
Abstract
Background
Tunable Q-factor wavelet transform (TQWT) is a newly developed, updated version of the wavelet transform that can break down any vibration signal into low Q-factor, high Q-factor, and residual components depending on the Q-factor value. TQWT can be used for feature extraction, signal denoising, and automatic onboard defect detection in rolling element bearing fault diagnosis.
Purpose
This paper aims to summarize the role of TQWT as a fault diagnosis tool in recent research works on REB. Followed by a brief theoretical foundation of TQWT, the role of TQWT in fault diagnosis of REB is categorized into seven aspects: Original TQWT fault diagnosis, Improved TQWT fault diagnosis, TQWT fault diagnosis combined with other signal processing approaches.
Methods
TQWT fault diagnosis combined with classification algorithms, TQWT fault diagnosis combined with computational optimization techniques, TQWT fault diagnosis combined with machine learning algorithms and TQWT fault diagnosis combined with deep learning architectures.
Result
A brief explanation of the importance of dynamic modeling of REB is also included.
Conclusion
A summary of the applications of TQWT with the supporting techniques is recorded in a table at the end of this paper, it will assist the readers to understand the modern trends of TQWT in the fault diagnosis procedure of a machine component like REB.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Rolling element bearings (REB) are one of the essential components in almost all kinds of machinery and their failure causes machine breakdown and fatal accidents [1, 2]. Nowadays, these failures can be predicted and diagnosed in the early stages by a variety of methods, particularly vibration analysis, wear debris analysis, and acoustic emission measurements. Some researchers have reviewed the various techniques used in the fault diagnosis (FD) of REB [3,4,5,6,7,8,9,10,11,12,13].
In the fault diagnostic process, signal processing is critical. A good treatment of the signal is essential in an ideal diagnosis method to find the hidden information about the defects present in an REB. Signal processing is gathering vibration data from the equipment and processing it so that the information required can be extracted. A signal can be processed in four different ways. Time-domain, frequency domain, time–frequency domain, and cyclo-stationary analysis are the four types of analysis. The TQWT is a time–frequency method discussed in this article. The uniqueness of this is that in time–frequency analysis, it is possible to acquire practically all of a signal’s information on both time and frequency scales. The key time–frequency approaches and defect diagnosis experiments utilized with them are listed as follows.
STFT, EMD, EWT, MP, WVD, WT, and SST are the most important time–frequency analysis approaches. Let us begin with STFT (short-time Fourier transform), which is a Fourier transform variation that can detect a signal’s frequency and phase content. STFT was utilized in a study [14] to detect a bearing fault in a motor operating at varying speeds. Liu et al. [15] proposed a method for detecting REB faults that combined STFT and deep learning architectures. H. Gao et al. [16] used STFT to perform a fault detection approach for a rolling element bearing.
EMD (empirical mode decomposition) is another time–frequency domain signal-processing approach that can break down any vibration signal into a limited amount of intrinsic mode functions. Lei et al. [17] published a review article to describe recent EMD research and development in defect diagnostics of rotating machinery. A paper [18] explains an EMD-based rolling bearing diagnosis method that has the capability to identify bearing damage at a much earlier phase. In a 2015 study [19], EMD was utilized in conjunction with an artificial neural network to detect REB defects. The Hilbert Huang transform (HHT) cannot be overlooked when it comes to EMD. The EMD method is used to perform the decomposition, which is the most important aspect of the HHT. References 20–22 provide a few works on how to use HHT to discover faults in an REB. With the use of a minimum entropy deconvolution filter and a morphological filter, S. Osman et al. [20] developed an improved HHT technique for the early detection of REB faults. They have also published an article on the Hilbert Huang spectrum approach for detecting faults in vibration signals [21]. Cheng et al. [22] suggested a CNN-based approach for estimating the RUL of a rolling element bearing in 2020. In this study, the HHT approach is used to preprocess the vibration data needed for training.
The third one is the empirical wavelet transform (EWT), which is a technique that uses an adaptive wavelet subdivision scheme to construct a multiresolution analysis of a signal. Jiang et al. [23] introduced a new technique to find the compound faults in the rolling bearing based on EWT. Soon afterward, in another study [24] EWT was used to denoise the vibration signal and to detect the defects in REB. Zhang et al. [25] suggested a sparsity-guided multiscale empirical wavelet transform and its use in rolling bearing defect identification. The fourth is the matching pursuit (MP), which decomposes the vibration signal into linear waveform expansions. Yang et al. [26] released an article comparing the performance of the technique with matching pursuit and discrete wavelet packet transform for detecting faults in REB utilizing basis pursuit. The Wigner Ville distribution (WVD) is a time–frequency signal analysis technique that can provide better precision in the time and frequency domains and can characterize how a signal’s spectral content varies over time. Zhou et al. [27] put forward an improved WVD technique in the fault detection of REB.
The wavelet transform (WT) is the next stage in this section. In the realm of rotating equipment malfunction diagnostics, WT is one of the most successful strategies to process the non-stationary signals in the time–frequency domain analysis [28,29,30,31,32,33,34,35,36]. Many review papers have been written about how WT works and how to use it to process a signal. Peng et al. [37] summarized the role of WT for defect diagnostics of rotating equipment on the basis of the fault feature extraction, singularity detection, time–frequency analysis, signal compression, signal denoising, etc. Wavelet transform is a mathematical method for analyzing vibration data with properties that vary across scales. Using the WT and generalized Gaussian density (GGD) modeling, Tao et al. [38] offered a unique wavelet-based bearings defect-recognition methodology. The derivatives of WT are first, the continuous wavelet transform, second, the discrete wavelet transform, and third, the wavelet packet transform [39]. Some researchers [40] centered on CWT, DWT, WPT, and second-generation wavelet transforms, summarized the applications of wavelets for the FD of rotating machines over the last 20 years.
Let us begin with the continuous wavelet transform (CWT). It is a formal tool in mathematics that gives an overcomplete representation of a signal by allowing the wavelets’ translation and scale parameters to fluctuate continuously. Some researchers [41] studied REB fault severity assessment using CWT and Lempel–Ziv complexity integral. Kankar et al. [42] used CWT and autocorrelation for the FD in REB. The next is discrete wavelet transform (DWT), which splits a signal into several sets, each of which has a time series of coefficients that represent the signal’s evolution over time in the corresponding frequency range. Djebala et al. [43] published an article on the fault detection of REB using DWT. Kumar and Singh [44] used a DWT technique to determine the width of a taper roller bearing’s outer race with a defect.
The formalism of the wavelet packet transform (WPT), the third subcategory of the WT, is similar to that of the DWT, with the exception that the discrete-time signal in WPT is processed through more filters than in DWT. Some researchers [45] published a research article on FD of REB with the application of wavelet packets. A study [46] centered on the wavelet packet transform, explained an effective approach to machine health diagnosis. Involvement in the research of signal-processing approaches based on the WPT for energy and entropy parameter extraction from vibration data for fault identification in non-stationary operations is offered in a study [47]. Li et al. [48] investigated the use of convolutional neural networks and wavelet packet transform to diagnose rolling bearing faults. Another study [49] published in 2020 proposed a revolutionary end-to-end defect diagnosis method for rolling bearings based on the integration of wavelet packet transform into convolutional neural network structures. In a study [50], a fault identification system is developed for identifying bearing problems. The vibration signal is first pre-processed using the wavelet packet transform, then decomposed into IMFs using the Hilbert–Huang transform.
The next and final time–frequency technique in this section to discuss is the synchro-squeezing technique. Synchro-squeezing transform (SST) is a recently developed method that includes empirical mode decomposition elements and frequency reassignment algorithms into the wavelet transform [51]. Liu et al. [52] describe a unique high-order synchro-squeezing transform-based approach for detecting and diagnosing rolling bearing defects. Cheng et al. [53] compared a vertical SST, a second-order SST based on the STFT, to the traditional STFT, SST, and another form of the second-order SST, the oblique SST. Xin et al. [54] proposed based on the advanced synchro-squeezing transform, a new fault feature extraction method for non-stationary signals. A focused time–frequency investigation framework based on time-reassigned synchro-squeezing transform is projected in a publication [55] to capture the impulse components with precision in a condition monitoring signal. Apart from this, here are a few articles that have exploited the potential of the wavelet transform. In [56], REB fault detection was enhanced by integrating independent component analysis and wavelet lifting. Li et al. [57] used a non-linear ball-bearing fault signal denoising using the second-generation wavelet transform.
