
Abstract
We investigated the biosynthesis and properties of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) produced by Haloferax mediterranei NBRC14739T from glucose. When H. mediterranei grew on 5 g/L glucose in flask culture, 43.7 wt% PHBV with 12 mol% 3-hydroxyvalerate (3HV) accumulated intracellularly. Size-exclusion chromatography revealed that this polymer had a weight-average molecular weight (Mw) and polydispersity (Mw/Mn) of 4.7 × 106 g/mol and 1.7, respectively. Increasing the glucose concentration in the flask cultures slightly promoted cell growth and increased the PHBV content but had less effect on molecular weight. Scale-up cultivation in a 5-L jar yielded 4.0 g/L PHBV from 20 g/L glucose with a Mw of up to 5.0 × 106 g/mol. These results showed that H. mediterranei can produce ultrahigh-molecular-weight (UHMW) PHBV from glucose. UHMW-PHBV (7 mol% 3HV, Mw = 4.4 × 106 g/mol) was used to prepare cold-drawn films, the mechanical properties of which were characterized. The films were produced by tenfold cold drawing, followed by annealing at 100 °C, and had a tensile strength and Young’s modulus of 258.7 MPa and 0.90 GPa, respectively.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Introduction
Some environmental microbes accumulate polyhydroxyalkanoates (PHAs) for carbon and energy storage [1, 2]. PHAs are produced from renewable resources such as sugars, vegetable oils, and organic acids. Because PHAs from cells can serve as thermoplastic materials, they are used as carbon-neutral alternatives to petro-based thermoplastics. In addition, PHAs show superior biodegradability in natural environments and under physiological conditions, suggesting their potential for addressing the global problem of plastic waste [3, 4].
A representative PHA is poly(3-hydroxybutyrate) (PHB), which can be produced by numerous bacterial taxa. PHB is a highly crystalline polymer with a melting temperature (Tm) and glass transition temperature (Tg) of 180 °C and 4 °C, respectively [1]. Due to the low crystallization rate and a Tg below the ambient temperature, PHB undergoes secondary crystallization, resulting in a hard but brittle material. To address this issue, the properties of PHB have been improved by copolymerization with other hydroxyalkanoates in vivo and by increasing the molecular weight to produce soft and tough materials.
The weight-average molecular weight (Mw) of PHAs produced by natural PHA producers is typically 0.1–2.0 × 106 g/mol, depending on the strain and culture conditions. In contrast, ultrahigh-molecular-weight (UHMW) PHA has a defined Mw of over 3.0 × 106 g/mol [5] and is formed by recombinant Escherichia coli strains harboring PHA biosynthetic genes from strain H16 of Cupriavidus necator (formerly known as Alcaligenes eutrophus and Ralstonia eutropha) [6,7,8]. The PHB produced by these recombinant strains had a Mw of up to 2.0 × 107 g/mol under optimized conditions. Iwata developed a two-step drawing method to produce strong fibers from UHMW-PHB, with a tensile strength of 1.3 GPa and a Young’s modulus of over 10 GPa [9]. Aoyagi et al. developed a two-step drawing method to produce strong films from UHMW-PHB [10]. Although these processing technologies can overcome the brittleness of PHB, UHMW-PHAs have rarely been reported.
Recently, the biosynthesis of UHMW-PHB was further investigated both in recombinant E. coli and in natural PHB producers. Using recombinant E. coli strains harboring rearranged PHA synthesis genes from C. necator, Hiroe et al. demonstrated the formation of PHBs with a wide range of molecular weights [11]. The molecular weight of PHB produced in recombinant E. coli strains varies depending on the kind of PHA synthase gene expressed [12]. In addition, Castillo et al. reported PHB production by Azotobacter vinelandii (Mw of 6.6 × 106 g/mol) [13]. In contrast, there have been few reports of UHMW-PHA copolymers. Arikawa et al. disrupted intracellular PHA depolymerase genes in recombinant C. necator, resulting in an increase in the Mw of poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) to up to 3.1 × 106 g/mol [14]. With mutants of PHA synthase from Aeromonas caviae, recombinant C. necator produced very high-molecular-weight PHB (Mw = 3.68 × 106 g/mol) and poly(3-hydroxybutyrate-co-3-hydroxyhexanoate-co-3-hydroxyoctanote) (Mw = 3.59 × 106 g/mol) [15].
