
Abstract
Results from the comparative analysis of the energy and economic efficiencies of the torrefaction reactors (or low-temperature pyrolysis reactors) with the heat of the heating gas supplied directly to the processed biomass are presented. Upright reactors of two types are considered, viz., reactors with a bed of dense biomass moving by gravity towards the heating gas flow and fluidized-bed reactors. Advantages and drawbacks of the different types of torrefaction reactors are discussed. Criteria for the evaluation of the torrefaction reactors' energy efficiency have been defined based on the data of experimental research conducted on a pilot power-engineering plant at the Joint Institute for High Temperatures, Russian Academy of Sciences, equipped with a moving-bed reactor and the results of numerical modeling of a fluidized-bed reactor. The conditions for creating the thermal effect of the hemicellulose decomposition reaction and the mechanism that restricts the increase in the biomass temperature during the self-heating by the exothermic reaction heat are considered. The analysis performed has shown that a moving-bed reactor with a controlled exothermic biomass destruction reaction has the highest energy efficiency and the best criteria for estimating the financial and commercial efficiency of the investments. Conclusions have been made that moving-bed reactors are preferable for small-scale production for which granulated biomass (biomass pellets) is the optimal feedstock, while fluidized-bed reactors and fine-dispersed feedstock materials are more suitable for large-scale production.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Low-temperature pyrolysis or torrefaction is the thermal treatment of biomass at temperatures of 250–300°C in an oxygen-free environment [1–3]. As a result of this treatment, wood processing and agricultural waste and other plant residues acquire properties of a conditioned biofuel. Its heating and energy values increase and the hydrophobicity and grindability are considerably enhanced.
According to heat supply techniques, torrefaction reactors can be divided into indirect heating reactors (heating through the wall) and direct heating reactors in which the biomass is heated by a gaseous heat-transfer medium. According to the first heat-supply method, the gaseous pyrolysis products are not diluted by the buffer gas, which, on the one hand, makes their further utilization easier but, on the other hand, makes it difficult to ensure a uniform temperature profile over the cross section of the reactor. Compared with the reactors based on the first heat supply technique, direct-heating reactors have a higher heat transfer coefficient, a uniform cross-sectional temperature field, considerably smaller dimensions, and, accordingly, involve lower capital costs.
Among direct-heating reactors, reactors of two types can be distinguished, viz., moving-bed and fluidized-bed reactors. In the reactors of the first type, biomass particles move by gravity towards the ascending flow of the hot heat-transfer medium [4]. The drawbacks of such reactors are high hydraulic resistance and nonuniform heating of the biomass in large-volume reactors, which prevents the development of high-performance reactors. However, moving-bed reactors have the simplest and most robust designs; 20% of torrefaction plants in Europe are equipped with reactors of this type [5–7].
In the reactors of the second type, the biomass particles are in suspension under the action of the fluidizing gas (neutral gas, combustion products, and superheated steam) [8–10]. The heat-exchange process is significantly intensified in this case and uniform heating of the biomass in the workspace of the reactor is ensured [11].
The drawbacks of the fluidized-bed technology are determined by the following factors:
(1) Biomass with particles of the same small size (1 mm at most) has to be used as feedstock.
(2) The creation of a high-speed gas flow requires extra energy inputs and additional equipment.
(3) Under the action of the gas flow, active mechanical interaction of the biomass particles with each other and with the reactor walls occurs, which leads to the grinding of the particles, intensive dust formation, and wear of the walls.
During the torrefaction of wood biomass at a temperature above 250°C, an exothermic effect is observed caused by thermal decomposition of hemicellulose [12, 13]. Its energy value for wood feedstock is within the 500–1000 kJ/kg range [14]. In some works, e.g., [15], it is shown that the exothermic effect manifests itself owing to the secondary reactions of the volatiles formed at the first stage of the thermal hemicellulose destruction reaction. Under certain conditions, the heat released resulting from the exothermic effect may lead to spontaneous heating and ignition of the biomass inside the reactor.
