
Abstract
The synthesis is considered of epoxyurethane interpenetrating polymer networks with preliminary preparation of polyurethane chains in epoxy resin. Amine hardeners of aromatic and aliphatic nature were selected as crosslinking agents for epoxy resin. The cure kinetics of epoxyurethane systems was studied using non-isothermal differential scanning calorimetry. The total activation energy was calculated using the methods of Ozawa and Kissinger. The application of Starink’s isoconversion method made it possible to find the dependence of the activation energy values on the conversion. Further analysis of the reaction kinetics using Malek method showed the autocatalytic nature of the reaction. The chosen two-parameter Šesták–Berggren model is well suited for describing the cure kinetics of the studied epoxyurethane compositions.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Due to excellent strength characteristics, good adhesion to many materials, high dielectric values, low shrinkage and chemical resistance, cured epoxy resins have found wide application in many important industries (construction; radio engineering; aircraft, automobile, and shipbuilding) as electrical insulating compounds, matrices for high performance composite materials, press materials, surface coatings and structural adhesives for metals [1–3]. However, unmodified epoxy compositions are brittle, have high hardness and low elasticity, which limits their possible applications. Improvement of elastic-strength and other characteristics is achieved by modifying epoxy resins and hardeners with various low- and high-molecular compounds [3–6], including polyurethanes, which have excellent adhesive strength to aluminum and non-ferrous alloys, abrasion resistance, high elasticity and well combined with epoxy oligomers.
Producing epoxyurethane compositions is possible in the following ways:
Mixing urethane rubbers and polyurethane prepolymers with epoxy resins is the most common in the industry. This modification is based on the formation of crosslinking as a result of the reaction of hydroxyl groups contained in epoxy oligomers based on bisphenol A and epichlorohydrin, with terminal isocyanate groups of the introduced polyurethane prepolymer. In the work, we considered an alternative method for producing epoxyurethane compositions with the formation of interpenetrating polymer networks. A significant difference of the proposed method consists in deriving long polyurethane chains in a resin medium with their partial “grafting” to an epoxy oligomer without using a solvent. The introduction of polyurethane into an epoxy binder should lead to the formation of a less crosslinked epoxy matrix with flexible chains between fragments of the resulting epoxyamine polymer network due to the large size of urethane fragments, which creates steric hindrances during curing. Optimization of the final properties of the compositions depends on the methods of their curing, and the study of the cure kinetics and the determination of their main kinetic parameters is an urgent and important task.
The purpose of the work is to synthesize and study the kinetics of the formation of an epoxyurethane composition in the presence of amine hardeners of various nature and to examine the physicomechanical characteristics of the resulting compositions.
EXPERIMENTAL
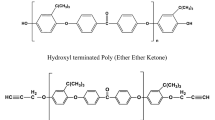
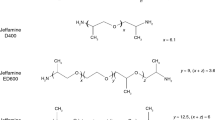
Epoxyurethane oligomers and compositions were prepared using the following reagents: Epoxy-diane resin ED-20, a polycondensation product of bisphenol A and epichlorohydrin (number of epoxy groups 21.6%, molecular weight 350–470, dynamic viscosity at 25°С 14.3 Pa s) produced by CJSC CHIMEX Limited:

Polyethylene glycol PEG-400 is a polymerization product of ethylene oxide with ethylene glycol (molecular weight 380–440, hydroxyl number 260–290 mg KOH/g) produced by PJSC Nizhnekamskneftekhim. Water content is no more than 0.1% (mass fraction).
Polyisocyanate (PIC) is a mixture of isomers of methylene diphenyldiisocyanate and higher homologues (content of isocyanate groups 32%, dynamic viscosity at 25°C 200 mPa s) produced by JSC NPK Isomer:

Polyethylene polyamines (PEPA), a mixture of ethylene polyamines (amine number 1250 mg KOH/g) produced by CJSC CHIMEX Limited:

Etal-45M amine hardener is a mixture of aromatic amines with sebacic acid produced by JSC ENPC EPITAL. This hardener allows epoxy compositions to be cured at room temperature, presumably due to the presence of sebacic acid as a catalyst.