Haloferax mediterranei, a representative haloarchaeon capable of producing PHA, was isolated from a salt pond in Spain [16,17,18]. It grows and survives in media containing a high concentration of NaCl but is lysed in distilled water. It can produce PHA from a variety of carbohydrates—such as glucose, sucrose, and starch—as well as amino acids and organic acids [19]. The genetic constitution and metabolic pathways for PHA production in H. mediterranei have been reported [20,21,22]. Recently, it was reported that H. mediterranei produced PHAs from volatile fatty acids such as acetic acid and propionic acid; the Mw of the PHAs was up to 3.6 × 106 g/mol [23]. This suggests the potential of H. mediterranei to produce UHMW-PHAs. In this study, we examined UHMW-PHA production from glucose instead of volatile fatty acids, which exert a toxic effect on the cells [16, 19]. A molecular weight and compositional analysis revealed the formation of UHMW-poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) by H. mediterranei. Finally, the copolymer was used to prepare cold-drawn films.
Materials and methods
Strains and culture media
H. mediterranei NBRC14739T and C. necator NCIMB11599, a glucose-assimilating mutant strain of the wild-type strain H16, were used as PHA producers. H. mediterranei was maintained at 37 °C on NBRC 257 agar (156 g/L NaCl, 13 g/L MgCl2·6H2O, 20 g/L MgSO4·7H2O, 1 g/L CaCl2·2H2O, 4 g/L KCl, 0.2 g/L NaHCO3, 0.5 g/L KBr, 5 g/L yeast extract, 1 g/L glucose, and 20 g/L agar), and C. necator was maintained at 30 °C on nutrient-rich (NR) medium [24] plus 15 g/L agar. H. mediterranei was cultivated in modified basal synthetic (MBS) medium [19] (10 g/L glucose, 5 g/L yeast extract, 2 g/L NH4Cl, 0.3 g/L KH2PO4, 0.005 g/L FeCl3·6H2O, and marine salts [19] at ~25% final concentration) for seed culture and in MBS-P medium for PHA production. MBS-P medium is basically identical to MBS medium, except that it contains 0.0375 g/L KH2PO4. The pH of MBS and MBS-P was adjusted to 7.2 before sterilization by filtration through a 0.2 μm polyethersulfone membrane. A C. necator seed culture was prepared in NR medium, and PHA production was performed in nitrogen-limited mineral salt (MS-N) medium [24, 25].
PHA production in flask cultures
Seed cultures of H. mediterranei were prepared in test tubes containing 3 mL of MBS medium for 2–3 days at 37 °C and 200 strokes/min on a BR-23FP bioshaker instrument (Taitec, Saitama, Japan). Cultivation was initiated by inoculation of 1 mL of seed culture into 50 mL of MBS-P medium containing a predetermined glucose concentration in a 300 mL Erlenmeyer flask. The flasks were shaken at 37 °C and 200 rpm for 72 h. After cultivation, 2 mL of culture broth was centrifuged in a plastic tube at 15,000 × g and 4 °C for 10 min. The pellet was washed with 20 wt% NaCl solution to remove the culture medium and then centrifuged again. The wash step was repeated twice, and the pellet was dried under reduced pressure. Another 1 mL of culture broth was centrifuged in a plastic tube, and the pellet was washed with distilled water to promote cell lysis. The cell suspension was again centrifuged, and the supernatant was discarded. The water-washing step was repeated twice, and the white pellet was dried under reduced pressure.
For PHB production by C. necator, 0.5 mL of a 24 h culture in NR medium was transferred to 50 mL of MS-N medium containing 5 g/L glucose. After 48 h of cultivation, the cells were harvested by centrifugation at 4000 × g and 4 °C for 10 min. The pellet was washed with deionized water, the suspension was centrifuged, and the cells were lyophilized to dryness.
Analytical procedures
The content and composition of PHAs were determined by gas chromatography–mass spectrometry (GC–MS). Methanolysis of PHAs in dry cells was performed as described previously [25]. Methyl 3-hydroxyalkanoates were subjected to a 6890N Network GC system and 5973 Network Mass Selective Detector (Agilent Technologies, Inc., Santa Clara, CA) equipped with a TC-WAX column (GL Sciences Inc., Tokyo, Japan). The temperature was set at 80 °C for 2 min, increased to 230 °C in 10 min, and held at 230 °C for 2 min. Selected ionization monitoring mode at an m/z of 103 was used to quantify 3HB and 3-hydroxyvalerate (3HV) monomers. Authentic PHB and P(3HB-co-12 mol% 3HV) (Sigma-Aldrich, St. Louis, MO) were used to generate calibration curves.
