
Abstract
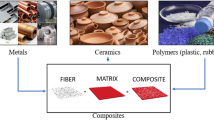
The tribological properties of materials, such as wear, scratch resistance, corrosion resistance, and surface hardness, are heavily influenced by surface conditions. Therefore, understanding tribological behavior is a significant challenge in surface engineering. Typically, this behavior is controlled by applying protective coatings or layers post-fabrication of bulk components or by adding secondary reinforcements during manufacturing to enhance the performance of utilized bulk materials. These secondary reinforcements, including self-lubricating particles, ceramic particles, can also be incorporated into coatings to form composite layers. Particularly, developing 2D materials exhibit significant potential as secondary reinforcements for boosting tribological performance in both bulk materials and coatings. However, there is a lack of comprehensive understanding regarding their role in wear resistance and their interface interactions with various metal, ceramic, and polymer matrices. Furthermore, the production methods for incorporating 2D reinforcements into these matrices are not well-documented. This review addresses these gaps by emphasizing the importance of tribology and clarifying the essential role of 2D materials in enhancing the tribological behavior of composites. It explores the interface connection between 2D materials and different matrices, and examines various production techniques used to integrate these materials into bulk and coatings. This comprehensive review aims to provide insights that will facilitate the development of advanced tribological solutions in surface engineering.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
1.1 Tribology and its importance
One of the importance of the studying the surface of components is to understand the tribology behavior of the system including friction, wear, scratch, and corrosion resistance. There are different factors that influence of the tribology performance, such as surface condition, loading condition, working atmosphere, chemical composition, which are well investigated in the literature [1,2,3,4]. The effect of the loading ratio and surface hardness was previously predicted and introduced as Archard equation to predict wear resistance as below:
where, Q is wear rate, and W presents the loading ratio and H represents the surface hardness. K implies the surface condition. The wear map of steel components, also known as Lim-Ashby wear map [5], was plotted by considering the normalized applied pressure and normalized velocity of contact surfaces regarding to each other. Three different areas can be detected on the wear map including: seizure, severe wear and mild wear. The active mechanism in each area are different and the severe and mild wears are categorized. The active mechanisms are melting, abrasion, adhesion, and fatigue wears in severe wear and oxidational and ultra-mild wear in the mild wear regime. The factor K in the above equation was considered as a constant because there was no advanced equipment to study the influence of the surface condition on wear rate in that time. The effect of the surface condition was investigated recently in reported studies e.g. by Tabrizi et al. to predict the wear rate of diffusive and precipitated coatings and layers [6,7,8].
While, there are commonly used approaches to enhance tribological behavior, such as surface modification and lubrication techniques, it is important to note that these are just a subset of the wide array of methods available for improving performance. Tribology encompasses a diverse range of strategies, including material selection, design optimization, surface coatings, and environmental controls, among others, each offering unique ways to enhance the efficiency and durability of mechanical systems. Frequently, there are two main common elucidations to boost the tribology behavior of components; the first one is to applying protective coatings such as chromium or nickel electroplating [9,10,11], carburizing or nitriding, oxidizing, plasma treatment, ion bombardment [12] and etc. The second solution is to insert particular reinforcement particles to the bulk materials fabrication procedure or applying a coating to obtained composite bulk and coatings. For this aim, hard particles such as carbides, nitrides, borides and oxides including SiC [13], TiO2 [14], Al2O3 [15], TiN [16], TiB2 [17], B4C [18] and etc. are frequently utilized. Recently, utilization of the high entropy powders as a reinforcement is increasing too [19]. There is another group of materials, which is introduced recently as reinforcement for improving the tribology behavior called 2D materials [20]. Some of the 2D materials like h-BN and MoS2 have self-lubricating feature, which makes them good candidate to reduce the friction coefficient and enhance the wear resistance [8]. These 2D materials can be utilized separately or as a mixture to illustrate the synergic effect [21]. For example, Xu et al. [22] reviewed the utilization of a mixture of graphene and MoS2 in diverse nanocomposites.
Although the types of the reinforcements is effective on the tribological performance of the composites, there are other effective factors including reinforcement orientation and distribution, volume fraction, manufacturing process and interface connection between reinforcement and matrix. In other words, in the composite materials, friction coefficient could be categorized in three different terms as below:
where, μt is the total friction coefficient; μr and μm imply the share of reinforcement and matrix, respectively. The μi indicates the share of the interface between reinforcements and matrix. This term, μi, is a function of the average surface area of the each reinforcements (A) and the number of them (n) as shown in Eq. 3 as below:
From the geometrical aspect of view, the surface area is a function of the size of reinforcements and shape of them. Therefore, it can be concluded that the size of reinforcements, shape, amount and distribution of them are key parameters that should be considered for improving the wear resistance of the composites. This statement reveals the reason of the eagerness to utilize the 2DMs to improve the tribology behavior. In other words, the surface area of 2DMs is higher compared to conventional reinforcement such as SiC due to their nano size, and random shape features. Therefore, more area is available at the interface of reinforcements/matrix, and a greater number of the 2DMs compared to conventional micron size reinforcements at the same loading ratio, which influence the μi based on Eq. 3. There is another mode of Eq. 2. By addition of the second phase reinforcements to the matrix of composites, new interfaces are commenced, which can strongly affect the friction coefficient. Thus, Eq. 2 can be rewritten as below Eq. 4:
where, μsec.m indicates the friction between second reinforcements and matrix, and the μi’ is the sum of the three different formed interface by addition of the 2D reinforcements including interfaces of matrix/reinforcement (μim.r), matrix/2D reinforcement, (μim.2D) and reinforcement/2D reinforcement (μir.2D). The share of the interface between reinforcements and matrix is divided to three different parts because by addition of 2D reinforcement, the 2D particles placed self-preferably on any location in matrix separately or in touch with main reinforcements. The μi’ can be written as below as Eq. 5:
On the other hand, the manufacturing process should guarantee the bonding of 2D reinforcements with the matrix, while modern fabrication processes including wire arc additive manufacturing (WAAM) [23], additive manufacturing (AM), selective laser melting (SLM) [24], and plasma-enhanced processes, and help toward establishment [25] of better tribological performance. In other words, the integration of 2DRs into composites has demonstrated significant promise in improving tribological performance. Conventional manufacturing procedures such as forging, powder metallurgy, and casting are having problems in fabrication of composites with uniform distribution of reinforcements [26]. The employment of the modern fabrication techniques, particularly additive manufacturing, has revolutionized the fabrication of the composites. The critical challenges are related to dispersion and interface bonding, which are less understood for SLM [27]. The novel AM methods allow for precise control over the facilitating uniform distribution of 2DRs, for instance, Guo et al. [28] reported the in situ fabrication of Ti–6Al–4V–B4C through SLM. Additionally, Zhao et al. [25] elaborated the main mechanisms of friction-reducing propertied of 3D printed structures are including reduction of actual contact area, availability of storage space for wear debris and continuous lubrication due to the formation tribofilm in the presence of solid lubrications.