The reagents used in the work were used without additional purification and processing.
All reactions were carried out at room temperature in a three-necked glass flask equipped with a mechanical paddle stirrer and thermometer. At the first stage of the synthesis, a preliminary weighed portion of PEG-400 was poured into the ED-20 resin, after which the mixture was stirred for 30 min at a speed of 300 rpm. Then, polyisocyanate was added to the reaction mixture for 6–8 h with constant stirring (the components were taken at the ratio OH : NCO = 1 : 1.05). A one-time introduction of a large amount of isocyanate leads to foaming of the reaction mixture (side reaction of isocyanate with water contained in polyethylene glycol), which can affect the quality of the resulting epoxyurethane compositions.
After adding the polyisocyanate, the mixture was kept at room temperature for 12 h. Before adding the hardener, the resulting epoxyurethane binders were heated at 60°C for 1 h, followed by evacuation to remove the remaining air inclusions.
Curing was carried out in special forms according to the curing mode: 24 h at 25 ± 2°C and 12 h at 80 ± 3°C. The amine hardeners of various nature were chosen as crosslinking agents: Etal-45M (hardener based on aromatic amines) and PEPA (hardener based on aliphatic amines). Hardeners were added to the epoxyurethane compositions in a stoichiometric ratio. The composition of epoxyurethane compositions is given in Table 1.
Thermal analysis of the samples under study was carried out using a DSC Q600 thermal analyzer (TA Instruments). Thermograms were registered under the following conditions: test samples weighing 20–25 mg were placed in a alumina pan and heated at different rates (2, 5, 10, and 20 deg min–1) in the temperature range 35–300°C in air.
For the hardened compositions, the following physical and mechanical properties were studied: strength at uniform tension σр and relative elongation εrel according to State Standard GOST 11262–2017 “Plastics. Tensile test method” (tensile testing machine Instron 5966), compressive strength σcs according to GOST 4651–2014 “Plastics. Compression test method” (tensile testing machine Instron 5966), Shore D hardness according to GOST 24621–2015 “Plastics and hard rubber. Determination of indentation hardness using a durometer” (hardness tester TH-210). For each test, a minimum of 5 samples were made in accordance with the requirements given in the standards.
RESULTS AND DISCUSSION
Synthesis of epoxyurethane compositions. When polyol and polyisocyanate are introduced into the epoxy resin, the process of polyurethane formation occurs. Due to the different reactivity of the primary hydroxyl groups of the polyol and the secondary hydroxyl groups of the epoxy oligomer, a polyurethane polymer network is primarily formed in the epoxy resin (Fig. 1). Since the polyisocyanate was taken with a slight excess with respect to the –OH groups of PEG-400, as the concentration of primary hydroxyl groups decreases, the remaining free –NCO groups react with secondary hydroxyl groups of the epoxy resin. This reaction is called the grafting reaction. As a result, a solution of polyurethane in an epoxy oligomer was obtained. In the given scheme, the polymer has both a branched structure and a linear one. This is due to the functionality of the isocyanate used (the average functionality [13] is about 2.7), which makes it possible to derive networks of various structures upon curing the bifunctional polyol. In addition to the above, a significant rise in the viscosity of the mixture upon the introduction of polyisocyanate should be noted, which is also explained by the high branching of the resulting polymer network and the formation of hydrogen bonds between the urethane bond and secondary –OH groups.

Scheme of the reaction proceeding during the synthesis of the epoxyurethane binder.
