
Abstract
Laser micro- and nanostructuring is used in various fields of science and technology, because it can improve different surface properties. The chapter considers a method of direct laser micro- and nanostructuring of metallic surfaces and an effect of such preliminary laser surface treatment on the mechanical properties of solid-phase joints made by diffusion welding. For laser treatment it is proposed to use scanning beam of Nd:YAG laser with a wavelength of 355 nm. Analysis of surface topography of samples treated by nanosecond laser was performed by optical profilometer. After the diffusion welding tensile tests were performed on conjunction samples cut out from welded workpieces. These tests showed that preliminary laser processing of the surface of samples made of nickel alloy leads to an improvement in the mechanical properties of the conjunction obtained by diffusion welding. It leads to an increase in the tensile strength up to 29% and tensile strain up to 20%. The pulse energy density at laser surface treatment significantly affects the properties of welded joint. Also the preliminary laser treatment of surfaces allows one to reduce the temperature of diffusion welding.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


1 Introduction
Laser surface modification with the formation of micro and nanostructures is used in various fields of science and technology. Laser processing can improve electron-emission, radiative, tribological, hydrophobic and hydrophilic surface properties of materials [1,2,3,4,5]. Also the formation of periodic micron and submicron structures with specified geometry parameters by means of laser irradiation of the surface can lead to an improvement in the adhesion properties of materials and, thereby, an increase in the quality of the joint at a diffusion welding of homogeneous and dissimilar metals and alloys [6, 7]. The diffusion welding is a junction method, in which the parts come into contact under the conditions of a defined continuous pressure and heat up in the contact area or in the entire volume at a given temperature for a certain time [8]. In diffusion welding the connection is achieved due to mutual diffusion at the atomic level of the surfaces of the parts to be welded. The advantages of diffusion welding include the possibility of welding parts of different thickness and surfaces with a large area. This method is widely used in the nuclear industry, aviation and space technology.
In this paper we consider results on direct laser micro- and nanostructuring of the metallic surfaces and the effect of this preliminary laser surface treatment on the mechanical properties of solid-phase joints made by diffusion welding.
1.1 Research Purpose
The effect of preliminary laser surface treatment on the mechanical properties of a solid-phase compound of a nickel alloy in diffusion welding is investigated. A method of direct laser micro- and nanostructuring is proposed for sample surface treatment.
1.2 Research Scope
At this study, we consider the following frameworks of the problem:
-
(i)
direct laser micro- and nanostructuring with nanosecond lasers;
-
(ii)
theory of nanostructure formation on the solid surface under action of laser pulse;
-
(iii)
analysis of surface topography of samples treated by nanosecond laser;
-
(iv)
diffusion welding of irradiated samples and tensile tests for compounds obtained.
2 Research Method
2.1 Experimental Setup for Direct Laser Micro- and Nanostructuring
Various methods are used, among them applying of projection masks, interference of two or more laser beams, combination of laser radiation with the tip of a scanning probe microscope, and direct laser nanostructuring using picosecond and femtosecond lasers.
In our experiments, we use the method of direct laser micro and nanostructuring with nanosecond lasers. This method is very affordable and effective in implementation, because it has a simple projection-optical system shown in Fig. 6.1. The method includes only one stage. It is a laser irradiation of the surface with intensity sufficient for melting or sublimation of the material. Scanning the surface by laser beam with high repetition rate of radiation pulses opens up the possibility of nanostructuring sufficiently large extended surface areas. As sources of coherent light we use nanosecond lasers generated UV and VUV radiation. At a relatively low cost, such lasers are simpler and more reliable in operation; they have higher output energy and stability of radiation pulses than femtosecond lasers.