Almost all the major strategies for the REB’s fault diagnosis have been discussed here. From the above literature, it is obvious that wavelet transform is extensively used in the field of FD of machine elements such as REB and gears, because of its excellent bandpass filtration ability. It can detect the transient fault features in the time and frequency domains, with a higher resolution. However, the Q-factor of conventional wavelet transform cannot be adjusted; this is considered as a drawback while processing the signal. To overcome this problem, Selesnick [58] introduced an improved wavelet transform technique termed a tunable Q-factor wavelet transform.
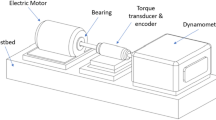
This paper’s structure is as follows: a brief overview of REB’s dynamic modeling is given in Sect. 2. A brief theory of the tunable Q-factor wavelet transform is discussed in Sect. 3. The role of TQWT in fault diagnosis of rolling element bearings is discussed in Sect. 4. Section 5 contains the summary and discussion; after all, Sect. 6 is where the findings are discussed (Fig. 1).

Research direction in REB fault diagnosis
Dynamic Modeling OF REB
The study of the dynamic responses of healthy and defective bearings is important in the FD and fault classification of REB. A dynamic model represents the time-dependent behavior of a system, which helps to understand the dynamic characteristics of various working environments. The dynamic behavior of an REB is affected by a number of factors such as the shaft speed, geometry of the bearings, and type of faults, which form a vibration signature. The experimental study of a faulty bearing under different operating conditions by considering various factors and parameters is a difficult task and sometimes costlier. Therefore, various researchers have come up with analytical modeling for investigating the dynamic behavior of REB, where the real-time results can be simulated using a computer code or software package. Some of them are ADORE—Advanced dynamics of rolling element bearings, Finite Element models, vector bond graph method, MATLAB Simulink, Adams, etc. [59,60,61]. The degrees of freedom (DOF) of the rotating elements, lubricant traction features of the contact areas, etc. are some of the key attributes to develop dynamic models of REB [62,63,64,65]. The motion equations for a two-degree-of-freedom rotor-bearing device are as follows [66]:
where cx and cy are the x and y damping coefficients, kx and ky are the x and y stiffness coefficients, Fbx and Fby are the x and y bearing forces, and Fux and Fuy are the x and y unbalance forces, respectively. The above motion equations can be written as follows:
The mass matrix is M, the damping matrix is C, and the stiffness matrix is K. The bearing force and unbalance force, respectively, are Fb and Fu.
Nasir et al. [67] by integrating FEA, surrogate modeling, and Monte Carlo simulations, a detailed model for the propagation of cracks in a ball-bearing due to rolling contact fatigue was proposed. Patil et al. [68] proposed a fusion of the multi-body dynamic model and the acoustic emission model for REB and they considered the effect of lubrication, surface topography, and load zone in AE generation. Liu proposed [69] a dynamic modeling technique by considering lubricating oil film, additional excitation zone, localized faults, deformable housing, etc. in a rotor-bearing housing assembly. A complex dynamic model of an REB was developed in [70] with the consideration of surface texture on raceways such as surface roughness and surface waviness. The paper also looked at the contact force between the raceways and the rolling section, the roller’s rotational speed, and the bearings’ radial clearance.
The majority of the dynamic models for REB are established to determine the localized faults. The Hertzian theory is one of the most popular theories to investigate the defects caused by the cracks. So many research works have been conducted in dynamic modeling of REB for investigating the crack depth, crack shape, the influence of contact load, the effect of masses, fault edge shapes, surface topography, varying stiffness, the effect of gravity and inertia forces, cage influences, centrifugal and gyroscopic influences, slip, etc. [71,72,73,74,75].
Tunable Q-Factor Wavelet Transform (TQWT)
The wavelet transform’s quality factor, or Q-factor, should ideally be set based on the oscillatory nature of the signal to be applied. Unfortunately, typical wavelet transforms have limited or no flexibility to adjust the Q-factor. However, in 2011, Selesnick devised a method to remedy this shortcoming of the wavelet transform, which he dubbed TQWT. In short, the tunable Q-factor wavelet transform is a more advanced version of the wavelet transform that allows the Q-factor to be easily adjusted [76]. The TQWT was created with the goal of efficiently representing signals with some degree of oscillatory nature. A more effective signal representation is thought to be produced by changing the Q-factor of the wavelet transform to match the oscillatory nature of the signal under study. The increased sparsity should help sparsity-based signal-processing algorithms perform better in applications such as denoising, classification, de-convolution, signal decomposition, and so on.
TQWT depends on three constraints: first, the Q-factor (abbreviated as Q), second, the redundancy (abbreviated as r), and third, the decomposition level (abbreviated as j). Let us begin with the Q-factor. The ratio of the signal’s center frequency to its bandwidth is known as the Q-factor. In other words, it represents the measure of signal oscillation. Mathematically it can be expressed as given in Eq. 8. Depending on the Q-factor value, the TQWT will separate any vibration signal into high, low, and residual components [77, 78]. Q can be 1 or greater; for non-oscillatory signals, choose 1, and for oscillatory signals, choose larger than 1. Let us move to redundancy. Redundancy is defined as the ratio of the number of wavelet coefficients to the length of the signal to which TQWT is applied. The parameter r can alternatively be thought of as a measurement of the amount of spectral overlap between consecutive bandpass filters. To ensure that the analysis or synthesis functions are appropriately localized, choose r is greater than or equal to 3 as the value.
The next and final is the decomposition level. The frequency coverage of the wavelets is expressed by the decomposition level. The higher the value of j, the broader the frequency spectrum covered by the wavelet, which can also exceed 0 Hz. In other words, j is the number of iterations of the two-channel filter bank. There will be a total of j + 1 sub-bands, with the low-pass sub-band being the last. To implement the TQWT, Selesnick used a reversible oversampled filter bank with a real-valued sampling factor. The low-pass and high-pass frequency responses of TQWT are given by Eqs. 4 and 5 [79]. The low-pass scaling factor and the high-pass scaling factor, respectively, are α and β. The range of the values is as given in Eq. 6:
The low pass frequency response:
The high-pass frequency response:
where
The Q-factor can be represented as
where \(\omega_{c}\) is the center frequency
BW is the bandw€idth
When Eqs. 9 and 10 are substituted in Eq. 8, the result is
The redundancy can be represented as
The maximum number of decomposition levels:
where N represents the length of the input signal.
From Eqs. 11 and 12, α and β can be expressed in terms of Q and r., i.e.,
A researcher must understand how the Q, r, and j parameters affect signal analysis. We will use an example from I. W. Selesnick’s TQWT toolbox guide, which was published in 2011 [80]. The frequency decomposition obtained by the TQWT method is shown in Fig. 2. When r is increased while Q is kept constant, the overlap between neighboring frequency responses increases. The overall shape of the wavelet of frequency response is unaffected by the parameter r. Because of the higher overlap, the number of levels j should be raised with a bigger r to be able to cover a similar frequency range. When comparing Fig. 2A, B, it can be seen that when r is bigger, adjacent bands overlap more. The user has the option of specifying the Q-factor with the TQWT. By considering Fig. 2C, it can be seen that the wavelets grow more oscillatory as Q increases. Since the frequency responses get narrower as the value of Q increases from 1 to 4, more stages are required to span the same frequency range.

Frequency responses were obtained by TQWT
This section addressed some basic theories about TQWT, as well as the parameters that determine TQWT performance. The TQWT applications in REB fault diagnosis will be discussed in the following section.
Role OF TQWT in Fault Diagnosis of REB
TQWT can be used to derive fault characteristics from a signal, denoising of the raw signal, automated onboard fault diagnosis of the machine components, etc. Some researchers have used TQWT alone; some of them have used the combination of two or more algorithms along with TQWT to get more finite results. This paper aims to review the methodologies of fault diagnosis schemes of REB done by various researchers using TQWT in the following sections (Fig. 3).

j-stage decomposition of TQWT
Original TQWT Fault Diagnosis
Until now, Selesnick’s original TQWT has been commonly used in the fault diagnostics of REB. This subsection would look at research papers that only used original TQWT and did not combine it with any other techniques. In 2015, Ding et al. [81] recommended a sparsity-enabled denoising process for the FD of REB on the basis of TQWT. Soon afterward A. Kumar et al. [82] published a research article on the application of TQWT for processing the vibration signal’s weak bursts. The raw vibration signal was decomposed using TQWT into various frequency sub-bands, then the energy level of each sub-band was calculated. In the second stage, the maximum energy sub-band was chosen for recreating the signal by using inverse TQWT, finally defect frequency was evaluated with the help of envelope demodulation. Gu et al. [83] authored a research paper on the application of the TQWT technique for extracting the defect features of REB. They conducted experiments in order to classify bearing defects and the assessment of performance degradation of bearings for validating the efficiency and robustness of the suggested work.