In the experiments with the fluidized bed at a process temperature of 300°C and over, a self-heating effect was not observed [8, 9]. This is probably accounted for by high values of the fluidizing gas velocity and the heat transfer coefficient.
To prevent the self-heating of the biomass in the moving-bed reactors and to control the temperature, the velocity of the heating gas should be considerably increased, which, in essence, switches the reactor over to the fluidization mode.
In the torrefaction plant constructed at the Joint Institute for High Temperatures, Russian Academy of Sciences (below referred to as JIHT RAS), the biomass is periodically discharged from the developed exothermic reaction zone into the cooling section. Such technology allows effective utilization of the heat of the exothermic reactions to increase the energy efficiency of the torrefaction process. This technology, however, requires a complicated automatic control system.
Despite the obvious advantages of torrefied biofuel, the technologies for its manufacture have not found many industrial applications due to high capital outlays required and their relatively low energy efficiency. The energy efficiency of the torrefaction technology is determined by both the efficiency of the torrefaction reactor itself and the efficiency of the entire plant comprised of a torrefaction reactor, a source of a high-temperature heat-transfer medium (heating gas), heat exchangers, a drying chamber, a torrefaction volatile utilizer, and other equipment.
In [16], an innovative cogeneration system comprised of a torrefaction plant and a hot-water boiler is proposed that allows utilizing the heat of the steam–gas mixture of the torrefaction products preventing emissions of hazardous substances into the environment. Further, the optimal ratio between the performance of the torrefaction plant and the capacity of the heating boiler house is established. It is shown in [17–19] that the recycling of the hot off-gases allows for not only the increase in the energy efficiency of the torrefaction process but also a considerable increase in the concentration of combustible gases in the steam–gas mixture at the reactor outlet. This, in turn, reduces the consumption of auxiliary fuel for utilizing hazardous components of pyrolysis gases.
In this work, results from comparative analysis of the efficiency of the torrefaction reactors with the heat of the heating gas supplied directly to the processed biomass are presented.
FORMULATION OF THE PROBLEM
The energy inputs into biomass torrefaction are made up of the biomass drying cost and the cost of heating it to the temperature for the onset of the thermal destruction and the thermochemical conversion of biomass. At an equal starting moisture content, the energy inputs per unit into the drying and preheating of the biomass are approximately equal for the reactors of all types under consideration.
The energy efficiency of the torrefaction process can be characterized by the following criteria:
(1) the ratio of the lower heat value of torrefied biomass \(Q_{{\text{l}}}^{s}\) to the lower heat value of untorrefied dry biomass \(Q_{{\text{l}}}^{f}\) considering the relative mass loss of the solid fraction during torrefaction \({\xi } = {m \mathord{\left/ {\vphantom {m {{{m}_{0}}}}} \right. \kern-0em} {{{m}_{0}}}},\) where m and m0 are the current and starting masses of the solid fraction as
and
(2) the specific energy input into production of 1 kg of torrefied biomass as
where Gg is the mass flow rate of the heating gas, Δhg is the work of the gaseous heat carrier’s enthalpy in the reactor, and \({{G}_{s}}\) is the performance of the reactor.
To calculate the above criteria, data of experimental studies conducted on the torrefaction plant at the JIHT RAS equipped with a moving-bed reactor [20] and results of numerical calculation of the fluidized-bed reactor were used.
INPUT DATA FOR COMPARATIVE ANALYSIS
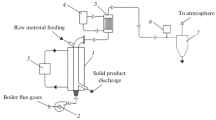
Schematic diagrams of the reactors under consideration are shown in Fig. 1.

Schematic diagrams of the (a) moving-bed and (b) fluidized-bed torrefaction reactors at the JIHT RAS: (1) cooling section, (2) torrefaction section, (3) feed hopper, (4) fluidized bed, and (5) exhaust system.
