
Abstract
The effects on the surface of a nickel superalloy that are caused by the action of pulsed radiation from an Nd:YAG laser with a wavelength in the ultraviolet range (0.355 μm) and a pulse duration of 10 ns are studied. The surface layer is found to rise in a subthreshold irradiation regime. Traces of high-temperature plastic deformation via grain-boundary sliding and crystallographic slip are detected in the spot zone. The joints of nickel alloy samples with preliminary laser treatment are subjected to diffusion welding and mechanical tests; as a result, a noticeable improvement in the weld quality as compared to untreated samples is shown.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 INTRODUCTION
Nickel-based superalloys were designed for use in high-temperature power plants with gas heat carriers and are used in equipment that is operated for a long time at temperatures up to 950°C. During a long-term high-temperature action, the alloys undergo solid-solution hardening, which provides a high technological plasticity, a high level of heat resistance, good weldability, and stable structure and properties [1, 2].
In power plants, two-layer welded pipes made of nickel alloy and heat-resistant bronze with a high thermal conductivity are often used [3], and they are connected to each other by diffusion welding [4]. As was shown in [5, 6], preliminary heat treatment of the surfaces to be welded by laser radiation decreases the operating temperature of the process and the applied pressure and increases the ultimate tensile strength of the weld and its relative elongation. This fact is likely to be due to a significant increase in the diffusion coefficient under a pulsed laser action [7, 8]. Femtosecond lasers are usually used for micro- and nanostructuring of the surface of materials [9–11], while nanosecond lasers are still the most available, reliable, and productive sources of laser action [12–16].
Using a similar technique, the authors of [6, 17–19] irradiated mechanically processed and polished samples of oxygen-free copper and its alloys, including CuCrZr. A ChS57 high-temperature alloy was chosen to detect differences in the reaction of this material to the action of intense laser radiation.
The purpose of this work is to study the high-temperature effects at the surface of a nickel superalloy that are caused by powerful nanosecond laser pulses of the ultraviolet (UV) range and their influence on the structure of the material and the mechanical properties of its diffusion-welded joints.
2 EXPERIMENTAL
The alloy ChS57 (CrNi55CuВZn) alloy containing (wt %) 53–56 Ni, 18–20 Cr, 5–7 Mo, 2–3 W, 1.3–1.7 Mn, Al < 0.15, and 0.05–0.15 Zr in accordance with TU 14-1-4400–88 was selected as the research material. The experimental setup [16] was used for surface micro- and nanostructuring, and a solid-state Nd:YAG laser operating on the third harmonic was chosen as a radiation source (wavelength is λ = 0.355 μm, pulse duration is τ = 10 ns, pulse energy E is up to 8 MJ, pulse repetition frequency f is up to 100 Hz, laser beam diameter is 3 mm, divergence is 1–2 mrad). A sample was installed on a three-coordinate slide table consisting of two 8MT180 and one 8MT173 linear translators controlled by an 8SMC1-USBhF controller (STANDA Ltd, Lithuania). The laser and the STANDA controller were controlled with a personal computer.
Before laser action, the sample surface was subjected to mechanochemical treatment. The initial surface roughness (excluding etching pits caused by an overdose of the polishing compound) in the area comparable with the laser spot area was 10–15 nm.
The action of radiation on the sample surface was carried out in the following two regimes: in a stationary spot regime at f = 10 Hz and n = 30 pulses and a scanning spot regime, when a beam moved on the sample surface along a “snake” raster trajectory at a distance of about 30 μm between horizontal lines (f = 100 Hz, the snake length was 4 mm). The overlap coefficient of laser spots, which was determined as the ratio of the area treated by two laser pulses to the area of one spot, exceeded 99%.
The surface morphology of the irradiated samples was studied by a Zygo NewView 7300 optical profilometer and a JEOL JSM 6610LV scanning electron microscope (SEM) equipped with an attachment for determining the elemental composition of the surface.