The above methods have been proven effective in extracting the fault features, but further investigation is required to develop a methodology for multiple defect identification. Moreover, it is undeniable that the computational cost and storage will increase when multiscale TQWT is applied in the feature extraction process.
Improved TQWT Fault Diagnosis
This section will review the research publications in which an improved form of TQWT is used to detect faults in REB. At first, Xiang et al. [84] studied the bearing signal defect feature extraction utilizing a double TQWT. On the basis of the resonance of the measured signals, two Q-factors were selected in this method, one was related to a high resonance component and the other one was to a low resonance component. Kong et al. [85] presented a feature extraction process for the detection of hidden repetitive transients in noisy vibration signals based on an adaptive TQWT filter. Ding et al. [86] wrote an article about using TQWT to diagnose a bearing system’s fault. A multi-Q-factor, multi-level TQWT technique was proposed in the paper to enhance the frequency resolution of characteristic features of the acceleration signals at high frequencies. In 2019, Chen and Yang [87] introduced an iterative TQWT for the detection of early faults in REB. A research work [88] proposes a unique rolling bearing defect diagnostic approach based on improved tunable Q-factor wavelet transform to overcome the difficulty of multiple defect diagnosis of rolling bearings.
The above-said methods proved their superiority by comparing the results with other methods, but some points need to be discussed. Ding et al. [86] pointed out that, the MQML-TQWT has a far higher computational cost than standard TQWT. Second, when dealing with large amounts of data, iterative TQWT can be inefficient (Fig. 4).

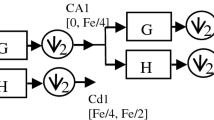
TQWT’s filter bank for analysis
TQWT Fault Diagnosis Combined with Other Signal-Processing Approaches
This subsection reviews the research publications in which TQWT in conjunction with other signal-processing procedures in FD of REB. In 2013, some researchers [89] presented an adaptive demodulation technique based on TQWT for the detection of bearing defects. Soon afterward He et al. [90] put forward an innovative denoising method in FD of machine elements particularly REB and gearbox with the help of TQWT and neighboring coefficient denoising. The process was carried out in three stages such as the decomposition of vibration signal into various wavelet coefficients by TQWT, the application of the neighboring coefficients to the detailed coefficients, and the reconstruction of the wavelet coefficients through inverse TQWT. The theory of neighboring coefficient denoising is illustrated in [91].
In 2014, Wang et al. [92] studied the initial weak defect detection of REB by the combined application of ensemble empirical mode decomposition (EEMD) and TQWT. In the proposed work, EEMD was used to break down the raw vibration signal into many intrinsic mode functions (IMFs). After that, TQWT was applied to the selected IMF with the largest kurtosis value. See reference [93] for EEMD. In the same year, He and Zi [94] published an article on fault diagnosis of rotating machinery using TQWT with overlapping group shrinkage (OGS) technique. Parameter selection and TQWT decomposition were carried out in the sparse decomposition stage, coefficient detailing, and OGS processing was performed in the post-processing stage, wavelet reconstruction, and result classification was implemented in the feature extraction stage. In [95], the comprehensive theory for overlapping group shrinkage is given.
In the light of compressive sensing [96, 97], Wang et al. [98] developed a strategy to suppress the noise and to increase the compressibility of the vibration signal with the help of a TQWT and compressible sensing (CS) technique. Initially, raw vibration signals were classified into high Q-factor valued signals and low Q-factor valued signals by the spectral kurtosis method. Then the classified signals were decomposed into the high-frequency parts containing noise and transient parts containing fault features with the help of TQWT. The fault characteristic frequency was obtained by applying a compressible sensing technique to the transient impact components of the signal. In 2017, TQWT in conjunction with the matching pursuit algorithm was used to publish a research paper on multi-fault detection of REB in the incipient stage [99]. The authors tried to overcome the difficulty of detecting the multiple faults presented in the same bearing in actual operating conditions. In the proposed work, the TQWT method was employed to select an optimal Q-factor and a decomposition scale. The matching pursuit algorithm was used as a sparse representation method to extract transient impulse signals. The matching pursuit algorithm is illustrated in [100] (Fig. 5).

TQWT’s filter bank for synthesis
In 2017, Li et al. [101] studied the characteristic feature extraction of REB defects by the combined application of TQWT and intrinsic characteristic-scale decomposition (ICD). Preprocessing of the signals which include, acquiring several product components (PC) from the measured signals and selection of the principal PC with a maximum kurtosis value were carried out by the ICD technique. Application of envelope demodulation procedure to the selected low Q-factor part was carried out by TQWT-based signal decomposition method. The ICD technique is described in [102]. Soon afterward, in a study [103], the maximum spectral kurtosis TQWT and group sparsity total variance denoising (GS-TVD) method were used to diagnose an incipient REB fault. The maximum SK-TQWT was employed to determine the best Q-factor and the decomposition stage automatically. Whereas the GS-TVD method is employed to remove the high-frequency noise components from the re-constructed signals by applying the inverse TQWT. The theory of GS-TVD is illustrated in [104,105,106]. In [107], a morphological analysis was used to develop a new signal reconstruction procedure. In [108], TQWT and the Hilbert energy spectrum were used to propose a system for detecting bearing faults. In 2020, some researchers [109] offered a sparse feature extraction process on the basis of dual-channel self-adaptive TQWT and orthogonal matching pursuit. At the same time, Fan et al. [110] introduced a condition monitoring and FD method for rolling bearing in high-speed rails with the help of TQWT and multiscale statistical process control (MSSPC).
While all the proposed methods are capable of detecting the existence of REB failures, there are some drawbacks that must be addressed. Some signal-processing techniques like EEMD are computationally expensive. Moreover, some researchers pointed out that, by their method, it is hard to identify the exact sparsity of the analyzed signal, it may adversely affect the effectiveness of fault detection. By considering algorithms like matching pursuit, it should be noted that the density of the dictionary determines the performance of such algorithms, if the density increases, the computational cost will also increase. When it comes to GS-TVD, it still has to answer questions like how to choose suitable parameters based on minimal knowledge of the signal characteristics (Fig. 6).

Research works conducted in fault diagnosis of REB based on TQWT
TQWT Fault Diagnosis Combined with Classification Algorithms
This section reviews the combination of TQWT with some classification algorithms in FD of REB. Naive Bayes is one of the most well-known probabilistic classification methods on the basis of the Bayes theorem, which has gained much attention due to its simple model and better classification efficiency [111]. The basic theory about the NB classifier and Bayes net classifier is given in [112].
I. Bharath et al. [113] developed a condition monitoring technique for REB by the application of TQWT along with spectral features and different classification algorithms. In the proposed technique TQWT was used as a signal-processing mechanism for decomposing vibration signals into sub-bands. Spectral features were utilized to the sub-bands of the signal for extracting fault features in time and frequency domains. Different classification algorithms such as bayes net and naive bayes were used to compare the accuracy of the results. In 2017, Zhao et al. [114] published a research article in fault diagnosis of REB with the help of TQWT-based multiscale dictionary learning and the K-SVD method. The details of the K-SVD method are illustrated in [115]. In the light of sparse representation classification [116], centered on a TQWT and the SRC algorithm, a compound fault diagnosis approach for REB has been proposed in [117].
However, the above-said classification algorithms require prior probabilities, which have to be considered while implementing this method. Moreover, most of the classification algorithms like K-SVD are iterative, which does not guarantee finding an optimum solution (Table 1).
TQWT Fault Diagnosis Combined with Computational Optimization Techniques
Different computational optimization algorithms such as particle swarm optimization (PSO), genetic algorithm (GA), and fuzzy logic are used for the fault classification for REB. Particle swarm optimization is proposed by Kennedy and Eberhart [119], by considering its simple idea and mechanism, rapid convergence, and good global search performance, PSO is ideal for the selection of optimum parameters [120]. Genetic algorithms can be used to solve linear and non-linear problems with its simple evolution principle of survival of the fittest by exploring all regions of search space [121]. Fuzzy logic proposed by Zadeh [122], can be used for decision making in many applications like fault severity assessment of rotating machinery [123]. The detailed theory about computational intelligence is explained in [124].