2 2D materials
Since, the revolutionary discovery of graphene, the field of two-dimensional layered materials (2DLMs) has attracted significant scientific and industrial interest due to their unique properties and potential applications. 2DMs consists of materials that are only one or a few atoms thick, where the atoms are covalently bonded within the layers and stacked together through van der Waals forces. These materials demonstrate significant electrical, thermal, and optical properties that make them suitable for a wide range of applications, from electronic to energy storage [29]. Graphene, the first discovered 2D material, has established the way for exploring other 2DMs such as transition metal dichalcogenides (TMDs) (MX2, M represents a metal element, X implies dichalcogenide like MoS2 and WS2), black phosphorus, complex metal oxides, and hexagonal-boron nitride (h-BN). Each of these materials possesses unique features. For instance, TMDs have a direct bandgap, making them excellent for electronic and optoelectronic devices, while h-BN is known for its exceptional thermal and chemical stability and also its self-lubricating feature and utilized in tribological applications. The general family of 2DLMs is shown in Table 1. Although there are well structured reported reviews available in the literature [30,31,32,33], there is a rare study in focusing on their applications in the tribology [34]. The assembly of these 2DLMs to each other with desired van der Waals interactions is called “heterostructure”. In other words, a monolayer puts it on top of another mono- or a few layers. Indeed, a combination of any 2DLMs with 0D (plasmonic nanoparticles, quantum dots), 1D nanostructures (nanowires and nanoribbons), and other 2DLMs shown in Table 1 leads to the formation of heterostructures. Furthermore, some definitions considered 2D-3D bulk materials as a heterostructure beyond these combinations and developed them for diverse applications. The mechanical robustness of heterostructures can be engineered to create flexible, high strength, materials as reinforcements of composites suitable for different applications, where tribology performance is important.Wu et al. [35] reviewed the formation mechanism of graphene/h-BN heterostructure synthesized by in situ chemical vapor deposition method, or Aghjehkohal et al. [36] reported the synthesis of CNT/h-BN heterostructure through self-assembled hydrothermal technique. The specification of some of the well-known and most used 2DMs for enhancing the tribological properties are shown in Table 2. Regarding the aforementioned issue about the effect of the interface connection and interaction, surface area has a critical impact. A higher surface area provides more contact points between interacting surfaces, which can distribute the load more evenly and reduce localized stress concentrations, which can impact positively on reducing of the friction. Additionally, the higher surface areas can dissipate heat more effectively, and leads to prevent localized overheating, and avoid the accelerating wear processes such as abrasion, and adhesion. Furthermore, the mechanical properties including Young’s modulus and tensile strength of 2D materials have a critical impact on stiffness, durability and wear resistance. On the other hand, higher tensile strength ensures the coherency of the materials and less prone to delamination or spalling. The nanotribology features of 2DMs such as their thin thickness, lubricity and chemical stability, have been determined as key factors in their effectiveness [37].
Moreover, the frictional behavior of 2DMs at the nanoscale level haven investigated with focus on the effects of atomic structures and external factors [38]. It is reported that the atomic structure of 2DMs has a significant role in determining their tribology performance such as interlayer interactions, commensurability, defects and functionalization, environmental factors, matrix effects, mechanical strength and flexibility, electronic and thermal properties. For instance, the thermal properties such as heat dissipation during sliding contact through in-plane and out-plane directions of 2D reinforcements, thermal expansions of utilized 2DRs and phonon-electron coupling may influence the friction and wear behavior [34]. The capability of 2DMs to resist wear is relatively dependent on their thermal properties. Materials that can conduct heat away from the contact area more effectively may undergo less thermal damage and thus exhibit better wear resistance.
2.1 2D materials in metal composites
Metals are the most common engineering materials used for diverse applications in bio, automobile, aerospace, chemical, petrochemical, etc. Steel, aluminum, copper, and titanium are the most common metals and alloys to devote in the fabrication of desired parts. Regarding their favorite properties, including high mechanical properties and good corrosion resistance, they suffer from low wear resistance, limiting their applicability [7, 47]. Therefore, applying a protective coating [48] and adding second elements to fabricate a composite [49] are the two most common solutions for enhancing wear resistance. As mentioned earlier, graphite, MoS2, and h-BN are the three most widespread self-lubricating additives [8] that drop the coefficient of friction, but under humidity, the performance of graphite and MoS2 is diminished.
Moreover, Eqs. 2 and 3 are valid for metal matrix composites, and most studies have been conducted to evaluate the effect of amount, size, shape and distribution of the reinforcement on the achieved properties. Sahoo et al. [50] fabricated the Al/SiC/h-BN self-lubricating hybrid composites and studied the effect of the amount of addition of h-BN. Results showed that Al-5 wt.%h-BN-4 wt. %SiC demonstrated the best wear resistance. The presence of hard SiC particles in the composite restricts metal flow during sliding, leading to a decrease in the CoF. Additionally, the hBN reinforcement acts as a solid lubricant, reducing the wear rate by forming a thin solid lubricating layer. The formation of this thin lubricating layer between the pin and the sample during sliding contributes to a decline in the wear rate of the composites. The CoF value is lower for the hybrid composites compared to aluminum alloy, Al–SiC, and Al–hBN composites, with the minimum CoF observed for the hybrid composite with 5 wt.% hBN and 4 wt.% SiC. This is due to the lamellar hexagonal crystalline structure of hBN, which creates a thin lubrication film on the pin surface, resulting in reduced friction. The wear rate is also least for the Al–SiC–hBN hybrid composites compared to the aluminum matrix phase, indicating higher wear resistance. The improvement in wear resistance is attributed to the high load-bearing capacity of the reinforcement particles and the excellent interface bonding between the matrix and reinforcement. In another study, Loganathan et al. [51] studied the wear behavior of AA2024/h-BN composite synthesized by powder metallurgy route and sintering at 525 °C under an argon atmosphere. Results demonstrated the rise in microhardness value up to 68%, and wear resistance improved even up to 74.9% compared to pristine AA2024. The maximum hardness and best wear resistance were achieved in 7.5 wt. % of h-BN. Furthermore, Rajkumar et al. [52] studied the mechanical behavior of AA2024/h-BN composite synthesized by stir casting, where the highest tensile and compression strength were obtained with 15 wt. % of h-BN. The application of some of the common 2D reinforcements in metal matrix composites and coatings are shown in Table 3.
There are several factors, which can be attributed to the enhancement of tribological properties. Firstly, the addition of the reinforcements increase significantly the hardness and strength, which improves the wear resistance. The addition of the reinforcements causes the crack bridging, crack pinning and activation of load transfer mechanism, which avoid further crack propagation. Additionally, the formation of self-lubricating tribofilm in the presence of 2DRs, reduces the mass loss within wear. By reviewing the literature data, it can be concluded that effectiveness of the 2D reinforcements can be categorized in their self-lubricating feature, thermal stability and loading ratio. The self-lubricating feature is available in all layered structures; however, due to the heat generation within the wear, the thermal stability is another key factor on enhancing the wear resistance. Finally, the amount of the reinforcement, which can be named the loading ratio is a crucial factor, which can influence the mechanical properties negatively by too much addition. In other words, there is an optimum amount of the 2D reinforcement just before constructing a 3D network in the metal matrix and decrease the mechanical properties.
2.2 2D materials in ceramic composites
Ceramic matrix composites (CMCs) have excellent properties, including corrosion resistance, high hardness, resistance to oxidation, and non-pollution, which expand their application with accelerating slope. Nevertheless, their poor tribological properties, brittleness, and poor machinability limit their application [6, 69, and 70]. One of the most efficient solutions for improving these drawbacks is to use self-lubricating compounds like graphite, h-BN, or MoS2 [71]. For example, Chen et al. [72, 73] studied the wear behavior of Si3N4/h-BN composite for different applications respectively in the marine atmosphere and against Ti–6Al–4V in three other lubricating conditions of simulated body fluid (SBF), physiological saline (PS), and bovine serum (BS) for simulating the bearing pair in artificial joint prosthesis designs. The study revealed that the mechanical properties of the composite ceramics decreased with the addition of hBN, leading to an improvement in machinability. The optimal hBN content was identified as 20 vol%, which maintained the tribological performance of Si3N4 and improved its processability. However, excessive hBN content, such as 30 vol%, resulted in extensive wear of the ceramic pin due to the deterioration of its mechanical properties. The results demonstrated that the optimal content of h-BN is 20 vol. % and an excessive amount of h-BN leads to extensive wear. In another study, Wang et al. [74] studied the wear and corrosion behavior of Si3N4/h-BN composite in seawater conditions. They reported that Si3N4-30 wt. % h-BN/Ti64 sliding pair displayed friction coefficient as low as 0.403 due to the lubricous tribo-chemical films composed TiO2, SiO2, and Al(OH)3 were formed on the worn surfaces during the sliding process in seawater.
