
Abstract
Conventional cast-on methods are incapable of metallurgically bonding a steel plate to an external surface of a small aluminum casting in a metal mold. We, for the first time, demonstrated that such kind of bonding could be achieved using an ultrasound-assisted cast-on method termed ultrasonic cast bonding. Castings were made using ultrasonic cast bonding under various processing parameters including pouring temperature of the molten alloy, type of the steel plate, power of ultrasonic vibrations, and coupling method of ultrasonic vibration to the steel plate. The force required to separate the steel plate from the casting was measured to evaluate factors affecting the bonding quality of the bimetal. Microstructural analysis was performed to reveal the nature of the bonding. Basic conditions required for obtaining metallurgical bonding between steel and aluminum were discussed.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
A bare (uncoated) steel insert can be difficult to form a metallurgical bond with an aluminum casting using a cast-on or cast-over method.1 Two processes have been developed to help forming the metallurgical bond between the insert and the casting: Al-Fin process2,3,4,5 and Cummins process.6,7,8,9 Both processes involve a thorough cleaning procedure for cleaning the insert prior to coating the bare steel insert with thin layers of metals or alloys wherein the insert and the coated materials are metallurgically bonded.10 The coating is then served as a sacrificial coating that is partially dissolved or melted into the cast alloy during the cast-on process. Still, it is difficult to produce bimetal castings having a defect-free metallurgical bond as small gaps often exist at the interface between the coated insert and the casting. Sometimes the gap covers the entire surface of the insert so that the insert simply drops out of the casting.1,6,7 To lock the insert in place in a casting, grooves are usually cut into the insert or the surface of the insert has to be roughened before the insert is used for making a bimetal casting.1,11,12,13
Recently, Han and co-workers14,15,16,17 worked on ultrasound-assisted cast-on methods and demonstrated that an introduction of high-intensity ultrasonic vibrations through the inserts in a ceramic mold to a solidifying aluminum A354 alloy casting resulted in a defect-free metallurgical bond between the bare steel insert and the aluminum casting. The use of ultrasound helped the defect-free bond to form by shaking off any impurities, bubbles or inclusions that were carried in the metal, migrated and finally adhered to the surface of the insert, and by cleaning up any oxide film that covered the surface of the insert.15,16 As a result, as-received inserts without subject to thorough cleaning could directly be used for making bimetal castings. Experimental results indicated the failure mode of these joints was tearing of the aluminum not failure in the interface if the bond was made defect-free.15 The shear strength of the metallurgical bond was in the neighborhood of 80MPa, which is the shear strength of the A354 alloy under as-cast conditions, confirming that the failure occurred at the A354 alloy side of the bonding interface.16
However, the work by Han and co-workers was focused on steel insert that extended deeply into the middle of the aluminum casting in ceramic molds where the cooling rates were slow, and the solidification times were long. Furthermore, shrinking of the solidified aluminum on the steel insert would enhance the bonding strength between the steel insert and the aluminum casting. The formation of a metallurgical bond between the steel insert and the aluminum casting requires that the molten aluminum reacts with the steel insert for times greater than a critical time and at temperatures higher than a critical temperature.14,15,16,17 As a result, long solidification times or slow cooling rates associated with the use of ceramic molds favor the formation of a metallurgical bond in the steel/aluminum bimetal system.
This work focused on extending our previous work on ultrasonic cast bonding in a ceramic mold for joining a sheet metal to an external surface of an aluminum casting solidified in a steel mold where cooling of the aluminum melt was much faster than that in a ceramic mold. Most aluminum castings are made in steel molds. Applications of such a bonding configuration include joining steel flanges and washes on the external surface of an aluminum casting fabricated by the die casting process or the permanent mold metal casting process. However, as far as we know, no successful attempt has yet been reported in the open literature on bonding a steel plate to the external surface of a solidifying aluminum casting. The aim of this work was to demonstrated that such type of bonding could be achieved by a proper use of the ultrasonic cast bonding process using as-received steel plates without subject to a thorough cleaning procedure involving the use of acids. We, for the first time, confirmed experimentally that an as-received steel plate was metallurgically bonded to the external surface of an A356 aluminum casting solidified in steel molds.