Ma et al. [125] published an article on early fault detection of REB by the combined application of TQWT, frequency slice wavelet transform (FSWT), and PSO. FSWT technique was employed for obtaining the frequency bands of the vibration signals from a faulty bearing. TQWT was employed to decompose the extracted frequency bands into high resonant, low resonant, and residual components. PSO was used to classify the bearing faults accurately and effectively. Zhao et al. [126] investigated the defect feature extraction of an REB by the application of the adaptive TQWT and spectral kurtosis method. PSO was employed to select the optimum Q-factor, based on this Q-factor, the TQWT was utilized to break down the raw signal from the faulty bearing into transient impact and continuous oscillation parts. After all, the spectral kurtosis method was utilized to the transient impact component of the decomposed signal to determine the frequency band of fault features.
However, these optimization algorithms have some limitations such as the computational complexity when the problem is complex or high dimensional, it requires human knowledge and expertise. It must be taken into consideration while doing the real-time condition monitoring in REB.
TQWT Fault Diagnosis Combined with Machine Learning Algorithms
Artificial intelligence includes Machine Learning (ML) as a subset, that emphasizes a machine’s ability to acquire and learn a set of data for themselves, modifying algorithms as they learn more about the data they process. Machine learning can be seen in three categories, they are supervised learning, unsupervised learning, and reinforcement learning [127]. A detailed theory of supervised and unsupervised learning is illustrated in [128]. The most commonly used machine learning methods in the field of REB fault diagnosis are support vector machines, artificial neural networks, decision trees, and deep neural networks [129]. SVM is a supervised learning method that can be used for regression and classification when there are fewer data points. The description of SVM strategies is illustrated by Cortes and Vapnic [130]. An artificial neural network is inspired by a human brain, which consists of a bunch of interconnected neurons, each neuron takes several real-valued inputs and gives a single real-valued output [131]. The decision tree is one of the most famous classification practices and its classification accuracy is competitive with other methods [132] (Fig. 7).

Q-factor vs classification accuracy for different ML algorithms [133]
Some researchers [134] attempted to develop a new technique for the FD of REB with the help of TQWT and some ML algorithms. In the proposed work, the collected vibration signals from the experimental setup were decomposed into various sub-bands by the TQWT technique. Certain statistical and fractal features were calculated for each decomposed sub-band and some ML algorithms such as ANN, SVM, and decision tree were applied to the above-said features to classify the bearing defects effectively. T. Dovedi and R. Upadhyay [133] studied the integrated application of TQWT-based permutation entropy features with some soft computing techniques for instance ANN, random forest tree classifier, and SVM. In this work, the permutation entropy features were calculated for each decomposed time–frequency coefficient with the help of TQWT, and the fault features were classified as inner race fault, ball fault, outer race fault, and healthy bearing with the help of ANN, SVM, and RF.
The classification accuracy of ML algorithms is dependent on the size of the training data set. If the size of training data sets is enormous, the computational cost may increase and require more storage space, so there is still a need for future research to focus more on the improvement of fault diagnosis schemes of REB.
TQWT Fault Diagnosis Combined with Deep Learning Architectures
Because of its ability to scale with input data and generalize across problems with similar underlying feature distributions, deep learning has increased in popularity. The main types of deep learning algorithms are deep neural networks (DNN), deep belief networks (DBN), stacked autoencoders (SAE), convolution neural networks (CNN), recurrent neural networks (RNN), etc. [136]. A DNN is a multilayered neural network containing multiple numbers of hidden layers. In a study, Sohaib et al. [137] used a sparse stacked autoencoder-based DNN for fault pattern recognition and fault size measurement of REB. In another study, Sun et al. [138] applied a combination of compressive sensing techniques and DNN for the fault diagnosis and fault classification of REB. A DBN is a generative graphical model composed of multiple layers of latent variables that represent hidden features in the input data [139]. Xu and Tse [140] presented a procedure for the FD of REB with the help of a DBN and affinity propagation clustering algorithm. Autoencoders are a kind of unsupervised learning that consists of an encoder and a decoder. The encoder converts input data into hidden code, while the decoder reconstructs the data from the hidden code [141]. Sun et al. [142] proposed a sparse stacked autoencoder for FD of REB.
One of the most used deep learning techniques is CNN, which can be used to extract features and identify faults in rotating machinery [143]. Hou and Li [135] published a research article on fault diagnosis of REB by the application of TQWT and CNN to minimalize the influence of noise in the vibration signal and the amount of time spent by humans in the fault classification process. It has been found that the FD accuracy and the generalization capability of the recommended work are higher than the conventional methods. RNNs are the form of artificial neural networks with memories that are skillful to pick up all information stored in the previous sequential layers [144]. Liu et al. [145] introduced an FD technique for REB with the help of RNN-based autoencoders.
However, only a few researchers have used the deep learning architectures with TQWT, so there are some scope and challenges still exist to develop new methodologies in the area of FD of REB by combining the advantages of these techniques.
Summary and Discussion
The involvement of TQWT in FD of REB was described in Sect. 4. In the light of various methodologies and practical applications described so far, it is obvious that a one-page overview is necessary for a better understanding. Therefore, this paper has summarized the various research publications of TQWT in fault diagnosis of REB in Table 2 with the supporting techniques. By considering various experts’ opinions, the following points are derived.
-
1.
For a perfect diagnosis method, better treatment of the signal is necessary. It involves noise elimination and faults feature extraction from bearing signals, fault feature enrichment, identification of fault characteristic frequencies, fault frequency isolation from rotational frequencies of other system parts, defect size and position estimation, and so on. Moreover, signal processing should be robust, reliable, less time-consuming, and easier to implement.
-
2.
The TQWT can decompose any vibration signal into high oscillation components, low oscillation components, and residual components, and fault features can be extracted from these components. In addition, it overcomes the limitations of the conventional type of wavelet transform. In general, TQWT can be considered a powerful tool in the FD of REB.
-
3.
As per Sect. 4, some researchers used TQWT alone, some used a combination of one or more techniques along with TQWT in fault diagnosis of REB. Recently, this combination of techniques, especially TQWT with deep learning architectures, attracts more and more attention in the fault diagnosis field.
-
4.
In the light of the literature described so far, it is observed that most of the researchers have focused on single-seeded defects. The identification of a single defect is comparatively an easier task. When comes to practical applications, the researchers have to come forward to develop new methodologies to detect multiple faults.
-
5.
Another point is, only a few researchers have focused on defect width measurement. Therefore, there is a future scope and challenges still exist to measure the defect size or width of naturally originating spall that occurs in the inner race and outer race of the bearings.
-
6.
It is noted that some technique is suitable for some types of problem, they may not be appropriate for a different task. Therefore, the researchers should consider various factors and parameters for the real-time working conditions in a cost-effective manner.
Conclusion
Tunable Q-factor wavelet transform is a recently evolved, modified form of the wavelet transforms, which can overcome the drawbacks of conventional wavelet transform for signal-processing tasks. TQWT is a promising tool for extracting the fault features, signal denoising, and automated onboard fault detection of rotating machine elements such as REB and gears The application studies of TQWT have been divided into seven groups in this study: (1) original TQWT fault diagnosis; (2) improved TQWT fault diagnosis; (3) TQWT fault diagnosis combined with other signal-processing approaches; (4) TQWT fault diagnosis combined with classification algorithms; (5) TQWT fault diagnosis combined with computational optimization techniques; (6) TQWT fault diagnosis combined with machine learning algorithms; (7) TQWT fault diagnosis combined with deep learning architectures.
TQWT separates complicated signals based on a novel perspective, oscillatory behavior, and can uncover fault features from original mechanical vibration signals more efficiently than previous frequency band-based approaches. TQWT’s future potential applications include automated fault diagnosis of critical industrial components such as bearings, gearboxes, and rotors, as well as medical applications such as cardiovascular arrhythmia classification, detection of abnormal heart sound signals, detection of heart valve disorders, speech signal-processing algorithms for Parkinson’s disease, epileptic seizure detection in EEG signals, surface EMG signal classification, and so on.
It has already been noticed, how the quality factor, also known as the Q-factor, has a significant impact on TQWT's performance. As a result, picking the right Q-factor is critical. The Q-factor should be chosen based on the type of signal to be examined and the features that will be extracted from it. It is possible to execute a very successful signal analysis if it is applied an optimal Q-factor for the TQWT decomposition. To find the best Q-factors, many optimization strategies can be utilized. As a result, flaws can be diagnosed with greater accuracy using any deep learning method after being decomposed by the ideal Q-factor. It is hoped that a more beneficial TQWT will be developed for fault diagnosis, fault width measurement, and multiple faults detection in future research works.