Laser treatment in the scanning spot regime (at a step of 10 μm along the x axis and 30 μm along the y axis and a scanning speed of 1 mm/s) was also used as preliminary treatment before diffusion welding. For this purpose, both sample surfaces were scanned with an Nd:YAG laser beam at an energy density q0 = 2 or 3 J/cm2. The samples that were not subjected to laser treatment were reference samples. Cylindrical samples 22 mm in diameter and 15 mm in length treated and untreated with a laser beam were placed in a thin-walled container, which was welded with an electron beam in a vacuum (thus, all six workpieces were welded simultaneously and under the same conditions). After checking the tightness of the weld, the container was installed in an HIRP 10/26-200-2000 (Abra, Switzerland) gas chamber. Hot isostatic pressing was carried out in a nitrogen atmosphere for several hours at a temperature of 1160°C and a pressure of 160 MPa. Before being placed in the welded container, the workpieces, both mechanically processed (for comparison) and treated with laser radiation, were stored in a vessel filled with gasoline to avoid surface oxidation.
To study the mechanical properties of the welded joints, type I samples were prepared according to the requirements of GOST 6996–66, and they were subjected to static tension tests at room temperature on an IR 5143-200 (OOO LLC, Russia) tensile-testing machine.
3 RESULTS AND DISCUSSION
3.1 Surface Morphology after Pulsed UV Radiation
Figure 1 shows the results of action of nanosecond Nd:YAG laser pulses at an energy density of 2.5 J/cm2 and a frequency of 10 Hz on the sample surface in the stationary spot regime. The selected regime is characterized by a combination of a high pulse power density (108–109 W/cm2) and a medium average power (less than 1 W). This regime ensures a high-gradient temperature heating regime: the temperature in the sample volume is maintained at the room level, which eliminates thermal changes in the structure in the volume.

Alloy ChS57 surface in the zone of laser irradiation at a pulse energy density of 2.5 J/cm2 (λ = 0.355 μm, 30 pulses): (a, c) SEM and optical microscopy images of a crater, respectively; (b) fragment of the crater boundary zone (SEM); and (d) profilogram of the crater.
The sample surface temperature induced by laser heating in a pulsed regime can be estimated by the well-known expression [20]
Here, q0 = P/S is the power density, where P = E/τ; E is the energy in a pulse; τ is the pulse duration; Tin is the initial temperature of the material; a and k the thermal diffusivity and the thermal conductivity of the material, respectively; and R is the reflection coefficient.
The laser surface heating temperature estimated by this formula is 3360 K for q0 = 1 J/cm2 and 7700 K for 2.5 J/cm2 (in all cases, R = 0.48, τ = 10 ns, k = 75 W/(m K), a = 1.54 × 10–5 m2/s). Taking into account the fact that the melting point of the alloy is 1673 K [2], the ablation mode is achieved at these parameters.
For most metals, a zone with clearly visible traces of solidified molten metal forms in the laser-induced crater [21–25]. However, a slightly different picture is observed when the polished samples of the ChS57 alloy are subjected to laser radiation. In particular, a crater up to 1 μm deep with a parapet of a vaporized and solidified metal formed in the central part of the irradiated zone. Only weak traces of a metal are detected in the liquid phase in the crater zone: there are only a few microcraters with a diameter of about 1 μm (see Fig. 1a). They are assumed to form due to local radiation absorption by abrasive inclusions.
The sample surface in the crater zone has distinct traces of high-temperature plastic deformation (see Fig. 1b). Grain boundaries are revealed, and traces of crystallographic sliding are observed in some of them. A zone of concentric bands 10–15 μm wide appeared around the crater (see Fig. 1c). The distance between them is about 1 μm. The appearance of such bands was detected at a laser pulse energy density of 2 J/cm2. This effect becomes more pronounced with the radiation power density. Bands of this type (in the form of folds) are assumed to appear as a result of sharp thermal expansion of the heated irradiated zone relative to the cold sample.