B4C is another known example of CMCs, the third hardest artificial material but has poor tribological behavior. Studies have been conducted to evaluate the effect of the addition of h-BN to the B4C composite. For example, Li et al. [75,76,77,78,79] studied the effect of the addition of h-BN and synthesis of B4C–h-BN ceramic composite by hot press method with different ratios of h-BN. The results showed that by increasing the h-BN content and due to its self-lubricating feature, the coefficient of friction is decreased from 0.385 down to 0.008 as the h-BN content was raised to 30 wt. % from zero. It is shown that it is a tough challenge to accomplish mechanical and tribological advantages in a ceramic matrix composite by adding h-BN. Thus, the other compounds must be accompanied to optimize the desired features. In another study, Kitiwan et al. [80] investigated the synthesis of TiN–TiB2–h-BN composite through the spark plasma sintering method. The optimum sample with 15 wt. % of h-BN illustrated excellent results, including 20.1 GPa as hardness and 4.3 MPa.m1/2 as fracture toughness.
Tian et al. [81] utilized the nitride boronizing process using TiN and amorphous boron as raw material to synthesize TiN–TiB2–h-BN composite. Results showed that in this process, B atoms began to diffuse into TiN and substitute the N atoms to form TiB2 at a high temperature of 1400 °C and the replaced N flowed outwards, and upon contact with B, formed h-BN at the surface of TiB2. Therefore, TiN–TiB2–h-BN composite powders with a core–shell structure of layered h-BN-wrapped TiB2 were achieved. Misra et al. [82] evaluated the optimum range of h-BN and SiC additions to obtain the highest improvements in lubrication and wear resistance of applied ceramic composite coating TiB2-TiN on AISI 1025 steel substrate. The results showed an optimum amount of h-BN addition, and a higher amount of h-BN decreases the COF due to the weakening of bond strength between coating matrix and reinforcement, which overweighs the influence of solid lubrication, causing easier dislodgement of particles. The synthesis of hydroxyapatite/ZrO2/h-BN bio-composite for bone regeneration applications is also reported by Gautam et al. [83], where excellent mechanical, tribological and biological improvement was reported due to the addition of h-BN. The application of the different 2DMs as reinforcements in ceramic matrix composites are shown in Table 4.
2.3 2D materials in polymeric materials
One of the challenges in the automotive and space industries is the development of lightweight components to improve fuel efficiency [98]. Weight reduction, specific strength, corrosion resistance, cost-efficiency, formability are some notable features of polymer matrix composites that make them an excellent candidate for the fabrication of components in these industries. However, polymer matrix composites' poor mechanical properties and especially wear resistance restrict their application. Proper fibers should be added to the polymeric matrices to compensate for these drawbacks and the extent of their application. The 2DRs can be added to the reinforced fibers or polymer matrix such as epoxy through different techniques like grafting, electrospraying, or coating methods. Due to the self-lubricating feature and high strength, h-BN, GO, MoS2 and etc. could be added to thermoset and thermoplastic matrices to fabricate components with desired mechanical properties [99]. For example, Chen et al. [100] studied the effect of the addition of h-BN to Si3N4 ceramic composite to evaluate the wear behavior against PEEK in artificial seawater. They reported achieving 0.05 average COF, which can indicate excellent wear resistance in some special cases.
Huang et al. [101] studied the effect of the addition of nanosheets of h-BN and TiO2 on tribological properties of epoxy resin. They showed that the addition of two-dimensional materials like h-BN could provide friction reduction by interlayer slippage. Additionally, the results displayed the synergic effect of the addition of h-BN and TiO2. The h-BN/TiO2/EP composites demonstrated outstanding wear-resistant (both lower weight loss and lower coefficient of friction) attributed to the load-carrying ability of TiO2 and the reduction of self-lubricating effect on the size of debris. In another study, Bijwe et al. [102] studied the synergic effect of the addition of h-BN and natural graphite on the tribology behavior to the PAEK polymer composite. Both h-BN and natural graphite have the self-lubricating feature. Although results showed that none of them has a remarkable effect alone, the best tribological behavior was obtained by combining them and observing the synergic effect. The Lancaster-Ratner factor is a parameter utilized in the field of tribology to predict the wear resistance of materials. It is based on the concept that wear resistance is proportional to the product of ultimate tensile strength and the elongation at break of a material. This factor is often used to correlate the wear resistance of a material with its mechanical properties. The calculated Lancaster-Ratner factors for each ratio of h-BN (B) and natural graphite (T) are shown in Fig. 1. The highest value was obtained for sample T15B5, indicating better wear resistance due to the higher tensile strength and/or elongation, which can better withstand the mechanical stresses and deformations that lead to wear.

The calculated Lancaster-Ratner factors for each ratio of h-BN (B) and natural graphite (T) redrawn from the data presented by Bijwe et al. [102]
Furthermore, Panda et al. [103] studied the synergic effect of using simultaneously glass fiber, natural graphite, and h-BN in the PAEK matrix, where the friction coefficient was 0.046. In a study reported by Mittal et al. [104], the effect of surface functionalizing of h-BN on the tribological properties of PMMA/PI composite was evaluated. The results illustrated that by applying a silane surface functionalizing method on h-BN powders before composite synthesis, the friction coefficient was decreased from 0.651 to 0.553. This indicates that the matrix becomes more compatible by applying a silane treatment on h-BN particles. Furthermore, the voids were filled by h-BN properly, because the better dispersion and interfacial properties were improved. The brief study of the application of the 2DRs in PMCs is shown in Table 5.
2.4 2D materials in composite coatings
As mentioned in the previous part, applying a protective coating is one of the solutions to improve the tribological properties, including corrosion, wear resistance, surface hardness, and scratch resistance. Combining the applying protective coating and adding the second phase leads to achieving a composite layer, which causes more improvement in the tribological properties [9]. There are various second phases reported to add to different coating like graphene oxide [11], Al2O3 [114], TiO2 [115], and SiC [116]. Also, h-BN is used to increase oxidation and corrosion resistance in the literature. Wang et al. [117] increased the oxidation resistance of Ti2AlNb composite coating by applying plasma electrolytic oxidation (PEO) treatment and adding h-BN. The pure Ti2AlNb composite coating is not proper for temperatures higher than 800 °C. Still, by applying PEO/h-BN to composite coating, oxidation resistance is increased up to 1000 °C for 100 h due to the formation of dense oxide and nitride layer. These achieved layers are avoiding oxygen diffusion. In a reported study by Demir et al. [118], the electrodeposited composite coating of Ni–Cr with the addition of h-BN was investigated on AISI 1040 steel. The corrosion resistance of that as one of the tribological performance was studied. Among the composite coatings (0, 5, 10, 20, and 30 g.lit−1 h-BN), the corrosion resistance of the coating with 20 g.lit−1 h-BN was measured to be 12, and it is 3.3 times higher than the uncoated steel substrate and Ni–Cr alloy, respectively. The variation of corrosion rate is shown in Fig. 2. The coating has improved corrosion resistance since h-BN particles fill cracks, voids, and micron-sized voids on the Ni–Cr composite coating surface and avoid the reaching of corrosive agents to the interface of coating and substrates by reducing the active surface areas.

