role in a particular composition is played by the rheology of the final material, that is, the composition filled with mineral fillers [102].
Therefore, the modification of bitumen with polymer components has two purposes: firstly, improving the quality of the material for specific (regional conditions, temperature zones) applications and, secondly, improving the environmental situation upon using waste polymer goods.
CONCLUSIONS
As shown by the real industrial practice and many scientific publications, polymers are a necessary part of fluids used in various technological operations in the production and transportation of oil and the modification of petroleum products, providing an increase in their efficiency and quality of the final products. Here, environmental requirements play a key role, particularly since the symbiosis of polymers and petroleum-processing products makes it possible to solve the problem of processing of recycled polymer materials. Here, a wide variety of synthetic and natural polymers is used depending on target indicators. The choice of polymers is determined by specific tasks and application conditions. The choice of a polymer is particularly affected by the geological structures of oil bedding and the location of specific production facilities in different climatic zones.
Depending on what polymer materials are used for certain properties turn out to be decisive. Somewhere, the crucial role belongs to their viscosity, and somewhere, to their elasticity. When polymers are used in the petroleum industry, the rheological properties of polymer solutions are the most significant. Although in many cases viscosity is meant when considering polymers as thickening agents, in fact, in many situations, in which polymers are used, the pivotal role belongs to the elastic deformability of polymers and their solutions. Therefore, the possibility and reasonability of using polymers should be judged from the complex of their rheological properties which includes both viscoelastic and viscoplastic properties of polymer fluids in a wide temperature range. Many examples, where the entire complex of the rheological properties of polymer solutions is the pivotal factor, were presented and discussed above. It can be assumed that expanding fields of the application of methods for the quantitative characterization of the rheological properties of polymers will promote their more successful and apparent application in the petroleum industry.
Notes
The Reynolds number is the dimensionless parameter expressed as \(\operatorname{Re} = \frac{{VD}}{\eta }\) (V is the characteristic flow rate, D is the pipe diameter, and η is the fluid viscosity). The hydrodynamic resistance and energy losses in flow are determined by the Reynolds number.
Color figures can be viewed in the electronic version of the journal.
REFERENCES
A. Ya. Malkin, Pet. Chem. 59, 1092 (2019).
P. E. Clark, in Proceedings of SPE Production Operations Symposium, Oklahoma City, Oklahoma, USA, 1995 (Oklahoma City, 1995), SPE-29543-MS. https://doi.org/10.2118/29543-MS
H. Mao, Zh. Qiu, Zh. Shen, and W. J. Huang, Pet. Sci. Eng. 129, 1 (2015).
M.-Ch. Li, Q. Wu, K. Song, Y. Qing, and Y. Wu, ACS Appl. Mater. Interfaces 7, 5006 (2015).
M. Sadeghalvaad and S. Sabbaghi, Powder Technol. 272, 113 (2015).
E. Kusrini, B. Suseno, M. Khalil, N. Usman, and A. Usman, E3S Web Conf. 67, 02007 (2018).
G. Cheraghian, Q. Wu, M. Mostofi, M.-Ch. Li, M. Afrand, and I. S. Sangwai, Colloids Surf., A 555, 339 (2018).
S. Elkatatny, Arab. J. Sci. Eng. 44, 5433 (2019). https://doi.org/10.1007/s13369-019-03720-1
H. Gamal, S. Elkatatny, S. Basfar, and A. Al-Majed, Sustainability 11, 6714 (2019).
A. Rana, I. Khan, Sh. Ali, T. A. Saleh, and S. A. Khan, Energy Fluids 34, 9515 (2020).
A. Muggeridge, A. Cockin, K. Webb, H. Frampton, J. Collins, T. Moulds, and P. Salino, Philos. Trans. R. Soc., A 372, 20120320 (2006).