This paper intends to summarize the role of TQWT in fault diagnosis of REB, and it offers an in-depth systematic review for researchers involved in TQWT and fault diagnosis of REB. It must be noted that only limited research is available utilizing TQWT in fault diagnosis of REB, this paper has covered almost all the significant works. A summary of the applications of TQWT with supporting techniques is listed in a table so that the readers will get a clear idea about the recent developments of fault diagnosis of REB with the help of TQWT.
References
Randall RB, Antoni J (2011) Rolling element bearing diagnostics—a tutorial. Mech Syst Signal Process 25(2):485–520. https://doi.org/10.1016/j.ymssp.2010.07.017
Salam I, Tauqir A, UlHaq A, Khan AQ (1998) An air crash due to fatigue failure of a ball bearing. Eng Fail Anal 5(4):261–269. https://doi.org/10.1016/S1350-6307(98)00024-7
Tandon N, Choudhury A (1999) Review of vibration and acoustic measurement methods for the detection of defects in rolling element bearings. Tribol Int 32(8):469–480. https://doi.org/10.1016/S0301-679X(99)00077-8
Hassan Ali Y, Abd Rahman R, Raja Hamzah RI (2014) Acoustic emission signal analysis and artificial intelligence techniques in machine condition monitoring and fault diagnosis: a review. J Teknologi (Sci Eng) 69(2): 121–126. https://doi.org/10.11113/jt.v69.3121.
Rai A, Upadhyay SH (2016) A review on signal processing techniques utilized in the fault diagnosis of rolling element bearings. Tribol Int 96:289–306. https://doi.org/10.1016/j.triboint.2015.12.037
Kumar A, Kumar R (2019) Role of signal processing, modeling and decision making in the diagnosis of rolling element bearing defect: a review. J Nondestr Eval 38(1):1–29. https://doi.org/10.1007/s10921-018-0543-8
Patidar S, Soni P (2013) An overview on vibration analysis techniques for the diagnosis of rolling element bearing faults. Int J Eng Trends Technol (IJETT) 4(5): 1804–1809 [Online]. Available http://ijettjournal.org/archive/ijett-v4i5p97
Shah DS, Patel VN (2014) A review of dynamic modeling and fault identifications methods for rolling element bearing. Proc Technol 14:447–456. https://doi.org/10.1016/j.protcy.2014.08.057
Alshorman O, et al. (2017) A review of artificial intelligence methods for condition monitoring and fault diagnosis of rolling element bearings for induction motor. Shock Vib 4: 2085–2094. https://doi.org/10.1155/2020/8843759.
Gupta P, Pradhan MK (2017) Fault detection analysis in rolling element bearing: a review. Materi Today: Proc 4(2):2085–2094. https://doi.org/10.1016/j.matpr.2017.02.054
Hamadache M, Jung JH, Park J, Youn BD (2019) A comprehensive review of artificial intelligence-based approaches for rolling element bearing PHM: shallow and deep learning. JMST Adv 1(1–2):125–151. https://doi.org/10.1007/s42791-019-0016-y
El-Thalji I, Jantunen E (2015) A summary of fault modelling and predictive health monitoring of rolling element bearings. Mech Syst Signal Process 60:252–272. https://doi.org/10.1016/j.ymssp.2015.02.008
Malla C, Panigrahi I (2019) Review of condition monitoring of rolling element bearing using vibration analysis and other techniques. J Vib Eng Technol 7(4):407–414. https://doi.org/10.1007/s42417-019-00119-y
Cocconcelli M, Zimroz R, Rubini R, Bartelmus W (2012) STFT based approach for ball bearing fault detection in a varying speed motor. Cond Monit Mach Non-Station Oper: 41–50. https://doi.org/10.1007/978-3-642-28768-8_5.
Liu H, Li L,Ma J (2016) Rolling bearing fault diagnosis based on STFT-deep learning and sound signals. Shock Vib. https://doi.org/10.1155/2016/6127479
Gao H, Liang L, Chen X, Xu G (2015) Feature extraction and recognition for rolling element bearing fault utilizing short-time fourier transform and non-negative matrix factorization. Chin J Mech Eng (Engl Ed) 28(1):96–105. https://doi.org/10.3901/CJME.2014.1103.166
Lei Y, Lin J, He Z, Zuo MJ (2013) A review on empirical mode decomposition in fault diagnosis of rotating machinery. Mech Syst Signal Process 35(1–2):108–126. https://doi.org/10.1016/j.ymssp.2012.09.015
Jacek Dybała RZ (2014) Rolling bearing diagnosing method based on Empirical Mode Decomposition of machine vibration signal. Appl Acoust 77: 195–203 [Online]. https://doi.org/10.1016/j.apacoust.2013.09.001
Ben Ali J, Fnaiech N, Saidi L, Chebel-Morello B, Fnaiech F (2015) Application of empirical mode decomposition and artificial neural network for automatic bearing fault diagnosis based on vibration signals. Appl Acoust 89: 16–27. https://doi.org/10.1016/j.apacoust.2014.08.016
Osman S, Wang W (2019) A new hilbert-huang transform technique for fault detection in rolling element bearings. In: Predictive Maintenance in Dynamic Systems: Advanced Methods, Decision Support Tools and Real-World Applications, pp. 207–230. https://doi.org/10.1007/978-3-030-05645-2_7
Osman S, Wang W (2019) An hilbert–huang spectrum technique for fault detection in rolling element bearings. In: Proceedings—2018 international conference on sensing, diagnostics, prognostics, and control, SDPC 2018, pp. 549–554. https://doi.org/10.1109/SDPC.2018.8664864.
Cheng C et al (2020) A deep learning-based remaining useful life prediction approach for bearings. IEEE/ASME Trans Mech 25(3):1243–1254. https://doi.org/10.23919/CCC52363.2021.9549372
Jiang Y, Zhu H, Li Z (2016) A new compound faults detection method for rolling bearings based on empirical wavelet transform and chaotic oscillator. Chaos Sol Fract 89:8–19. https://doi.org/10.1016/j.chaos.2015.09.007
Chegini SN, Bagheri A, Najafi F (2019) Application of a new EWT-based denoising technique in bearing fault diagnosis. Measure J Int Measure Confed 144: 275–297. https://doi.org/10.1016/j.measurement.2019.05.049.
Zhang K, Tian W, Chen P, Ma C, Xu Y (2021) Sparsity-guided multi-scale empirical wavelet transform and its application in fault diagnosis of rolling bearings. J Braz Soc Mech Sci Eng 43(8):1–17
Yang H, Mathew J, Ma L (2005) Fault diagnosis of rolling element bearings using basis pursuit. Mech Syst Signal Process 19(2):341–356. https://doi.org/10.1016/j.ymssp.2004.03.008
Zhou Y, Chen J, Dong GM, Xiao WB, Wang ZY (2011) Wigner-Ville distribution based on cyclic spectral density and the application in rolling element bearings diagnosis. Proc Inst Mech Eng C J Mech Eng Sci 225(12):2831–2847. https://doi.org/10.1177/0954406211413215
Chen B, et al. (2019) Fault diagnosis method based on integration of RSSD and wavelet transform to rolling bearing. Measur J Int Measur Confed 131: 400–411. https://doi.org/10.1016/j.measurement.2018.07.043
Sun Q, Tang Y (2002) Singularity analysis using continuous wavelet transform for bearing fault diagnosis. Mech Syst Signal Process 16(6):1025–1041. https://doi.org/10.1006/mssp.2002.1474
Prabhakar S, Mohanty AR, Sekhar AS (2002) Application of discrete wavelet transform for detection of ball bearing race faults. Tribol Int 35(12):793–800. https://doi.org/10.1016/S0301-679X(02)00063-4
Wang Y, Xu G, Liang L, Jiang K (2015) Detection of weak transient signals based on wavelet packet transform and manifold learning for rolling element bearing fault diagnosis. Mech Syst Signal Process 54:259–276. https://doi.org/10.1016/j.ymssp.2014.09.002
Gougam F, Rahmoune C, Benazzouz D, Merainani B (2019) Bearing fault diagnosis based on feature extraction of empirical wavelet transform (EWT) and fuzzy logic system (FLS) under variable operating conditions. J Vibroeng 21(6):1636–1650. https://doi.org/10.21595/jve.2019.20092
Hemmati F, Orfali W, Gadala MS (2016) Roller bearing acoustic signature extraction by wavelet packet transform, applications in fault detection and size estimation. Appl Acoust 104:101–118. https://doi.org/10.1016/j.apacoust.2015.11.003
Paliwal D, Choudhur A, Govandhan T (2014) Identification of faults through wavelet transform vis-à-vis fast Fourier transform of noisy vibration signals emanated from defective rolling element bearings. Front Mech Eng 9(2):130–141. https://doi.org/10.1007/s11465-014-0298-6
Rohani Bastami A, Aasi A, Arghand HA, (2019) Estimation of remaining useful life of rolling element bearings using wavelet packet decomposition and artificial neural network. Iran J Sci Technol Transa Electrical Eng 43(s1): 233–245, 2019. https://doi.org/10.1007/s40998-018-0108-y.