Calculated corrosion rate of Ni–Cr composite coating by addition of h-BN redrawn from the Data reported by Demir et al. [118]
Furthermore, adding h-BN particles to the electroplating bath plays a significant part in avoiding hydrogen formation reactions on the cathode surface and diminishing the active surface of the particles adsorbed on the cathode surface. Corrosive anodic and cathodic electrochemical reactions are reduced by h-BN particles scattered in the Ni–Cr composite coating. Adding h-BN particles displays the modification in anodic dissolution and cathodic hydrogen formation reaction mechanisms. Reduction of the corrosive reactions indicates that the distribution of the added h-BN particles and their size are important factors that should be considered to increase the desired properties. Improving the corrosion resistance by adding h-BN is against what was reported by Goncu et al. [119]. No morphology changes were seen by adding h-BN to obtain a composite coating of hydroxyapatite/h-BN coating by the electrophoretic deposition method, which was attributed to the size of the utilized h-BN particles. It is important to note that by decreasing the h-BN particles’ size, diffusion of them to the cracks is more accessible and could hinder the diffusion of the corrosive agent properly. Still, parameters should be optimized to avoid agglomeration in coating bathes. In another study reported by Unal et al. [71, 72], the effect of ultrasonic agitation on Ni–B/h-BN co-deposited composite coating was studied and reported that the coating contains 10 g.L−1 h-BN has a better corrosion rate equals 0.0045 mm per year (mpy). In an additional study, Ao et al. [120] studied the tribological properties of TiO2/h-BN composite coating on Ti–6Al–4V achieved by the micro-arc oxidation method. Results displayed that by adding h-BN, the less porous coating was obtained, which led to improvement of the achieved wear behavior of coatings, which is evident in SEM images shown in Fig. 3. However, the shown morphology in Fig. 3 demonstrate the porous structure, which is decreased with addition of the h-BN as a 2D reinforcement. The presence of porosities and pores in the morphology is playing an important role, when the component is subjected to wear. While wear debris can be trapped in these pores, reducing the quantity and size of pores leads to the wear debris acting as abrasive particles, so intensifying wear. Therefore, addition of the 2D reinforcements have two distinct impacts on the morphology and wear resistance. The first one is to improve the wear resistance by reducing the number of pores and the second one is to weaken the wear resistance by activating the abrasive wear mechanism. Thus, it can be concluded that the there is an optimum amount of 2D reinforcements that should be added to the matrix to balance these effects effectively. Other applications of h-BN coating include seal coating of Al/h-BN in the compressor of aero engines [121]; h-BN thin film as gate dielectric [122] in metal/insulator/semiconductor AlGaN/GaN as high electron mobility transistors (IMISHEMTs) on sapphire were reported in literature too.

Morphology of the TiO2/h-BN composite coating, where it is shown with the increasing h-BN content, less porous structure was formed [120]
3 Perspective and outlook
In considering the outlook of tribology research, it is essential to explore into the field of developing two-dimensional materials (2DMs) that have potential beyond those currently explored. Alongside established materials like graphene and hexagonal boron nitride, exploring the potential of emerging 2DMs such as MXenes and transition metal dichalcogenides could illuminate new pathways in tribology. These materials offer unique structural and chemical properties such as high conductivity, excellent mechanical strength, and tunable surface chemistry that could change various applications in friction and wear reduction. By discussing their potential benefits and applications, the outlook section gains depth, opening paths for further exploration and innovation. MXenes, with their metallic conductivity and hydrophilic nature, and TMDs, famous for their layered structures and semiconducting properties, offer diverse benefits that can be exploited to develop advanced solid-state lubrication and wear-resistant coatings. Considering their particular properties and possible applications in detail will provide a more robust outlook and promote further investigations.
Furthermore, the concept of synergistic effects presents a fascinating prospect in enhancing tribological performance. Combining different 2DMs or mixing them with other reinforcements could yield composite materials with superior mechanical properties. For example, hybrid composites that benefit the strengths of both MXenes and graphene could result in unique enhancements in wear resistance and friction reduction. By exploring these possibilities, researchers may unlock novel strategies to alleviate friction and wear, leading to the development of more robust and efficient tribological systems.
However, alongside opportunities come challenges that must be addressed to fully realize the potential of 2DM-reinforced composites. Significant issues such as dispersion, interfacial bonding, and the balance between wear resistance and other mechanical properties pose noteworthy obstacles. Acknowledging these challenges in the outlook section promotes a comprehensive understanding of the field and encourages researchers to plan multidisciplinary solutions through experimentation of advanced synthesis techniques, computational modeling, and advanced characterization techniques. By handling these obstacles head-on, the tribology community can cover the way for the successful integration of 2DMs into next-generation composite materials, shaping the future of friction and wear mitigation, in other words, 2DMs in tribology.
4 Conclusion
Looking ahead, the future of 2DM-reinforced composites in tribology is full with potential. Additional research on emerging 2DMs and investigating synergistic effects with other reinforcements hold enormous capacity for achieving modified tribological properties. However, addressing challenges like dispersion, interfacial bonding, and potential trade-offs between properties is crucial. Computational modeling and simulations can be valuable tools in optimizing material design and processing techniques.
By overcoming these challenges and continuing to explore new borders, researchers can unlock the full potential of 2DMs. This will cover the way for the development of next-generation tribological materials with exceptional performance, leading to advancements in various fields. The synergic effects of combining 2D materials can be a practical procedure to enhance the tribological performance and balance the targets features to maximize the advantage of each 2D reinforcements. For instance, simultaneously application of one 2D materials with self-lubricating feature such as h-BN and the another one with higher conductivity and mechanical properties such as newly developed Mxenes can improve friction and wear resistance, respectively. This can lead to fabricate components with improved tribological performance like reduced wear rate and enhanced durability to surpass the harsh working conditions. Additionally, the stability and long-term durability of 2D materials are two crucial factors influencing their practical implementation. Aforementioned, loading, surface condition and interaction and environmental exposure can impact their performance over time. For ensuring sustained effectiveness and reliability by developing effective strategies, conducting comprehensive researches are necessary to assess the degradation mechanisms.