In the pilot power-engineering plant at the JIHT RAS, trigeneration technology has been implemented in which, alongside the generation of electric and heat power, torrefaction of granulated biomass is performed [16]. The plant is comprised of a hot-gas reciprocating power unit, part of the off-gas of which, upon cooling in a gas–water recuperative heat exchanger, is fed into the cooling section. The rest of the hot off-gases are supplied into the mixing area where the prescribed temperature of the heat-transfer medium required at the torrefaction section inlet is achieved by redistributing the flows. The excess pressure of the gases at the reactor inlet does not exceed 15 kPa.
The moving-bed torrefaction reactor (see Fig. 1a) is an upright, 1-m high cylinder with an inner diameter of 325 mm. At the top of the reactor, a feeding device is installed from which wood pellets heated to 100°C are supplied as the portion of the freshly torrefied product is discharged. At the bottom of the reactor, a discharging device is mounted with a controlled gate to discharge the torrefied biomass; the gate is periodically opened to discharge the portion of the finished product into the cooling section.
The fluidized-bed reactor (see Fig. 1b) is a similar cylinder into the bottom section of which the fluidizing gaseous heat carrier is fed through an air-distribution plate. The fluidizing gas creates a fluidized bed into which the feedstock is directly fed. The torrefied biomass that has a lower density is extracted at the top of the fluidized bed. The off-gases arrive at the cyclone separator and the exhaust system.
RESULTS OF INVESTIGATING THE ENERGY EFFICIENCY
In Table 1, results of testing the fluidized-bed reactor at the JIHT RAS are presented at two temperature values of the heating gas at the reactor inlet, viz., the temperature of the lower bound of the noticeable effect of the exothermic thermal hemicellulose decomposition reaction (260°C) (mode I) and the temperature at which the exothermic effect is significant (280°C) (mode II) [13]. In mode I, the temperature in the lower beds of the biomass exceeded the temperature of the heating gas by 5–10°C, i.e., a weak exothermic thermal effect was observed. However, this heat is insufficient to heat up and activate the exothermic reaction in the upper biomass beds. In mode II, the avalanche-like increase in the temperature as a result of exothermic thermal effects was controlled by a specially selected technique for discharging the torrefied pellets and charging the feedstock. In the experiments, dry pellets of coniferous woods were used with an equivalent diameter of 4 mm—the diameter of a sphere of the equivalent volume—preheated to a temperature of 100°C; the pellets with a density of 1000 kg/m3 had a lower heating value of 18.5 MJ/kg. The bulk density of the dry pellets was 600 kg/m3 and that of the torrefied pallets was 475 kg/m3.
The mass flow rate of the fluidizing gaseous heat carrier was calculated by the relation
where \({{\rho }_{g}}\) is the density of the gas phase, D is the reactor diameter, \(\varepsilon \) is the porosity, and U is the velocity of the gas.
The flow rate of the heat carrier Gg at the prescribed reactor performance Gs was determined from the energy balance as
where \({{C}_{s}}\) is the heat capacity of the biomass, ΔT is the difference between the torrefaction temperature and the temperature of the feedstock charged, and \({{q}_{r}}\) is the heat absorbed (released) in the endo- and exothermic reactions.
Upon substituting Eq. (4) into Eq. (2), we obtain
It follows from the formula that the consumption of energy per unit in the torrefaction process depends predominantly on the thermophysical properties of the biomass under treatment.
The coefficient of the heat transfer from the gas to the solid particles in a homogeneous fluidized bed is calculated by the following relation [21]
where Re and Nu are the Reynolds and Nusselt numbers determined by the equivalent size of a solid particle de and the thermophysical properties of the gas and Pr is the Prandtl number.
In a fluidized bed, the dependence of the heat transfer coefficient on the velocity of the fluidizing gas flow has its maximum [22]. The optimal Reynolds number (the optimal velocity) at which this maximum is reached was determined by the formula of [23] as
where Ar is the Archimedes number calculated by the relation
where ν is the kinematic viscosity coefficient of the heat-transfer medium, \({{\rho }_{s}}\) is the density of the solid phase, and g is the acceleration of gravity.