Bouzida A, Touhami O, Ibtiouen R, Belouchrani A, Fadel M, Rezzoug A (2011) Fault diagnosis in industrial induction machines through discrete wavelet transform. IEEE Trans Ind Electron 58(9):4385–4395. https://doi.org/10.1109/TIE.2010.2095391
Peng ZK, Chu FL (2004) Application of the wavelet transform in machine condition monitoring and fault diagnostics: a review with bibliography. Mech Syst Signal Process 18(2):199–221. https://doi.org/10.1016/S0888-3270(03)00075-X
X. Tao et al. (2020) Bearings fault detection using wavelet transform and generalized Gaussian density modeling. Measure J Int Measur Confed 155(107557): 1–10. https://doi.org/10.1016/j.measurement.2020.107557.
Kumar HS, Srinivasa PP, Vijay GS, Rao RBKN (2014) Wavelet transform for bearing condition monitoring and fault diagnosis: a review. Int J Comadem 17(1):9–23
Yan R, Gao RX, Chen X (2014) Wavelets for fault diagnosis of rotary machines: a review with applications. Signal Process 96(PART A): 1–15. https://doi.org/10.1016/j.sigpro.2013.04.015
Hong H, Liang M (2009) Fault severity assessment for rolling element bearings using the Lempel–Ziv complexity and continuous wavelet transform. J Sound Vib 320(1–2):452–468. https://doi.org/10.1016/j.jsv.2008.07.011
Kankar PK, Sharma SC, Harsha SP (2011) Rolling element bearing fault diagnosis using autocorrelation and continuous wavelet transform. JVC/J Vib Control 17(14):2081–2094. https://doi.org/10.1177/1077546310395970
Djebala A, Ouelaa N, Hamzaoui N (2008) Detection of rolling bearing defects using discrete wavelet analysis. Meccanica 43(3):339–348. https://doi.org/10.1007/s11012-007-9098-y
Kumar R, Singh M (2013) Outer race defect width measurement in taper roller bearing using discrete wavelet transform of vibration signal. Measure J Int Measure Confederat 46(1): 537–545. https://doi.org/10.1016/j.measurement.2012.08.012.
Nikolaou NG, Antoniadis IA (2002) Rolling element bearing fault diagnosis using wavelet packets. NDT and E Int 35(3):197–205. https://doi.org/10.1016/S0963-8695(01)00044-5
Yan R, Gao RX (2005) An efficient approach to machine health diagnosis based on harmonic wavelet packet transform. Robot Comput Integrat Manufact 21(4–5):291–301. https://doi.org/10.1016/j.rcim.2004.10.005
Varanis M, Pederiva R (2018) Statements on wavelet packet energy–entropy signatures and filter influence in fault diagnosis of induction motor in non-stationary operations. J Braz Soc Mech Sci Eng. https://doi.org/10.1007/s40430-018-1025-8
Li G, Deng C, Wu J, Chen Z, Xu X (2020) rolling bearing fault diagnosis based on wavelet packet transform and convolutional neural network. Appl Sci 10(770):1–11. https://doi.org/10.1155/2020/6380486
Xiong S et al (2020) A novel end-to-end fault diagnosis approach for rolling bearings by integrating wavelet packet transform into convolutional neural network structures. Sens (Switz) 20(17):1–25. https://doi.org/10.3390/s20174965
Chauhan S, Singh M, Kumar Aggarwal A (2021) Bearing defect identification via evolutionary algorithm with adaptive wavelet mutation strategy. Measur J Int Measure Confed 179:1094450. https://doi.org/10.1016/j.measurement.2021.109445
Varanis M, Silva AL, Balthazar JM, Pederiva R (2021) A tutorial review on time-frequency analysis of non-stationary vibration signals with nonlinear dynamics applications. Braz J Phys 51(3):859–877. https://doi.org/10.1007/s13538-020-00842-y
Liu W, Chen W, Zhang Z (2020) A novel fault diagnosis approach for rolling bearing based on high-order synchrosqueezing transform and detrended fluctuation analysis. IEEE Access 8:12533–12541. https://doi.org/10.1109/ACCESS.2020.2965744
Cheng X, Wang A, Li Z, Yuan L, Xiao Y (2021) An enhanced version of second-order synchrosqueezing transform combined with time-frequency image texture features to detect faults in bearings. Shock Vib 2021:1–20. https://doi.org/10.1155/2021/5589825
Xin Y, Li S, Wang J (2019) A new fault feature extraction method for non-stationary signal based on advanced synchrosqueezing transform. J Vib Eng Technol 7(3):291–299. https://doi.org/10.1007/s42417-019-00111-6
Yu G, Lin T, Wang Z, Li Y (2021) Time-reassigned multisynchrosqueezing transform for bearing fault diagnosis of rotating machinery. IEEE Trans Ind Electron 68(2):1486–1496. https://doi.org/10.1109/TIE.2020.2970571
Fan X, Liang M, Yeap TH, Kind B (2007) A joint wavelet lifting and independent component analysis approach to fault detection of rolling element bearings. Smart Mater Struct 16(5):1973–1987. https://doi.org/10.1088/0964-1726/16/5/056
Li N, Zhou R, Zhao XZ (2011) Mechanical faulty signal denoising using a redundant non-linear second-generation wavelet transform. Proc Inst Mech Eng C J Mech Eng Sci 225(4):799–808. https://doi.org/10.1243/09544062JMES2410
Selesnick IW (2011) Wavelet transform with tunable Q-factor. IEEE Trans Signal Process 59(8):3560–3575. https://doi.org/10.1109/TSP.2011.2143711
Kumbhar SG, Sudhagar EP, Desavale RG (2020) An overview of dynamic modeling of rolling-element bearings. Noise Vib Worldwide. https://doi.org/10.1177/0957456520948279
Mishra C, Samantaray AK, Chakraborty G (2017) Ball bearing defect models: a study of simulated and experimental fault signatures. J Sound Vib 400:86–112. https://doi.org/10.1016/j.jsv.2017.04.010
Singh S, Howard CQ, Hansen CH, Kopke UG (2018) Analytical validation of an explicit finite element model of a rolling element bearing with a localized line spall. J Sound Vib 416:94–110
Gupta PK (1979) Dynamics of rolling element bearings Part I: cylindrical roller bearing analysis. ASME J Lubricat 101(3):293–304
Gupta PK (1979) Dynamics of rolling element bearings Part II: ball bearing analysis. ASME Journal of Lubrication 101(3):305–311
Gupta PK (1979) Dynamics of rolling element bearings Part III: ball bearing analysis. ASME J Lubrica 101(3):312–318
Gupta PK (1979) Dynamics of rolling element bearings Part IV: ball bearing results. ASME J Lubricat 101(3):319–326
Nan G, Tang M, Chen E, Yang A (2016) Nonlinear dynamic mechanism of rolling element bearings with an internal clearance in a rotor-bearing system. Adv Mech Eng 8(11):1–9. https://doi.org/10.1177/1687814016679588
Nazir MH, Khan ZA, Saeed A (2018) Experimental analysis and modelling of c-crack propagation in silicon nitride ball bearing element under rolling contact fatigue. Tribol Int 126(April):386–401. https://doi.org/10.1016/j.triboint.2018.04.030
Patil AP, Mishra BK, Harsha SP (2020) Vibration based modelling of acoustic emission of rolling element bearings. J Sound Vib 468(2020):115117. https://doi.org/10.1016/j.jsv.2019.115117
Liu J (2020) A dynamic modelling method of a rotor-roller bearing-housing system with a localized fault including the additional excitation zone. J Sound Vib 469(2020):115144. https://doi.org/10.1016/j.jsv.2019.115144
Su S, Cao H, Zhang Y (2021) Dynamic modeling and characteristics analysis of cylindrical roller bearing with the surface texture on raceways. Mech Syst Signal Process 158(2021):107709. https://doi.org/10.1016/j.ymssp.2021.107709
Liu J, Shi Z, Shao Y (2017) An analytical model to predict vibrations of a cylindrical roller bearing with a localized surface defect. Nonlinear Dyn 89(3):2085–2102. https://doi.org/10.1007/s11071-017-3571-5
Liu J, Xu Y, Shao Y (2018) Dynamic modelling of a rotor-bearinghousing system including a localized fault. Proc Inst Mech Eng Part K J Multi-body Dyn 232(3):385–397. https://doi.org/10.1177/1464419317738427
Liu J, Shao Y (2018) An improved analytical model for a lubricated roller bearing including a localized defect with different edge shapes. JVC/J Vib Control 24(17):3894–3907. https://doi.org/10.1177/1077546317716315
Moazen-ahmadi A, Howard CQ (2016) A defect size estimation method based on operational speed and path of rolling elements in defective bearings. J Sound Vib 385:138–148. https://doi.org/10.1016/j.jsv.2016.09.014
Moazen Ahmadi A, Petersen D, Howard C (2015) A nonlinear dynamic vibration model of defective bearings - The importance of modelling the finite size of rolling elements. Mech Syst Signal Process 52–53(1): 309–326, 2015. https://doi.org/10.1016/j.ymssp.2014.06.006.
