
Abstract
This article describes a multi-echelon supply chain model with three supply chain players under neutrosophic fuzzy demand. By accurately forecasting customer demand and aligning inventory levels accordingly, companies can minimize excess inventory and reduce the need for additional production, transportation, and storage. This optimization helps to prevent unnecessary carbon emissions associated with the production, transportation, and warehousing of excess inventory. In order to maintain sustainability, carbon emission is controlled under each stage of the player. The production rate of the semi-finished as well as finished product is considered variable to maintain the flexibility of the manufacturing process. In addition, quality control is incorporated to improve the quality of the product manufactured and, furthermore, ensure that the products meet customer expectations and specifications. By reducing product failures and defects, customer satisfaction is improved, which leads to fewer returns, exchanges, and customer complaints. This reduces the environmental impact of reverse logistics and disposal of returned or defective goods. Also, the solution technique is carried over using the analytical methodology to prove the convexity of the objective function. The numerical verification is done to suit the proposed model with realistic cases. The sensitivity analysis is performed to show the effects of constant parameters. At last, managerial insights and some conclusions are given to address the exact outcome and identify measures to make better decisions.
Graphical abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The multi-echelon strategy is one of the most cost-effective ways to manage inventories across multi-level supply chains. Rather than treating each warehouse as a distinct entity, this strategy takes a birds-eye perspective of the entire network and optimizes overall inventory. Each consumer has different demands in today’s complex, multi-channel supply chains. As a result, The importance of network adaptability is more crucial than ever. Multi-echelon allows us to create a better inventory situation by treating lead times as an adjustable variable rather than a bottleneck within the supply chain. Sustainable supply chain practices can significantly reduce operations’ environmental footprint. By minimizing waste generation, optimizing transportation routes, and assuming eco-friendly packaging materials, companies can reduce greenhouse gas emissions, conserve natural resources, and protect ecosystems. Therefore, several researchers are analyzing the multi-echelon supply chain system. Sarkar et al. (2016) have considered a three-tier supply chain model with a variable transportation process. Sarkar et al. (2018) examined a manufacturing model with several objectives of energy, finance, and greenhouse gas emissions under green supply chain management. Sarkar et al. (2019) used a meta-heuristic approach to assess the best product delivery strategies for suppliers and vendors in a limited closed-loop supply chain for returnable transport packaging. Giri and Masanta (2020) developed a supply chain model with price and quality-dependent demand and learning in production in a stochastic environment. Sarkar et al. (2020) developed a three-echelon supply chain with a cooperative advertising collaboration policy under a fuzzy environment. Giri and Masanta (2020) developed the closed-loop inventory model with a three-tier supply chain in a quality-dependent demand. Karthick and Uthayakumar (2021b) analyzed a multi-echelon supply chain model with delayed payment and shipment. Xu et al. (2022) evaluated the inventory model using two dual-channel buyers who sold alternative items to customers on both online and offline platforms.
To promote sustainability in a multi-echelon supply chain system, companies can take various steps, including fostering collaboration with suppliers, customers, and other stakeholders to develop shared sustainability goals and initiatives. Supply chain players must transparently communicate sustainability performance and progress throughout the supply chain. Companies that proactively embrace sustainable practices may develop new technologies, products, or business models that resonate with the market, gaining a competitive edge over less sustainable competitors. The world’s fastest-growing domestic waste source is electronic waste or E-waste. The Global E-waste Statistics Partnership (GESP) estimates that 53.6 million tonnes of E-waste were produced worldwide in 2019, an increase of \(21\%\) in just five years. The amount of electronic garbage generated each year may reach 120 million tonnes by 2050. The use of computers, mobile phones, and other electronics is expected to grow along with it, and older technology is expected to become outdated as a result. Presently, only \(17.4\%\) of it is recycled ethically, with the remainder being illegally disposed of, primarily in low- or middle-income nations where it is recycled by unpaid employees. It is hazardous, complicated, and expensive to safely dispose of E-waste. Dey et al. (2019) develops an environmentally friendly integrated inventory system to maximise profit with a manageable lead time, discontinuous setup cost reduction, and eco-efficiency. Karthick and Uthayakumar (2022a) tested the influence of carbon reduction and quality improvement in the context of supply chain performance. Das et al. (2020) believes that focusing on the carbon footprint would not result in a truly sustainable supply chain. Karthick and Uthayakumar (2021a) developed an improper production inventory model with energy consumption and greenhouses gas emission. Sarkar et al. (2021) and Sarkar et al. (2021) analyzed the effects of carbon emission with production quality improvement under a sustainable supply chain.
