
Abstract
This paper presents the strength, durability and microstructural characteristics of fly ash based geopolymer concrete in addition to red mud. The study explores the influence of other parameters on the compressive strength of GC such as Na2SiO3 to NaOH ratio (liquid-to-liquid), and alkaline solution to binder ratio. The presence of high alkalinity in the red mud was enough to dissolve FA, thus ensuing the formation of aluminosilicate gels. The X-ray diffraction analysis showed the geopolymerization process and confirmed the composition of end products. Based on the experimental results, it could be recognized that GC with 10% replacement of FA with RM has shown better strength and durability properties. The results depicted that the GC mix M8 attained enhanced compressive strength i.e., 47.6 MPa indicating that the GC can be used as materials for load-bearing members in structures. The SEM images showed that a huge quantity of geopolymeric products was generated in a geopolymer by the reaction of OH− with the aluminosilicate components in FA and RM in a strong alkaline nature. Due to minor porosity, good pore structure and lower chloride ion permeability, GC can be significantly better than conventional cement concrete.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
As a point of environmental concern, there is a need to develop world infrastructure with industrial wastes, which reduces the natural and mineral resources scarcity and environmental pollution [1,2,3]. Fly ash (FA) is a by-product of a coal-based thermal power station; it contains major quantities of ‘Al’ and ‘Si’ [4]. Red mud (RM) is a by-product from bauxite processing, contains ‘Al,’ ‘Fe,’ and a smaller concentration of ‘Si’ [3]. Geopolymer technology is gaining recognition due to its several advantages such as sustainable concrete, higher building life, lower CO2 release, recycled industrial waste, greater strength, and higher durability [5,6,7]. Geopolymer binders are produced by activating aluminosilicate source materials such as FA, Ground Granulated Blast Furnace Slag (GGBFS), RM. [8,9,10]. The geopolymer technology was introduced in the 1970s [11], then onward most of the experimental and research studies explained that geopolymers are the best alternative to cement-based products. Some of the studies have been conducted on certain parameters on geopolymers like the ratio of Si/Al, binder/solution ratio, specific surface area, NaOH concentration, type of binder, curing temperature, etc. [12,13,14,15,16,17]. At present, some of the research works are doing on RM-based geopolymer concrete (GC) [18, 19]. A huge quantity of geopolymeric products was produced in a geopolymer by the reaction of OH − with N–A–S–H components in FA-RM or rice husk ash-red mud in a strong alkaline nature [20, 21].
The latest studies reported the influence of RM in GC in different ways (RM under thermal pretreatment), combined with FA or rice husk ash, etc. [22,23,24,25]. Zhang et al. [26] investigated the geopolymers produced with FA (class F) and RM using sodium-based alkaline solutions (Na2SiO3 and NaOH) and cured at ambient temperature. Reported that the FA-RM-based geopolymers shown an unconfined compressive strength of 6.19 MPa for FA8 under 28 days of ambient curing (without NaOH solution). Pridobivanje et al. [27] used RM in their study as an exceptional aluminosilicate material in the form of sustainable geopolymer products. In another study, to produce geopolymers, two industrial wastes are used (RM and rice husk ash). The experimental study reported that the compressive strength ranges from 3.2 to 20.5 MPa with nominal Si/Al ratios of 1.68–3.35. In their study, the microstructural images show that the end products are majorly composed of amorphous geopolymer resins with crystalline phases as gap fillers [20]. On the other hand, the available literature has reported some considerable limitations. First, most of the papers adopted an oven curing condition, typically between 55 to 80 °C, which may obstruct the consumption of GC for infrastructural development. Next, the mechanical properties found from RM-based geopolymer binders are still not comparable with the properties obtained in OPC binders in the majority of cases [28].