Finally, to achieve a reliable tribological performance, optimizing manufacturing proves to effectively integrate 2D reinforcements into composite matrix is an essential step. The dispersion and bonding of 2D reinforcements within desired matrix should be ensured through production method, whether the bulk materials or coatings are exploited. Advanced fabrication methods such as additive manufacturing (3D printing, wire arc additive manufacturing and etc.) and plasma enhanced techniques could facilitate the customized scheme for improved tribology properties. Furthermore, implementing scalable and economical synthesis routes and optimizing process parameters can help diminish production costs without compromising the quality or performance of 2D material-based tribological systems.
Abbreviations
- 2DLMs:
-
Two-dimensional layered materials
- 2DMs:
-
2D materials
- 2DRs:
-
2D reinforcements
- ABS:
-
Acrylonitrile butadiene styrene
- BS:
-
Bovine serum
- CF:
-
Carbon fiber
- CFRP:
-
Carbon fiber reinforced polymer
- CMC:
-
Ceramic matrix composite
- CNT:
-
Carbon nanotube
- COF:
-
Friction coefficient
- DED:
-
Directed energy deposition
- GO:
-
Graphene oxide
- h-BN:
-
Hexagonal boron nitride
- LDH:
-
Double-layered hydroxide
- L-PBF:
-
Laser powder bed fusion
- MMC:
-
Metal matrix composite
- MOF:
-
Metal oxide framework
- PA:
-
Polyamide
- PAEK:
-
Polyaryletherketone
- PDA:
-
Polydopamine
- PEEK:
-
Polyetheretherketone
- PEO:
-
Plasma electrolytic oxidation
- PI:
-
Polyimide
- PMC:
-
Polymer matrix composite
- PMMA:
-
Poly(methyl methacrylate)
- PPS:
-
Polyphenylene sulfide
- PPTA:
-
Poly(p-phenylene terephthalamide)
- PS:
-
Physiological saline
- PTFE:
-
Polytetrafluoroethylene
- PU:
-
Polyurethane
- SBF:
-
Simulated body fluid
- SPS:
-
Spark plasma sintering
- Ti64:
-
Titanium–6Aluminum–4Vanadium
References
Roy A, Labus D (2022) “Challenges and issues in continuum modelling of tribology, wear, cutting and other processes involving high-strain rate plastic deformation of metals. J Mechanical Behav Biomedical Mater. https://doi.org/10.1016/j.jmbbm.2022.105185
Xiao N, Chen Y, Lin H, Zhang F, Yang K (2022) Multidimensional nanoadditives in tribology. Appl Mater Today. https://doi.org/10.1016/j.apmt.2022.101641
Huang Q, Shi X, Xue Y, Zhang K, Wu C (2023) Recent progress on surface texturing and solid lubricants in tribology : designs, properties, and mechanisms. Mater Today Commun. https://doi.org/10.1016/j.mtcomm.2023.105854
Pratap V, Saboo N, Gupta A (2022) Tribology as emerging science for warm mix technology : a review. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2022.129445
Lim SC (1998) “Recent developments in wear-mechanism maps. Tribology Int 31(98):87–97
Tabrizi AT, Aghajani H, Saghafian H, Laleh FF (2020) Correction of archard equation for wear behavior of modified pure titanium. Tribol Int. https://doi.org/10.1016/j.triboint.2020.106772
Tabrizi AT, Aghajani H, Laleh FF (2021) Tribological study of thin-electroplated chromium: evaluation of wear rate as a function of surface roughness. Exp Tech. https://doi.org/10.1007/s40799-021-00502-z
Roostaei M, Tabrizi AT, Aghajani H (2024) Tribology International Predicting the wear rate of Alumina/MoS2 nanocomposite coating by development of a relation between lancaster coefficient & surface parameters. Tribol Int. https://doi.org/10.1016/j.triboint.2023.109129
Mahmoudi D, Taghizadeh Tabrizi A, Aghajani H (2021) Study the variation of surface topography & corrosion resistance of Cr-GO nanocomposite coatings by addition of GO nanoparticles. Surf Topogr Metrol Prop. https://doi.org/10.1088/2051-672X/abe6f3
Shakiba S, Sherkat N, Taghizadeh A, Aghajani H (2022) “Enhancing the electroplated chromium coating for corrosion protection of aluminum by adding graphene oxide. Surf Eng Appl Electrochem. https://doi.org/10.3103/S1068375522020107
Naziri Mehrabani SA, Ahmadzadeh R, Abdian N, Taghizadeh Tabrizi A, Aghajani H (2020) Synthesis of Ni-GO nanocomposite coatings: corrosion evaluation. Surf Interfaces. https://doi.org/10.1016/j.surfin.2020.100546
Jaiswal Vishwakarma S, Bhattt S, Yeo RJ, Mishra R, Dhand C, Dwivedi N (2024) Enhancing the lubricity and wear resistance of shape-memory-polymer via titanium carbide-based MAX and MXene. Carbon N Y. https://doi.org/10.1016/j.carbon.2024.118790
Gillani F, Khan MZ, Shah OR (2022) sensitivity analysis of reinforced aluminum based metal matrix composites. Mater (Basel). https://doi.org/10.3390/ma15124225
Stummer M, Weiss C, Enzinger N (2018) “Thermo-mechanical testing of TiO 2 functional coatings using friction stir processing. Mater Testing 10(3139/120):111218
Wang X, Zhao J, Gan Y, Tang X, Gai S, Sun X (2022) Cutting performance and wear mechanisms of the graphene-reinforced Al2 O3-WC-TiC composite ceramic tool in turning hardened 40Cr steel. Ceram Int 48(10):13695–13705. https://doi.org/10.1016/j.ceramint.2022.01.251
Pellizzari M (2011) High temperature wear and friction behaviour of nitrided, PVD-duplex and CVD coated tool steel against 6082 Al alloy. Wear 271(9–10):2089–2099. https://doi.org/10.1016/j.wear.2011.01.067
Mussatto A, Ahad IUI, Delaure Y, Brabazon D (2021) “Advanced production routes for metal matrix composites. Eng reports. https://doi.org/10.1002/eng2.12330
Stir F A.(2021) Processing friction stir additive processing pp 1–11
Riva S, Tudball A, Mehraban S, Lavery NP, Brown SGR, Yusenko KV (2018) A novel high-entropy alloy-based composite material. J Alloys Compd 730:544–551. https://doi.org/10.1016/j.jallcom.2017.09.274
Marian M, Berman D, Rota A, Jackson RL, Rosenkranz A (2021) Layered 2D nanomaterials to tailor friction and wear in machine elements—a review enhanced reader. Adv Mater Interfaces 9(3):2101622. https://doi.org/10.1002/admi.202101622
Manu BR, Gupta A, Jayatissa AH (2021) Tribological properties of 2D materials and composites—a review of recent advances. Materials 14(7):1630. https://doi.org/10.3390/ma14071630
Xu Y, Fu K, Liu K, Sun K, Dong Y, Yao L (2023) A state of the art review of the tribology of graphene/MoS2 nanocomposites. Mater Today Commun. https://doi.org/10.1016/j.mtcomm.2022.105108
Lin Z, Song K, Yu X (2021) A review on wire and arc additive manufacturing of titanium alloy. J Manuf Process 70:24–45. https://doi.org/10.1016/j.jmapro.2021.08.018
Rahulan N, Sharma SS, Rakesh N, Sambhu R (2022) Materials Today : Proceedings a short review on mechanical properties of SLM titanium alloys based on recent research works. Mater Today Proc 56:A7–A12. https://doi.org/10.1016/j.matpr.2022.04.310
Zhao Y, Mei H, Chang P, Chen C, Cheng L, Dassios KG (2021) “Infinite approaching superlubricity by three-dimensional printed structures. ACS nano. https://doi.org/10.1021/acsnano.0c08713
Yin A, Yu W, Zhu W, Li W, Ji V, Jiang C (2024) Materials characterization microstructural characterization and wear performance of shot-peened TA15 titanium alloy fabricated by SLM. Mater Charact. https://doi.org/10.1016/j.matchar.2024.113747
Fox P, Pogson S, Sutcliffe CJ, Jones E (2008) “Surface & Coatings Technology Interface interactions between porous titanium/tantalum coatings, produced by selective laser melting (SLM), on a cobalt – chromium alloy. Surf Coat Technol. https://doi.org/10.1016/j.surfcoat.2008.05.003