At each level of the network, availability is often high since each node is under pressure to deliver to the next level on time. However, because the necessity for availability is not consistent at every level, there is the possibility of stock shifting. Many organizations choose to hold goods in central, regional, and local distribution centres to assure item availability and provide consumers with fast delivery times. Various risks within supply chains, such as fluctuating demand, result in inventory managers storing safety stock to ensure availability. However, by retaining high amounts of stock to protect the network from uncertainty, enterprises frequently have a large number of superfluous inventories, which can have a significant impact on the profit margin. In an uncertain context, Yao et al. (2003) analyses the price and inventory difficulties of two mutually complimentary items with safety stocks. Sarkar et al. (2015) developed the continuous-review inventory model, which includes backorder and improvement in quality, service level limitations, and setup cost reduction.
Quality products contribute to consumer satisfaction and loyalty while lowering the risk and cost of replacing faulty goods. Accreditation with a recognised quality standard can help businesses establish a reputation for quality. Quality is a key differentiator in a crowded market. It is the reason that Apple can price its iPhone higher than any other mobile phone in the industry because the company has established a long history of delivering superior products. Certified quality control systems are critical to meeting such criteria. Certification can also assist you in gaining new clients or entering new markets by providing prospects with independent certification of your company’s capacity to deliver high-quality items. Costs increase as a result of poor quality. If a system for quality control is not in place, the expense of analysing nonconforming goods or services to find the main reasons and retesting items after reworking them may be incurred. De Giovanni and Zaccour (2019) examines these two pricing regimes using two frameworks: passive and active return. Rizky et al. (2021) examines the effect of limiting lead time and capital investment on setup costs.
Uncertainty can arise from either increased volatility in the economic conditions of a company’s suppliers or increased unpredictability in the conditions of its clients. Upstream uncertainty refers to provider instability, whereas downstream uncertainty refers to customer-level instability. Uncertainty in supply networks involves changes in fulfilment and profitability as a result of unexpected situations, as well as how difficult it is to make judgements when there is no ambiguity in the supply chain, which means there are no ways to determine its state and influence. Nonlinear programming problems require well-defined data containing high-cost information, but in real-world situations, the accuracy of the data is largely misleading and this affects the optimal solution of nonlinear programming problems. Uncertain and vague data cannot be handled by distributions of probability. To accommodate ambiguous and vague data, Zadeh (1965) introduced fuzzy sets. But the fuzzy set does not efficiently represent vague and imprecise information because it only considers the function of truthfulness Zimmermann (1987). Chang et al. (2004) analyzed the integrated supply chain model with variable lead-time under triangular fuzzy numbers. Chang (2004) analyzed the imperfect production inventory model in a fuzzy context using the signed distance defuzzification method. Lin (2008) developed a periodic review inventory model involving fuzzy expected demand short and fuzzy backorder rate. Mula et al. (2010) investigated the effectiveness of a fuzzy mathematical programming approach for supply chain production planning with fuzzy demand. Nagar et al. (2014) developed an integrated supply chain model for new products that take into account imprecise production and supply, as well as scenario-dependent fuzzy random demand. Kumar and Goswami (2015) presents an Economic Production Quantity (EPQ) model that takes into account learning considerations, imperfect production, and partial backlogging in a fuzzy random environment. Supakar and Mahato (2018) studied the fuzzy-stochastic inventory model with deterministic demand. Tayyab and Sarkar (2021) studied a sustainable supply chain model in a fuzzy environment.
After that, Atanassov (1986) established the notion of an intuitionistic fuzzy set to deal with unclear and imprecise information by taking both the truth and falsity function into account. Yet, intuitionistic fuzzy sets do not accurately imitate the human decision-making process. Karthick and Uthayakumar (2022a) investigated the decision-making process for the intuitionistic fuzzy inventory model concerning greenhouse gas emissions. Because making the right decision is a matter of organising and explaining facts, Broumi et al. (2016) and Broumi et al. (2016) proposed the notion of neutrosophic set theory to deal with ambiguous, imprecise, and inconsistent data. Neutrosophic set theory replicates human decision-making by taking into account all components of decision-making Deli and Şubaş (2017). The neutrosophic set popularized fuzzy and intuitionistic fuzzy sets; each element of the set has a membership function for truth, indeterminacy, and falsehood. As a result, the neutrosophic set can swiftly and effectively ingest erroneous, ambiguous, and emotionally unstable information. A nonlinear programming problem is one in which at least one parameter is represented by a neutrosophic number as a result of imprecise, inconsistent, or unclear information.