The relative mass loss during torrefaction was determined from the kinetic Arrhenius equation [19] as
where \(X = {{\left( {m - {{m}_{c}}} \right)} \mathord{\left/ {\vphantom {{\left( {m - {{m}_{c}}} \right)} {\left( {{{m}_{0}} - {{m}_{c}}} \right)}}} \right. \kern-0em} {\left( {{{m}_{0}} - {{m}_{c}}} \right)}},\)\({{m}_{c}}\) is the mass of the residual coal, τ is the time, E is the activation energy, \({{k}_{0}}\) is the preexponential factor, and R = 8.31 J/(mol K) is the universal gas constant.
The fluidized-bed reactor with a capacity of 100 kg/h of torrefied product was calculated for the conditions similar to those of the moving-bed reactor of the JIHT RAS using the PYRBM software [24] as follows:
Temperature of the fluidizing gas (combustion products) at the inlet, °C | 262 |
Torrefaction operating temperature, °C | 250 |
Relative mass loss, % | 15 |
Kinetic parameters: | |
\({{k}_{0}}\), s–1 | 7.68 × 107 |
E, kJ/mol | 124.86 [18] |
To calculate the characteristics of the fluidized bed, the equivalent size of the particle was taken as considerably smaller than that in the experiment with the moving bed (de = 1.0 mm). Softwood sawdust was used as biomass.
Under the prescribed conditions, the minimum fluidization rate was 0.73 m/s. The flow rate of the heat-transfer medium that ensured a reactor output capacity of 100 kg/h was 0.192 kg/s, which corresponded to a velocity of the fluidizing gas of 4.8 m/s. In Fig. 2, curves of the change in the temperature of the processed biomass are shown as a function of the time under cyclic charging of a “cold” feedstock into the lower beds of the reactor and discharging of the torrefied product from the upper beds upon achieving the quasi-steady operating conditions. It can be seen from the figure that considerable temperature fluctuations are observed in the lower beds of the reactor in the vicinity of the air-distribution plate where fresh portions of the feedstock at a temperature of 100°C are cyclically loaded every 30 s.

Change in the biomass temperature during the cyclic charging–discharging operation in the course of torrefaction in a fluidized-bed reactor. Part of the reactor: (1) lower bed, (2) intermediate section, and (3) upper bed.
Figure 3 shows the calculated temperature profiles of the heating gas and the biomass through the height of the fluidized-bed reactor 5 s after the beginning of the 30-s charging–discharging cycle. At the beginning of the cycle, “cold” biomass is fed into the lower beds of the reactor. The warmed biomass beds are pushed upwards, which results in a drastic reduction in the heating-gas temperature in the lower beds of the reactor. Then the temperature profile is straightened during 5 s. The heightwise change in the gas temperature does not exceed 13°C and that in the temperature of the solid fraction does not exceed 5°C. The calculated temperature profile is in agreement with experimental findings of investigations conducted in a fluidized bed [25]. A uniform temperature field is established over the entire reactor space and practically the entire temperature potential of the heat-transfer medium is utilized in a narrow bed in the vicinity of the air-distribution plate. The waste heat-transfer gas at the reactor outlet has a high thermal potential, the energy of which can be utilized according to certain circuitry solutions, e.g., by recycling or heating the feedstock.

Change in the temperatures of the (1) biomass and (2) heating gas over the height of the fluidized-bed reactor 5 s after the beginning of the 30-second feedstock charging–discharging cycle.
The specific thermal energy of the off-gases ηo.g can be presented in the form
where ho.g and \({{h}_{0}}\) are the enthalpies of the off-gases at the reactor outlet and at the ambient temperature.
The results of comparison of the moving-bed reactors with the suppressed exothermic reaction (variant I), the moving-bed reactors with the controlled exothermic reaction (variant II), and the fluidized-bed reactors (variant III) are presented in Table 2.
To create a fluidized bed, a flow rate of the fluidizing heat-transfer medium higher than that in the moving-bed reactors is required. The intensive agitation of the fluidized bed results in an insignificant effect of the enthalpy of the heating gas, as a result of which the value of the energy consumption per unit \({{{\eta }}_{2}}\) for variant III only slightly exceeds the value of \({{{\eta }}_{2}}\) for variant II at a higher flow rate of the heat-transfer medium.