The molecular weight of PHAs was determined by size-exclusion chromatography (SEC). Water-washed PHA pellets were dissolved in chloroform at 0.5 mg/mL and stirred overnight. After passing through a 0.45 μm polytetrafluoroethylene membrane, 10 μL of the sample solution was injected onto an HLC-8320GPC system (Tosoh Corporation, Tokyo, Japan) equipped with two TSKgel Super HZM-H columns (Tosoh). Chloroform was used as the eluent at 0.6 mL/min. The column was maintained at 40 °C during the analysis. Polystyrene with a Mw of 5.89 × 102–8.42 × 106 and narrow polydispersity (Tosoh) was used to generate a calibration curve.
The glucose concentration in the culture medium was determined by high-performance liquid chromatography (HPLC). First, 0.5 mL of culture broth was centrifuged to remove the cells and filtered through a 0.45 μm polyvinylidene difluoride membrane. Then, 20 μL of the sample was injected into a Waters 2695 HPLC system (Waters Corporation, Milford, MA) equipped with an SH-G guard column and Shodex SH1011 column (Showa Denko K. K., Tokyo, Japan) and a model 2414 refractive index detector (Waters). The mobile phase of 5 mM H2SO4 was used at 1.0 mL/min. During analysis, the columns were maintained at 60 °C. An authentic glucose standard was used to generate calibration curves.
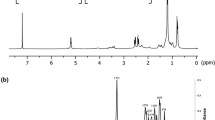
The chemical structure of PHBV after purification by reprecipitation in excess methanol was analyzed by nuclear magnetic resonance (NMR). Samples were dissolved in CDCl3 at 3 mg/mL, and 1H and 13C NMR spectra were recorded using a Bruker Advance III instrument (Bruker, Karlsruhe, Germany) at 400 MHz for 1H NMR and 100 MHz for 13C NMR.
Thermal analyses of PHBV were carried out by differential scanning calorimetry (DSC) using an SII DSC7020 (Hitachi High-Tech Science Corporation, Tokyo, Japan) at a heating rate of 10 °C/min. The thermal program was from −70 °C to 200 °C for the first scan, followed by a hold for 2 min, quenching at −70 °C, and heating to 200 °C for a second scan.
Jar fermenter experiment
A seed culture of H. mediterranei was prepared in a test tube containing 3 mL of MBS at 37 °C and 200 rpm for 2–3 days, and two 1 mL aliquots of the culture broth were transferred to two 300 mL flasks containing 50 mL of MBS. After 24 h of cultivation at 37 °C and 200 rpm, 100 mL of the culture was transferred to 2.0 L of MBS-P containing 20 g/L glucose in a 5 L jar fermenter (Marubishi Bioengineering Co., Ltd, Tokyo, Japan). The agitation speed was controlled to maintain a dissolved oxygen level of 100% during cultivation. The temperature was maintained at 37 °C. The pH of the culture was set at 7.2, and 12% NH3 aq was added when the pH decreased below 7.0. After cultivation, the cells were harvested by centrifugation, and the pellet was washed with water to collect the PHAs. After drying, the pellets were further purified by precipitation from chloroform solution into excess methanol and drying under reduced pressure for 3 days at room temperature.
Uniaxial cold drawing and annealing
Solvent-cast films of PHBV were prepared from chloroform solution and dried under reduced pressure for 3 days. The dried films were cut into 10 × 30 mm pieces and used for cold-drawing experiments, as reported previously [26]. The test specimen was melted at 170 °C or 200 °C for 30 s and quenched in ice-cold water. The amorphous films were stretched tenfold in ice-cold water using a hand-drawing machine and annealed in an oven at various temperatures for 2 h to promote crystallization. Before tensile testing, the films were incubated at room temperature for at least 3 days.
Tensile strength testing
The tensile strength was measured using an ES Test ES-LX (Shimadzu Corporation) with a strain rate of 20 mm/min. Three measurements were performed for each condition.