Three echelon supply chain model involving production, quality control, and carbon emission
Research Gaps/Novelty of the Model
A summary of the existing works provided in “Introduction” section and important research gaps are identified in the following Table 1. Some of the significant research gaps among the identified ones are listed below:
-
1.
In most of the existing works, there is a lack of inventory study on the stock-out period/lead time. In such stock-out periods, there are many situations where lost sales may occur and such models have not yet been analyzed in a detailed manner. So, in this study, the backorder strategy has been incorporated to handle such situations.
-
2.
Inspecting and finding a defective product at the final stage leads to the loss of production cost. If one can find the defective product at the initial stage, then such loss can be avoided. In order to overcome such a drawback, three types of inspection processes have been done for the first time in the three-echelon supply chain model to ensure error-free products at the final stage.
-
3.
Many inventory models have included carbon emission tax by presuming it to be a constant. However, it is impossible to estimate the amount of carbon dioxide that is released precisely, suggesting that such a tax cannot always be constant. The carbon emission tax has been taken into account as both a constant and a variable in this model.
-
4.
Traditional inventory models frequently rely on precise and definite data, which might not fully reflect actual circumstances. Neutrosophic triangular fuzzy numbers are a particular type of neutrosophic representation that is used to deal with ambiguity and uncertainty. It makes it possible for information like demand patterns, lead times, and inventory levels to be represented in a more flexible manner. Decision-makers are able to make more reliable and flexible decisions by including these numbers in the three-echelon sustainable inventory model.
Graphical Representation of the Proposed Model
The outline of the proposed supply chain model is graphically presented in Fig. 1.
-
1.
Initially, the supplier/producer receives the raw materials and converts that into semi-finished goods/products. In the first stage, the producer carries out three important tasks namely, holding the received raw materials followed by the production process in which the carbon dioxide gas has been emitted, and then holding the resultant semi-finished products. So the producer has to handle two stocking areas.
-
2.
In the second stage, the semi-finished products have been shipped to the vendor. During this shipment, there will be carbon emissions due to transportation. In this stage also, the vendor undergoes the same tasks as done by the producer and as a result, the vendor converts the semi-finished products into finished products. Moreover, the vendor intents to control the quality of the finished products via three types of inspection namely, pre-production, inline, and final.
-
3.
Now, at the final stage, the finished product has been shipped to the buyer and similar to the second stage, the emission of carbon dioxide gas occurs due to transportation. Here, distinct from the previous two stages, the buyer maintains only one inventory system to hold the finished products. Further, in order to reduce the lost sale during the stock-out periods, the backorder strategy has been implemented by the buyer.
Sustainability Aspects of the Proposed Model
Inventory management of this model plays a crucial role in enhancing the sustainability of a three-echelon supply chain in several ways:
-
1.
Effective inventory management guarantees that stock levels are optimised, reducing the chance of overstocking or stockouts. Businesses may cut waste, such as the disposal of out-of-date or expired goods, by eliminating extra inventory. This reduces the negative environmental effects of waste emergence and disposal.
-
2.
Transportation operations in the supply chain are immediately impacted by inventory management. The demand for emergency shipments or accelerated transportation, which are frequently inefficient and increase carbon emissions, may be reduced by businesses by keeping optimal stock levels. Reduced fuel use and emissions are the results of improved load consolidation, route optimization, and transportation planning, all of which are made possible by effective inventory management.
-
3.
Inventory control can assist with sustainable sourcing techniques. Businesses can find possibilities to get materials or goods from suppliers who follow sustainable and environmentally friendly practices by regularly monitoring inventory levels. Working with suppliers who prioritise ethical hiring procedures, sustainable manufacturing techniques, and responsible sourcing is one way to ensure the supply chain’s overall sustainability.
-
4.
Information exchange and teamwork are essential for efficient inventory management across the supply chain. Businesses can participate in collaborative initiatives to optimise inventory levels, eliminate waste, and enhance sustainability practices by forging tighter ties with suppliers and consumers. The cooperation makes it possible to share information and insights that might improve decision-making, such as demand forecasting accuracy, lowering the possibility of having too much inventory and the resulting negative effects on the environment.