Scheme of projection-optical system for method of direct laser micro and nanostructuring
Based on said above, an experimental setup for direct laser micro- and nanostructuring of the solid surface was created with use of ArF laser with a wavelength of 193 nm [9] and an Nd:YAG laser operating at the third harmonic with a wavelength of 355 nm [10]. When replacing the gas mixture and the optics, the ArF laser can work as an F2 laser and generate nanosecond radiation pulses with an extremely short wavelength of 157 nm. This allows one to perform surface modification of almost any material.
The combination of the short wavelength absorbed in the micrometer layer and the short pulse duration makes it possible to influence a small (several micrometers) surface layer, in which large temperature gradients are created, which contribute to the formation of new micro- and nanostructures. The shape and size of these structures also depend on the energy density, wavelength, number of pulses in the laser spot, as well as on the pulse repetition rate and the scanning speed of the laser beam over the surface [11]. As mentioned above laser processing can also influence the surface properties of a material. This can be used in laser technologies for surface preparation in diffusion welding.
In this chapter we performed experimental studies on diffusion welding with preliminary laser processing of the welded surfaces of workpieces made of nickel alloy (ChS57). For the experiments we used cylindrical samples with a diameter of 22 mm and a height of 18 mm. In order to prevent the formation of oxides on the surface of the workpieces during laser processing, the samples were placed in a sealed chamber from which air was evacuated and an inert gas (argon) was injected under a pressure of 1.5 atm. The surfaces to be welded were pretreated with radiation of Nd:YAG laser pulses with a wavelength of 355 nm. The pulse duration was 10 ns, the pulse repetition rate was 100 Hz and the cross-section radius of the laser spot in the workpiece plane was 220 μm. The laser beam was moved along the surface of the workpieces along a raster path (snake) at a speed of 1 mm/s and a pitch of 10 μm along the x-axis and 30 μm along the y-axis. The main variable laser processing parameters were pulse energy density and number of laser pulses per unit area.
2.2 Nano- and Microstructure Formation Under the Action of Laser Pulse
The duration of pulses of nanosecond laser radiation is much longer than the electron-phonon relaxation time, which is several or tens of picoseconds for various materials. Therefore, thermal processes occur already during laser exposure to the material. The depth of the surface layer modified by laser radiation is determined by a thermal diffusion length during the duration of the laser pulse τ.
Here χ is the thermal diffusivity of the material. When irradiated with nanosecond pulses, LT turns out to be much larger than for femtosecond pulses. For metals the depth of the modified layer reaches several microns. This can be crucial for a number of practical applications, for example in the case diffusion welding. From the theoretical point of view there are many models of direct laser nanostructuring of a wide range of technological materials (metals, ceramics, diamond films, polymers) for a variety of surface modification processes: laser-induced evaporation in the absence of melting; etching; deposition; the combined effect of melting and evaporation; laser pulse melting the surface of solids in the absence of intense evaporation; stress relaxation in the material in the form of nanostructures [11,12,13,14].
In a case of heat-resistant nickel alloy, which consists of many different elements, defining the mechanism of surface structure formation is a very complicated task. However, for simple evaluation of sizes of surface structures formed by laser radiation one can use formula for lateral size of long roughness periods [14]:
where λ is a radiation wavelength. We use a third harmonic of Nd:YAG laser with a wavelength of 355 nm. Considering that in our case the thermal diffusivity χ of nickel alloy is about 6 mm2/s and the pulse duration is 10 ns, we obtain the thermal diffusion thickness LT near to 500 nm. Thus, for our case minimal lateral size of surface structures is about 500 nm.
2.3 Diffusion Welding
Diffusion welding is widely used in many engineering industries. The implementation of welding in hot isostatic press extends the technological capabilities of this method. Improving the quality of the connection and expanding the allowable temperature range of welding remains to be a relevant task.
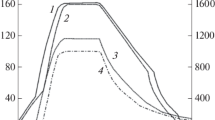
Diffusion welding is pressure welding in which parts contact at a set continuous pressure and are heated in the contact area or in the entire volume at a given temperature for a specified time. We performed diffusion welding in gasostat (Abra, Switzerland) under hot isostatic pressing (ISP) conditions. The scheme of diffusion welding in gasostat is presented on Fig. 6.2a. Figure 6.2b shows cyclograms of temperature and pressure changes during diffusion welding. Welding of workpieces was carried out at temperature 1000 °C and at temperature 1160 °C. In both cases working continuous pressure was about 160 MPa. The welding time was about 3 h.

Scheme of diffusion welding (a) and cyclograms of temperature and pressure changes during diffusion welding (b)
We performed experimental investigation on diffusion welding with preliminary laser processing of the welded surfaces of workpieces made of nickel alloy (ChS57). Two modes with different energy density of laser radiation were used for sample surface treatment: mode 1 with the energy density 2 J/cm2, mode 2 with the energy density 3 J/cm2. After laser treatment the samples were placed in a container as shown on Fig. 6.3. The container was sealed by an electron beam in a vacuum and then it was placed in a gasostat.