Guo S, Li Y, Gu J, Liu J, Peng Y (2023) Microstructure and mechanical properties of Ti6Al4V/B4C titanium matrix composite fabricated by selective laser melting (SLM). J Mater Res Technol 23:1934–1946. https://doi.org/10.1016/j.jmrt.2023.01.126
Liu Y, Weiss NO, Duan X, Cheng HC, Huang Y, Duan X (2016) Van der Waals heterostructures and devices. Nat Rev Mater. https://doi.org/10.1038/natrevmats.2016.42
Sobhani F, Reza M, Zamani M, Torabi F, Naikoo GA (2024) Heliyon 2D nanocomposite materials for HER electrocatalysts-a review. Heliyon 10(1):e23450. https://doi.org/10.1016/j.heliyon.2023.e23450
Ali I, Lakhan MN, Hanan A, Almujibah H, Hussain A, Pato AH, Ahmed M, Chandio IA, Memon SA, Umer M, Bibi F, Lei M (2024) 2D MXenes as electrode materials for metal-sulfur batteries : a review. Mater Today Phys. https://doi.org/10.1016/j.mtphys.2024.101453
Zaharin HA, Ghazali MJ, Thachnatharen N, Ezzah F, Walvekar R (2023) FlatChem progress in 2D materials based nanolubricants : a review. FlatChem. https://doi.org/10.1016/j.flatc.2023.100485
Wei J, Sajjad M, Zhang J, Li D, Mao Z (2023) The rise of novel 2D materials beyond graphene : a comprehensive review of their potential as supercapacitor electrodes. Surf Interfaces. https://doi.org/10.1016/j.surfin.2023.103334
Zhang S, Ma T, Erdemir A, Li Q (2019) Tribology of two-dimensional materials: from mechanisms to modulating strategies. Mater Today 26:67–86. https://doi.org/10.1016/j.mattod.2018.12.002
Wu Q, Wongwiriyapan W, Park JH, Park S, Jung SJ, Jeong T, Lee S, Lee YH, Song YK (2016) In situ chemical vapor deposition of graphene and hexagonal boron nitride heterostructures. Curr Appl Phys 16(9):1175–1191. https://doi.org/10.1016/j.cap.2016.04.024
Aghjehkohal AR, Tabrizi AT, Yildiz M (2023) Electrochemical hydrogen storage of synthesized heterostructure of hexagonal boron nitride-carbon nano tube. J Alloys Compd 962:171159. https://doi.org/10.1016/j.jallcom.2023.171159
Lee JH, Cho D, Park BH, Choi JS (2020) Nanotribology of 2D materials and their macroscopic applications. J Phys D Appl Phys. https://doi.org/10.1088/1361-6463/ab9670
Zhang D, Li Z, Hyldgaard L, Li Q, Dong M (2022) Friction behaviors of two-dimensional materials at the nanoscale. Mater Today Phys. https://doi.org/10.1016/j.mtphys.2022.100771
Urade AR, Lahiri I, Suresh KS (2023) Graphene Properties, Synthesis and Applications : A Review. JOM 75(3):614–630. https://doi.org/10.1007/s11837-022-05505-8
Molaei MJ, Younas M, Rezakazemi M (2021) A comprehensive review on recent advances in two-dimensional (2d) hexagonal boron nitride. ACS Appl Electronic Mater. https://doi.org/10.1021/acsaelm.1c00720
Xu H, Zhu J, Ma Q, Ma J, Bai H, Chen L, Mu S (2021) Two-dimensional mos 2: structural properties, synthesis methods, and regulation strategies toward oxygen reduction. Micromachines 12(3):240. https://doi.org/10.3390/mi12030240
Li Y, Yu C, Gan Y, Jiang P, Yu J, Ou Y, Zou DF, Huang C, Wang J, Jia T, Luo Q, Yu XF, Zhao H, Gao CF, Li J (2018) Mapping the elastic properties of two-dimensional MoS2 via bimodal atomic force microscopy and fi nite element simulation. npj Comput Mater. https://doi.org/10.1038/s41524-018-0105-8
Ws D (2021) Mechanical properties of atomically thin tungsten. ACS Nano. https://doi.org/10.1021/acsnano.0c07430
Malaki M, Varma RS (2020) Mechanotribological aspects of MXene-Reinforced Nanocomposites. Adv Mater 32(38):2003154. https://doi.org/10.1002/adma.202003154
Rosenkranz A, Righi MC, Sumant AV, Anasori B, Mochalin VN (2023) Perspectives of 2D MXene tribology. Advanced Mater. https://doi.org/10.1002/adma.202207757
Spinels NO, Vasileiadis A, Carlsen B, De Klerk NJJ, Wagemaker M (2018) Ab Initio Study of Sodium Insertion in the λ-Mn2 O4 and Dis/Ordered 5Ni0 5O4 spinels. Chem Mater. https://doi.org/10.1021/acs.chemmater.8b01634
Zamharir MJ, Aghajani H, Tabrizi AT (2021) Evaluation of adhesion strength of TiN layer applied on 316L substrate by electrophoretic deposition. J Aust Ceram Soc 57(4):1219–1230. https://doi.org/10.1007/s41779-021-00621-1
Yanfeng W, Zhengxian L, Haonan W, Jihong D, Changwei Z (2017) Effect of multilayered structure on properties of Ti/TiN coating. Rare Met Mater Eng 46(5):1219–1224. https://doi.org/10.1016/S1875-5372(17)30140-6
Aghajani H, Roostaei M, Sharif S (2021) “Wear behavior of self-propagating high- temperature synthesized Cu-TiO 2 nanocomposites. Synthesis and Sintering 1:127–134
Sahoo S, Samal S, Bhoi B (2020) Fabrication and characterization of novel Al-SiC-hBN self-lubricating hybrid composites. Mater Today Commun. https://doi.org/10.1016/j.mtcomm.2020.101402
Loganathan P, Gnanavelbabu A, Rajkumar K (2021) Investigation on mechanical and wear behaviour of AA2024/hBN composites synthesized via powder metallurgy routine. Mater Today Proc 45:7865–7870. https://doi.org/10.1016/j.matpr.2020.12.503
Rajkumar S, Arulmurugan B, Teklemariam A, Tafesse D, Mekonnen A, Mulugeta L (2021) Investigation on mechanical properties of AA2024/HBN composites prepared by stir casting method. Mater Today Proc 47:396–399. https://doi.org/10.1016/j.matpr.2021.04.593
Zhang J, Yang S, Chen Z, Wu H, Zhao J, Jiang Z (2019) Graphene encapsulated SiC nanoparticles as tribology-favoured nano fi llers in aluminium composite. Compos Part B. https://doi.org/10.1016/j.compositesb.2018.12.046
Lakshmanan M, Rajadurai JS, Chakkravarthy V, Rajakarunakaran S (2021) Tribological investigations on h-BN/NiTi inoculated Al7075 composite developed via ultrasonic aided squeeze casting. Mater Lett 285:129113. https://doi.org/10.1016/j.matlet.2020.129113
Lin G, Peng Y, Dong Z, Xiong D (2021) Tribology behavior of high-content graphene/nanograined Cu bulk composites from core/shell nanoparticles. Compos Commun. https://doi.org/10.1016/j.coco.2021.100777
Alizadeh A, Abdollahi A, Biukani H (2015) Creep behavior and wear resistance of Al 5083 based hybrid composites reinforced with carbon nanotubes (CNTs ) and boron carbide (B4C). J Alloys Compd 650:783–793. https://doi.org/10.1016/j.jallcom.2015.07.214
Lai C, Zhong M, Xu W, Yi M, Wu H, Huang M (2023) Tribology International Influences of B4C and carbon nanotubes on friction and wear performance of Cu base self-lubricating composite. Tribol Int. https://doi.org/10.1016/j.triboint.2023.108726
Zhou Y, Zhu R, Zuo X, Xie W (2023) Tribology international tribo-electrical behaviors of CNTs-MoS2/Cu composites under sliding electrical contact with brass. Tribol Int. https://doi.org/10.1016/j.triboint.2022.108207
Yuan J, Yao Y, Zhuang M, Du Y, Wang L, Yu Z (2021) Tribology international effects of Cu and WS2 addition on microstructural evolution and tribological properties of self-lubricating anti-wear coatings prepared by laser cladding. Tribol Int. https://doi.org/10.1016/j.triboint.2021.106872
Sun Y, Fang Y, Shang F, Zhang J, Liu W, Shen H, Guo B (2023) Enhancing the tribological performance of Cu-WS2 composites with Ag-shell/Cu-core structure. Powder Technol 422:118453. https://doi.org/10.1016/j.powtec.2023.118453
Zhu X, Zhang S, Zhang L, He Y, Zhang X, Kang X (2023) Tribology International Frictional behavior and wear mechanisms of Ag/MoS2/WS2 composite under reciprocating microscale sliding. Tribol Int. https://doi.org/10.1016/j.triboint.2023.108510
Zhang X, Zhang K, Kang X, Zhang L (2021) Tribology International Friction maps and wear maps of Ag/MoS2/WS2 nanocomposite with different sliding speed and normal force. Tribol Int. https://doi.org/10.1016/j.triboint.2021.107228