In this paper, geopolymers are produced with FA, and RM sources to (i) study the effect of physical and chemical properties of raw materials; (ii) identify better material mix proportions for FA-RM-based GC. This will help to obtain geopolymers with outstanding strength and microstructural properties. The curing temperature and curing age were investigated further to recognize the type of curing and micro-mechanical relationships. Furthermore, (iii) the mineralogical and microstructural characteristics of the GC were characterized by X-ray diffraction (XRD) and scanning electron microscopy (SEM) to compare the relation between the chemical composition of geopolymer gels and their compressive strength. This paper will make possible the practical application of FA-RM-based GC as a construction material as a final point.
Materials, mix proportions and methods
Materials
FA used in the present study was procured from a locally available coal-based thermal power corporation, conforming to ASTM C 618–19 [29]. The specific gravity and specific surface area of FA are 2.37 and 386 m2/kg. The RM was used as gap-filling secondary binding materials and taken from the Nalco refinery plant, Orissa, India. RM was pre-calcined at 600 ˚C in 2 h to convert the aluminates and silicates into alumina and silica. The RM's specific surface area and specific gravities are 22,200 m2/kg and 2.43, respectively. The OPC (43 grade) was used to produce a control mix conforming to ASTM C 150–2019 [30], purchased from JSW cement, Guntur, India. Table 1 presents the oxide composition of FA, RM, and cement. Figure 1 describes the mineralogical phases of FA and RM; quartz (2Ɵ = 26.634, 36.58,39.49 and 59.99; d-spacing:3.344[Aͦ], 2.456[Aͦ],2.281[Aͦ]and1.541[Aͦ]), boehmite (2Ɵ = 14;d-spacing:2.873[Aͦ], hematite (2Ɵ = 33;d-spacing:5.0329[Aͦ]), sodalite (2Ɵ = 24; d-spacing:8.8800[Aͦ]), rutile (2Ɵ = 54;d-spacing:4.5955[Aͦ]) and mullite (2Ɵ = 17; d-spacing:2.895[Aͦ]) were presented.

X-ray diffractogram for FA and RM
The 99% pure sodium hydroxide flakes were supplied by local traders of Andhra Pradesh state, India. Sodium hydroxide solution was prepared by dissolving the NaOH flakes in the required quantity of water to produce an 8 molarity NaOH solution. The sodium silicate in the liquid form was obtained from chemical traders of Chennai, India. The combination of Na2SiO3 and NaOH solutions was used as an alkaline solution. The sodium silicate solution used in this study was consists of SiO2 = 27.6, Na2O = 7.5, and H2O = 64.9 (Wt. %). For the geopolymer mixes Na2SiO3 to NaOH ratio (liquid-to-liquid) considered as 2.5:1 and 2:1. Locally obtainable river sand and crushed granite stone particles were used as fine and coarse aggregates as per ASTM C 33–2008 [31] and Figure 2 shows aggregate size distribution.

Aggregate size distribution
In this study, eleven mixes were prepared, including a cement-based control mix. The variables considered for geopolymer mixes were the replacement of RM and Na2SiO3 to NaOH ratios (liquid-to-liquid). RM replaced the FA in 5, 10, 15, and 20% by the binder's weight. Table 2 shows the mix proportioning of GC.
To determine the compressive strength, 150 × 150 × 150 mm cube molds are used according to BS EN 12,390–3 [32] standards. All the FA-RM-based geopolymer concrete samples are cured under 7, 14, 21, and 28 days of ambient curing. The control mix, OPC concrete samples were cured under water for 7, 14, 21, and 28 days. To find the influence of microstructure and oxide composition of the FA-RM-based GC on its strength; the XRD and SEM were performed. An XRD analysis was conducted for the mineral categorization of GC. The XRD peaks were identified through the “X’ Pert High Score” software.
To find the chloride ion permeability resistance of FA-RM-based geopolymer samples, rapid chloride permeability test (RCPT) was conducted according to ASTM C 1202 [39]. The experimental setup for RCPT was shown in Fig. 3. Generally, the RCPT setup consists of 2 reservoirs, in 1st reservoir 0.3 molarity of NaOH liquid, and in 2nd reservoir, 3% NaCl liquid was filled. Finally, the chloride ion permeability results were noted for every 30 min in 6 h duration of time. The GC samples with 100 mm dia and 50 mm height were used for RCPT.