However, given the yet not utilized heat of the off-gases, the total heat consumption for torrefaction for mode II (the moving-bed reactor with the controlled exothermic reaction) proves to be four times lower than that for variant I (the moving-bed reactor without the exothermic reaction) and almost six times lower compared with variant III (the fluidized-bed reactor).
COMPARISON OF THE FINANCIAL AND COMMERCIAL EFFICIENCIES OF THE REACTORS
The gross costs (operating costs) of biomass torrefaction in terms of rubles per year can be presented in the general form as

where
is the sum of the annual expenditures on the energy supply for the torrefaction process, Ce is the specific energy input (MJ/h) reduced to the unified performance of the three torrefaction plant variants under consideration (100 kg/h), \({\tau }\) is the time of use of the plants (h/yr), \({{C}_{{th}}}\) is the thermal energy cost per unit (ruble/MJ), M is the annual expenditures on feedstock and consumables, such as water, compressed air, and process gases (ruble/yr), A is the sum of the annual depreciation costs (ruble/yr), L is the annual labor costs of the operating maintenance personnel considering the personal income tax and overhead costs (ruble/yr), N is the annual expenditures on scheduled maintenance operations, such as current repair and overhaul, preventive inspection, examination, etc., (ruble/yr), and F is the annual expenditures on routine maintenance of capital assets, such as lights, heating systems, hot-water supply systems, sewerage systems, ventilation, conditioning, maintenance of the equipment, buildings and structures, spare parts, lubricants and cleaning materials, etc. (ruble/yr).
For rough estimations, the ratio between the expenditures on the energy supply and the rest of the expenditures can be calculated with the permissible error in the following way:

Then, according to Eqs. (11) and (12), the gross costs of the product can be presented in the form

The gross costs of torrefaction of biomass pellets can be easily calculated by Eq. (14) for the three torrefaction technologies under consideration at the reduced performance Gs = 100 kg/h. If the average costs of the thermal energy used in the processes is \({{C}_{{th}}}\) = 0.36 ruble/MJ (approximately 1500 ruble/GCal), the hours of the plant’s use are \({\tau }\) = 7000 h/yr, and the values of Ce for each of the variants are taken from Table 2, we obtain
for variant I, S1 = (2…3) × 0.36 × 7000 × 167 × 10–3 = 842 000–1 263 000 rubles per year;
for variant II, S2 = (2…3) × 0.36 × 7000 × 40 × 10–3 = 202 000–302 000 rubles per year;
for variant III, S3 = (2…3) × 0.36 × 7000 × 222 × 10–3 = 1 120 000–1 678 000 rubles per year.
It follows from the calculated results that, under approximately equal conditions of the economic environment—sets of input economic parameters adopted for the calculations—and the equal performance of the process plants, the technology with the moving biomass in the reactor using the energy of the controlled exothermic reaction ensures the lowest torrefaction costs.
To calculate the other economic criteria, the value of the average specific torrefaction costs was taken as equal to 3000 rubles per ton and the average value of the required capital investment in the construction of a plant with an output capacity of 100 kg/h will be 5 000 000 rubles [26, 27]. For the calculations, the highest found torrefaction cost values were adopted (the worst case was considered). The calculated results are provided in Table 3.
As can be seen from Table 3, variant II, in which the heat of the exothermic biomass destruction reactions is utilized, is the most attractive option. It is characterized by the following highest parameters:
(1) net annual gains and the maximum net aggregate income;
(2) a capital investment recoupment term almost two times shorter than that for variant I and three times shorter than that for variant III;
(3) a return on investment considerably higher than those for variants I and III; and
(4) low specific torrefaction costs.
The torrefaction modes under consideration can be improved by utilizing the waste heat of the off-gases. Then, the fluidized-bed technology, which has rather many advantages when applied to large-scale plants, can become more competitive compared with the rest of the variants.