Results and discussion
Production of UHMW-PHBV by H. mediterranei
We first cultivated H. mediterranei on 5 g/L glucose to produce PHBV (Table 1) and analyzed its molecular weight. Figure 1 shows the SEC elution profiles of PHBV produced by H. mediterranei and of PHB produced by C. necator NCIMB11599, with commercially available PHB used as a reference. The PHBV peak for H. mediterranei began at 6.5 min and reached its maximum at 7.1 min, whereas the PHB peak for C. necator began at approximately 6.8 min and reached its maximum at 7.6 min. The Mn and Mw were calculated to be 2.7 and 4.7 × 106 g/mol, respectively, for PHBV from H. mediterranei and 0.7 and 1.6 × 106 g/mol, respectively, for PHB from C. necator. The SEC-based relative Mw of PHB was correlated with the absolute Mw of PHB (absolute Mw = 0.7 × SEC-based relative Mw) [5]. Therefore, H. mediterranei likely produced UHMW-PHBV from glucose.

Elution profiles of PHAs by size-exclusion chromatography. Black solid line, PHBV synthesized by H. mediterranei NBRC14739; black dashed line, PHB synthesized by C. necator NCIMB11599; gray dashed line, PHB purchased from Sigma
The molecular weights of PHBV produced by H. mediterranei were analyzed. Han et al. reported that PHBV produced from 10 g/L glucose by H. mediterranei had Mw and Mw/Mn values of 1.56 × 106 g/mol and 1.41, respectively [27]. Koller et al. demonstrated that H. mediterranei grown on whey produced PHBV with a Mw and Mw/Mn of 696 × 103 g/mol and 2.2, respectively [28]. Don et al. reported that H. mediterranei produced mixtures of PHBV with two different molecular weights of 569.5 × 103 and 78.2 × 103 g/mol [29]. We produced PHBV with a Mw of 4.7 × 106 g/mol, indicating that the molecular weight of PHBV produced by H. mediterranei varies according to the culture conditions. In general, the molecular weight of PHA is affected by the concentration of PHA synthase, the chain-transfer reaction, the catalytic activity of PHA synthase, and the degradation of PHA during biosynthesis [30]. To control the molecular weight of PHA, it is necessary to identify the primary determinant thereof by investigating the expression levels of PHA synthase genes, the intracellular concentration of chain-transfer reagents, and the metabolic pathways and fluxes. Notably, H. mediterranei contains a PHA synthase comprising two subunits: PhaEHm and PhaCHm. Three homologous genes of PhaC are present in the genome of H. mediterranei, and alteration of the PhaC subunit modulates the molecular weight of PHBV [31]. Therefore, it is necessary to assay the polymerization activity of PHA synthases with various PhaC subunits. Additionally, we observed a bimodal profile of PHBV produced by H. mediterranei (Fig. 1, black solid line). The MBS medium used in this study contains yeast extract in addition to glucose. The use of a complexed medium might result in the formation of two kinds of polymers with different molecular weights, as also observed in a previous report [29].
Effect of glucose concentration on PHBV production in flask cultures
HPLC analysis of the culture medium of H. mediterranei after 72 h revealed exhaustion of the 5 g/L glucose. We note that the obtained biomass (4.2 g/L DCW) in the 5 g/L glucose medium is too high considering the assimilation of glucose as a sole carbon source. This implies that not only glucose but also yeast extract could be assimilated for the growth and synthesis of PHBV by H. mediterranei because MBS medium contains 5 g/L yeast extract. In fact, H. mediterranei grew and accumulated PHBV in NR AS-168 medium that contained 5 g/L yeast extract and 5 g/L casamino acids [20]. As shown in Table 1, the dry cell weight (DCW) reached 5.5 g/L with 10 g/L glucose and decreased slightly with increasing initial glucose concentration. The PHBV content and monomer composition were similar irrespective of the initial glucose concentration. The highest PHBV concentration, 2.5 g/L, was achieved when the cells were cultivated on 10 g/L glucose. The Mw values of PHBV were ≥4.0 × 106 g/mol, and the highest Mw of 4.7 × 106 g/mol occurred in the presence of 5 g/L glucose. HPLC analysis after 72 h of cultivation revealed a maximum glucose consumption of 7.5 g/L in cultures with initial glucose concentrations of 10 and 20 g/L. We observed no further consumption of glucose at 144 h with an initial glucose concentration of 20 g/L (data not shown). These results suggested that glucose consumption limited cell growth and PHBV production in flask cultures.