Liu B, Yan S, He Y, He T, Li H, He Y, Song R, Zhang Z, Liu D, Shangguan J (2022) Research for electrodeposited superhydrophobic Ni-W-WS2 coating and its anticorrosion and wear resistance. Coll Surf A: Physicochem Eng Asp. https://doi.org/10.1016/j.colsurfa.2022.130236
Li P, Aboulkhair NT, Wu J, Leng KL, Yang D, Clare AT (2023) Tailoring the in-situ formation of intermetallic phases in the self-lubricating Al–WS2 composite for enhanced tribological performance with wear track evolution analysis. J Mater Res Technol 27:4891–4907. https://doi.org/10.1016/j.jmrt.2023.10.157
Wang Y, Pan Y, Xu X, Zhang W, Feng R, Li H (2024) “Improving corrosion and wear resistances of 2195 Al–Li alloy by PEO and LDHs composite coating. J Mater Res Technol. https://doi.org/10.1016/j.jmrt.2023.12.067
Rouhi M, Moazami-goudarzi M, Ardestani M (2019) Comparison of effect of SiC and MoS2 on wear behavior of Al matrix composites. Trans Nonferrous Met Soc China 29(6):1169–1183. https://doi.org/10.1016/S1003-6326(19)65025-9
Satish C, Kumar KV, Prasad S, Kiran PS, Rahman OSA (2023) Effect of Al2 O3 and MoS2 reinforcement on microstructure, mechanical, and wear properties of plasma sprayed aluminium hybrid composite coating. Mater Today Commun. https://doi.org/10.1016/j.mtcomm.2023.106640
Liu S, Wang Y, Muthuramalingam T, Anbuchezhiyan G (2019) Effect of B4 C and MOS2 reinforcement on micro structure and wear properties of aluminum hybrid composite for automotive applications. Compos Part B. https://doi.org/10.1016/j.compositesb.2019.107329
Tabrizi AT, Aghajani H, Laleh FF (2021) Tribological characterization of hybrid chromium nitride thin layer synthesized on titanium. Surf Coatings Technol. https://doi.org/10.1016/j.surfcoat.2021.127317
Taghizadeh A, Aghajani H (2021) “Study through diverse synthesis methods of chromium nitride thin layers : a review. J Surf Investigation: X-ray, Synchrotron Neutron Tech. https://doi.org/10.1134/S1027451021060197
Roostaei M, Aghajani H, Abbasi M, Abasht B (2021) Formation of Al2O3/MoS2 nanocomposite coatings by the use of electro spark deposition and oxidation. Ceram Int 47(8):11644–11653. https://doi.org/10.1016/j.ceramint.2020.12.296
Chen W, Shi H, Xin H, He NR, Yang W, Gao H (2018) Friction and wear properties of Si3N4-hBN ceramic composites using different synthetic lubricants. Ceram Int 44(14):16799–16808. https://doi.org/10.1016/j.ceramint.2018.06.113
Chen W, Wang K, Liu X, He N, Xin H, Hao W (2019) Investigation of the friction and wear characteristics of Si3 N4-hBN ceramic composites under marine atmospheric environment. Int J Refract Met Hard Mater. https://doi.org/10.1016/j.ijrmhm.2019.03.014
Wang K, Jia J, Chen W, He N (2021) Investigation of corrosion and wear properties of Si3N4-hBN ceramic composites in artificial seawater. Tribol Int. https://doi.org/10.1016/j.triboint.2021.107235
Li X, Gao Y, Wei S, Yang Q, Zhong Z (2017) Dry sliding tribological properties of self-mated couples of B4C-hBN ceramic composites. Ceram Int 43(1):162–166. https://doi.org/10.1016/j.ceramint.2016.09.128
Li X, Gao Y, Pan W, Zhong Z, Song L, Chen W, Yang Q (2015) Effect of hBN content on the friction and wear characteristics of B4C-hBN ceramic composites under dry sliding condition. Ceram Int 41(3):3918–3926. https://doi.org/10.1016/j.ceramint.2014.11.074
Li X, Gao Y, Yang Q (2017) Sliding tribological performance of B4C-hBN composite ceramics against AISI 321 steel under distilled water condition. Ceram Int 43(17):14932–14937. https://doi.org/10.1016/j.ceramint.2017.08.010
Li X, Gao Y, Wei S, Yang Q (2017) Tribological behaviors of B4C-hBN ceramic composites used as pins or discs coupled with B4C ceramic under dry sliding condition. Ceram Int 43(1):1578–1583. https://doi.org/10.1016/j.ceramint.2016.10.136
Li X, Wei S, Yang Q, Gao Y, Zhong Z (2020) Tribological performance of self-matching pairs of B4C/hBN composite ceramics under different frictional loads. Ceram Int 46(1):996–1001. https://doi.org/10.1016/j.ceramint.2019.09.063
Kitiwan M, Ito A, Goto T (2015) Spark plasma sintering of TiN-TiB2-hBN composites and their properties. Ceram Int 41(3):4498–4503. https://doi.org/10.1016/j.ceramint.2014.11.144
Tian S, Guo W, He Q, Wang A, Tian T, Liu C, Hu L, Zhang Z, Wang H, Wang W, Fu Z (2021) Synthesis of TiN–TiB2–hBN composite powders with a core-shell structure and preparation of bulk samples. Mater Today Commun 29:102783. https://doi.org/10.1016/j.mtcomm.2021.102783
Misra D, Nemane V, Mukhopadhyay S, Chatterjee S (2020) Effect of hBN and SiC addition on laser assisted processing of ceramic matrix composite coatings. Ceram Int 46(7):9758–9764. https://doi.org/10.1016/j.ceramint.2019.12.245
Gautam A, Guatam C, Mishra M, Sahu S, Nanda R, Kisan B, Guatam RK, Prakash R, Sharma K, Singh D, Guatam SS (2021) Synthesis, structural, mechanical, and biological properties of HAp-ZrO2-hBN biocomposites for bone regeneration applications. Ceram Int 47(21):30203–30220. https://doi.org/10.1016/j.ceramint.2021.07.200
Mudra E, Shepa I, Hrubovcakova M, Koribanich I, Medved D, Kovalcikova A, Vojtko M, Dusza J (2021) Highly wear-resistant alumina/graphene layered and fiber-reinforced composites. Wear 484–485:204026. https://doi.org/10.1016/j.wear.2021.204026
Wang L, Geng Y, Tieu AK, Hai G, Tan H, Chen J, Cheng J, Yang J (2021) “In-situ formed graphene providing lubricity for the FeCoCrNiAl based composite containing graphite nanoplate. Compos Part B. https://doi.org/10.1016/j.compositesb.2021.109032
Chen Z, Qi H, Zhao B, Shi L, Li HN, Ding W (2021) On the tribology and grinding performance of graphene-modified porous composite-bonded CBN wheel. Ceram Int 47(3):3259–3266. https://doi.org/10.1016/j.ceramint.2020.09.165
Zhang X, Zhu S, Shi T, Ding H, Bai Y, Di P (2020) Preparation, mechanical and tribological properties of WC-Al2 O3 composite doped with graphene platelets. Ceram Int 46(8):10457–10468. https://doi.org/10.1016/j.ceramint.2020.01.045
Chen F, Yan K, Hong J, Song J (2023) Tribology international synergistic effect of graphene and β-Si3 N4 whisker enables Si3 N4 ceramic composites to obtain ultra-low friction coefficient. Tribol Int. https://doi.org/10.1016/j.triboint.2022.108045
Duan J, Li L, Tong Y, Chen Z, Deng D, Liu J, Cai Z, Wang H (2022) Core-shell structured h-BN @ Ni reinforced CoCrNi-based self-lubricating composites. Surf Coat Technol 448:128939. https://doi.org/10.1016/j.surfcoat.2022.128939
Gyawali G, Kim H, Tripathi K, Kim T, Lee SW (2014) Fabrication and characterization of electrodeposited Ni e SiC e h/BN composite coatings. J Mater Sci Technol 30(8):796–802. https://doi.org/10.1016/j.jmst.2014.05.008
Chen J, Sun Q, Chen W, Zhu S, Li W, Cheng J (2021) Tribology international high-temperature tribological behaviors of ZrO2/h-BN/SiC composite under air and vacuum environments. Tribol Int. https://doi.org/10.1016/j.triboint.2020.106748
Chen J, Sun Q, Chen J, Cheng J, Zhu S, Yang J (2021) “Tribology International Mechanical and tribological properties of h-BN/ZrO2 / SiC solid-lubricating ceramic composites. Tribol Int. https://doi.org/10.1016/j.triboint.2021.107061
Sun Q, Song J, Chen S, Shi J, Zhang X, Su Y, Fan H, Hu L, Zhang Y (2023) Tribological behavior and lubrication mechanism of h -BN / ceramic composites: effects of h-BN platelet size and ceramic phase. Tribol Int. https://doi.org/10.1016/j.triboint.2023.108722