Experimental Methods
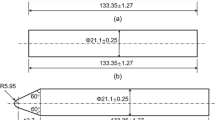
Figure 1 shows a steel plate (green colored) to be bonded with an aluminum casting, and the components of the steel mold comprising a “U” shaped piece and two thick steel plates at either end of the “U” shaped piece. The dimensions of the mold are given in Figure 2. In this study, the internal surfaces of the mold were coated with a thin layer of boron nitride. A steel plate was used for contacting the external surface of the casting. As-received steel plates directly provided from a steel mill were directly used without subject to any cleaning procedures. Two types of commercial steel plate were tested in this study: uncoated or Zn coated. The thickness of the steel plate (ASTM A500B) was around 2 mm. Both steel plate and mold were at room temperatures.

A schematic illustration of the steel mold used in this study.

The dimensions of the steel mold.
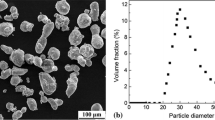
A356 aluminum cast alloy was used for this study. The composition of the alloy is given in Table 1. The liquidus and the solidus of the alloy was reported as 615 °C and 547 °C, respectively.18 About 6.8 kg of A356 alloy was heated in an electrical resistance furnace to 720 °C, held at that temperature for 30 minutes, cooled to a selected pouring temperature and then, was poured into the metal mold while ultrasound was applied on the back of the steel plate from the beginning of pouring until the casting was solidified. The molten alloy was not degassed nor protected under a special atmosphere which are the required processing steps using the Al-Fin process or the Cummins process8 in order to form a high-quality metallurgical bond between the steel plate and the aluminum casting. A K-type thermocouple was placed in the center of a casting for measuring the cooling curve of the casting using a data acquisition system. The rate of data acquisition was 2 Hz.
The experimental setup, illustrated in Figure 3a, consisted of the mold and the steel plate, C-clamps to hold the mold and the steel plate together, an ultrasonic probe that was bolted to an ultrasonic horn driven by a lead zirconate titanate (PZT) transducer/converter, and a controller (Sonics & Materials, Inc.). The probe was about 19 mm in diameter and was placed in a hole in the mold shown in Figure 2. The end of the probe was in close contact with the back side of the steel plate. The controller was capable of delivering 1500 watts (1.5 kW) of power at a frequency of 20 kHz to the tip of the ultrasonic probe and regulated the amplitude of the ultrasonic vibrations. For this study, testing was done at 30%, 50% and 70% of the full power, or 0.45 kW, 0.75 kW and 1.05 kW, respectively. Castings made using the experimental setup are illustrated in Figure 3b.

The experimental setup showing the locations of the mold, the probe and the clamping mechanism for closing the mold assembly. (a) experimental setup, and (b) castings made using the setup.
Coupling of the ultrasonic probe to the steel plate is important in minimizing ultrasound attenuation. To couple the ultrasonic vibration from the probe to the sheet metal, three approaches were tested. The first approach dealt with the use of bolts and nuts to press the probe tightly against the sheet metal. The second approach involved the use of a coupling liquid at the interface between the probe and the sheet metal. The coupling liquids used included water and ultrasonic vibration gel. The third approach was associated with the use of a screw to bolt the steel plate onto the probe. The first approach failed to produce a bond between the sheet metal and the cast aluminum. The second and third approach yielded good results.
To determine the strength of the metallurgical bond between the steel plate and aluminum casting, a shear test to separate the bimetal was designed. A photograph of the shear test setup is shown in Figure 4. The casting was held firmly while the machine’s crosshead exerted a downward force at a rate of 0.127 mm per minute on the longer edge of the steel plate to separate it from the aluminum. The maximum force required for separation was recorded. All shear testing was performed using a Tinius Olsen test rig at the Chrysler Technical Center in Auburn Hills, Michigan.

Photograph of the shear test setup.
Microstructure of selected samples was characterized using optical microscopy and scanning electron microscopy (SEM) with energy dispersive spectroscopy (EDS).