At the next stage, a crosslinked epoxyamine polymer matrix was prepared. Curing of epoxy groups with amines occurs according to the following mechanism:

Initially, two functional epoxy groups react with an amine to form a linear polymer (reaction I). The reaction of the primary amine with the epoxy group leads to the formation of a hydroxyl group and a secondary amine, which continues until the supply of primary amine groups is depleted. Reaction (II) illustrates the mechanism of the formation of bonds between molecular chains as a result of the chemical interaction of a secondary amine with an epoxy group, due to which macromolecules form a three-dimensional (network) structure.
The kinetics of these reactions is influenced by a large number of factors, ranging from the activity of the hardeners used (the presence of aromatic rings and substituents in the chain, the molecular weight of the hardener, the number of active amine groups, etc.) to the mixing conditions (impurities in the starting components capable of catalyzing or inhibiting the considered reactions; temperature of the environment and substances introduced into the blend; viscosity of the blend, etc.).
The presumptive structure of the resulting interpenetrating polymer networks is shown in Fig. 2. Conditionally flexible polyurethane segments (in comparison with polymer chains of cured epoxy resins) improve the elastic-strength properties of epoxy compositions, reduce internal stresses arising during curing and increase impact strength while maintaining high values of other performance characteristics. Such changes in the properties of epoxyurethane compositions can be explained by the appearance of large polyurethane polymer chains between epoxy oligomeric parts, which do not allow the creation of densely crosslinked epoxy networks. In addition, steric difficulties are created during the curing of the epoxy oligomer due to the low mobility of long polyurethane polymer chains in solution at room temperature.

Epoxyurethane interpenetrating polymer networks.
Study of the cure kinetics of epoxyurethane compositions. In kinetic studies of thermosetting resins by differential scanning calorimetry, the main assumptions are that the recorded heat release is proportional to the rate of consumption of reactive groups (or fractional conversion) and that the reaction rate is proportional to the measured heat flux. The heat flux as a function of temperature and time is directly recorded by the thermal analyzer and further processed to obtain kinetic data.
The conversion is calculated using the equation
where ∆Hi is heat of reaction at time t (J g–1), ∆Htotal is total heat of reaction (J g–1).
The reaction rate is written as the equation
where dH(t)/dt is heat flux rate, f(α) is kinetic model, k(T) is reaction rate constant.
The reaction rate constant k(T) is expressed using the Arrhenius equation:
where Eа is the activation energy of the reaction, A is the preexponential factor, R = 8.314 is the universal gas constant (J mol–1 K–1).
The temperatures of exothermic peaks Tpeak, registered at different heating rates in thermograms, were used to calculate the total activation energy using the methods of Kissinger [14] and Ozawa [15]. These methods are widely used in the study of the kinetics of the curing reaction of epoxyamine systems under non-isothermal conditions due to the simplicity of calculations.
The Kissinger equation can be written as follows:
The values of the kinetic parameters of curing (activation energy Eа and pre-exponential factor A) were calculated from the slope of the straight line in the plot of dependence ln(β/T2peak) vs. 1/Тpeak.
Ozawa method is based on the linear dependence of the logarithm of the heating rate and inverse of the exothermic peak temperature:
As follows from Eq. (5), Ea can be derived from the slope of ln β vs. 1/Tpeak.
The non-isoconversion methods of Kissinger and Ozawa assume that the conversion at each exothermic peak of the thermograms is constant and does not depend on the heating rate. However, the curing reaction of epoxy resin is rather complex, therefore, the activation energy changes as the polymer conversion rises, and often the total activation energy is insufficient to describe the kinetic parameters of the reaction. Therefore, for a more accurate determination of Ea at different conversion, an isoconversion methods are used. In the work, Starink method was applied [16] [Eq. (6)]:
The apparent Ea for a certain conversion is determined from the slope of ln (β/T 1.92) vs. inverse temperature 1/T.
To obtain the values of the basic kinetic data (the so-called kinetic triplet), it is necessary to determine the reaction model. The curing mechanism of epoxy compositions is mainly described in the literature by two kinetic models: the nth order model and the autocatalytic model (Šesták–Berggren model).
The nth order kinetic model can be described by the following equation:
where n is reaction order.