Rapid chloride permeability test setup
To determine the corrosion resistance of geopolymer samples acceleratory corrosion test (ACT) was conducted according to ASTM G109-07 [40]. The GC samples with 100 mm dia and 200 mm height were used for the ACT. An 8-mm-dia steel bar was inserted at the center of the geopolymer specimen. The experimental setup for ACT was shown in Fig. 4.

Accelerated corrosion test setup
Results and discussion
Compressive strength
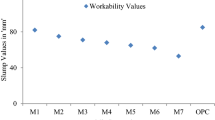
Figure 5 shows compressive strength values of GC with two alkaline ratios Viz 2.0, 2.5, and various replacement levels of FA with RM. However, the replacement of RM up to 10% has shown better performance compared to other replacement levels. RM contains a higher percentage of alumina and silica, iron oxides, which accelerate geopolymerization when reacting with alkaline solutions; this might be the reason for strength enrichment with 10% RM replacement. Figure 5 depicts strength achievement with the age of curing; RM replaced mixes have shown high strength growth compared to 100% FA-based geopolymer concrete and the control mix M11. However, the mix M8 has shown higher compressive strength, i.e., 24, 32.3, 41, and 47.6 MPa at 7, 14, 21, and 28 days of ambient temperature. The specimens containing RM have attained superior strength related to their greater Al-Si contents and higher specific surface area, and extra geopolymeric gel was formed to improve the compressive strength [19]. The finer particles in RM are smoother for Al3+ and Si4+ leaching and acted as a filling material to improve the compressive strength.

Compressive strength of geopolymer and normal concretes
The base for the higher strength attainment is the presence of silica and free lime in the RM, which enriches C-A-S–H gel formation. But, the strength development was observed only at 10% replacement of FA with RM. While, a further increment of RM replacement, the strength was subsequently decreasing [33, 34]. An incomplete geopolymeric reaction was found with a high level of RM replacement; due to inadequate alkaline content, it caused a reduction in the geopolymer concrete strength. The mixes contain RM has shown better microstructural characteristics because the presence of dissolved ‘Si’ and ‘Al’ formed additional sodium aluminosilicate gel lead to attaining enhanced compressive strength values. Figure 5 was evident that the compressive strength increases with the ratio of Na2SiO3 to NaOH value as 2.5. An increase in strength was majorly due to the microstructure change, which is subjected to the quantity of Na2SiO3 [35, 36, 44].
Rapid chloride penetration test
In the present study, the chloride ions permeability test was conducted on geopolymer concrete with two alkaline ratios (2, 2.5) and various FA and RM replacement levels. The chloride ions passage was reduced with increases in the RM replacement in GC, as represented in Table 3. The RM particles are very much finer (average particle size = 8 µm) than FA, which filled the pore structure of GC; it is the reason for low chloride ion permeability observed in FA-RM-based GC samples. The GC mixes M5 and M10 have shown better chloride ions resistance i.e., 1502C and 1456C, respectively, which comes under low permeability as per ASTMC1202-2016. Red-mud in GC considerably decreases the mobility of chloride ions; the reason might be effective reactivity of alkaline solution with FA and RM [41]. Red-mud particles are very finer, which reduces the depth of carbonation and penetration of chloride ions into the GC. The presence of alumina in RM accelerates the hardening process and also enriches the geopolymerization process. The addition of red mud in concrete accelerated the early geopolymerization, which enhanced the durability of its filling effect [42].