Selesnick IW (2011) Sparse signal representations using the tunable Q-factor wavelet transform. Wavelets Sparsity XIV 8138:81381U. https://doi.org/10.1117/12.894280
Zhang D, Yu D (2017) Multi-fault diagnosis of gearbox based on resonance-based signal sparse decomposition and comb filter. Measur J Int Measur Confed 103:361–369. https://doi.org/10.1016/j.measurement.2017.03.006
He W, Zi Y, Chen B, Wu F, He Z (2015) Automatic fault feature extraction of mechanical anomaly on induction motor bearing using ensemble super-wavelet transform. Mech Syst Signal Process 54:457–480. https://doi.org/10.1016/j.ymssp.2014.09.007
Chen H, Yan J, Junejo NUR, Qi J, Sun H (2018) Sparse representation based on tunable q-factor wavelet transform for whale click and whistle extraction. Shock Vib. https://doi.org/10.1155/2018/2153506.
Selesnick I (2011) TQWT toolbox guide. In: Electrical and Computer Engineering, Polytechnic Institute of New York University. http://eeweb.poly.edu.iselesni/TQWT/index.html
Ding B, Tong C, Xin W, Wang S, Chen X (2015) Sparsity-enabled denoising method based on tunable Q-factor wavelet transform for bearing fault diagnosis. Taylor & Francis, London
Kumar A, Prakash A, Kumar R (2016) Tunable Q-factor wavelet transform for extraction of weak bursts in the vibration signal of an angular contact bearing. Procedia Technol 25:838–845. https://doi.org/10.1016/j.protcy.2016.08.188
Gu X, Yang S, Liu Y (2018) Redundant Fault Feature Extraction of Rolling Element Bearing Using Tunable Q-Factor Wavelet Transform. Proceedings—2018 Prognostics and System Health Management Conference, PHM-Chongqing 2018, vol. 1, pp. 948–952, 2019. https://doi.org/10.1109/PHM-Chongqing.2018.00169
Xiang W, Cai G, Fan W, Huang W, Shang L, Zhu Z (2014) The research of the transient feature extraction by resonance-based method using double-TQWT. In: Lecture Notes in Computer Science (including subseries Lecture Notes in Artificial Intelligence and Lecture Notes in Bioinformatics), vol. 8588 LNCS, no. 2, pp. 684–692. https://doi.org/10.1007/978-3-319-09333-8_74.
Kong Y, Wang TY, Chu FL (2018) Adaptive TQWT filter based feature extraction method and its application to detection of repetitive transients. Sci China Technol Sci 61:1–19. https://doi.org/10.1007/s11431-017-9246-x
Ding J, Zhou J, Yin Y (2019) Fault detection and diagnosis of a wheelset-bearing system using a multi-Q-factor and multi-level tunable Q-factor wavelet transform. Measur J Int Measure Confed 143: 112–124. https://doi.org/10.1016/j.measurement.2019.05.006
Chen L, Yang J (2019) Early fault detection model for rolling bearing based on an iterative tunable q-factor wavelet transform. Vibroeng Proc 22(ICNERR): 41–46. https://doi.org/10.21595/vp.2019.20609.
Hu Y, Zhou Q, Gao J, Li J, Xu Y (2012) Compound fault diagnosis of rolling bearings based on improved tunable Q-factor wavelet transform. Measure Sci Technol. https://doi.org/10.1088/1361-6501/abf25e.
Luo J, Yu D, Liang M (2013) A kurtosis-guided adaptive demodulation technique for bearing fault detection based on tunable-Q wavelet transform. Measur Sci Technol. https://doi.org/10.1088/0957-0233/24/5/055009.
He W, Zi Y, Chen B, Wang S, He Z (2013) Tunable Q-factor wavelet transform denoising with neighboring coefficients and its application to rotating machinery fault diagnosis. SCIENCE CHINA Technol Sci 56(8):1956–1965. https://doi.org/10.1007/s11431-013-5271-9
Cai TT, Wilverman BW (2001) Incorporating information on neighboring coefficients into wavelet estimation. Sankhya: Indian J Stat 63(B): 127–148
Wang H, Chen J, Dong G (2014) Feature extraction of rolling bearing’s early weak fault based on EEMD and tunable Q-factor wavelet transform. Mech Syst Signal Process 48(1–2):103–119. https://doi.org/10.1016/j.ymssp.2014.04.006
Wu Z, Huang NE (2009) Ensemble empirical mode decomposition: a noise-assited data analysis method. Adv Adapt Data Anal 1(1):1–41
He W, Zi Y (2014) Sparsity-assisted signal representation for rotating machinery fault diagnosis using the tunable Q-factor wavelet transform with overlapping group shrinkage. Int Conf Wavelet Anal Pattern Recogn 2014: 18–23. https://doi.org/10.1109/ICWAPR.2014.6961284.
Chen P-Y, Selesnick IW (2012) Overlapping group shrinkage/thresholding and denoising: 1–12
Yang HR, Zhang C, Ding DW, Wei S (2011) The theory of compressed sensing and reconstruction algorithm. Tien Tzu Hsueh Pao/Acta Electronica Sinica 39(1):142–148
Tang G, Yang Q, Wang HQ, Luo GG, Ma JW (2015) Sparse classification of rotating machinery faults based on compressive sensing strategy. Mechatronics 31:60–67. https://doi.org/10.1016/j.mechatronics.2015.04.006
Wang H, Ke Y, Luo G, Tang G (2016) Compressive sensing of roller bearing fault using tunable Q-factor wavelet transform. In: Conference Record—IEEE Instrumentation and Measurement Technology Conference, vol. 2016-July, no. 51405012. https://doi.org/10.1109/I2MTC.2016.7520336
Li, Q, Liang SY (2017) Incipient multi-fault diagnosis of rolling bearing using improved TQWT and sparse representation approach. In: 2017 IEEE 2nd International Conference on Signal and Image Processing, ICSIP 2017, vol. 2017-Janua, pp. 446–450. https://doi.org/10.1109/SIPROCESS.2017.8124581.
Mallat SG, Zhang Z (1993) Matching pursuits with time-frequency dictionaries. IEEE Trans Signal Process 41(12):3397–3415. https://doi.org/10.1109/78.258082
Li Y, Liang X, Xu M, Huang W (2016) Early fault feature extraction of rolling bearing based on ICD and tunable Q-factor wavelet transform. Mech Syst Signal Process 86:204–223. https://doi.org/10.1016/j.ymssp.2016.10.013
Li Y, Xu M, Wei Y, Huang W (2015) Rotating machine fault diagnosis based on intrinsic characteristic-scale decomposition. Mech Mach Theory 94:9–27. https://doi.org/10.1016/j.mechmachtheory.2015.08.001
Li Q, Liang SY (2018) Bearing incipient fault diagnosis based upon maximal spectral kurtosis TQWT and group sparsity total variation denoising approach. J Vibroeng 20(3):1409–1424. https://doi.org/10.21595/jve.2017.18803
Selesnick IW, Chen PY (2013) Total variation denoising with overlapping group sparsity. In: IEEE International Conference on Acoustics, Speech and Signal Processing, pp. 5696–5700. https://doi.org/10.1109/ICASSP.2013.6638755.
Chen P, Selesnick IW (2014) Group-sparse signal denoising : non-convex regulization, convex optimization. IEEE Trans Signal Process 62(13):3464–3478
Selesnick I (2017) Total variation denoising via the moreau envelope. IEEE Signal Process Lett 24(2):216–220
Li Q, Hu W, Peng E, Liang SY (2018) Multichannel signals reconstruction based on tunable q-factor wavelet transform-morphological component analysis and sparse bayesian iteration for rotating machines. Entropy 20(263):1–20
Du NT, Dien NP, Ngoc PM (2019) Application of TQWT denoising and spectral envelope in early fault detection of rolling element bearings. In: The 5th International Conference on Engineering Mechanics and Automation (ICEMA-5), pp. 338–343
Li J, Wang H, Song L (2020) A novel sparse feature extraction method based on sparse signal via dual-channel self-adaptive TQWT. Chin J Aeronaut. https://doi.org/10.1016/j.cja.2020.06.013.