In turn, the autocatalytic model assumes that the reaction obeys the Šesták–Berggren equation:
where m is the order of the autocatalytic reaction, n is the order of the reaction with the hardener.
Equation (8) is more often used to describe the cure kinetics of epoxy systems. The parameter n represents a typical nth order reaction model, since it shows that the reaction rate is proportional to the unreacted substance (1 – α), while the parameter m reflects the autocatalytic effect (the conversion is proportional to the reacted substance).
Malek method is one of the most suitable methods for determining the reaction model and its kinetic parameters by experimentally calculating the functions y(α) and z(α) [17]:
where π(x) is an approximate value of the temperature integral, which is well described by a rational approximation of the 4th degree [18], proposed by Senum and Yang [Eq. (11)].
From the obtained normalized graphs of the functions y(α) and z(α) vs. α, the values of αm and αp∞ were found for each of the graphs, respectively, αm is the degree of curing corresponding to the maximum of the function y(α); αp∞ is the degree of cure corresponding to the maximum z(α). These values were used to compute the kinetic parameters of the reaction. According to Malek method, the ratio of reaction orders from Eq. (8) can be represented as follows:
Using Eq. (12), Equation (8) can be transformed to the form
Then the kinetic parameters n and ln A were found from the plot of ln[(dα/dt)exp(x)] vs. ln[αp(1 – α)].
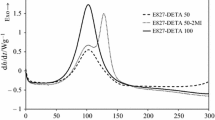
All thermograms of the curing reaction of epoxyurethane compositions (Fig. 3) have only one exothermic peak, regardless of the reaction systems and heating rates. This probably indicates that the studied reactions can be considered as a single kinetic process. In this case, the heating rate significantly affects the position of the exothermic peak. So, with an increase in the heating rate, the exothermic peak shifts to the zone of higher temperatures and broadens, which is confirmed by an increase in the reaction onset temperature Tonset, peak temperature Tpeak, reaction final temperature Tfinal (Table 2).

Thermograms of the curing reaction of epoxyurethane compositions at different heating rates of samples cured with PEPA (compositions 2.1, 3.1, 4.1, 5.1) and Etal-45M (compositions 2.2, 3.2, 4.2, 5.2).
It should be noted that the exothermic peaks on the thermograms of epoxyurethane compositions with Etal45M hardener have a flatter form and a wider peak in comparison with compositions with PEPA and are shifted to the zone of high temperatures. This is due to the reactivity of the hardeners, which is higher in PEPA for a number of reasons: aliphatic polyamine and branched polymer [19], which is of high efficiency as a hardener for epoxy resins. The relatively low reactivity of Etal-45M is associated with the lower nucleophilicity of aromatic amines.
Based on the obtained dependences of the reaction rate on the conversion (Fig. 4), a number of conclusions can be drawn: the heating rate does not change the curing reaction mechanism; the curing reaction is autocatalytic and the kinetic data must be processed in accordance with this fact; the curing process can be broken down into three stages. This is especially clearly seen for the less active hardener Etal-45M, while for PEPA the stages are blurred.

Curing rate vs. conversion rate at different heating rates.
At the first stage, the resin turns into a gel state, the curing rate at this stage is very slow. After the gelation stage, the cure rate begins to increase rapidly and reaches a maximum. The composition gradually becomes glassy. As the degree of crosslinking increases, the cure rate diminishes. After the conversion reached 0.9, the curing rate noticeably decreases due to a decrease in the thermal mobility of functional groups and the appearance of steric hindrances.
The activation energy Ea for the curing processes was determined by the Ozawa and Kissinger non-isothermal methods (Table 3). The Ea values were calculated from the slope of lnβ and ln(β/T2peak) vs. inverse temperature 1/T, as shown in Fig. 5. The activation energies obtained by the Ozawa method are 3–6 kJ mol–1 higher than those calculated by the Kissinger method. This difference can be explained by the use of different methods of approximation, which leads to a slight discrepancy in the final values of the activation energy [20]. With an increase in the amount of polyurethane synthesized in an epoxy resin medium, the proportion of epoxy groups in the system diminishes, which results in a change in the activation energy and the rate of the curing reaction of the studied compositions.