Accelerated corrosion test
Figure 6 shows rebar mass loss (%) due to corrosion of geopolymer reinforced concrete with various proportional levels of RM and FA. The rebar mass loss was reduced with increases in the RM replacement in FA. The rebar mass loss was reduced from 19 (M1) to 8.44% (M5) and 17.5 (M6) to 8.1% (M10) in alkaline ratios of 2 and 2.5, respectively. In the present study, corrosion resistivity of GC was followed by M10 > M5 > M9 > M4 > M8 > M3 > M7 > M2 > M11 > M6 > M1. The reason might be RM has high alkaline nature (pH greater than 12). The alkalinity of red mud stabilizes the passivating layer on the reinforcement bar surface. So that red mud presence in concrete retards the corrosion initiation process. Belen et al. [43] found an extreme reduction of chloride ions and CO2 passage in red mud-based concrete than normal concrete. Red mud having a higher percentage of alumina, which traps the chlorides. Another reason, red mud particles are very finer (average 8 µm), which does not allow any ions (water, air, chloride ion, etc.) into the GC samples which reduces the corrosion attack.

Rebar mass loss due to corrosion
SEM
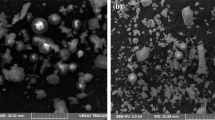
The micrographs of the GC samples with the addition of different percentages of RM under ambient conditions were analyzed by SEM. Figure 7(a),(b) depicts that most of the FA fractions were spherical in shape and RM particles have poorly crystallized formation. When comparing the GC activated with 100% FA, the GC derived with the RM has shown a denser structure. Most of the un-reacted and semi-reacted particles were observed in 100%-FA-based GC samples (Fig. 7(c)–(h)). When comparing the geopolymers derived from various FA and RM proportions, the GC produced from 10% RM and 90% FA with Na2SiO3 to NaOH ratio 2.5 (M8) observed to have a more compact structure. The reasonable explanation was that ‘Al’ and ‘Si' presence in RM forms additional C-A-S-H gel and compassionate in forming a denser structure. The C-A-S-H gel formations were observed in both SEM and XRD analyses.

SEM images a raw FA, b raw RM, c M1, d M2, e M3, f M4, g M5, h M6, i M7, j M8, k M9, i M10
It can be found that the microstructure of RM-FA-based geopolymer becomes compact with increasing the RM content from 5 to 10%, which may contribute to the higher compressive strength. It could be noted that the beyond 10% RM content has affected the structural compactability of GC by hindering the development of a denser geopolymer matrix. The more leaching of Al3+ and Si4+ ions in FA-RM-based GC samples was the key reason for the dense microstructure. To stabilize the charge in [AlO4] – ions in finer particles, there are additional Na+ ions. From Fig. 7, it was observed that the 10% RM-based mixes have fewer pores, for the reason that its inferior temperature liberation rate in the early hours (0–2).
Interfacial transition zone
The present study has been evaluated the interfacial transition zone (ITZ) in ordered to understand the bond between the GC paste and aggregates. Figure 8 shows the SEM image related to ITZ of RM-based GC (M8) and reference mix (M1). The RM-based GC has a strong bond between the aggregates and GC paste, as represented in Fig. 8(a), which might be the reason for achieving better mechanical properties than reference mixes. A weak bond was observed between the cement paste and aggregates in the reference mix due to porous cracks, which causes separation of cement paste and aggregates, as shown in Fig. 8(b).

SEM images a ITZ of mix M8, b ITZ of mix M1
XRD
XRD analysis is performed to understand the changes in the mechanical behavior of GC. Whereas Rigaku 600 mini flux is used as a diffractogram, the patterns are measured within the scanning range of 10˚–70˚ (2Ɵ). Figure 9 illustrates the XRD patterns of GC mixes Viz., M1 to M10. Hatrurite and larnites are identified at 32.193 with d-spacing of 2.778[Aͦ] and 32.169 with d-spacing of 2.780[Aͦ]. The aluminates and silicates in the RM react with an alkaline solution and developing hatrurite and larnite formation. Meanwhile, Quartz, mullite, katoite, and calcite are detected in geopolymer mixes; these are majorly responsible for mechanical performance. In contrast, the portlandite is detected at 2Ɵ = 18 with a d-spacing of 3.395357[Aͦ]. Portlandite holds the alkaline solution in the pore structure, which is necessary to improve the leaching of Si4+, Al3+, and Ca2+ ions; these enrich the geopolymeric gel production [37, 44].