CONCLUSIONS
(1) The analysis performed has shown that the low-temperature moving-bed pyrolysis reactor with additional heat supply from the controlled exothermic reaction has the highest energy efficiency and, accordingly, the best values of all criteria of the financial and commercial efficiency of the investments. It should be noted, however, that, due to bad scalability of the reactors of this type, the enhancement of the performance requires increasing their number. Furthermore, torrefaction of fine-dispersed biomass requires extra inputs to overcome high hydraulic resistance of the reactor. The optimal feedstock for the reactors of this type is pellets.
(2) On the contrary, for the fluidized-bed technology fine- and monodispersed feedstock is required. Moreover, owing to a high energy potential of the gases at the reactor outlet, the fluidized-bed torrefaction technology may be competitive for large-scale plants under the optimal arrangement of the entire plant layout, including the arrangement of the circulating fluidized bed, the heat generation, and the drying of biomass.
REFERENCES
P. Basu, Biomass Gasification, Pyrolysis, and Torrefaction. Practical Design and Theory, 2nd ed. (Academic, San Diego, CA, 2013).
Yu. S. Kuz’mina, An Experimental Study of the Process of Low-Temperature Pyrolysis (Torrefaction) of Granular Biofuel, Candidate’s Dissertation in Engineering (Joint Inst. for High Temperatures, Russian Academy of Sciences, Moscow, 2016). https://jiht.ru/science/dissert-council/diss_texts/Kuzmina.pdf.
L. J. R. Nunes, J. C. O. Matias, and J. P. S. Catalão, Torrefaction of Biomass for Energy Applications: From Fundamentals to Industrial (Academic, London, 2017). https://doi.org/10.1016/C2015-0-04530-0
J. S. Tumuluru, S. Sokhansanj, C. T. Wright, R. D. Boardman, and J. R. Hess, “Review on biomass torrefaction process and product properties and design of moving bed torrefaction system model development,” Presented at ASABE Meeting, Louisville, Kentucky, Aug. 7–10, 2011, presentation paper no. 1110459.
D. Mateos, “Presentation of the 1st industrial TO-RSPYD plant,” in Proc. Int. Workshop on Biomass Torrefaction for Energy, Albi, France, May 10–11, 2012 (École Nationale Supérieure des Mines d’Albi-Carmaux, Albi, 2012).
C. Wilén, P. Jukola, T. Järvinen, K. Sipilä, F. Verhoeff, and J. Kiel, Wood Torrefaction: Pilot tests and Utilisation Prospects (VTT Tech. Res. Centre of Finland, Espoo, 2013), in Ser.: VTT Technology, Vol. 122.
F. Verhoeff, J. H. A. Kiel, R. W. R. Zwart, ECNs Moving Bed Torrefaction Technology in Light of Desired Product Qualities, ECN Report No. ECN-L-12-079 (ECN, 2012).
M. Atienza-Martínez, I. Fonts, J. Ábrego, J. Ceamanos, and G. Gea, “Sewage sludge torrefaction in a fluidized bed reactor,” Chem. Eng. J. 222, 534–545 (2013). https://doi.org/10.1016/j.cej.2013.02.075
H. Li, X. Liu, R. Legros, X. T. Bi, C. J. Lim, and S. Sokhansanj, “Torrefaction of sawdust in a fluidized bed reactor,” Bioresour. Technol. 103, 453–458 (2012). https://doi.org/10.1016/j.biortech.2011.10.009
J. C. Carrasco, G. S. Oporto, J. Zondlo, and J. Wang, “Torrefaction of red oak (Quercus rubra) in a fluidized reactor,” BioRes 8, 5067–5083 (2013).
J. S. M. Botterill, Fluid-Bed Heat Transfer: Gas-Fluidized Bed Behaviour and It’s Influence on Bed Thermal Properties (Academic, London, 1975; Energiya, Moscow, 1980).