Broadly, by implementing robust inventory management practices, companies can improve the sustainability of their three-echelon supply chain by reducing waste, improving resource use, reducing carbon emissions, promoting sustainable sourcing, and fostering collaboration among supply chain partners.
Structure of the Article
The rest of the paper has been comprised as follows: “Pre-Requisites” section contains the preliminary definitions of neutrosophic fuzzy sets. In “Notations and its Description” section, notations and assumptions are given to develop the model. In “Fuzzy Model Development” section, mathematical formulations of three supply chain players are discussed under a fuzzy environment. A solution technique for finding optimal solutions through analytical optimization is developed in “Solution Technique” section. In “NumericalAnalysis” section, two numerical examples and result comparisons are incorporated to validate this model. Managerial implications have been provided in “Managerial Insights” section. Finally, the conclusion and future directions are given in “Conclusion” section.
Pre-Requisites
In order to deal with uncertain parameters in the proposed models, this section provides some fundamental concepts of fuzzy logic.
Definition 2.1
(Single valued neutrosophic set) Let \(\mathcal {N}\) be the neutrosophic set in the universe of disclosure X and it is characterized by the truth \(f_T\), indeterminacy \(f_I\) and falsity \(f_F\) membership functions.
Definition 2.2
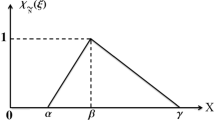
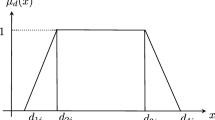
(Neutrosophic triangular fuzzy number) Let A be the neutrosophic triangular number \(A\!=\!\langle (\psi _{TNF_{1}}, \psi _{TNF_{2}}, \psi _{TNF_{3}}); k_1, k_2, k_3\rangle \) is a neutrosophic set on \(\mathbb {R},\) whose truth, indeterminacy and falsity membership function as follows:
In addition, the neutrosophic triangular number is denoted as
Notations and its Description
In this research, we construct a mathematical model employing the notations and assumptions stated below.
Decision Variables
- Q:
-
Ordering quantity
- B:
-
Back-order quantity
- m:
-
Multiple of the vendor’s cycle time
- n:
-
Multiple of buyer’s cycle time
- \(\gamma \):
-
Probability that the production process may go out-of-control
- \(\beta _{1}\):
-
The range of raw material shipments that the producer will accept throughout a cycle
- \(\beta _{2}\):
-
The range of unfinished product shipments that the vendor accepts in a cycle
Parameters
Producer’s Parameters
- \(Q_{s}\):
-
Lot size of producer (units).
- \(O_{s}\):
-
Ordering cost per order ($/order).
- \(G_{s}\):
-
Shipment size, \(G_{s} = \frac{Q_{s}}{\beta _{1}}\) (units).
- \(A_{s}\):
-
Setup cost per setup ($/setup).
- \(h_{s1}\):
-
Holding cost for raw materials per unit time ($/unit/year).
- \(h_{s}\):
-
Holding cost for producer’s finished products and vendor’s raw materials per unit time ($/unit/time).
- \(P_{s}\):
-
Production rate of unfinished products (units/year).
- \(C_{fcs}\):
-
Fixed carbon emission cost ($/shipment/year).
- \(C_{vcs}\):
-
Variable carbon emission cost ($/unit/year).
- \(S_{trans}\):
-
Fixed transportation cost ($/shipment).
- \(C_{praw}\):
-
Production cost of the producer ($/unit).
- V:
-
Variable transportation cost ($/unit).
Vendor’s Parameters
- \(Q_{m}\):
-
Lot size of vendor (units).
- \(G_{m}\):
-
Shipment size received, \(G_{m}=\frac{Q_{m}}{\beta _{2}}\) (units).
- \(O_{m}\):
-
Ordering cost per order ($/order).
- \(A_{m}\):
-
Setup cost per setup ($/setup).
- \(h_{m}\):
-
Holding cost for finished products per unit time ($/unit/year).
- \(P_{m}\):
-
Production rate (units/year).
- \(C_{fm}\):
-
Production cost of the vendor ($/unit).
- \(C_{fcm}\):
-
Fixed carbon emission cost ($/shipment/year).
- \(C_{vcm}\):
-
Variable carbon emission cost ($/unit/year).
- \(C_{PIns}\):
-
Pre-production inspection cost ($/delivery).
- \(C_{IIns}\):
-
Inline inspection cost ($/unit inspected item).
- \(C_{FIns}\):
-
Final inspection cost ($/production lot).
- y:
-
The cost of replacing a defective product per unit ($/unit).
- l:
-
Investment for quality improvement ($).
- \(B_{n}\):
-
Scaling parameter for quality improvement.
- \(\gamma _{0}\):
-
Initial probability of shifting out-of-control state from in-control state.
- \(V_{trans}\):
-
Fixed transportation cost ($/shipment)
- V:
-
Variable transportation cost ($/unit).
Buyer’s Parameter
- \(O_{b}\):
-
Ordering cost ($/order).
- \(h_{b}\):
-
Holding cost per unit time ($/unit/year).
- D:
-
Demand rate (unit/year).
- \(\widetilde{D}\):
-
Fuzzy demand rate (unit/year).
- \(\pi _{b}\):
-
Back-ordering cost ($/unit)
- \(M_{c}\):
-
Maintenance cost ($/unit)
Assumptions
-
1.
This study investigates a three-tier supply chain model where one producer, vendor, and buyer each supply a single product.
-
2.
When the inventory level hits the reorder level, replenishment occurs in accordance with the buyer’s continuous review method.
-
3.
Backordering is allowed in case of shortages.
-
4.
The production rate is higher than the demand rate.
-
5.
The replenishment rate is instantaneous and the lead time is zero.
-
6.
Inspection process is strongly done by the vendor before dispatching every shipment to the buyer.