Graphs to determine Ea by the Ozawa and Kissinger methods for compositions 2.1–5.1 and 2.2–5.2.
The activation energy for a certain conversion was calculated by the Starink method [Eq. (6)] from the slope of ln (β/T1.92) vs. inverse temperature 1/T plots, after which a plot of the activation energy vs. conversion was constructed (Fig. 6).

Activation energies vs. conversion for epoxyurethane compositions with (a) PEPA and (b) Etal-45M hardeners calculated by Starink method.
As noted above, the curing process can be broken down into three stages and the activation energies vary according to the chemistry of the proposed process. For compositions with Etal-45M, the activation energies change more intensively in the selected range of conversion: from 63–67 to 40–45 kJ mol–1, while for compositions with PEPA hardener based on aliphatic amines Ea for all ratios decreases by 3–5 kJ mol–1. The Ea value with Etal-45M is on average 50–60 kJ mol–1, which is close to the previously obtained results for epoxy resins cured with aromatic amines [21–23].
To calculate the main kinetic parameters, we used the Ea values computed by the Starink method, which is considered more accurate in comparison with the non-isoconversional methods [20, 24].
According to Malek method, the following conditions must be met for autocatalytic reactions: αp∞ ≠ 0.632 and 0 < αm < αp∞. The value of the maximum of the function z(α), equal to 0.632, corresponds to the JMA (Johnson–Mehl–Avrami) model [17]. Therefore, it can be argued that the considered processes of curing of epoxyurethane binders under nonisothermal conditions can be well described by the selected two-parameter autocatalytic Šesták–Berggren model [25].
It is worth noting that, according to a number of studies [26–28], αm can reflect the autocatalytic tendency of the reaction: i.e., the smaller the value of αm, the less the reaction is prone to autocatalytic.
In accordance with Eq. (13), the dependences of ln[(dα/dt)exp(x)] on ln[αp(1 – α)] were plotted at different heating rates for \( \alpha \in \left[ 0.1; 0.9 \right] \) and the values of the kinetic parameters n, A, m, calculated from the Šesták–Berggren kinetic model (Table 4). It should be noted that the “tails” of the peaks of nonisothermal runs of differential scanning calorimetry lead to significant errors in the calculation of kinetic parameters [29–31]; therefore, extreme conversion ranges should be excluded.
Substitution of the average values of A, m, n with the previously obtained Ea into Eq. (4) allows deriving the reaction rate equations in the non-isothermal mode for the studied epoxyurethane binders:
The correctness of the choice of the kinetic model was confirmed by plotting the temperature dependence of dα/dt at different heating rates for the experimental and calculated curves. An example of plots for composition 2.1 is shown in Fig. 7, from which it is seen that the calculated data are in good agreement with the experimental ones. Thus, it can be argued that the chosen autocatalytic model is suitable for describing the curing process studied in the work.

Comparison of the experimental curing rate and calculated by the Šesták–Bergren model for composition 2.1.
Physical and mechanical properties. The physical and mechanical characteristics of epoxyurethane compositions were determined (Table 5). The conversion of epoxy groups in all compositions reaches the maximum possible at curing according to the previously indicated temperature regime, which allows a comparison of the performance properties of the studied compositions.