J. M. Faleeva, V. A. Sinelshchikov, G. A. Sytchev, and V. M. Zaichenko, “Exothermic effect during torrefaction,” J. Phys.: Conf. Ser. 946, 012033 (2018). https://doi.org/10.1088/1742-6596/946/1/012033
V. M. Zaichenko, G. A. Sychev, and A. L. Shevchenko, “Exothermic effects of low temperature biomass pyrolysis,” in Environmental, Industrial and Energy Security - 2017 (Proc. Int. Sci.-Pract. Conf., Sevastopol, Sept 11–15, 2017), Ed. by Yu. A. Omel’chuk, N. V. Lyamina, and G. V. Kucherik (2017), pp. 494–497.
A. E. Kislitsyn, Pyrolysis of Wood: Chemistry, Kinetics, Products, New Processes (Lesn. Prom-st., Moscow, 1990) [in Russian].
W. C. Park, A. Atreya, and H. R. Baum, “Experimental and theoretical investigation of heat and mass transfer processes during wood pyrolysis,” Combust. Flame 157, 481–494 (2010).
V. M. Zaichenko and V. Ya. Shterenberg, “Torrefaction of wood pellets: New solutions,” Therm. Eng. 64, 729–737 (2017).
L. B. Direktor and V. A. Sinel’shchikov, “Comparative analysis of energy efficiency of torrefaction technologies,” Prom. Energ., No. 9, 45–50 (2018).
L. B. Director and V. A. Sinelshchikov, “Numerical modeling of torrefaction reactor integrated in energy technological complex,” Energy 167, 1194–1204 (2019). https://doi.org/10.1016/j.energy.2018.11.044
C. Park, U. Zahid, S. Lee, and C. Han, “Effect of process operating conditions in the biomass torrefaction: A simulation study using one-dimensional reactor and process model,” Energy 79, 127–139 (2015). https://doi.org/10.1016/j.energy.2014.10.085
V. M. Zaichenko, O. M. Larina, A. V. Markov, and A. V. Morozov, “Device for thermal conversion of biomass,” RF Patent No. 175131, Byull. Izobret., No. 33 (2017).
Z. Y. Zhou, A. B. Yu, and P. Zulli, “A new computational method for studying heat transfer in fluid bed reactors,” Powder Technol. 197, 102–110 (2010). https://doi.org/10.1016/j.powtec.2009.09.002
V. I. Kovenskii, V. A. Borodulya, Yu. S. Teplitskii, G. I. Pal’Chenok, and D. S. Slizhuk, “Modeling of superheated-steam drying of biofuel in a fluidized bed,” J. Eng. Thermophys. 83, 764–769 (2010). https://doi.org/10.1007/s10891-010-0395-2
S. S. Zabrodsky, Hydrodynamics and Heat Transfer in Fluidized Beds (Gosenergoizdat, Moscow, 1963, Mass. Inst. Technol., Cambridge, MA, 1966).
A. L. Shevchenko and L. B. Direktor, Program for Calculation of Thermophysical Parameters of a Thermal Biomass Conversion Reactor (PYRBM), Software Registration Certificate No. 2018664704 of 20.11.2018.
O. M. Todes and O. B. Tsitovich, Fluidized Granular Bed Apparatuses (Khimiya, Leningrad, 1981) [in Russian].
A. D. Ovsyanko, Economic Analysis of Export-Oriented Wood Biofuel Production in Russia. Market Prospects for Torrefied Biomass (Portal-Inzh., St. Petersburg, 2015) [in Russian].
S. Perederii, “Torrefaction of biomass: Pros and cons,” LesPromInform, No. 1, 150–153 (2019).
ACKNOWLEDGMENTS
This work was supported by the Russian Foundation for Basic Research, project no. 18-08-00865.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by O. Lotova
Rights and permissions
About this article

Cite this article
Direktor, L.B., Zaichenko, V.M., Is’emin, R.L. et al. Comparison of the Efficiency of the Reactors for Low-Temperature Pyrolysis of Biomass. Therm. Eng. 67, 296–303 (2020). https://doi.org/10.1134/S0040601520050043
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0040601520050043