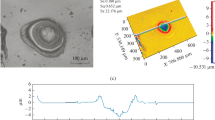
At a subthreshold pulse energy density of 0.25–1 J/cm2, a plasma torch and crater formation on the metal surface are not observed; however, traces of laser irradiation are present. Figure 2 shows the results of action of 30 pulses at an energy density of 0.55 J/cm2 on the surface of the ChS57 alloy. The metal in the irradiation zone swelled slightly, although not as noticeably as in [17, 18]. Grain boundaries are revealed. Traces of crystallographic slip appeared in some grains.

Alloy ChS57 surface in the zone of laser irradiation at a pulse energy density of 0.55 J/cm2 (λ = 0.355 μm, 30 pulses): (a) SEM image of a crater, (b) fragment of the crater boundary zone (SEM), and (c) profilogram of the crater.
Figure 3 shows an image of a fragment of a band on the ChS57 alloy surface, which appeared after irradiation by a scanning laser beam (snake regime) at an pulse energy density of approximately 0.2 J/cm2. It is clearly visible that, along with cleaning the treated surface from dirt and oxides, small scratches have disappeared in this area. The elemental composition of the alloy in the central zone of the spot has practically not changed within the limits of experimental error. However, the study of the treated bands formed by a moving laser beam on the sample demonstrates that 3–4% oxygen appeared in the elemental composition of the band surface, while the proportional composition of the alloy did not change.

Laser-induced band on the ChS57 alloy surface (λ = 0.355 μm, pulse energy density is 0.2 J/cm2, repetition frequency is f = 100 Hz, laser beam velocity is 1 mm/s).
3.2 Welded Joint Quality after Preliminary Laser Surface Treatment
The results of testing the welded joints are given in Table 1. The diffusion-welded joints of the ChS57 alloy with preliminary laser treatment demonstrate a noticeable increase in the tensile strength (by 12% at an energy density of 3 J/cm2) and the elongation (by 21%) as compared to the reference samples not subjected to such treatment. The most probable cause for the improvement of the properties of the welded joint made of the ChS57 alloy is the development of low-temperature superplasticity caused by a decrease in the average grain size during preliminary laser heat treatment [26, 27]. A significant influence on the diffusion welding process can be caused by the appearance of an ultrahigh density of excess point defects (primarily vacancies), which is known to intensify diffusion processes [27]. In addition, due to the small penetration depth of laser radiation, a thin near-surface layer is heated followed by rapid heat removal. A high cooling rate leads to the formation of surface aggregates smaller than 100 nm in size, which significantly affects the kinetics of solid-phase joint formation, accelerating the collapse of micropores. This improves the mechanical properties of the weld and decreases the welding temperature.
4 CONCLUSIONS
(1) When a ChS57 alloy is subjected to laser irradiation in the energy density range 1–2.5 J/cm2 (which is higher than the optical breakdown threshold of 1 J/cm2 at λ = 0.355 μm, τ = 10 ns), the process occurs mainly in the ablation mode: the metal mainly evaporates, bypassing the liquid phase.
(2) The elemental composition of the surface layer does not change during irradiation in a stationary spot, and 3–4 wt % oxygen was detected in the sample surface layer in the case of treatment by a scanning beam at a speed of 1 mm/s and a pulse energy density of 0.01–0.2 J/cm2; the proportions of the elemental composition of the alloy changed only weakly.
(3) In the subthreshold laser treatment regime (at a pulse energy density of 0.25–1 J/cm2), the surface layer was raised with the appearance of traces of high-temperature plastic deformation in the form of grain-boundary sliding and crystallographic slip.
(4) Preliminary treatment of the contact surfaces by a scanning nanosecond laser pulse beam before welding under hot isostatic pressing conditions improves the properties of the weld: it increases the strength and the relative elongation.