Epoxyurethane compositions are inferior in mechanical strength to compositions without polyurethane, but they are distinguished by increased elasticity, and hence impact resistance, which is the purpose of synthesis of such compositions. Noteworthy is the superiority in mechanical properties of the compositions cured by Etal-45M over the compositions cured with PEPA. This fact is probably directly related to the cure kinetics. A less active hardener allows a clear separation of the stages of formation of the supramolecular network structure, which makes it more perfect and, therefore, provides better mechanical properties of the products
CONCLUSIONS
The process of curing epoxyurethane compositions, the synthesis feature of which is the production of polyurethane in an epoxy resin medium without the use of solvents, is slower with Etal-45M hardener than with PEPA. This fact is due to the lower reactivity of aromatic amines in the hardener Etal-45M. An increase in the amount of polyurethane in the system results in a rise in the activation energy values and a decrease in the rate of the curing reaction of the investigated compositions.
The curing process of epoxyurethane compositions is autocatalytic and is well described by the Šesták–Berggren two-parameter kinetic model. Comparison of the dependences of the reaction rate on temperature for the experimental and calculated data confirmed the correctness of the choice of the model.
The introduction of polyurethane makes it possible to increase the elasticity and impact strength of epoxy compositions, as well as to reduce their stiffness without significant deterioration of the physical and mechanical characteristics.
REFERENCES
Jin, F.L., Li, X., and Park, S.-J., J. Ind. Eng. Chem., 2015, vol. 29, pp. 1–11. https://doi.org/10.1016/j.jiec.2015.03.026
Mohan, P., Polym.-Plast. Technol. Eng., 2013, vol. 52, no. 2, pp. 107–125. https://doi.org/10.1080/03602559.2012.727057
Pascault, J.P. and Williams, R.J.J., Epoxy Polymers: New Materials and Innovations, Weinheim: WILEY-VCH Verlag GmbH & Co. KGaA, 2010, pp. 213–234. https://doi.org/10.1002/9783527628704
Ramos, V.D., Da Costa, H.M., Soares, V.L.P., and Nascimento, R.S.V., Polym. Test., 2005, vol. 24, no. 3, pp. 387–394. https://doi.org/10.1016/j.polymertesting.2004.09.010
Gotlib, E.M., Nguen, A., and Sokolova, A.G., Vestn. MGSU, 2018, vol. 13, no. 12, pp. 1491–1498. https://doi.org/10.22227/1997-0935.2018.12.1491-1498
Paluvai, N.R., Mohanty, S., and Nayak, S.K., Polym.-Plast. Technol. Eng., 2014, vol. 53, no. 16, pp. 1723–1758. https://doi.org/10.1080/03602559.2014.919658
Babin, A.N., Guseva, M.A., Grebeneva, T.A., and Tkachuk, A.I., Tr. VIAM, 2016, no. 1, pp. 90–98.
Sycheva, M.V., Garipov, R.M., and Deberdeev, R.Ya., Vestn. Kazan. Tekhnol. Univ., 2009, no. 6, pp. 193–198.
Park, S.-J. and Jin, J.-S., J. Appl. Polym. Sci., 2001, vol. 82, pp. 775–780. https://doi.org/10.1002/app.1903
Zhang, X., Qiao, L., Lu, X., Jiang, L., and Cao, T., Polymers, 2019, vol. 11, no. 3, pp. 416–428. https://doi.org/10.3390/polym11030416
Kostrzewa, M., Hausnerova, B., Bakar, M., and Siwek, E., J. Appl. Polym. Sci., 2011, vol. 119, pp. 2925–2932. https://doi.org/10.1002/app.32974
Li, Y. and Mao, S., J. Appl. Polym. Sci., 1996, vol. 61, pp. 2059–2063. https://doi.org/10.1002/(SICI)1097-4628(19960919)61:12<2059::AID-APP2>3.0.CO;2-9
Allport, D.C., Gilbert, D.S., and Outterside, S.M., MDI and TDI: Safety, Health & Environment. A Source Book and Practical Guide, Chichester: John Wiley & Sons Ltd, 2003.