Li K, Liang J, Zhou J (2023) “Effects of WS2 and Cr3 C2 addition on microstructural evolution and tribological properties of the self-lubricating wear-resistant CoCrFeNiMo composite coatings prepared by laser cladding. Opt Laser Technol. https://doi.org/10.1016/j.optlastec.2023.109442
Zhou J, Cheng Y, Yang J, Wang Q, Liang X (2021) Effects of WS2 and Ti3 AlC2 additions on the high temperature wear properties of laser cladding YW1/NiCoCrAlY tool coating. Ceram Int 47(24):35124–35133. https://doi.org/10.1016/j.ceramint.2021.09.055
Kumar A, Atheaya D, Tyagi R, Ranjan V (2023) “Surface and coatings technology high temperature friction and wear of atmospheric plasma spray deposited. Surf Coat Technol. https://doi.org/10.1016/j.surfcoat.2022.129225
Biswal SR, Sahoo S (2024) “Materials Today : Proceedings Study on wear and corrosive behavior of novel Al/Al2 O3/SiC/WS2 hybrid composites. Mater Today Proc. https://doi.org/10.1016/j.matpr.2023.10.139
Awais H, Nawab Y, Amjad A, Anjang A, Md Akil H, Zainol Abidin MS (2021) “Environmental benign natural fibre reinforced thermoplastic composites: A review. Compos Part C Open Access. https://doi.org/10.1016/j.jcomc.2020.100082
Gul S, Tabrizi IE, Okan BS, Kefal A, Yildiz M (2021) An experimental investigation on damage mechanisms of thick hybrid composite structures under flexural loading using multi-instrument measurements. Aerosp Sci Technol 117:106921. https://doi.org/10.1016/j.ast.2021.106921
Chen W, Wang Z, Liu X, Jia J, Hua Y (2020) “Effect of load on the friction and wear characteristics of Si3N4-hBN ceramic composites sliding against PEEK in artificial seawater. Tribol Int. https://doi.org/10.1016/j.triboint.2019.105902
Huang Z, Zhao W (2020) Coupling hybrid of HBN nanosheets and TiO2 to enhance the mechanical and tribological properties of composite coatings. Prog Org Coatings. https://doi.org/10.1016/j.porgcoat.2020.105881
Bijwe J, Kumar K, Panda JN, Parida T, Trivedi P (2016) Design and development of high performance tribo-composites based on synergism in two solid lubricants. Compos Part B Eng 94:399–410. https://doi.org/10.1016/j.compositesb.2016.03.034
Panda JN, Bijwe J, Pandey RK (2019) Role of micro and nano-particles of hBN as a secondary solid lubricant for improving tribo-potential of PAEK composite. Tribol Int. https://doi.org/10.1016/j.triboint.2018.09.028
Mittal G, Rhee KY, Park SJ (2017) Processing and characterization of PMMA/PI composites reinforced with surface functionalized hexagonal boron nitride. Appl Surf Sci 415:49–54. https://doi.org/10.1016/j.apsusc.2016.10.029
Dhakal N, Wang X, Espejo C, Morina A, Emami N (2023) Impact of processing defects on microstructure, surface quality, and tribological performance in 3D printed polymers. J Mater Res Technol 23:1252–1272. https://doi.org/10.1016/j.jmrt.2023.01.086
George E, Manoli A, Vahabi H, George SC (2023) “Nano-Structures & Nano-Objects Polydopamine modified polymeric carbon nitride nanosheet based ABS nanocomposites for better thermal, frictional and mechanical performance. Nano-Structures Nano-Objects. https://doi.org/10.1016/j.nanoso.2023.100987
Zhang N, Qu C, Li S, Wang C, Xu M (2021) “Tribology International Significantly enhanced tribology and thermal management by dual- network graphene/epoxy composites. Tribology Int 164:107239
Li W, Zhang S, He D, Cai M, He C, Fan X (2023) Tribology International Ti 3 C 2 @ ZnO-reinforced interpenetrating polymer network coating toward harsh wear/corrosion protection. Tribol Int. https://doi.org/10.1016/j.triboint.2023.108877
Olszowska K, Godzierz M, Pusz S, Myalski J, Kobyliukh A, Georgiev G, Posmyk A, Tsyntsarski B, Szeluga U (2023) “Development of epoxy composites with graphene nanoplatelets and micro-sized carbon foam : morphology and thermal, mechanical and tribological properties. Tribology Int. https://doi.org/10.1016/j.triboint.2023.108556
Wang H, Qi X, Liang L, Wang Y (2023) Tribological properties of graphene oxide reinforced PPTA / PTFE composites. J Mater Res Technol 23:3505–3514. https://doi.org/10.1016/j.jmrt.2023.02.032
Diao L, Gao Q, Zhang N, Dai Q, Zhang X, Li D (2023) “Hydrogen-bonding network boosts the anti-wear performance of Ca/Al layered double hydroxide / polytetrafluoroethylene composite. Compos Commun. https://doi.org/10.1016/j.coco.2023.101533
He Y, Zhang Z, Yang M, Liu M, Liao C (2024) Tribology International Construction of 3D structured MXene-h-BN hybrid via thiol-ene click chemistry to enhance thermal and tribological properties of fabric composites. Tribol Int. https://doi.org/10.1016/j.triboint.2024.109341
Li S, Duan C, Li Z, Shao M, Qu C, Zhang D, Wang Q, Wang T, Zhang X (2020) The effect of different layered materials on the tribological properties of PTFE composites. Friction 8(3):542–552. https://doi.org/10.1007/s40544-019-0276-4
Wang Y, Li Y, Han K, Wan L, Zhang X, Jiao S, Shi X, Jiang C, Zhu Z (2020) Microstructure and mechanical properties of sol-enhanced nanostructured Ni–Al2O3 composite coatings and the applications in WC-Co/steel joints under ultrasound. Mater Sci Eng A 775:138977. https://doi.org/10.1016/j.msea.2020.138977
Mahdavi S, Allahkaram SR (2015) Composition, characteristics and tribological behavior of Cr, Co-Cr and Co-Cr/TiO2 nano-composite coatings electrodeposited from trivalent chromium based baths. J Alloys Compd 635:150–157. https://doi.org/10.1016/j.jallcom.2015.02.119
Zhou Q, Lu Z, Ling Y, Wang J, Wang R, Li Y, Zhang Z (2019) Characteristic and behavior of an electrodeposited chromium (III) oxide/silicon carbide composite coating under hydrogen plasma environment. Fusion Eng Des 143:137–146. https://doi.org/10.1016/j.fusengdes.2019.03.144
Wang S, Liu X, Yin X, Zhang B, Du N (2020) “High-temperature oxidation behavior of Ti2AlNb alloy with PEO/hBN composite coating at 1000 °C. Surf Coatings Technol. https://doi.org/10.1016/j.surfcoat.2020.126473
Demir M, Kanca E, Karahan İH (2020) Characterization of electrodeposited Ni–Cr/hBN composite coatings. J Alloys Compd. https://doi.org/10.1016/j.jallcom.2020.155511
Göncü Y, Geçgin M, Bakan F, Ay N (2017) Electrophoretic deposition of hydroxyapatite-hexagonal boron nitride composite coatings on Ti substrate. Mater Sci Eng C 79:343–353. https://doi.org/10.1016/j.msec.2017.05.023
Ao N, Liu D, Wang S, Zhao Q, Zhang X, Zhang M (2016) Microstructure and tribological behavior of a tio2/hbn composite ceramic coating formed via micro-arc oxidation of Ti–6Al–4V Alloy. J Mater Sci Technol 32(10):1071–1076. https://doi.org/10.1016/j.jmst.2016.06.015
Xue W, Gao S, Duan D, Zhang J, Liu Y, Li S (2018) Effects of blade material characteristics on the high-speed rubbing behavior between Al-hBN abradable seal coatings and blades. Wear 410–411:25–33. https://doi.org/10.1016/j.wear.2018.06.003
Gerbedoen JC, Soltani A, Mattalah M, Moreau M, Thevenin P, De Jaeger JC (2009) AlGaN/GaN MISHEMT with hBN as gate dielectric. Diam Relat Mater 18(5–8):1039–1042. https://doi.org/10.1016/j.diamond.2009.02.018
Author information
Authors and Affiliations
Contributions
Arvin Taghizadeh Tabrizi involved in conceptualization, investigation, writing and original draft-review and editing, Norbert Enzinger involved in conceptualization, investigation, writing and original draft-review and editing
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Taghizadeh Tabrizi, A., Enzinger, N. 2D materials enhancing tribological performance in bulk and composite coatings: a review. Graphene and 2D mater (2024). https://doi.org/10.1007/s41127-024-00081-x
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41127-024-00081-x