A. Rock, R. E. Hincapie, M. Tahir, N. Langanke, and L. Ganzer, Polymers 12, 2276 (2020).
A. Clarke, A. M. Howe, J. Mitchell, J. L. Staniland, and L. A. Hawkes, in Proceedings of SPE Asia Pacific Enhanced Oil Recovery Conference, Kuala Lumpur, Malaysia, 2015 (Kuala Lumpur 2015), paper no. SPE-174654-MS. https://doi.org/10.2118/174654-MS
S. Jouenne and B. Levache, J. Rheol. 64, 1295 (2020).
N. Lai, X. Qin, Zh. Ye, Q. Peng, Y. Zhang, and Zh. Ming, J. Chem. 2013, Article ID 824785 (2013). https://doi.org/10.1155/2013/824785
H. Ding, J. Geng, Y. Lua, Y. Zhao, and B. Bai, Fuel 267, 117098 (2020).
X. Sun, Y. Zhang, G. Chen, and Zh. Gai, Energies 10, 345 (2017).
H. ShamsiJazeyi, C. A. Miller, M. S. Wong, J. M. Tour, and R. Verduzco, J. Appl. Polym. Sci. 131, 40576 (2014).
P. Raffa, A. Antonius, A. A. Broekhuis, and F. Picchioni, J. Pet. Sci. Eng. 145, 723 (2016).
J. Patel, S. Borgohain, M. Kumar, V. Rangarajan, P. Somasundaran, and R. Sen, Renewable Sustainable Energy Rev. 52, 1539 (2015).
M. Safdel, M. A. Abaz, A. Daryasafar, and M. Jamialahmadi, Renewable Sustainable Energy Rev. 74, 159 (2017).
Ch. Nikolaeva and T. Gutierrez, Front. Microbiol. 10, 2996 (2020).
S. Iglauer, Y. Wu, P. Shuler, Y. Tang, and W. A. Goddard, III, J. Pet. Sci. Eng. 71, 23 (2010).
C. Negin, S. Ali, and Q. Xie, Petroleum 3, 197 (2017).
Ch. H. Hong, Ch. H. Jang, and H. J. Choi, Polymers 7, 1279 (2015).
F. Hadri and S. Guillou, Int. J. Eng. Sci. Technol. 2, 6876 (2010).
G. V. Nesyn, R. Z. Sunagatullin, V. P. Shibaev, and A. Ya. Malkin, J. Pet. Sci. Eng. 161, 715 (2018).
V. N. Kalashnikov, Preprint No. 420 (Ishlinsky Institute for Problems in Mechanics of the Academy of Sciences, USSR, 1989).
A. Eshghinejadfard, K. Sharma, and K. Dominique Thevenin, J. Hydrodyn. 29, 871 (2017).
M. D. Graham, Phys. Fluids 26, 101301 (2014).
L. Mucharam, S. Rahmawati, and R. Ramadhani, Mod. Appl. Sci. 12, 112 (2018).
M. Mohammadtabar, R. S. Sanders, and S. Ghaemi, J. Non-Newtonian Fluid Mech. 283,104347 (2020).
X. Dai, C. Liu, J. Zhao, L. Li, Sh. Yin, and H. Liu, ACS Omega 5, 15931 (2020).
E. J. Soares J. Non-Newtonian Fluid Mech. 276:104225 (2020).
Yu. V. Lisin, S. L. Semin, and F. S. Zverev, Nauka Tekhnol. Truboprovodnogo Transp. Nefti Nefteproduktov, No. 3 (11), 6 (2013).
Y. Zhou, S. N. Shah, and P. V. Gujar, SPE Prod. Oper. 21, 134 (2006).
P. O. Ayegba, L. C. Edomwonyi-Otu, N. Yusuf, and A. Abubakar, Eng. Rep. 3, e12294 (2020).
K. Gasljevic, G. Aguilar, and E. F. Matthys, J. Non-Newtonian Fluid Mech. 84, 131 (1999).
L. C. Edomwonyi-Otu, M. Simeoni, P. Angeli, and M. Campolo, Niger. J. Eng. 22, 1 (2016).
X. F. Loyseau, G. Verdin, and L. D. Brown, J. Pet. Sci. Eng. 162, 1 (2018).
A. A. Abdul-Hadin and A. A. Khadom, Chin. J. Eng. 2013, Article ID 321908 (2013).
N. A. Tuan and H. Mizunuma, J. Rheol. 57, 1819 (2013).
R. K. Rodrigues, L. A. Silva, G. G.Vargas, B. V. Loureiro, J. Surfactants Deterg. 23, 21 (2020).
Ch. Huang, Y. Lin, B. Li, J. Gou, W. Wang, K. Chen, X. Yang, and H. Zhou, Chem. Eng. Trans. 81, 1261 (2020).