XRD analysis of geopolymer concrete
The geopolymerization process enriches with increases the replacement level of RM in FA-based geopolymer concrete. Most of the peaks appeared in between 20˚ to 40˚ are poorly crystallized and these are the clear evidence of the presence of strong geopolymerization gel. C–A–S–H is detected in M8 mix, but in the further mixes the intensity has reduced due to presence of Na2SO3 [38, 45]. This might reason for achieved better mechanical performance in M8 than others.
Conclusions
In this paper, the influence of RM on strength and microstructural characteristics on FA-based geopolymers was systematically investigated. The RM and FA were mixed at various combinations to produce GC. Binding materials were activated using sodium-based alkaline solutions and cured at ambient temperature. The compressive strength of FA-RM-based GC was examined in the laboratory and XRD, and SEM was used to analyze the microstructure. From the systematic analysis of FA-RM-based geopolymers, the following conclusions are drawn,
-
The GC produced from the FA and RM with Na2SiO3 to NaOH ratio (liquid-to-liquid) as 2.5 showed better performance over the GC derived with Na2SiO3 to NaOH ratio as 2.0.
-
Geopolymers with 10% RM and 2.5 solution ratio mixes (M8) attained a higher compressive strength of 47.6 MPa during 28 days of ambient temperature. At higher replacement levels of RM, the formation of C–A–S–H gel was minimized, which decreased the compressive strength.
-
10% RM-based geopolymer concrete samples shown better resistance to chloride ion penetration and corrosion compared to all other replacement levels of RM.
-
The SEM images are evidence that the FA-RM-based GC prepared using M8 had a very dense microstructure. The presence of hatrurite and larnite in the RM GC shown enhanced compressive strength at an early curing age and indication for additional C–A–S–H gel formation.
-
The microstructure of RM-FA-based GC with different RM replacement levels was analyzed by XRD and SEM. The microstructural results depicted the formation of the main geopolymerization product of RM-FA-based GC is C–A–S–H gel. It is evident through SEM images that the presence of RM in geopolymers not only acts as a reactant in a geopolymeric reaction, but also served as a filling material providing denser microstructure.
The experimental results revealed promising applications of FA-RM-based GC for infrastructural development with suitable mix proportions.
References
Koshy N, Singh DN (2016) FA zeolites for water treatment applications. J Environ Chem Eng 4:1460–1472
Toniolo N, Boccaccini AR (2017) FA-based geopolymers containing added silicate waste. A review Ceram Int 43:14545–14551
Ascensão G, Seabra MP, Aguiar JB, Labrincha JA (2017) RM-based geopolymers with tailored alkali di_usion properties and pH bu_ering ability. J Clean Prod 148:23–30
Koshy N, Jha B, Kadali S, Singh DN (2015) Synthesis and Characterization of Ca and Zeolites (Non-Pozzolanic Materials) obtained from FA–Ca(OH)2 Interaction. Mater Perform Charact 4:87–102
Davidovits, J. ‘‘Soft mineralogy and geopolymers’’, Proceedings of the Geopolymer 88 International Conference, the Université de Technologie, Compiègne, France (1998)
Davidovits, J. ‘‘High-alkali cements for 21st century concretes’’, In Concrete Technology, Past, Present and Future: Proceedings of V. Mohan Malhotra Symposium, P. Kumar Metha, Ed., pp. 383–397, ACI SP-144 (1994)
Oh, Jae Eun, Monteiro, Paulo J.M., Jun, Ssang Sun, Choi, Sejin and Clark, Simon M. ‘‘The evolution of strength and crystalline phases for alkali-activated ground blast furnace slag and FA-based geopolymers’’, Cem. Concr. Res., 40(2), pp. 189–196 (2010)
Shi, Caijun, Roy, Della and Krivenko, Pavel, Alkali-Activated Cements and Concrete, Taylor & Francis Ltd. NewYork, NY10016, U.S.A (2006)
Alonso, S. and Palomo, A.X ‘‘Calorimetric study of alkaline activation of calcium hydroxide-metakaolin solid mixtures’’, Cem. Concr. Res, 31(1), pp. 25–30 (2010)
Pan Z (2003) Li, Dongxu, Yu, Jian and Yang, Nanry ‘“Properties and microstructure of the hardened alkali-activated RM-slag cementitious material.”’ Cem Concr Res 33(9):1437–1441
Purdon, A.O.X. ‘‘The action of alkali on blast furnace slag’’, J. Soc. Chem. Ind., 59(53), pp. 191–202 Wiley online library (1999).