Producer’s core material inventory

Producer’s semi-finished goods inventory
Fuzzy Model Development
This paper considers the three-level supply chain model which involves three different players namely, producer, vendor, and buyer. The objective functions of the three players in the supply chain are described in the following:
Producer’s Objective
The producer is a partner of the three-level supply chain, in which he/she supplies the raw materials to the vendor. In the first step, the producer orders the core items to their core-item supplier and holds the received items for the production of raw materials. Therefore, the ordering cost for the core-item is \(\frac{(\psi _{D_{1}}, \psi _{D_{2}}, \psi _{D_{3}})(\psi ^{'}_{D_{1}}, \psi _{D_{2}}, \psi ^{'}_{D_{3}})(\psi ^{''}_{D_{1}}, \psi _{D_{2}}, \psi ^{''}_{D_{3}})O_{s} \beta _{1}}{m n Q}\) and and holding inventory area of core items is
and the inventory level is given in Fig. 2.
After the completion of production using core items, semi-finished products will be obtained. Then the semi-finished products inventory level is formulated as
and graphically shown in Fig. 3.
In the supply chain, the production of semi-finished products from core materials can contribute to both fixed and variable carbon emissions, including each category as follows.
-
1.
Fixed Carbon Emissions: Fixed carbon emissions refer to the greenhouse gas emissions that are associated with the infrastructure and facilities used in the production process. These emissions are relatively constant and do not vary significantly based on production levels or changes in the supply chain. Examples of fixed carbon emissions in the production of semi-finished goods include:
-
Energy consumption in manufacturing plants: Manufacturing processes often require energy-intensive activities, such as operating machinery and equipment, maintaining optimal temperature and humidity conditions, and powering lighting systems. The source of energy can determine the carbon emissions, with fossil fuel-based energy generation resulting in higher emissions compared to renewable energy sources.
-
Building and facility emissions: Fixed emissions can also result from the construction, operation, and maintenance of buildings and facilities within the supply chain, such as factories, warehouses, and storage facilities. These emissions may arise from heating, cooling, ventilation, and other activities associated with the upkeep of the physical infrastructure.
-
-
2.
Variable Carbon Emissions: Variable carbon emissions, on the other hand, are directly linked to the production levels and activities within the supply chain. These emissions fluctuate based on factors such as production volumes, transportation distances, and raw material inputs. Examples of variable carbon emissions in the production of semi-finished goods include:
-
Raw material extraction and processing: The extraction and processing of raw materials used in the production of core items can result in significant variable carbon emissions. For instance, mining activities for metal ores or the extraction of fossil fuels can release substantial amounts of greenhouse gases into the atmosphere.
-
Transportation and logistics: The transportation of core items to manufacturing facilities, as well as the subsequent movement of semi-finished goods within the supply chain, contribute to variable carbon emissions. These emissions depend on factors such as transportation modes (e.g., road, rail, air, sea) and the distance travelled.
-
Manufacturing processes: The actual production processes involved in transforming core items into semi-finished goods can also generate variable carbon emissions. This may include emissions from chemical reactions, heating, cooling, and other manufacturing operations.
-
It is important to note that the specific amount of fixed and variable carbon emissions can vary significantly depending on the industry, production methods, energy sources, and other factors within a particular supply chain. Therefore, the carbon emissions during the production of semi-finished goods from the core items are formulated as
Thus, with additional basic inventory costs, the producer’s total cost function is formulated as

Vendor’s received semi-finished goods inventory
Vendor’s Objective
On the vendor’s side, the raw materials are purchased from the producer and the semi-finished goods thus obtained move to the manufacturing process, which ultimately results in the finished product, between which the vendor has to deal with various inventory costs. The vendor produces nQ items in the production cycle \(T\!=\!\frac{nQ}{(\psi _{D_{1}}, \psi _{D_{2}}, \psi _{D_{3}})(\psi ^{'}_{D_{1}}, \psi _{D_{2}}, \psi ^{'}_{D_{3}})(\psi ^{''}_{D_{1}}, \psi _{D_{2}}, \psi ^{''}_{D_{3}})}.\) The vendor’s semi-finished inventory level is shown in Fig. 4 and which is formulated as
The average stock inventory level of the vendor is calculated as
and graphically shown in Fig. 5.