Y. Chai, X. Li, J. Geng, J. Pan, Y. Yalong Huang, and D. Jing, Colloids Polym. Sci. 297, 1025 (2019).
Y. Gu, S. Yu, J. Mou, D. Wu, and S. Zheng, Materials 13, 444 (2020).
R. Mansourian, S. M. Mousavi, and E. E. Michaelides, Appl. Nanosci. 11, 347 (2020).
R. Mendes, G. Vinay, and Ph. Coussot, Energy Fuels 31, 395 (2017).
Ch. J. Dimitriou and G. H. McKinley, Soft Matter 10, 6619 (2014).
R. Mendes, G. Vinay, G. Ovarlez, and Ph. Coussot, J. Rheol. 59, 703 (2015).
A. Ya. Malkin, Thermochim. Acta 624, 82 (2016).
M. Geri, R. Venkatesan, K. Sambath, and G. H. McKinley, J. Rheol. 61, 427 (2017).
H. Seyyedbagheri and B. Mirzayi, Energy Fuels 31, 8061 (2017).
Ch. van der Geest, V. C. Bizotto Guersoni, D. Merino-Garcia, and A. C. Bannwart, J. Non-Newtonian Fluid Mech. 247, 188 (2017).
G. T. Chala, Sh. A. Sulaiman, and A. Japper-Jaafar, J. Non-Newtonian Fluid Mech. 251, 69 (2018).
H. Liu, Y. Lu, and J. Zhang, J. Rheol. 62, 527 (2018).
A. Legnani, T. G. M. Santos, D. E. V. Andrade, and C. O. R. Negrão, J. Non-Newtonian Fluid Mech. 285, 104376 (2020).
Th. Ragunathan, H. Husin, and C. D. Wood, Appl. Sci. 10, 479 (2020).
B. Abedi, E. C. Rodrigues, and P. R. de Souza-Mendes, J. Rheol. 64, 1237 (2020).
L. Kumar, K. Paso, J. Sjöblom, J. Non-Newtonian Fluid Mech. 223, 9 (2015).
D. A. Phillips, I. N. Forsdyke, I. R. McCracken, and P. D. Ravenscroft, J. Pet. Sci. Eng. 77, 237 (2011).
Zh. Liu, Y. Li, W. Wang, G. Song, Zh. Lu, and Y. Ning, Energy Fuels 34, 13350 (2020).
O. S. Alade, M. Mahmoud, A. Hasan, D. Al-Shehri, A. Al-Nakhli, and M. Bataweel, Energy Fuels 33, 5538 (2019).
O. S. Alade, A. Amjed Hassan, M. Mahmoud, D. Dhafer Al-Shehri, and A. Al-Majed, ACS Omega 5, 4313 (2020).
F. Yang, Y. Zhao, J. Sjöblom, C. Li, and K. G. Paso, J. Dispersion Sci. Technol. 36, 213 (2014).
N. Li, G. Mao, X. Shi, S. Tian, and Y. Liu, J. Dispersion Sci. Technol. 39, 1165 (2017).
B. Deka, R. Sharma, and V. Mahto, J. Pet. Sci. Eng. 191, 107153 (2020).
A. Azeem, R. Kumar, B. Pal, and T. K. Naiya, J. Pet. Sci. Technol. 38, 185 (2020).
M. Kh. Afdhol, F. Hidayat, R. Hasibuan, M. Y. Yudatama Hasibuan, and Ch. P. Siregar, J. Earth Energy Eng. 9, 3922 (2020).
B. T. Marenov, K. S. Nadirov, M. K. Zhantasov, and R. K. Nadirov, Int. J. Chem. Eng. 2020, Article ID 4195382 (2020).
S. M. Anisuzzaman and Y. W. Fong, J. Adv. Res. Fluid Mech. Thermal Sci. 48, 53 (2018).
B. Yao, Ch. Li, F. Yang, and G. Sun, Clays Clay Miner. 66, 233 (2018).
H. Alboudwarej, et al., Oilfield Rev. 18 (2), 34 (2006).
A. Ya. Malkin, G. Rodionova, S. Simon, S. O. Ilyin, M. P. Arinina, V. G. Kulichikhin, and J. Söblom, Energy Fuels 30, 9322 (2016).
J. A. D. Muñoz, J. Ancheyta, and L. C. Castañeda, Enegy Fuels 30, 8850 (2016).
M. T. Grannam, Sh. W. Hasan, B. Abu-Jdayil, and M. Esmail, J. Pet. Sci. Eng. 81, 122 (2012).
M. Arinina, K. Zuev, V. Kulichikhin, and A. Malkin, J. Dispersion Sci. Technol. 40, 1 (2019).
S. N. Ashrafizadeh, M. Kamran, J. Pet. Sci. Eng. 71, 205 (2010).
U. A. Usman and M. A. Jimme, Niger. J. Technol. 35, 370 (2016).
Sh. Kumar and V. Mahto, Pet. Sci. 14, 372(2017).