Vacuum container with three groups of samples: (1) laser treatment with the energy density 2 J/cm2 (mode 1); (2) laser treatment with the energy density 3 J/cm2 (mode 2); (3) samples with non-irradiated surface; (4) thin walled container; (5) container cover
3 Results and Discussion
3.1 Processing by a Scanning Beam of Nd:YAG Laser
As mentioned above the sample surfaces were pretreated by scanning beam of Nd:YAG laser working on third harmonic with a wavelength of 355 nm. The pulse duration was 10 ns, the pulse repetition rate was 100 Hz and the cross section radius of the laser spot in the workpiece plane was about 200 μm. The laser beam was moved along the surface of the workpieces along a raster path (snake) at a speed of 1 mm/s.
The profiles of the irradiated surface were analyzed with an optical profilometer (Zygo NewView 7300). Figure 6.4a shows surface profile of nickel alloy marked as ChS57 without laser treatment, where only mechanical treatment traces are visible in the form of furrows with a width of 10–40 μm and a height of 5 μm. Surface profile after laser treatment with a pulse energy density of 1 J/cm2 is shown in Fig. 6.4b and c presents an optical image of the same irradiated surface of ChS57. As can be seen, after laser irradiation the initial grooves begin to break into round hill-shaped islands with transverse dimensions from 5 to 10 μm and a height of approximately 500 nm.

Profilometry data for non-irradiated ChS57 surface (a) and surface after laser treatment with energy density of 1 J/cm2 (b) with its optical image (c)
For further diffusion welding sample laser processing was performed in two modes with different energy density of laser radiation: mode 1 with the energy density 2 J/cm2, mode 2 with the energy density 3 J/cm2.
3.2 Tensile Tests After Diffusion Welding of Samples Treated by Laser
After laser treatment, the nickel alloy samples were placed in a container, which was sealed by an electron beam in a vacuum. Then the diffusion welding in gasostat was carried out at certain conditions mentioned above (Fig. 6.2). After the diffusion welding tensile tests were performed at room temperature on conjunction samples cut out from welded workpieces. In the result of tensile tests for nickel alloy conjunctions we obtained average tensile strength and tensile strain for different welding temperatures and modes of laser treatment.
Figure 6.5 shows tensile strength of welded joints of ChS57 samples without preliminary processing and after laser modification in modes 1 and 2. They are obtained at welding temperatures T = 1160 °C and T = 1000 °C. For temperature T = 1160 °C the tensile strength of the conjunctions with laser treatment reaches 630 MPa. There is an increase of the tensile in both modes by 12% compared to control non-irradiated samples. When the temperature of hot isostatic pressing is reduced to 1000 °C, the effect of laser treatment on the tensile strength in mode 1 becomes even more significant and reaches 29%. Thus, preliminary laser treatment with an energy density of 2 J/cm2 provides an increase in the tensile strength at the welding temperature of 1000 °C and at a temperature of 1160 °C.

Tensile strength of welded joints of ChS57 samples without preliminary processing and after laser modification; welding temperature T = 1160 °C (orange column) and T = 1000 °C (blue column)
Similar results are observed for tensile strain also called an elongation at break (Fig. 6.6). At a temperature of 1160 °C the tensile strain of the laser treated conjunctions in both modes increased by 20% compared to the control non-irradiated samples. However, at the temperature near 1000 °C these values differ significantly. For mode 1, the elongation increased by 2.6 times, and for mode 2 decreased by 20%. Thus, the pulse energy density during surface laser treatment of welded samples significantly affects the mechanical characteristics of the welded joint.