In a previous report, volatile fatty acids were used as promising substrates for high-molecular-weight PHBV production in H. mediterranei [23]. However, it took a long time (96–335 h) for cultivation, yielding PHBV with a low concentration (0–1.5 g/L PHBV). By contrast, our cultivation in which glucose was used as a carbon source yielded 1.8–2.5 g/L PHBV in 72 h. In addition, UHMW-PHBV formation was achieved in the absence of fatty acids. These results imply that UHMW-PHBV is produced regardless of carbon sources in H. mediterranei and that glucose seems to be suitable for UHMW-PHBV production by H. mediterranei.
PHBV production in jar fermenters
To promote PHBV production, jar fermenter cultivation with regulation of pH was performed using 2.0 L of MBS-P containing 20 g/L glucose. As shown in panels a, b of Fig. 2, DCW and PHBV concentrations increased with cultivation time, reaching 7.7 and 4.0 g/L after 146 h of cultivation, respectively, with a PHA content of 51.7 wt%. At the end of cultivation, glucose in the culture broth was completely exhausted (data not shown). The 3HV content in the polymer decreased gradually from 13 to 6 mol% (Fig. 2c), whereas the molecular weight increased with time. The Mw of PHBV was 3.6 and 5.0 × 106 g/mol at 24 and 146 h, respectively (Fig. 2d). The yield of PHBV from glucose was 0.20 g-PHBV/g-glucose. Therefore, UHMW-PHBV can be produced from glucose using a jar fermenter with pH regulation, as well as in flasks.

Time-dependent changes in PHBV production by H. mediterranei in a jar fermenter. Dry cell weight (a, open circles), PHBV (a, open triangles), PHBV content (b), compositions of 3HB (c, open circles) and 3HV (c, open triangles) in PHBV, and Mn (d, open circles) and Mw (d, open triangles)
The monomer-supplying pathways for 3HV in H. mediterranei were proposed to be linked to amino acid metabolism [22]. One possibility to account for the time-dependent changes in the 3HV content in the polymer observed in our study is changes in the amount of yeast extract, which contains amino acids/peptides. H. mediterranei was reported to grow well on yeast extract and casamino acids [20]. In addition, HPLC measurements revealed 17.3, 12.9, and 8.4 g/L glucose left in the culture broth at 24, 48, and 72 h, respectively. Therefore, in the early stage of jar cultivation, sufficient yeast extract in MBS medium would promote 3HV supply into PHBV (13 mol% 3HV at 24 h, Fig. 2c). With cultivation time, a decrease in yeast extract (but glucose was still available) narrowed the 3HV supply, resulting in a relatively low 3HV content (7 mol% 3HV at 72 h, Fig. 2c) in the polymer. This could also account for the differences in the 3HV content in PHBV between flask cultivation and jar fermentation.
Similar to the elution profile of PHBV from flask culture (black solid line in Fig. 1), bimodal elution of PHBV from jar fermentation was observed. As shown in Fig. 3, a high-molecular-weight fraction (elution time between 6.5 and 7.0 min) in the elution profile increased with cultivation time. In batch cultivation, the contents of nutrients decrease with cultivation time, and then some are exhausted in the latter period of culture. However, as mentioned above, glucose was continuously consumed through cultivation in our jar experiment. Therefore, it could be speculated that glucose contributes to the formation of the high-molecular-weight fraction.

Comparison of the elution profiles of PHBV from the jar fermenter experiment by size-exclusion chromatography. Cells were taken from a jar fermenter at (a) 48 h, (b) 72 h, and (c) 146 h and processed for molecular weight analysis. The Mws of the samples were (a) 4.0 × 106 g/mol, (b) 4.8 × 106 g/mol, and (c) 5.0 × 106 g/mol
After purification by precipitation in methanol, 6.7 g of PHBV was recovered from 2 L of culture as a white solid. PHBV was analyzed by NMR and SEC. The 1H NMR spectrum confirmed the 3HV structure and that 3HB was the dominant component (data not shown). The molar fraction of 3HV was calculated to be 7.0 mol%. The Mw and Mw/Mn of PHBV after purification were 4.4 × 106 g/mol and 1.6, respectively. DSC revealed that the Tm and Tg values of PHBV were 152.0 °C and 1.7 °C, respectively. Compared with the Tm of PHB at ~180 °C, the Tm of PHBV was more than 20 °C lower. This likely inhibited the decrease in molecular weight during melting, thus improving the mechanical properties of the films (see below).