Experimental Results
A typical cooling curve is illustrated in Figure 5. The cooling time from the pouring temperature to the solidus temperature of the alloy was about 18 seconds, which was much shorter than the critical time required to form a metallurgical bond between steel and aluminum alloy for the steel/aluminum system.15 As a result, a steel plate, coated or uncoated, was impossible to be metallurgically bonded to an aluminum alloy under conventional cast-on conditions of this study. Consequently, the steel plate dropped out of the aluminum casting while the casting was removed from the mold, indicating that there was no metallurgical bonding between the steel plate and the aluminum cast over it.

A typical cooling curve measured in the casting ingot.
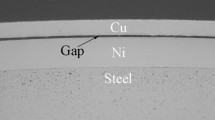
The application of high-intensity ultrasonic vibration on the steel plate did help the formation of a metallurgical bond between the steel plate and the aluminum alloy. The steel plate was firmly bonded to the aluminum alloy. However, the entire surface of the steel plate was not bonded to the aluminum alloy. Figure 6a shows the bonded region (white region) on the surface of the steel plate after the steel plate was separated from the aluminum casting. It can be clearly seen from Figure 6b that there was a layer of aluminum stack to the surface of the steel plate at the bonded region. The equivalent diameter of the bonded region shown in Figure 6a was about 38 mm, greater than the diameter of the ultrasonic probe (19 mm). The size of the bonded region was increased when the coupling of ultrasonic vibration to the steel plate was improved.

The bonded region on a steel plate and the aluminum bonded to the steel plate. (a) The size of the bonded region, (b) the intermetallic layer at the steel/aluminum interface where the bimetal was rotated count-clockwise, and (c) EDS spectrum of the intermetallic layer.
There was a layer of intermetallic phases formed on the steel plate in the bonded region as shown in Figure 6b. The thickness of this layer was less than 10 µm. The intermetallic layer had a zig-zag growth front that grew into the aluminum and interlocked with the solidified aluminum, forming a metallurgical bond between steel and aluminum alloy. The intermetallic phases were of the AlFeSi type as shown in the EDS spectrum in Figure 6c. Such result was in agreement with that reported in the literature.19,20,21
The shear force required to separate the steel plate from the aluminum alloy was measured for the castings made under various conditions. The influence of ultrasound power on the shear force is shown in Figure 7. The measured separation force decreased with increasing power of ultrasonic vibration in the power range from 0.45 kW to 1.05 kW.

Effect of the power of ultrasonic vibration on the measured separation force in samples with the zinc-coated steel plate bolted to the ultrasonic probe. The pouring temperature was 700 °C.
Microstructural characterization of the sample subject to the influence of ultrasound power at 0.45 kW is shown in Figures 8 taken at the opposite side of the steel plate near the ultrasonic probe tip. Optical micrograph shown in Figure 8a reveals that intermetallic phases, eutectic silicon, and aluminum dendrites and other minor phases were formed neighboring the intermetallic layer. Figure 8b, c indicate that the phases shown in Figure 8a vary in composition. Figure 8d–f depicts the EDS spectrums of Mg2Si, α-FeAlSi, and β-FeAlSi phases. No porosity or oxide defects were found in the center of the bonded region adjacent to the intermetallic layer. Dendrites, eutectic silicon, and Mg2Si were the typical microstructure of the A356 alloy. α-FeAlSi, and β-FeAlSi phases were resulted from the dissolution of iron from the steel plate to the aluminum alloy.

Microstructure adjacent to the Zn coated steel plate bolted to the ultrasonic probe subject to a ultrasound power of 0.45 kW. The pouring temperature was 700 °C. (a) Optical micrograph, (b) SEM image of the same region as (a), (c) elemental dot map showing the location of iron (red), magnesium (green), silicon (blue) and aluminum (gray) in the same region as (b), (d) to (f) EDS spectrum of locations A to C shown in (b), respectively, showing (d) Mg2Si in location A, (e) α-FeAlSi in location B, and (f) β-FeAlSi in location C.