REFERENCES
A. S. Oryshchenko, G. P. Karzov, A. S. Kudryavtsev, Yu. M. Trapeznikov, D. A. Artem’eva, and K. A. Okhapkin, “Nickel-based superalloy,” RF Patent 2543587, 2015.
A. L. Kashtanov, S. N. Petrov, A. S. Kudryavtsev, K. A. Okhapkin, and D. A. Gruzdev, “Analysis of the causes of crack formation during hot plastic deformation of a KhN55MVTs-ID alloy,” Vopr. Materialoved., No. 4 (84), 17–23 (2015).
A. K. Nikolaev and S. A. Kostin, Copper and High-Temperature Copper Alloys: Encyclopedia. Terminology. Words. Fundamental Handbook (DPK Press, Moscow, 2012).
A. V. Lyushinskii, Diffusion Welding of Unlike Materials (Akademiya, Moscow, 2006).
Yu. V. Khomich and V. A. Yamshchikov, “The effect of preliminary laser surface treatment on the mechanical properties of a solid-phase compound of an iron–nickel alloy in diffusion welding,” Adv. Mater. 6, 61–71 (2019).
Yu. A. Vashukov, S. F. Demichev, V. D. Elenev, T. V. Malinskii, S. I. Mikolutskii, Yu. V. Khomich, and V. A. Yamshchikov, “Laser surface treatment of metallic alloys for diffusion welding,” Prikl. Fiz., No. 1, 82–87 (2019).
R. E. Rovinskii, V. E. Rogalin, V. M. Rozenberg, and M. D. Teplitskii, “Changing the structure of a copper–chromium alloy irradiated by a CO2 laser pulse,” Fiz. Khim. Obrab. Mater., No. 3, 7–11 (1980).
M. E. Gurevich, L. N. Larikov, V. F. Mazanko, A. E. Pogorelov, and V. M. Fal’chenko, “Influence of multiple laser action on the mass transfer in iron,” Metallofiz. B 73, 80–83 (1978).
R. Le Harzic, D. Dorr, D. Sauer, M. Neumeier, M. Epple, H. Zimmermann, and F. Stracke, “Formation of periodic nanoripples on silicon and germanium induced by femtosecond laser pulses,” Phys. Procedia 12, 29–36 (2011).
S. I. Ashitkov, S. A. Romashevskii, P. S. Komarov, A. A. Burmistrov, V. V. Zhakhovskii, N. A. Inogamov, and M. B. Agranat, “Formation of nanostructures under femtosecond laser ablation of metals,” Quant. Electron. 45 (6), 547–550 (2015).
E. V. Struleva, P. S. Komarov, and S. I. Ashitkov, “Thermomechanical ablation of titanium under femtosecond laser action,” Teplofiz. Vys. Temp. 57 (4), 529–533 (2019).
D. V. Ganin, S. I. Mikolutskiy, V. N. Tokarev, V. Yu. Khomich, V. A. Shmakov, and V. A. Yamshchikov, “Formation of micron and submicron structures on a zirconium oxide surface exposed to nanosecond laser radiation,” Quant. Electron. 44 (4), 317–321 (2014).
F. Luo, W. Ong, Y. Guan, F. Li, S. Sun, G. C. Lim, and M. Hong, “Study of micro/nanostructures formed by a nanosecond laser in gaseous environments for stainless steel surface coloring,” Appl. Surf. Sci. 328 405–409 (2015).
Yu. A. Zheleznov, T. V. Malinskiy, Yu. V. Khomich, and V. A. Yamshchikov, “The effect of a scanning nanosecond laser pulse beam on the microtopography of ceramic Al2O3 coatings,” Inorg. Mater.: Appl. Res. 9 (3), 460–463 (2018).
V. Yu. Khomich and V. A. Shmakov, “Mechanisms and models of direct laser nanostructuring of materials,” Usp. Fiz. Nauk 185 (5), 489–499 (2015).