Vendor’s finished goods inventory
There are three main types of quality inspections performed by the vendor at each stage to identify and improve product quality issues. Therefore, before delivering the finished products to the buyer, a \(100\%\) error-free inspection process is done to avoid the imperfect items and if the goods are damaged during transportation, the vendor will receive those damaged items from the buyer. Hence, the cost function of the vendor is calculated by adding the cost associated with setup, holding, inspection, transportation of raw materials and buying raw materials from the producer.

Buyer’s received finished goods inventory
Buyer’s Objective
The buyer orders Q quantity of items to the vendor, therefore the vendor delivers the nQ items in n shipments. The buyer
receives a finished goods inventory as \(\frac{(Q - B)^{2}}{Q},\) which is given in Fig. 6. The buyer’s cost function is obtained by adding requesting cost, storage cost, backorder cost, finished product purchasing cost, and maintenance cost. Therefore,
Integrated Cost Function
The total supply chain cost \(TC(m, n, Q, \beta _{1}, \beta _{2}, B, \gamma )\) is derived by adding the cost functions of the producer Eq. 1, vendor Eq. 2 and buyer Eq. 3, which is as follows:
Defuzzification
Defuzzification is an approach for converting a fuzzy value into a crisp value. In this instance, the technique of defuzzification is carried out using the signed distance approach. For the fuzzy set \(\widetilde{T}_{NF}\in \mathbb {R}^+, 0\le \lambda \le 1,\) the following expression can be obtained as
The signed distance of the interval \([L_\lambda , U_\lambda ]\) measured from the origin 0 is given by
For an neutrosophic triangular fuzzy number \(\widetilde{T}_{NF} \in \mathbb {R}^-,\) the proposed defuzzification methods \(d(\widetilde{T}_{NF}, 0)\) (the distance from \(\widetilde{T}_{NF}\) to 0) is written as
The proposed neutrosophic fuzzy values are defuzzified in the following based on the aforementioned defuzzification technique.
Therefore, the defuzzified cost function of the supply chain from the fuzzified function Eq. 4 is derived as
Solution Technique
The conditions that are required and sufficient for determining the convexity of the total cost functions are established in this section.
Necessary Condition
In order to determine the optimal values of the proposed variables Q, B, and \(\gamma \) we prove the second derivative test as follows:
Theorem 5.1
For the initial constant values of \(m, n, \beta _{1}, \beta _{2},\)\( B, \gamma ,\) if the optimality condition of order quantity, that is
satisfied, then the optimal value of Q minimizes the cost function through convexity.
Proof
On differentiating the equation Eq. 5 with respect to Q, we obtain
Again we differentiate the Eq. 6 with respect to Q, we get
Therefore, the total cost function Eq. 5 attains the minimum at the optimal value of Q. The most optimal value for Q is then achieved by setting Eq. 6 equal to zero.
Thus, this concludes the evidence for Theorem 5.1.
Theorem 5.2
For the initial constant values of \(m, n, \beta _{1}, \beta _{2}, Q, \gamma ,\) then the optimality condition of backorder quantity, \(h_{b} + \pi _{b}>Q\) minimizes the cost function through convexity.
Proof
Differentiate the Eq. 5 with respect to B, we obtain
Again we differentiate the Eq. 8 with respect to B, we get
Therefore, the total cost function Eq. 5 attains the minimum at the optimal value of B. The most optimal value for B is then achieved by setting Eq. 8 equal to zero. Thus,
Thus, this concludes the evidence for Theorem 5.2.
Theorem 5.3
For the initial constant values of \(m, n, \beta _{1}, \beta _{2}, Q, B,\) then the optimality condition of the probability of production process, \(l S_{q} > \gamma ^{2}\) minimizes the cost function through convexity.
Proof
Differentiate the Eq. 5 with respect to \(\gamma ,\) we obtain
Again we differentiate the Eq. 11 with respect to \(\gamma ,\) we get,
Therefore, the total cost function Eq. 5 attains the minimum at the optimal value of \(\gamma .\) Then the optimal value of \(\gamma \) is obtained by equating the Eq. 11 to zero. Thus,
Thus, this concludes the evidence for Theorem 5.3.
Sufficient Condition
Theorem 5.4
For fixed values of \(m, n, \beta _{1}, \beta _{2},\) the hessian matrix corresponding to the objective function \(D_{sd}(\widetilde{TC}, \widetilde{0})(m, n, Q, \beta _{1}, \beta _{2}, B, \gamma )\) is positive definite.
Proof
We formulate the Hessian matrix as
The first principle minor of \(\textbf{H}\) is
refer the Eq. 7.
The second principle minor of \(\textbf{H}\) is
The third principle minor of \(\textbf{H}\) is
Therefore, all principal minors of \(\textbf{H}\) are positive definite. The objective function \(D_{sd}(\widetilde{TC}, \widetilde{0})(m, n, Q, \beta _{1}, \beta _{2}, B, \gamma )\) Eq. 5 attains the local minimum at the optimal values of decision variables. Hence, this completes the proof of Theorem 5.4.
Numerical Analysis
In this section, two numerical examples have been analyzed, the proposed model has been compared with the existing model Sarkar et al. (2016), and the sensitivity analysis has also been done.
Numerical Experiments
In this section, the data for the numerical experiments are collected from Sarkar et al. (2016, 2019, 2020); Karthick and Uthayakumar (2023).
Example 6.1
The data shown below are used to demonstrate the created model. \(\psi ^{''}_{D_{1}}=75, \psi _{D_{1}}=112.5, \psi _{D_{2}}=150, \psi _{D_{3}}=172.5, \psi ^{''}_{D_{3}}=195, O_s=300, O_m=150, h_s=0.6, h_{s1}=0.4, h_v=5, A_s=500, A_v=200, P_s=2990, P_m=1900, V=0.1, B_n=400, y=175, A_b=30, h_b=5, \pi _b=7.5, C_{PIns}=1, C_{IIns}=0.02, C_{FIns}=0.2, C_{fcs}=0.2, C_{vcs}=0.1, C_{fcm}=0.2, C_{vcm}=0.1,\)
\( Cpraw=4, Cfm=8, \gamma _0=0.0002, l=0.1, M_c=5.\) Table 2 shows the numerical outcomes.
Example 6.2
This example requires some additional data to deal with the fuzzy parameters and the rest of the information are taken from the Example 6.1. Here the demand rate is considered random and also the numerical results of this example are given in Table 3. The observations are given as follows:
-
The demand rate is inversely proportional to the total cost \(D_{sd}(\widetilde{TC}, \widetilde{0}).\)
-
The demand rate is directly proportional to the ordering quantity Q and backorder quantity B.
-
The demand rate is inversely proportional to defective percentage \(\gamma .\)
Numerical Comparison
The outcomes of the proposed model are compared with those of the existing model Sarkar et al. (2016) in this part.
Apart from the decision variables used in Sarkar et al. (2016), in this paper, some other realistic variables namely, order quantity, backorder quantity, and percentage of defectiveness have been considered additionally. Further, the cycle time has been considered as a function of the number of shipments and order quantity in this paper whereas the same has been considered as a decision variable in Sarkar et al. (2016). In addition, the demand has been considered as a triangular neutrosophic fuzzy number in this paper. From Table 4, one can easily see that even though the number of decision variables is high compared with the existing model Sarkar et al. (2016), the total cost obtained in this paper is less than the one obtained in Sarkar et al. (2016) which shows that the method utilized in this paper provides minimum cost compared with Sarkar et al. (2016). Moreover, in this model, optimizing the order/production volume and the number of shipments reduces carbon emissions and associated taxation.