Figure 9 illustrates the microstructure near the steel plate opposite to the ultrasonic probe in the sample subject to ultrasound power of 1.05 kW. In addition to an increased formation of α-FeAlSi and β-FeAlSi phases among aluminum dendrites, blocky particles of primary silicon were formed adjacent to the intermetallic layer as shown in Figure 9a. Figure 9b depicts a blocky particle of primary silicon formed on the intermetallic layer and with fingers of the intermetallic phases extending into the primary silicon particle. Ahead of this primary silicon particle is the eutectic structure seemingly extended into the aluminum alloy. The EDS spectrum shown in Figure 9c is typical of the primary silicon particles that were observed along the intermetallic layer shown in Figure 9a, b. It appears that the weaker steel/aluminum interface associated with samples subject to higher power of ultrasonic vibration was due to the formation of an increased among of brittle silicon phases, particularly the primary silicon particles formed directly on the brittle intermetallic layer. The formation of primary silicon particles in A356 alloy subject to high-intensity ultrasonic vibration was also reported in the literature.22

Microstructure adjacent to the Zn coated steel plate bolted to the ultrasonic probe subject to a ultrasound power of 1.05 kW. The pouring temperature was 700 °C. (a) Intermetallic phases and primary silicon phase, (b) a primary silicon phase formed on the intermetallic layer, and (c) EDS spectrum of the blocky silicon phase.
Figure 10 shows the relationship between the shear force and the pouring temperature of the alloy when the high-intensity ultrasonic vibration was coupled by a ultrasound gel to the back of the steel plate. The measured shear force was about 30 kN in the temperature range from 670 to 750 °C, but was much lower when the pouring temperature was about 650 °C. It is evident that the molten metal has to be poured at certain superheat in order to obtain a good quality bond between the steel plate and the solidifying aluminum alloy.

Effect of pouring temperature on the measured separation force. The power of ultrasonic vibration was 0.45 kW and was coupled to the steel plate using ultrasound gel.
Based on experimental data shown in Figures 7 and 9, we choose to pour the molten A356 alloy at 700 °C on a steel plate subject to ultrasound power of 0.45 kW over various conditions. The test results were grouped according to combinations of conditions, along with two control castings that were poured without the use of ultrasound. The results of this grouping were plotted on the same graph, in order of increased bond strength, as shown in Figure 11.

Effect of test conditions on measured separation force.
As shown in Figure 11, the control castings made using conventional cast-on method had very low bonding strength. The steel plate, coated or uncoated, usually separated from the aluminum when the casting was removed out of the mold.
Silicone was not a good fluid for coupling ultrasonic vibration from the ultrasonic probe to the steel probe. The bonding strength achieved using silicone was slightly better than that of the conventional cast-on method, but is much lower than that using ultrasound gel.
Ultrasound gel was a fluid effective in coupling ultrasonic vibration from the probe to the steel plate. Data obtained using ultrasound gel suggest that zinc coating was beneficial in promoting bonding formation between steel plate and aluminum alloy. The average separation force required to separate zinc-coated steel plate from the aluminum casting was higher than that of the uncoated steel plate.
Of the coupling methods tested in this study, the method of using a screw to bolt the steel plate to the tip of the ultrasound probe was the most effective way of transmitting high-intensity ultrasonic vibrations to bond steel plate to the solidifying aluminum as is indicated in Figure 11 that the separation force associated with bolted zinc-coated steel plate is the highest. However, tests on uncoated steel plate were not successful because of issues related to the formation of a large number of blocky particles of primary silicon and oxide particles. The formation mechanisms of these particles warrant future research.
Discussion
Results shown above suggest that the conventional cast-on method used in this study is unable to bond a steel plate to the external surface of a casting, but ultrasonic cast bonding is capable of doing it with a high-quality metallurgical bond between the steel plate and the aluminum casting. There are three basic requirements that need to be satisfied in order to produce a high-quality metallurgical bond, namely intimate contact, adequate interface temperature, and sufficient time.