Fan W, Xue H, Yi C, Xu Z (2020) TQWT-assisted statistical process control method for condition monitoring and fault diagnosis of bearings in high-speed rail. Proc Inst Mech Eng Part O J Risk Reliab. https://doi.org/10.1177/1748006X20958321
Zhang N, Wu L, Yang J, Guan Y (2018) Naive bayes bearing fault diagnosis based on enhanced independence of data. Sens (Switz) 18(2):1–17. https://doi.org/10.3390/s18020463
Muralidharan V, Sugumaran V (2012) A comparative study of Naïve Bayes classifier and Bayes net classifier for fault diagnosis of monoblock centrifugal pump using wavelet analysis. Appl Soft Comput J 12(8):2023–2029. https://doi.org/10.1016/j.asoc.2012.03.021
Bharath I, Devendiran S, Reddy DM, Mathew AT (2018) Bearing condition monitoring using tunable Q-factor wavelet transform, spectral features and classification algorithm. Mater Today Proc 5(5):11476–11490. https://doi.org/10.1016/j.matpr.2018.02.115
Zhao Z, Chen X, Ding B, Wu S (2017) TQWT-based multi-scale dictionary learning for rotating machinery fault diagnosis. IEEE International Conference on Automation Science and Engineering, pp. 554–559. https://doi.org/10.1109/COASE.2017.8256162.
Aharon M, Elad M, Bruckstein A (2006) K-SVD: An algorithm for designing overcomplete dictionaries for sparse representation. IEEE Trans Signal Process 54(11):4311–4322. https://doi.org/10.1109/TSP.2006.881199
Yu F, Zhou F (2016) Classification of machinery vibration signals based on group sparse representation. J Vibroeng 18(3):1540–1554. https://doi.org/10.21595/jve.2015.16459
Guo C, Liu Y, Yu F (2020) Compound fault diagnosis of rolling bearing based on tunable Q-factor wavelet transform and sparse representation classification. In: Proceedings of the 32nd Chinese Control and Decision Conference, CCDC 2020, pp. 4695–4699
Liu R, Yang B, Zio E, Chen X (2018) Artificial intelligence for fault diagnosis of rotating machinery: a review. Mech Syst Signal Process 108:33–47. https://doi.org/10.1016/j.ymssp.2018.02.016
Kennedy J, Eberhart R (1995) particle swarm optimization. In: ICNN’95—International Conference on Neural Networks, pp. 1942–1948. https://doi.org/10.1109/icnn.1995.488968.
Yi C, Lv Y, Dang Z (2016) A fault diagnosis scheme for rolling bearing based on particle swarm optimization in variational mode decomposition. Shock Vib. https://doi.org/10.1155/2016/9372691.
Samanta B, Al-Balushi KR, Al-Araimi SA (2006) Artificial neural networks and genetic algorithm for bearing fault detection. Soft Comput 10(3):264–271. https://doi.org/10.1007/s00500-005-0481-0
Zadeh LA (1965) Fuzzy sets. Inf Control 8:338–353. https://doi.org/10.1061/9780784413616.194
Islam MdS, Chong U (2019) Fault detection and severity classification based on adaptive filter and fuzzy logic. SN Appl Sci 1(12):1–9. https://doi.org/10.1007/s42452-019-1680-0
Engelbrecht AP (2007) Computational intelligence: an introduction, Second Edi. John Wiley & Sons Ltd
Ma P, Zhang H, Fan W, Wang C (2019) Early fault diagnosis of bearing based on frequency band extraction and improved tunable Q-factor wavelet transform. Measure J Int Measure Confed 137: 189–202. https://doi.org/10.1016/j.measurement.2019.01.036.
Zhao J, Zhang Y, Chen Q (2020) Rolling bearing fault feature extraction based on adaptive tunable q-factor wavelet transform and spectral kurtosis. Shock Vib. https://doi.org/10.1155/2020/8875179.
Alpaydin E (2016) Machine Learning: The New AI. The MIT Press
Hastie T, Tibshirani R, Friedman J (2008) The elements of statistical learning: data mining, inference, and prediction, Second Edii. Springer Series in Statistics
Prosvirin A, Kim JY, Kim JM (2018) Bearing fault diagnosis based on convolutional neural networks with kurtogram representation of acoustic emission signals. Adv Comput Sci Ubiquit Comput 474:21–26. https://doi.org/10.1007/978-981-10-7605-3_4
Cortes C, Vapnic V (1995) Support-vector networks. Mach Learn 20(1):273–297. https://doi.org/10.1109/64.163674
Mitchell TM (1997) Machine Learning. McGraw-Hill Science/Engineering/Math
Peng Y, Flach PA, Brazdil P, Soares C (2002) Decision tree-based data characterization for meta-learning. In: 2nd Int. Work. Integr. Collab. Asp. Data Mining, Decis. Support Meta-Learning, IDDM’ 02, pp. 111–122. https://doi.org/10.1016/s1088-467x(99)00020-7
Dovedi T, Upadhyay R (2018) Bearing fault diagnosis using TQWT based Entropy features. In: 2018 3rd IEEE International Conference on Recent Trends in Electronics, Information and Communication Technology, RTEICT 2018 - Proceedings, pp. 1061–1065. https://doi.org/10.1109/RTEICT42901.2018.9012389.
Upadhyay N, Kankar PK (2018) Diagnosis of bearing defects using tunable Q-wavelet transform. J Mech Sci Technol 32(2):549–558. https://doi.org/10.1007/s12206-018-0102-8
Hou L, Li Z (2020) Fault diagnosis of rolling bearing based on tunable q- factor wavelet transform and convolutional neural network. Int J Online Biomed Eng 16(2):47–61. https://doi.org/10.1088/1757-899X/768/5/052065
Jiang H, Li X, Shao H, Zhao K (2018) Intelligent fault diagnosis of rolling bearings using an improved deep recurrent neural network. Measure Sci Technol. https://doi.org/10.1088/1361-6501/aab945
Sohaib M, Kim CH, Kim JM (2017) A hybrid feature model and deep-learning-based bearing fault diagnosis. Sens (Switz) 17(2876):1–16. https://doi.org/10.3390/s17122876
Sun J, Yan C, Wen J (2017) Intelligent bearing fault diagnosis method combining compressed data acquisition and deep learning. IEEE Trans Instrum Meas 67(1):185–195. https://doi.org/10.1109/TIM.2017.2759418
Hinton GE (2009) Deep belief networks. Scholarpedia 4(5)
Xu F, Tse PW (2019) Combined deep belief network in deep learning with affinity propagation clustering algorithm for roller bearings fault diagnosis without data label. J Vib Control 25(2):473–482. https://doi.org/10.1177/1077546318783886
Liu G, Bao H, Han B (2018) A stacked autoencoder-based deep neural network for achieving gearbox fault diagnosis. Math Probl Eng 2018:1–10. https://doi.org/10.1155/2018/5105709
Sun M, Wang H, Liu P, Huang S, Fan P (2019)A sparse stacked denoising autoencoder with optimized transfer learning applied to the fault diagnosis of rolling bearings. Measure J Int Measure Confed 146: 305–314. https://doi.org/10.1016/j.measurement.2019.06.029
Janssens O et al (2016) Convolutional neural network based fault detection for rotating machinery. J Sound Vib 377:331–345. https://doi.org/10.1016/j.jsv.2016.05.027
Zhu R, Tu X, Xiangji Huang J (2020) Deep learning on information retrieval and its applications. In: Deep Learning for Data Analytics, Elsevier, pp. 125–153. https://doi.org/10.1016/b978-0-12-819764-6.00008-9
Liu H, Zhou J, Zheng Y, Jiang W, Zhang Y (2018) Fault diagnosis of rolling bearings with recurrent neural network-based autoencoders. ISA Trans 77:167–178. https://doi.org/10.1016/j.isatra.2018.04.005
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Anwarsha, A., Narendiranath Babu, T. A Review on the Role of Tunable Q-Factor Wavelet Transform in Fault Diagnosis of Rolling Element Bearings. J. Vib. Eng. Technol. 10, 1793–1808 (2022). https://doi.org/10.1007/s42417-022-00484-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42417-022-00484-1