Physical properties of cold-drawn films of UHMW-PHBV
To assess the potential of UHMW-PHBV for films with a high tensile strength, cold-drawn films were prepared as described previously [26]. A tenfold drawing ratio was applied with no breaking of the films. The thicknesses of the drawn films were 83.0–114.9 μm (Table 2). Figure 3 shows the relationship between tensile strength and the annealing temperature of cold-drawn PHBV films melted at 170 °C and 200 °C. The tensile strength increased with annealing temperature, peaking at 258.7 MPa when melted and annealed at 170 °C and 100 °C, respectively. This maximum strength was 8.7-fold higher than that of the UHMW-PHBV cast film with no drawing (29.9 MPa, run 0 in Table 2). This sample (run 4 in Table 2) showed a Young’s modulus of 0.90 ± 0.02 GPa and 49.4 ± 4.7% elongation to break. The tensile strength of cold-drawn UHMW-PHBV films was comparable to that of cold-drawn UHMW-PHB (237 MPa) [26]. In contrast, the PHBV films melted at 200 °C had a lower tensile strength than the PHBV films melted at 170 °C (Fig. 4). The film melted and annealed at 200 °C and 100 °C, respectively, had the highest Young’s modulus but poor tensile strength and elongation (run 6 in Table 2).

Tensile strength of cold-drawn films as a function of annealing temperature. The films were melted at 170 °C (open circles) and 200 °C (open triangles) during preparation. The bars represent standard deviations from three independent measurements
We then measured the DSC of cold-drawn and annealed films (runs 2–5 in Table 2) to further characterize the crystallinity of the films. The theoretical enthalpy of fusion of a 100% crystalline PHB (146 J/g) was used to estimate the crystallinity of UHMW-PHBV containing 7 mol% 3HV [32]. As shown in Table 2, the solvent-cast film (run 0) had a crystallinity of 54.9%, whereas the cold-drawn and annealed films (runs 2–5) had crystallinities of 60.6–63.7%. We could not observe distinct differences in crystallinity dependent on annealing temperatures. These data suggested that increasing the crystallinity by the cold-drawing and annealing process resulted in higher tensile strength of UHMW-PHBV films, similar to that of UHMW-PHB [26]. It will be necessary to investigate crystalline structures and orientations in detail using X-ray diffraction patterns. There were no clear differences in transparency between cast film and other cold-drawn films (data not shown).
Iwata and Doi reported that tenfold cold-drawn films of PHBV (8 mol% 3HV) with an absolute Mw of 1.0 × 106 g/mol showed a tensile strength of 117 MPa when melted and annealed at 180 °C and 75 °C, respectively [33]. This implies that the molecular weight of PHBV influences the mechanical properties of cold-drawn PHBV films. In addition, differences in the temperatures of the melting process lead to differences in molecular weight. Random chain scission during thermal degradation of PHB begins below its Tm (~180 °C), and its rate increases with temperature [34]. Indeed, the Mw of processed PHBV films in this study was 0.91 × 106 g/mol for samples melted at 200 °C and annealed at 100 °C and 1.8 × 106 g/mol for samples melted and annealed at 170 °C and 100 °C, respectively. Therefore, PHBV films melted at 200 °C undergo chain scission more rapidly than those melted at 170 °C, leading to differences in molecular weight. Our results suggest that UHMW-PHBV has potential for practical, strong films.
Conclusion
For the first time, we demonstrated the biosynthesis of UHMW-PHBV from glucose by H. mediterranei. The PHBV produced in flask cultures comprised 12–13 mol% 3HV and had a Mw of 4.0–4.7 × 106 g/mol, depending on the cultivation conditions. The UHMW-PHBV (7 mol% 3HV, Mw = 4.4 × 106 g/mol) obtained by jar fermenter cultivation was used to produce cold-drawn and annealed films with a tensile strength of 258.7 MPa, comparable to that of a film produced from UHMW-PHB. Therefore, H. mediterranei shows promise for commercial production of UHMW-PHBV for use not only in commodity products but also in specific applications that require high strength.
References
Sudesh K, Abe H, Doi Y. Synthesis, structure, and properties of polyhydroxyalkanoates: biological polyesters. Prog Polym Sci. 2000;25:1503–55.
Jendroseek D, Pfeiffer D. New insights in the formation of polyhydroxyalkanoate granules (carbonosomes) and novel functions of poly(3-hydroxybutyrate). Environ Microbiol. 2014;16:2357–73.