Intimate contact is a necessary physical condition for the formation of a metallurgical bond between steel and aluminum. The liquid aluminum has to be in intimate contact with the surface of the solid steel plate to allow its atoms to react with the atoms in the steel and to allow mutual diffusion of atoms into both materials. The issue is that an oxide film exists on the surfaces of both metals.23,24 During the cast-on process, the initial contact of the steel plate by the molten aluminum is in fact a contact of the iron oxide film by aluminum and its oxide. This means that the steel and aluminum metal are still physically separated by their oxide films although the molten metal is indeed in contact with the steel plate. These oxide films are the physical barriers that prevent the aluminum atoms in the liquid from contacting the iron atoms in the steel.
The surface of iron and mild steel is covered by a layer of magnetite, Fe3O4.23 The thickness of the magnetite layer increases with increasing temperatures. The surface of the molten A356 alloy is covered by a layer of MgO·Al2O3 known as spinel.24 Fresh aluminum melt that breaks out from the spinel film during mold filling would have to react with the magnetite on the plate surface by the following chemical reaction:
The reaction product, Al2O3 would replace Fe3O4 at the Fe/Al interface. This oxide, together with fragments of spinel that adhere to the interface, is also another physical barrier to the aluminum/iron reaction and has to be removed away from the interface. Unfortunately, flow arising from mold filling is usually insufficient to wash these oxide particles away because the flow velocity at the steel-aluminum interface is zero. Furthermore, bubbles and oxide particles that are carried by the molten metal tend to adhere to the steel-aluminum interface when they contact the interface. The existence of these various particles on the steel/aluminum interface is one of the reasons that a steel insert is always difficult to be metallurgically bonded to an aluminum casting using conventional cast-on methods even through the insert is deeply extended into the casting. It would be much more difficult, or even impossible, to metallurgically bond a steel plate to the external surface of a solidifying aluminum casting. This accounts for the fact that there is no report in the open literature on the bonding of a sheet steel to the external surface of an aluminum casting made in steel mold. Our experimental results support that a steel plate cannot be bonded to a small A356 aluminum ingot solidified in a steel mold.
In the ultrasonic casting bonding process, high-intensity ultrasonic vibration is transmitted through the steel plate to the molten metal, causing three effects: vibration, acoustic streaming, and cavitation.25,26 Interfacial vibration tends to shake bubbles and oxide particles off the plate/aluminum interface. Acoustic streaming is a type of flow in the molten metal originated from the plate/aluminum interface. The direction of the acoustic streaming is normal to the plate/aluminum interface and is none-zero. Such type of melt flow is ideal in carrying bubbles and oxide particles away from the plate-aluminum interface. Acoustically induced cavitation creates tiny bubbles in the melt adjacent to the plate/aluminum interface. The collapse of these cavitation bubbles, often on solid/liquid interface, is claimed to produce transient micro “hot spots” that can have temperatures above 5000 °C, pressure above 1000 atm., and heating/cooling rates above 1010 K/s.27,28. The collapse of the cavitation bubbles also produces extensive shock waves in the molten metal. These strong shock waves, coupling with localized high temperature and pressure, can break up the oxide layer on the insert surface easily. As a result of these ultrasound-induced effects, ultrasonic cast bonding is an effective method for metallurgically bonding steel plate to the external surface of a solidified casting as shown in Figures 6, 7, 8, 9, 10 and 11.
Adequate surface temperature of the steel plate is a thermodynamic condition that has to be satisfied in order to form a metallurgical bond between steel and aluminum. The phase diagram of Al-Fe binary system suggests that a liquid phase should not be formed when the temperature of the system is lower than the solidus of the alloy. The formation of a zig-zag front of the intermetallic layer shown in Figure 8a, b requires that a liquid phase be exist between fingers of intermetallic phase to form an interlocked structure after the liquid is solidified. Such morphology of a metallurgical bond has been observed recently by in situ X-ray imaging technologies.29,30 The minimum temperature that the liquid can exist between the intermetallic fingers in a binary system is the eutectic temperature. Han et al.31 examined interaction of AISI 1030 steel insert with pure aluminum at various temperatures and confirmed that there was a critical temperature, TC, above which aluminum soldered or metallurgically bonded to mild steel. They suggested that TC should be the eutectic temperature or the solidus temperature of the Al-Fe eutectic alloy at the aluminum rich corner of the Al-Fe phase diagram. Thus, a criterion function for the formation of a metallurgical bond should be in the form of:
where TI is the surface temperature of the steel plate at the plate/aluminum interface. In the pure aluminum-iron system, TC is 655 °C. In the mild steel/A356 alloy system, TC should be the dendrite coherency point, DCP,32 which is about 605 °C, considering that the spinel film would be difficult to be broken when the alloy would behave like a solid at temperatures below dendrite coherency point, DCP.