Duxson P, Provis JL, Lukey GC, Mallicoat SW (2005) ‘Understanding the relationship between geopolymer composition, microstructure and mechanical properties.’ Colloids Surf 269(1):47–58
Xu, Hua and van Deventer, Jannie S.J. (2003). ‘‘Effect of source materials on geopolymerization’’, Ind. Eng. Chem. Res., 42(8), pp. 1698–1706
Duxson P, Mallicoa SW, Lukey GC, Kriven WM, van Deventer JSJ (2007) ‘The effect of alkali and Si/Al ratio on the development of mechanical properties of metakaolin-based geopolymers.’ Colloids Surf 292(1):8–20
Khale, Divya and Chudhary, Rubina. (2007). ‘‘Mechanism of geopolymerization and factures influencing it development: review’’, J. Mater. Sci., 42 729–746
Hou Y, Wang Dongmin, Zhou Wenjuan, Lu Hongbo, Wang Lin (2006) ‘Effect of activator and curing mode on FA-based geopolymers.’ J Wuhan Univ Natur Sci Ed. 24(5):711–715
Cheng TW, Chiu JP (2003) ‘Fire-resistant geopolymer produced by granulated blast furnace slag.’ Miner Eng 16(3):205–210
Smita singh, Rahul das biswas, Aswath m.u, 2016. Experimental study on redmud based GC with FA & ggbs in ambient temperature Curing, International Journal of Advances in Mechanical and Civil Engineering, Special Issue
Shi Y, Zhang Z, Sang Z, Zhao Q (2020) Microstructure and Composition of Red Mud-Fly Ash-Based Geopolymers Incorporating Carbide Slag. Front Mater 7:563233. https://doi.org/10.3389/fmats.2020.563233
He J, Jie Y, Zhang J, Yu Y, Zhang G (2013) Synthesis and characterization of RM and rice husk ash-based geopolymer composites. Cement Concr Compos 37:108–118
Kumar A, Kumar S (2013) Development of paving blocks from synergistic use of RM and FA using geopolymerization. Constr Build Mater 713(38):865–871
Nie Q, Hu W, Ai T, Huang B, Shu X, He Q (2016) Strength properties of geopolymers derived from original and desulfurized RM cured at ambient temperature. Constr Build Mater 125:905–911
Wang Z, Shu X, Rutherford T, Huang B, Clarke D (2015) Effects of asphalt emulsion on properties of fresh cement emulsified asphalt mortar. Constr Build Mater 75:25–30
Wang, Z., Wu, J., Zhao, P., Dai, N., Zhai, Z., Ai, T. (2017). Improving cracking resistance of cement mortar by thermo-sensitive poly N-isopropyl acrylamide (PNIPAM) gels. Journal of Cleaner Production
Ye N, Yang J, Ke X, Zhu J, Li Y, Xiang C, Wang H, Li L, Xiao B (2014) Synthesis and characterization of geopolymer from bayer RM with thermal pretreatment. J Am Ceram Soc 97(5):1652–1660
Zhang M, El-Korchi T, Zhang G, Liang J, Tao M (2014) Synthesis factors affecting mechanical properties, microstructure, and chemical composition of RM-FA based geopolymers. Fuel 134:315–325
Pridobivanje, U.G.Z., RDE, G.M.N.O., Blata, E., Utilization of geopolymerization for obtaining construction materials based on RM. Materiali in tehnologije 47(1) 2013, 99–104
Petermann, J.C., Saeed, A., Hammons, M.I., Alkali-Activated Geopolymers: A Literature Review, 2010. DTIC Document
ASTM C 618, Standard Specification for Coal FA and Raw or Calcined Natural Pozzolan for Use in Concrete, ASTM International, West Conshohocken, PA, 2019
ASTM C150/C150M-19a, Standard Specification for Portland Cement, ASTM International, West Conshohocken, PA, 2019, www.astm.org
ASTM C143 / C143M -20 Standard Test Method for Slump of Hydraulic-Cement Concrete