Sperling S, Knupffer E, Behnsen H, Mudersbach M, Krieg H, Springer S, et al. Bio-based plastics—a review of environmental, social and economic impact assessments. J Clean Prod. 2018;185:476–91.
Ng EL, Lwanga EH, Eldridge SM, Johnston P, Hu HW, Gessen V, et al. An overview of microplastic and nanoplastic pollution in agroecosystems. Sci Total Environ. 2018;627:1377–88.
Kusaka S, Iwata T, Doi Y. Microbial synthesis and physical properties of ultra-high-molecular-weight poly[(R)-3-hydroxybutyrate]. J Macromol Sci Pure Appl Chem A. 1998;35:319–35.
Kusaka S, Abe H, Lee SY, Doi Y. Molecular mass of poly[(R)-3-hydroxybutyric acid] produced in a recombinant Escherichia coli. Appl Microbiol Biotechnol. 1997;47:140–3.
Sim SJ, Snell KD, Hogan SA, Stubbe J, Rah C, Siskey AJ. PHA synthase activity controls the molecular weight and polydispersity of polyhydroxybutyrate in vivo. Nat Biotechnol. 1997;15:63–7.
Kahar P, Agus J, Kikkawa Y, Taguchi K, Doi Y, Tsuge T. Effective production and kinetic characterization of ultra-high-molecular-weight poly[(R)-3-hydroxybutyrate] in recombinant Escherichia coli. Polym Degrad Stab. 2005;87:161–9.
Iwata T. Strong fibers and films of microbial polyesters. Macromol Biosci. 2005;5:689–701.
Aoyagi Y, Doi Y, Iwata T. Mechanical properties and highly ordered structure of ultra-high-molecular-weight poly[(R)-3-hydroxybutyrate] films: effects of annealing and two-step drawing. Polym Degrad Stab. 2003;79:209–16.
Hiroe A, Tsuge K, Nomura CT, Itaya M, Tsuge T. Rearrangement of gene order in the phaCAB operon leads to effective production of ultrahigh-molecular-weight poly[(R)-3-hydroxybutyrate] in genetically engineered Escherichia coli. Appl Environ Microbiol. 2012;78:3177–84.
Agus J, Kahar P, Abe H, Doi Y, Tsuge T. Molecular weight characterization of poly[(R)-3-hydroxybutyrate] synthesized by genetically engineered strains of Escherichia coli. Polym Degrad Stab. 2006;91:1138–46.
Castillo T, Flores C, Segura D, Espin G, Sanguino J, Cabrera E, et al. Production of polyhydroxybutyrate (PHB) of high and ultra-high molecular weight by Azotobacter vinelandii in batch and fed-batch cultures. J Chem Technol Biotechnol. 2017;92:1809–16.
Arikawa H, Sato S, Fujiki T, Matsumoto K. A study on the relation between poly(3-hydroxybutyrtae) depolymerases of oligomer hydrolases and molecular weight of polyhydroxyalkanoates accumulating in Cupriavidus necator H16. J Biotechnol. 2016;227:94–102.
Tsuge T, Watanabe S, Shimada D, Abe H, Doi Y, Taguchi S. Combination of N149S and D171G mutations in Aeromonas caviae polyhydroxyalkanoate synthase and impact on polyhydroxyalkanoate biosynthesis. FEMS Micobiol Lett. 2007;277:216–22.
Rodorigez-Valera F, Ruiz-Berraquero F, Ramos-Cormenzana A. Isolation of extremely halophilic bacteria able to grow in defined inorganic media with single carbon sources. J Gen Microbiol. 1980;119:535–8.
Fernandez-Castillo R, Rodorigez-Valera F, Gonzalez-Ramos J, Ruiz-Berraquero F. Accumulation of poly(β-hydroxybutyrate) by halobacteria. Appl Environ Microbiol. 1986;51:214–6.
Rodrigeuez-Valera F, Lillo JAG. Halobacteria as producers of polyhydroxyalkanoates. FEMS Microbiol Rev. 1992;103:181–6.
Lillo JG, Rodorigez-Valera F. Effects of culture conditions on poly(β-hydroxybutyric acid) production by Haloferax mediterranei. Appl Environ Microbiol. 1990;56:2517–21.
Lu Q, Han J, Zhou L, Zhou J, Xiang H. Genetic and biochemical characterization of the poly(3-hydroxybutyrate-co-3-hydroxyvalerate) synthase in Haloferax mediterranei. J Bacteriol. 2008;190:4173–80.