Kissinger, H.E., Anal. Chem., 1957, vol. 29, no. 11, pp. 1702–1706. https://doi.org/10.1021/ac60131a045
Ozawa, T., Bull. Chem. Soc. Jpn., 1965, vol. 38, pp. 1881–1886. https://doi.org/10.1246/bcsj.38.1881
Starink, M.J., Thermochim. Acta, 2003, vol. 404, pp. 163–176. https://doi.org/10.1016/S0040-6031(03)00144-8
Málek, J., Thermochim. Acta, 2000, vol. 335, pp. 239-253. https://doi.org/10.1016/S0040-6031(00)00449-4
Senum, G.I. and Yang, R.T., J. Therm. Anal., 1977, vol. 11, pp. 445–447. https://doi.org/10.1007/BF01903696
Gogoi, S., Barua, S., and Karak, N., Chem. Eng. Sci., 2015, vol. 127, pp. 230–238. https://doi.org/10.1016/j.ces.2015.01.053
Vyazovkin, S., Burnham, A.K., Criado, J.M., Pérez-Maqueda, L.A., Popescu, C., and Sbirrazzuoli, N., Thermochim. Acta, 2011, vol. 520, pp. 1–19. https://doi.org/10.1016/j.tca.2011.03.034
Yu, X., Chen, S., and Xu, Y., J. Wuhan Univ. Technol., 2018, vol. 33, pp. 1256–1262. https://doi.org/10.1007/s11595-018-1960-3
Karkanas, P.I. and Partridge, I.K., J. Appl. Polym. Sci., 2000, vol. 77, pp. 1419–1431. https://doi.org/10.1002/1097-4628(20000815)77:7<1419::AID-APP3>3.0.CO;2-N
Sbirrazzuoli, N., Vyazovkin, S., Mititelu, A., Sladic, C., and Vincent, L.A., Macromol. Chem. Phys., 2003, vol. 204, pp. 1815–1821. https://doi.org/10.1002/macp.200350051
Vyazovkin, S., Chrissafis, K., Di Lorenzo, M.L., Koga, N., Pijolat, M., Roduit, B., Sbirrazzuoli, N., and Sunol, J.J., Thermochim. Acta, 2011, vol. 590, pp. 1–23. https://doi.org/10.1016/j.tca.2014.05.036
Simon, P., Thermochim. Acta, 2011, vol. 520, pp. 156–157. https://doi.org/10.1016/j.tca.2011.03.030
Wan, J., Bu, Z.-Y., Xu, C.-J., Fan, H., and, Li, B.-G., Thermochim. Acta, 2011, vol. 525, pp. 31–39. https://doi.org/10.1016/j.tca.2011.07.018
Wan, J., Bu, Z.-Y., Xu, C.-J., Li, B.-G., and Fan, H., Chem. Eng. J., 2011, vol. 171, pp. 357–367. https://doi.org/10.1016/j.cej.2011.04.004
Wan, J., Bu, Z.-Y., Xu, C.-J., Li, B.-G., and Fan, H., Thermochim. Acta, 2011, vol. 519, pp. 72–82. https://doi.org/10.1016/j.tca.2011.02.038
Wan, J., Li, B.-G., Fan, H., Bu, Z.-Y., and Xu, C.-J., Thermochim. Acta, 2010, vol. 511, pp. 51–58. https://doi.org/10.1016/j.tca.2010.07.024
Rosu, D., Cascaval, C.N., Mustata, F., and Ciobanu, C., Thermochim. Acta, 2002, vol. 383, pp. 119–127. https://doi.org/10.1016/S0040-6031(01)00672-4
Zhao, K., Wang, J., Song, X., Liang, C., and Xu, S., Thermochim. Acta, 2015, vol. 605, pp. 8–15. https://doi.org/10.1016/j.tca.2015.02.007
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare that they have no conflicts of interest requiring disclosure in this article.
Rights and permissions
About this article

Cite this article
Bratasyuk, N.A., Zuev, V.V. Cure Kinetics of Epoxyurethane Compositions with Amine Hardeners of Various Nature. Russ J Appl Chem 93, 1504–1517 (2020). https://doi.org/10.1134/S1070427220100043
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1070427220100043