Yu. A. Zheleznov, T. V. Malinskii, S. I. Mikolutskii, V. N. Tokarev, R. R. Khasaya, Yu. V. Khomich, and V. A. Yamshchikov, “Experimental setup for micro- and nanostructuring the surface of solids by laser radiation,” Prikl. Fiz., No. 3, 83–87 (2014).
T. V. Malinskii, S. I. Mikolutskii, V. E. Rogalin, Yu. V. Khomich, V. A. Yamshchikov, I. A. Kaplunov, and A. I. Ivanova, “Plastic deformation of copper induced by a powerful ultraviolet nanosecond laser pulse,” Pis’ma Zh. Tekh. Fiz. 46 (16), 51–54 (2020).
Yu. Khomich, T. Malinskiy, V. Rogalin, I. Kaplunov, and A. Ivanova, “Features of microrelief formation during laser treatment of Cu–Cr–Zr alloy surface for diffusion welding,” IOP Conf. Ser.: Mater. Sci. Eng. 939, Art. 012035 (2020). https://doi.org/10.1088/1757-899X/939/1/012035
V. N. Elkin, T. V. Malinskii, Yu. V. Khomich, and V. A. Yamshchikov, “Changes in the bronze surface topography under irradiation with scanning pulsed nanosecond laser radiation,” Fiz. Khim. Obrab. Mater., No. 1, 27–34 (2019).
V. P. Veiko, Technological Lasers and Laser Radiation (St. Petersburg State University ITMO, St. Petersburg, 2007).
V. Ya. Panchenko, Laser Technologies of Material Processing: Modern Problems of Fundamental Research and Applied Development (Fizmatlit, Moscow, 2009).
V. N. Elkin, T. V. Malinskii, S. I. Mikolutskii, R. R. Khasaya, Yu. V. Khomich, and V. A. Yamshchikov, “Influence of irradiation by nanosecond laser pulses on the surface structure of metal alloys,” Fiz. Khim. Obrab. Mater., No. 6, 5–12 (2016).
A. N. Chumakov, I. S. Nikonchuk, B. Gakovic, S. Petrovic, and M. Trtica, “Multipulse nanosecond laser modification of steel surface,” Phys. Scr. 162, Art. 014016 (2014).
S. I. Mikolutskiy, R. R. Khasaya, Yu. V. Khomich, and V. A. Yamshchikov, “Formation of various types of nanostructures on germanium surface by nanosecond laser pulse,” J. Phys.: Conf. Ser. 987 Art. 012007 (2018).
R. R. Behera, M. R. Sankar, P. K. Baruah, A. K. Sharma, and A. Khare, “Experimental investigation of nanosecond-pulsed Nd:YAG laser beam micromachining on 304 stainless steel,” J. Micromach. 1 (1), 62–75 (2018).
O. A. Kaybyshev, R. Ya. Lutfullin, and V. K. Berdin, “The effect of superplasticity and solid state weldability of the titanium alloy Ti–4.5Al–3Mo–1V,” Acta Metall. Mater. 42 (8), 2609–2615 (1994).
A. M. Glezer, “On the nature of ultrahigh (megaplastic) deformation,” Izv. Ross. Akad. Nauk, Ser. Fiz. 71 (12), 1764–1772 (2007).
Funding
This work was supported by the Ministry of Education and Science of the Russian Federation in terms of state assignments no. 0057-2019-0005 and 0817-2020-0007 using the resources of the Center for Collective Use of Tver State University.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by K. Shakhlevich
Rights and permissions
About this article

Cite this article
Zheleznov, Y.A., Malinskii, T.V., Mikolutskii, S.I. et al. Deformation Processes at the Surface of a Nickel Alloy Subjected to Nanosecond Laser Pulses. Russ. Metall. 2021, 1233–1237 (2021). https://doi.org/10.1134/S0036029521100360
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0036029521100360