Now examine the interfacial temperature, TI, in this study. When the molten aluminum contacts the steel plate intimately, TI can be calculated by33:
where subscript 1 refers to the A356 melt and 2 to the steel plate, T0 is defined as the difference between the pouring temperature and initial temperature of the steel plate (assuming at 20 °C). λ, c, and ρ denote the heat conductivity, specific heat, and density, respectively. This interfacial temperature is reached instantaneously when the plate is contacted intimately by the melt and will be maintained until the external boundary temperatures are altered due to heat transfer at the steel-aluminum interface.34
The calculated TI is 409 °C using data given in Table 2 and assuming T0 = 700 °C. This temperature is much lower than 605 °C. Thus, the steel plate is unlikely to form a metallurgical bond with molten aluminum during a short initial stage of melt cooling even under intimate contact conditions. As a result, metallurgical bonding was not obtained in this study using a conventional cast-on method.
During ultrasonic cast bonding, ultrasound-induced phenomena, such as acoustic streaming and cavitation, causes a strong stirring of the aluminum melt at the steel/aluminum interface which is equivalent to enhancing λ1 to infinity. As a result, TI = T0 = 700 °C using Eqn. (2), which is much higher than 605 °C. As a result, the thermodynamic condition that is required for achieving a metallurgical bond between the steel plate and the solidifying aluminum alloy was satisfied in the ultrasonic cast bonding process when the intensity or power of ultrasonic vibrations was high enough.
The duration of the steel plate at temperatures higher than TC is a necessary kinetic condition required for obtaining a high-quality metallurgical bond between steel and aluminum. The surface temperature of the steel plate has to be higher than TC for a sufficient time when the steel plate is in intimate contact with a fresh molten alloy in order for the intermetallic layer to grow to a certain thickness.
Assuming tR is the time required for the removal of oxide films and particles, tG is the time required for the nucleation and growth of the intermetallic phases on the steel plate, one can write the total time, tT, required for the formation of a high-quality metallurgical bond as:
where tG is proportional to the square of the thickness of the intermetallic layer.19,29 tR is little researched but is affected by factors including the thickness of the magnetite film, bubbles and oxide particles that adhere on the surface of the steel plate, and the flow conditions in the melt. Han et al31 submerged a clean steel bar into a pure aluminum melt at temperature range above the melting temperature of the metal and found that it took over 60 seconds before the intermetallic phase started to occur on the surface of the steel bar. The cooling time of the casting in this study was only less than 20 seconds as shown in the cooling curve in Figure 5. Thus, it was impossible that the steel plate could be bonded to the aluminum casting metallurgically in this study using a conventional cast-on method.
When high-intensity ultrasonic vibrations are applied to the steel/aluminum interface, tR can be reduced within one second. Sui and Han15 used an energized steel sonotrode and tipped it into an aluminum melt. They found that the surface of the energized sonotrode was covered by a uniform layer of intermetallic phases within only 0.5 seconds. During ultrasonic cast bonding, the ultrasound-energized steel plate was at temperatures higher than the liquidus of the alloy for more than a few seconds as estimated from the cooling curve shown in Figure 5. As a result, a layer of intermetallic phases was indeed formed on the steel plate subject to high-intensity ultrasonic vibrations, especially in the regions near the sonotrode. The intensity of ultrasonic faded away as the distance from the sonotrode was increased. It appeared from Figure 6a that there was a critical intensity of ultrasonic vibrations below which the intermetallic layer was not formed. Consequently, a sonotrode could cover only an area not much greater than the cross-sectional area of the sonotrode. However, an effective coupling of ultrasound to the steel plate could increase the bonding area for a given sized sonotrode. Increasing the intensity of ultrasonic vibration should also be able to increase the bonding area as well.