Effects of \(A_m\) on the total inventory cost

Effects of \(A_s\) on the total inventory cost

Effects of \(h_m\) on the total inventory cost

Effects of \(h_{s1}\) on the total inventory cost
The Effectiveness of Parameters
The effects of parameters are a critical tool for analysing mathematical models of real-world problems. A comprehensive parameter sensitivity analysis provides a broad range of expectations that indicate how changes in a model parameter influence key model results. The impacts of the key parameter of the proposed model are given in Tables 5 and 6 based on the above numerical example. This section provides sensitivity analysis to determine the influence of various parameters such as \(A_{m}, A_{s}, h_{m},h_{s1}, O_{m}, O_{s}, P_{m}, P_{s}, S_{trans}, V_{trans}\) and \(h_{s}\). As a result, \(O_{m}\) is highly sensitive compared to all other parameters and \(S_{trans}\) is very less sensitive among all others. In addition, \(A_{m}\) and \(P_{m}\) are moderately sensitive. The above-mentioned parameter effects can be observed pictorially from Figs. 7, 8, 9, 10, 11, 12, 13, 14, 15, 16 and 17.

Effects of \(O_m\) on the total inventory cost

Effects of \(O_s\) on the total inventory cost

Effects of \(P_m\) on the total inventory cost

Effects of \(P_s\) on the total inventory cost

Effects of \(S_{trans}\) on the total inventory cost

Effects of \(V_{trans}\) on the total inventory cost

Effects of \(h_{s}\) on the total inventory cost
Managerial Insights
The three-echelon supply chain model you described involves several complexities, including carbon emissions in transportation, a three-stage inspection process, and backorders under neutrosophic fuzzy demand. Here are some managerial insights and implications related to this model:
-
1.
The environmental impact of carbon emissions in transport is a major problem. Implementing this three-tiered supply chain model allows for the optimization of transportation routes and modes to reduce carbon emissions. Managers should prioritise ecologically friendly transportation solutions like electric automobiles or alternative fuels. They can also think about combining shipments and optimizing delivery dates to cut down on the number of trips and carbon footprint.
-
2.
The ambiguity and imprecision associated with consumer demand are referred to as neutrosophic fuzzy demand. Managers must overcome this uncertainty by implementing strong forecasting tools and demand planning tactics. To increase demand forecasting accuracy, advanced analytics and machine learning algorithms may be used to analyse historical data, market trends, and customer behaviour patterns. This data may be used to make more educated decisions about inventory management, production planning, and order fulfilment.
-
3.
The three-stage inspection procedure adds quality control measures to the supply chain. Managers must ensure that these checks are seamlessly incorporated into overall supply chain processes, with no delays or disturbances. To create clear inspection standards and methods, they must work closely with quality control teams and suppliers. Automation and real-time monitoring technologies can help to expedite the inspection process, allowing for faster discovery and resolution of quality concerns.
-
4.
When client demand exceeds the available inventory, backorder arises. Backorder management is critical to preserving customer satisfaction and minimizing possible revenue losses. Managers must build excellent communication channels with consumers in order to keep them up to date on backorder problems and offer realistic delivery predictions. They can also look into alternate sourcing possibilities or work directly with suppliers to speed up production and replace inventory levels.
-
5.
The combination of carbon emissions, neutrosophic fuzzy demand, and three-stage inspection increases the supply chain’s complexity and unpredictability. Managers must prioritise supply chain resilience by establishing risk management and contingency planning. Identifying probable interruptions, preparing backup supplies, and developing flexible supply chain networks are all part of this. Resilient supply chains may better react to unanticipated conditions, manage risks, and sustain constant operations even when demand or supply fluctuates.
-
6.
To optimise operations, the three-echelon supply chain model demands ongoing improvement initiatives. Key performance parameters such as transportation costs, carbon emissions, inspection cycle time, backorder rates, and customer satisfaction should be evaluated on a regular basis by managers. These indicators are used to identify areas for improvement and to adopt focused solutions. Managers may improve efficiency, decrease costs, and provide value to customers by embracing lean concepts, process automation, and sophisticated analytics.
As a whole, administering a supply chain model combining carbon emissions, three-stage inspection, and backorder under neutrosophic fuzzy demand necessitates a comprehensive methodology. Managers may optimise supply chain performance, promote sustainability, and generate competitive advantage by addressing environmental issues, unpredictability in demand, quality control, and customer happiness.
Conclusion
This study evaluates a single product’s distribution from a single vendor to a single buyer with the supply of raw materials from a single producer. In this model, we consider three inspection processes for error-free products to deliver to the buyer. The solutions of the three examples are derived from classical optimization techniques due to their effectiveness. The optimal production rate ensures that resources, such as raw materials, energy, and water, are used efficiently throughout the supply chain. By minimizing waste and optimizing resource allocation, sustainability goals can be achieved. This includes reducing the overall environmental impact associated with resource extraction, transportation, and disposal. Excessive inventory can lead to increased waste, obsolescence, and the need for additional storage space, all of which are detrimental to sustainability. By aligning production with demand and optimizing inventory levels, the supply chain can operate more sustainably. This model follows an integrated supply chain, so supply chain partners can work towards sustainability goals by sharing information and coordinating activities. This includes sharing data on sustainability metrics, identifying improvement opportunities and implementing sustainable practices across the supply chain. At last, this model provides the optimal solution for managers under challenging situations, including maintaining inventory levels and achieving minimum cost. This paper holds some restrictions, which are described as follows: this model can be extended by considering the lead time components to the buyer. Furthermore, this model can be extended considering integrating any two players (i.e., between producer and vendor or between vendor and buyer), which leads to the sub-supply chain model. Flexible production and robust inspection process prevent defective products from going on sale. Lost sales are minimized by knowing the optimal size of the allowed backorder. This model can be extended by taking fuzzy inventory costs into account. Considering multiple producers, multiple vendors, and multiple buyers would be an immediate extension.
Data Availibility
Data sharing is not applicable to this article as no new data were created or analyzed in this study.
References
Atanassov K (1986) Intuitionistic fuzzy sets. Fuzzy Sets Syst 20(1):87–96. https://doi.org/10.1016/S0165-0114(86)80034-3
Broumi S, Bakali A, Talea M, Smarandache F (2016) Isolated single valued neutrosophic graphs. Neutrosophic Sets and Systems 11:74–78. https://doi.org/10.6084/M9.FIGSHARE.3218797.V1