Tensile strain (elongation at break) of welded joints of ChS57 samples without preliminary processing and after laser modification; welding temperature T = 1160 °C (orange column) and T = 1000 °C (blue column)
Let us consider some possible reasons for the improvement of mechanical properties in welded joints with preliminary laser treatment of the surface. It is known that the diffusion coefficient along the grain boundaries can be some orders of magnitude higher than the values in the grain volume [15]. Therefore, the creation of ultra-fine-grained material on the surface under the action of a laser can significantly increase the density of the mesh along the grain boundaries and provide a more active diffusion in the material.
The second reason for improving the mechanical properties of the welded joint may be a more uniform distribution of the degree of deformation in conjunctions with preliminary laser surface treatment. The creation of micro and nanostructures on the surfaces to be welded results in more efficient slamming of irregularities in the joint area [16].
In our results, the preliminary laser treatment of surfaces allows one to reduce the temperature of diffusion welding. At a reduced temperature, the phenomenon of low-temperature superplasticity can play a significant role in the character of the solid-phase conjunction. This phenomenon is observed in metals and alloys, which are characterized by a structure with an ultra-fine grain with a diameter of about 1 μm or less [17, 18]. Such average size of the grains can be formed during the preliminary laser treatment. Early by us it has been shown that the lower energy density of the laser pulses, the smaller characteristic size of the surface structures [13, 14]. This circumstance is consistent with the results of experiments in which a higher quality conjunction was obtained in mode 1 with a lower energy density of irradiation pulses than in mode 2 at a welding temperature reduced to 1000 °C.
4 Conclusion
Preliminary laser processing of the surface of samples made of nickel alloy leads to an improvement in the mechanical properties of the conjunction obtained by diffusion welding. In particular, it leads to an increase in the tensile strength up to 29% and tensile strain up to 20%. The pulse energy density at laser surface treatment significantly affects the properties of welded joint. Also the preliminary laser treatment of surfaces allows one to reduce the temperature of diffusion welding. Thus, the present method of preliminary surface laser treatment for welded samples can be used in nuclear industry, aviation and space technology to improve bonding quality of dissimilar materials.
References
H.A. Quintana, E. Song, G.T. Wang, J.A. Martinez, Chem. Eng. Process Technol. 1, 1008 (2013)
C.-T. Hsieh, J.-M. Chen, H.-H. Lin, H.-C. Shih, Appl. Phys. Lett. 83, 3383 (2003)
V.Yu. Fominskii, S.N. Grigor’ev, R.I. Romanov, V.N. Nevolin. Tech. Phys. 57(4), 516 (2012)
C.H. Crouch, J.E. Carey, J.M. Warrender, M.J. Aziz, E. Mazur, Appl. Phys. Lett. 84(11), 1850 (2004)
M.C. Ferrara, L. Pilloni, S. Mazzarelli, L. Tapfer, J. Phys. D Appl. Phys. 43, 095301 (2010)
V.N. Elkin, V.P. Gordo, V.V. Melukov, Bull. PNRPU Mech. Eng. Mater. Sci. 183(7), 673 (2013) (in Russian)
Yu.A. Vashukov, S.F. Demichev, V.D. Elenev, T.V. Malinskiy, S.I. Mikolutskiy, Yu.V. Khomich, V.A. Yamshchikov, Appl. Phys. 1, 82 (2019) (in Russian)
N.F. Kazakov, Diffusion Welding of Materials (Mashinostroenie, Moscow, 1976), 312 p (in Russian)
S.I. Mikolutskiy, R.R. Khasaya, Yu.V. Khomich, V.A. Yamshchikov, J. Phys: Conf. Ser. 987, 012007 (2018)
S.I. Mikolutskiy, R.R. Khasaya, Yu.V. Khomich, in Proceedings of the 14th Sino-Russia Symposium on Advanced Materials and Technologies, November 2017 (Metallurgical Industry Press, Beijing, 2017), p. 319
V.Yu. Khomich, V.A. Shmakov, Physics Uspekhi 58, 455 (2015)
D.V. Ganin, S.I. Mikolutskiy, V.N. Tokarev, V.Yu. Khomich, V.A. Shmakov, V.A. Yamshchikov, Quantum Electron. 44(4), 317 (2014)
S.I. Mikolutskiy, V.Yu. Khomich, V.A. Shmakov, V.A. Yamshchikov, Nanotechnol. Russ. 6(11–12), 733 (2011)
V.N. Tokarev, V.Yu. Khomich, V.A. Shmakov, V.A. Yamshchikov, Phys. Chem. Mater. Treat. 4, 18 (2008) (in Russian)
M.Kh. Mukhametrakhimov, Lett. Mater. 3, 276 (2013) (in Russian)
R.G. Khazgaliev, M.F. Imayev, R.R. Mulyukov, F.F. Safin. Lett. Mater. 5(2), 133 (2015) (in Russian)
M.W. Mahoney, Superplastic properties of alloy 718, in Superalloy 718—Metallurgy and Applications, ed. by E.A. Loria (The Minerals, Metals & Materials Society, 1989), p. 391
R.Ya. Lutfullin, O.A. Kaibyshev, O.R. Valiakhmetov, M.Kh. Mukhametrakhimov, R.V. Safiullin, R.R. Mulyukov, Perspect. Mater. 4, 21 (2003) (in Russian)
Acknowledgements
This research was performed with the support of Presidium of the Russian Academy of Sciences, the Basic Research Program I.7. The authors thank Elkin V. N. and Malinsky T. V. for their assistance in conducting experiments and discussing the results of the work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Khomich, Y., Yamshchikov, V. (2020). The Effect of Preliminary Laser Surface Treatment on the Mechanical Properties of a Solid-Phase Compound of an Iron-Nickel Alloy in Diffusion Welding. In: Parinov, I., Chang, SH., Long, B. (eds) Advanced Materials. Springer Proceedings in Materials, vol 6. Springer, Cham. https://doi.org/10.1007/978-3-030-45120-2_6
Download citation
DOI: https://doi.org/10.1007/978-3-030-45120-2_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-45119-6
Online ISBN: 978-3-030-45120-2
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)