N. M. Zadymova, Z. N. Skvortsova, V. Yu. Transkine, F. A. Kulikov-Kostyushko, V. G. Kulichikhin, and A. Ya. Malkin, J. Pet. Sci. Eng. 149, 522 (2017).
A. Malkin, K. Zuev, M. Arinina, and V. Kulichikhin, Energy Fuels 32, 11991 (2018).
M. Parhamfar, Z. Bayat, M. Parhamfar, M. Hassanshahian, and S. Hosseini, J. Pet. Environ. Biotechnol. 8, 1000369 (2018).
F. Yu, H. Jiang, Zh. Fan, F. Xu, H. Su, and J. Li, Energy Fuels 33, 5961 (2019).
M. P. Arinina, K. V. Zuev, V. G. Kulichikhin, and A. Ya. Malkin, ACS Omega, 5, 16460 (2020).
R. R. L. Vidal, J. Desbrières, and R. B. Borsali, Sep. Sci. Technol. 55 (5), 1 (2020).
M. M. Abdulredha, S. Aslina, H. Luqman, and Ch. Abdullah, Arab. J. Chem. 13, 3403 (2020).
X. Lv, W. Fan, Q. Wang, and H. Luo, Energy Fuels 33, 4053 (2019).
J. Mao, J. Liu, Y. Peng, Zh. Zhang, and J. Zhao, Energy Fuels 32, 119 (2018).
N. S. Ahmed, A. M. Nassar, and R. M. Nasser, Ind. Lubr. Tribol. 67, 425 (2015).
A. Martini, U. Sh. Ramasamy, and M. Len, Tribol. Lett. 66, 58 (2018).
B. G. P. van. Ravensteijn, R. B. Zerdan, D. Seo, N. Cadirov, T. Watanabe, J. A. Gerbec, C. J. Hawker, J. M. Israelachvili, and M. E. Helgeson, ACS Appl. Mater. Interfaces 11, 1363 (2019).
P. Sędłak, B. Beata Białobrzeska, T. Stawicki, and P. Kostencki, Int. J. Polym. Sci. 2017, Article ID 9123586 (2017).
Kh. A. Ghuzlab, Gh. G. Al-Khateeb, and Y. Qasem, Athens J. Technol. Eng. 2, 75 (2015).
G. Y. Mose and P. Ponnurangam, Int. J. Res. Innovative. Appl. Sci. III, 54 (2019).
W. Hareru and T. Ghebrab, Appl. Sci. 10, 1931(2020).
E. Yalçn, M. Yılmaz, B. V. Kök, and M. E. Çeloğlu, in Proceedings of 6th Euroasphalt & Eurobitume Congress, Prague, Czech Republic, 2016 (Prague, 2016), p. 32.
M. Bai, Constr. Build. Mater. 150, 766 (2017).
O.-V. Laukkanen, H. Soenen, H. H. Winter, and J. Seppälä, Constr. Build. Mater. 179, 348 (2018).
Sh. Ren, X. Liu, W. Fan, H. Wang, and S. Erkens, Materials 12, 3683 (2019).
L. Shan, R. Xie, N. Wagner, H. He, and Y. Liu, Fuel 253, 1589 (2019).
W. Huang, D. Wang, P. He, X. Long, B. Tong, J. Tian, and P. Yu, Appl. Sci. 9, 1023 (2019).
ACKNOWLEDGMENTS
The author is grateful to M.P. Arinina and K.V. Zuev, the employees of the Laboratory of Polymer Rheology, Topchiev Institute of Petrochemical Synthesis, Russian Academy of Sciences for their participation in joint works on oil rheology as well as to V.G. Kulichikhin for the fruitful discussion of these works and the present paper.
Funding
This work was supported by the Russian Science Foundation (grant no. 17-79-30108).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by E. Boltukhina
Partially presented at the Eighth National Kargin Conference Polymers 2020.
Rights and permissions
About this article

Cite this article
Malkin, A.Y. Polymer Rheology in the Petroleum Industry. Polym. Sci. Ser. C 63, 144–160 (2021). https://doi.org/10.1134/S1811238221020041
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1811238221020041