Han J, Zhang F, Hou J, Liu X, Li M, Liu H, et al. Complete genome sequence of the metabolically versatile halophilic archaeon Haloferax mediterranei, a poly(3-hydroxybutyrate-co-3-hydroxyvalerate) producer. J Bacteriol. 2012;194:4463–4.
Han J, Hou J, Zhang F, AiG LiM, Cai S, Liu H, et al. Multiple propionyl coenzyme A-supplying pathways for production of the bioplastic poly(3-hydroxybutyrate-co-3-hydroxyvalerate) in Haloferax mediterranei. Appl Environ Microbiol. 2013;79:2922–31.
Ferre-Guell A, Winterburn J. Biosynthesis and characterization of polyhydroxyalkanoates with controlled composition and microstructure. Biomacromolecules. 2018;19:996–1005.
Fukui T, Doi Y. Cloning and analysis of the poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) biosynthesis genes of Aeromonas caviae. J Bacteriol. 1998;179:4821–30.
Kato M, Bao HJ, Kang CJ, Fukui T, Doi Y. Production of a novel copolyester of 3-hydroxybutyric acid and medium-chain-length 3-hydroxyalkanoic acids by Pseudomonas sp. 61-3 from sugars. Appl Microbiol Biotechnol. 1996;45:363–70.
Iwata T, Tsunoda K, Aoyagi Y, Kusaka S, Yonezawa N, Doi Y. Mechanical properties of uniaxially cold-drawn films of poly([R]-3-hydroxybutyrate). Polym Degrad Stab. 2003;79:217–24.
Han J, Wu LP, Hou J, Zhao D, Xiang H. Biosynthesis, characterization, and hemostasis potential of tailor-made poly(3-hydroxybutyrate-co-3-hydroxyvalerate) produced by Haloferax mediterrnaei. Biomacromolecules. 2015;16:578–88.
Koller M, Hesse P, Bona R, Kutschera C, Atlić A, Braunegg G. Potential of various archae- and eubacterial strains as industrial polyhydroxyalkanote producers form whey. Macromol Biosci. 2007;7:218–26.
Don TM, Chen CW, Chan TH. Preparation and characterization of poly(hydroxyalkanoate) from the fermentation of Haloferax mediterranei. J Biomater Sci Polym Ed. 2006;17:1425–38.
Tsuge T. Fundamental factors determining the molecular weight of polyhydroxyalkanoate during biosynthesis. Polym J. 2016;48:1051–7.
Han J, Li M, Hou J, Wu L, Zhou J, Xiang H. Comparison of four phaC genes from Haloferax mediterranei and their function in different PHBV copolymer biosynthesis in Haloarcula hispanica. Saline Syst. 2010;6:9.
Avella M, La Rota G, Martuscelli E, Raimo M. Poly(3-ydroxyburytae-co-3-hydroxyvalerate) and wheat straw fiber composites: thermal, mechanical properties and biodegradation behavior. J Mater Sci. 2000;35:829–36.
Iwata T, Doi Y. Mechanical properties of uniaxially cold-drawn films of poly[(R)-3-hydroxybutyrate] and its copolymers. Macromol Symp. 2005;224:11–9.
Aoyagi Y, Yamashita K, Doi Y. Thermal degradation of poly[(R)-3-hydroxybutyrate], poly[ε-caprolactone], and poly[(S)-lactide]. Polym Degrad Stab. 2002;76:53–9.
Acknowledgements
The authors greatly appreciate technical assistance from Ms. Hiroko Shinozaki.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ino, K., Sato, S., Ushimaru, K. et al. Mechanical properties of cold-drawn films of ultrahigh-molecular-weight poly(3-hydroxybutyrate-co-3-hydroxyvalerate) produced by Haloferax mediterranei. Polym J 52, 1299–1306 (2020). https://doi.org/10.1038/s41428-020-0379-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1038/s41428-020-0379-9
- Springer Nature Limited
This article is cited by
-
Exploitation of Biomass to the Integrated Production of Bioethanol and Poly(hydroxyalkanoate)s
BioEnergy Research (2023)
-
Evaluating haloarchaeal culture media for ultrahigh-molecular-weight polyhydroxyalkanoate biosynthesis by Haloferax mediterranei
Applied Microbiology and Biotechnology (2021)