BS 12390–3 (2009), Testing hardened concrete, compressive strength of test specimens, BSI, London
He J, Zhang J, Yu Y, Zhang G (2012) The strength and microstructure of two geopolymers derived from metakaolin and RM-FA admixture: a comparative study. Constr Build Mater 30:80–91
Zhang M, Zhao M, Zhang G, Mann D, Lumsden K, Tao M (2016) Durability of RM-FA based geopolymer and leaching behavior of heavy metals in sulfuric acid solutions and deionized water. Constr Build Mater 124:373–382
Weng L, Sagoe-Crentsil K (2007) ‘Dissolution processes, hydrolysis and condensation reactions during geopolymer synthesis: part I — low Si/Al ratio systems.’ J Mater Sci 42(9):2997–3006
Sagoe-Crentsil K, Weng L (2007) ‘Dissolution processes, hydrolysis and condensation reactions during geopolymer synthesis: part II. high Si/Al ratio systems.’ J Mater Sci 42(9):3007–3014
Rattanasak U, Chindaprasirt P (2009) Influence of NaOH solution on the synthesis of FA geopolymer. Miner Eng 22(12):1073–1078
Ahmari S, Ren X, Toufigh V, Zhang L (2012) Production of geopolymeric binder from blended waste concrete powder and FA. Constr Build Mater 35:718–729
ASTM C1202–19: Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration (ASTM West Conshohocken, 2019)
ASTM G109–07(2013): Standard Test Method for Determining Effects of Chemical Admixtures on Corrosion of Embedded Steel Reinforcement in Concrete Exposed to Chloride Environments (ASTM West Conshohocken, 2013)
Ribeiro DV, Labrincha JA, Morelli MR (2012) Effect of the addition of red mud on the corrosion parameters of reinforced concrete. Cem Concr Res 42(1):124–133. https://doi.org/10.1016/j.cemconres.2011.09.002
Hou D, Wu D, Wang X, Gao S, Yu R, Li M, Wang Y (2020) Sustainable use of red mud in ultra-high performance concrete (UHPC): design and performance evaluation. Cement Concr Compos. https://doi.org/10.1016/j.cemconcomp.2020.103862
Díaz B, Freire L, Nóvoa XR, Pérez MC (2015) Chloride and CO2 transport in cement paste containing red mud. Cement Concr Compos 62:178–186
Bellum, R. R., Muniraj, K., Rama, S., & Madduru, C. (2019). Empirical relationships on mechanical properties of class-F fly ash and GGBS based geopolymer concrete. Ann Chim–Sci Matér, 43(3), 189–197. DOI: https://doi.org/10.18280/ascm430.
Bellum Ramamohana Reddy, Muniraj Karthikeyan, Madduru Sri Rama Chand (2020) Influence of Activator Solution on Microstructural and Mechanical Properties of Geopolymer Concrete. Materialia. 10:100659. https://doi.org/10.1016/j.mtla.2020.100659
Bellum Ramamohana Reddy, Muniraj K, Madduru SRC (2020) Characteristic evaluation of geopolymer concrete for the development of road network. Sustainable Infrastructure, Innovative Infrastructural Solutions 5:91. https://doi.org/10.1016/s41062-020-00344-5
Acknowledgements
This work was supported by Vignan’s Foundation for Science, Technology and Research (Deemed to be University).
Funding
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bellum, R.R., Venkatesh, C. & Madduru, S.R.C. Influence of red mud on performance enhancement of fly ash-based geopolymer concrete. Innov. Infrastruct. Solut. 6, 215 (2021). https://doi.org/10.1007/s41062-021-00578-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41062-021-00578-x