Broumi S, Talea M, Smarandache F, Bakali A (2016) Decision-making method based on the interval valued neutrosophic graph. In 2016 Future Technologies Conference 44–50. https://doi.org/10.1109/FTC.2016.7821588
Chang HC, Yao JS, Ouyang LY (2004) Fuzzy mixture inventory model with variable lead-time based on probabilistic fuzzy set and triangular fuzzy number. Math Comput Model 39(2–3):287–304. https://doi.org/10.1016/S0895-7177(04)90012-X
Chang HC (2004) An application of fuzzy sets theory to the EOQ model with imperfect quality items. Comput Oper Res 31(12):2079–2092. https://doi.org/10.1016/S0305-0548(03)00166-7
Das R, Shaw K, Irfan M (2020) Supply chain network design considering carbon footprint, water footprint, supplier’s social risk, solid waste, and service level under the uncertain condition. Clean Techn Environ Policy 22(2):337–370. https://doi.org/10.1007/s10098-019-01785-y
Deli I, Şubaş Y (2017) A ranking method of single valued neutrosophic numbers and its applications to multi-attribute decision making problems. International Journal of Machine Learning and Cybernetics 8(4):1309–1322. https://doi.org/10.1007/s13042-016-0505-3
Dey BK, Sarkar B, Sarkar M, Pareek S (2019) An integrated inventory model involving discrete setup cost reduction, variable safety factor, selling price dependent demand, and investment. RAIRO-Operations Research 53(1):39–57. https://doi.org/10.1051/ro/2018009
De Giovanni P, Zaccour G (2019) Optimal quality improvements and pricing strategies with active and passive product returns. Omega 88:248–262. https://doi.org/10.1016/j.omega.2018.09.007
Giri BC, Masanta M (2020) Developing a closed-loop supply chain model with price and quality dependent demand and learning in production in a stochastic environment. International Journal of Systems Science: Operations & Logistics 7(2):147–163. https://doi.org/10.1080/23302674.2018.1542042
Karthick B, Uthayakumar R (2021) An imperfect production model with energy consumption, GHG emissions and fuzzy demand under a sustainable supply chain. Int J Sustain Eng 1–25. https://doi.org/10.1080/19397038.2021.1915407
Karthick B, Uthayakumar R (2021) A single-consignor multi-consignee multi-item model with permissible payment delay, delayed shipment and variable lead time under consignment stock policy. RAIRO-Operations Research 55(4):2439–2468. https://doi.org/10.1051/ro/2021113
Karthick B, Uthayakumar R (2021) A sustainable supply chain model with two inspection errors and carbon emissions under uncertain demand. Cleaner Engineering and Technology 5:100307. https://doi.org/10.1016/j.clet.2021.100307
Karthick B, Uthayakumar R (2022) A closed-loop supply chain model with carbon emission and pricing decisions under an intuitionistic fuzzy environment. Environ Dev Sustain 1–49. https://doi.org/10.1007/s10668-022-02631-w
Karthick B, Uthayakumar R (2023) An optimal strategy for forecasting demand in a three-echelon supply chain system via metaheuristic optimization. Soft Comput 1–20. https://doi.org/10.1007/s00500-023-08290-x
Kumar RS, Goswami A (2015) EPQ model with learning consideration, imperfect production and partial backlogging in fuzzy random environment. Int J Syst Sci 46(8):1486–1497. https://doi.org/10.1080/00207721.2013.823527
Lin YJ (2008) A periodic review inventory model involving fuzzy expected demand short and fuzzy backorder rate. Comput Ind Eng 54(3):666–676. https://doi.org/10.1016/j.cie.2007.10.002
Mula J, Peidro D, Poler R (2010) The effectiveness of a fuzzy mathematical programming approach for supply chain production planning with fuzzy demand. Int J Prod Econ 128(1):136–143. https://doi.org/10.1016/j.ijpe.2010.06.007
Nagar L, Dutta P, Jain K (2014) An integrated supply chain model for new products with imprecise production and supply under scenario dependent fuzzy random demand. Int J Syst Sci 45(5):873–887. https://doi.org/10.1080/00207721.2012.742594
Rizky N, Wangsa ID, Jauhari WA, Wee HM (2021) Managing a sustainable integrated inventory model for imperfect production process with type one and type two errors. Clean Techn Environ Policy 23(9):2697–2712. https://doi.org/10.21203/rs.3.rs-166796/v1
Sarkar B, Omair M, Choi SB (2018) A multi-objective optimization of energy, economic, and carbon emission in a production model under sustainable supply chain management. Appl Sci 8(10):1744. https://doi.org/10.3390/app8101744
Sarkar B, Ganguly B, Sarkar M, Pareek S (2016) Effect of variable transportation and carbon emission in a three-echelon supply chain model. Transportation Research Part E: Logistics and Transportation Review 91:112–128. https://doi.org/10.1016/j.tre.2016.03.018
Sarkar B, Tayyab M, Kim N, Habib MS (2019) Optimal production delivery policies for supplier and manufacturer in a constrained closed-loop supply chain for returnable transport packaging through metaheuristic approach. Comput Ind Eng 135:987–1003. https://doi.org/10.1016/j.cie.2019.05.035
Sarkar B, Sarkar M, Ganguly B, Cárdenas-Barrón LE (2021) Combined effects of carbon emission and production quality improvement for fixed lifetime products in a sustainable supply chain management. Int J Prod Econ 231:107867. https://doi.org/10.1016/j.ijpe.2020.107867
Sarkar B, Omair M, Kim N (2020) A cooperative advertising collaboration policy in supply chain management under uncertain conditions. Appl Soft Comput 88:105948. https://doi.org/10.1016/j.asoc.2019.105948
Sarkar B, Chaudhuri K, Moon I (2015) Manufacturing setup cost reduction and quality improvement for the distribution free continuous-review inventory model with a service level constraint. J Manuf Syst 34:74–82. https://doi.org/10.1016/j.jmsy.2014.11.003
Sarkar S, Tiwari S, Wee HM, Giri BC (2020) Channel coordination with price discount mechanism under price-sensitive market demand. Int Trans Oper Res 27(5):2509–2533. https://doi.org/10.1111/itor.12678
Sarkar B, Dey BK, Sarkar M, AlArjani A (2021) A Sustainable online-to-offline (O2O) retailing strategy for a supply chain management under controllable lead time and variable demand. Sustainability 13(4):1756. https://doi.org/10.3390/su13041756
Supakar P, Mahato SK (2018) Fuzzy-stochastic advance payment inventory model having no shortage and with uniform demand using ABC algorithm. International Journal of Applied and Computational Mathematics 4(4):107. https://doi.org/10.1007/s40819-018-0539-1
Shah NH, Chaudhari U, Cárdenas-Barrón LE (2020) Integrating credit and replenishment policies for deteriorating items under quadratic demand in a three echelon supply chain. International Journal of Systems Science: Operations & Logistics 7(1):34–45. https://doi.org/10.1080/23302674.2018.1487606
Tayyab M, Sarkar B (2021) An interactive fuzzy programming approach for a sustainable supplier selection under textile supply chain management. Comput Ind Eng 155:107164. https://doi.org/10.1016/j.cie.2021.107164
Xu J, Huang Y, Avgerinos E, Feng G, Chu F (2022) Dual-channel competition: the role of quality improvement and price-matching. Int J Prod Res 60(12):3705–3727. https://doi.org/10.1080/00207543.2021.1931725
Yao JS, Ouyang LY, Chang HC (2003) Models for a fuzzy inventory of two replaceable merchandises without backorder based on the signed distance of fuzzy sets. Eur J Oper Res 150(3):601–616. https://doi.org/10.1016/S0377-2217(02)00542-8
Zadeh LA (1965) Fuzzy sets. Inf. Control 8(3):338–353. https://doi.org/10.1016/S0019-9958(65)90241-X
Zimmermann HJ (1987) Fuzzy sets, decision making, and expert systems. Springer Science & Business Media (10)
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Karthick, B., Shafiya, M. A Smart Manufacturing on Multi-echelon Sustainable Supply Chain Under Uncertain Demand. Process Integr Optim Sustain 8, 143–163 (2024). https://doi.org/10.1007/s41660-023-00359-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41660-023-00359-2