Conclusions
A steel plate is difficult, if not impossible, to be metallurgically bonded to external surfaces of a small aluminum casting solidified in a metal mold using a conventional cast-on method. This is because the steel/aluminum interface cannot reach conditions of having its temperatures higher than a critical temperature for a sufficient time while keeping the interface free of oxide particles and gas bubbles.
Ultrasonic cast bonding, an ultrasound-assisted cast-on technique, is capable of bonding an as-received steel plate to the external surface of a solidifying A356 alloy casting in a metal mold. The application of high-intensity ultrasonic vibrations through the steel plate to the solidifying alloy improves physical contact of bimetal at their interface by shaking off oxide particles and bubbles that adhere to the interface, enhances the interface temperature instantly during the metal pouring process to the melt/alloy temperature, and accelerates the chemical reactions between steel and the molten aluminum, promoting the formation of a metallurgical bond between steel plate and the casting.
During ultrasonic cast bonding, the bonding strength between the steel plate and aluminum casting can be affected by factors including the intensity of ultrasonic vibration or ultrasound power and the coupling method between the ultrasonic probe and the steel plate. The use of an efficient coupling method would enhance the bonding strength.
References
J.H. Beile, C.H. Lund, Current status of composite casting as bonding technique. Met. Eng. Q. 6(1), 63–64 (1966)
M.G. Whitfield, Al-Fin process bonds aluminum to steel. Auto Aviat. Ind. 90(6), 212–213 (1944)
M.G. Whitfield, V. Sheshunoff, Bonding aluminum to steel or cast iron. Met. Treat. 8, 70–76 (1946)
J.L. Jorstad, R.A. Morley, W.H. Overbagh, G.W. Steele, Process for Creation of Metallurgical Bonded Inserts Cast-in-Place in a Cast Aluminum Article, U.S. Patent No. 5,333,668 (1991)
S. Manasijević, R. Radiša, Z.Z. Brodarac et al., Al-Fin bond in aluminum piston alloy & austenitic cast iron insert. Inter. Metalcast. 9, 27–32 (2015). https://doi.org/10.1007/BF03356037
M.R. Myers, M.J. Warwick, Y. Chen, et al., Metallurgical Bonding of Inserts Having Multi-Layered Coatings within Metal Castings, U.S. Patent No. 6,443,211 (1999)
M.R. Myers, M.J. Warwick, Y. Chen, et al., Metallurgical Bonding of Coated Inserts within Metal Castings, U.S. Patent No. 6,484,790 (1999)
Q. Han, A modified cast-on method for the reinforcement of aluminum castings with dissimilar metals. Metall. Mater. Trans. B 47B, 3266–3273 (2016)
D. Sui, Y.C. Chen, Q. Han, Reducing macroscopic defects at the aluminum/steel interface in bimetal castings made by the cummins process. Metall. Mater. Trans. B B54, 1483–1498 (2023)
A.M. Tavakoli, B. Nami, M. Malekan et al., Influences of coating type on microstructure and strength of aluminum-steel bimetal composite interface. Int. Metalcast. 16, 689–698 (2022)
A. Monroe, P. Sanders, The need for a new approach to soldering in high pressure die casting. Int. Metalcast. 15, 391–397 (2021)
M. Wu, J. Yang, F. Huang et al., Bonding of cast iron-aluminum in bimetallic castings by high-pressure die casting process. Int. J. Adv. Manuf. Technol. 120, 537–549 (2022)
G. Durrant, M. Gallerneault, B. Cantor, Squeeze cast aluminum reinforced with mild steel inserts. J. Mater. Sci. 31, 589–602 (1996)
Q. Han, Method of producing high quality metallurgical bond within a composite casting, US Patent 11,471,935 (2022)
D. Sui, Q. Han, Ultrasound-assisted cast-on method: obtaining high-quality metallurgical bonds between a bare steel insert and a354 aluminum alloy. J. Mater. Proces. Technol. 311, 117783 (2023)
D. Sui, Q. Han, Bonding Bare Steel Insert to A354 Sand Casting Using Ultrasound-Assisted Cast-On Methods, submitted for publication
Q. Han, D. Sui, X. Liu, D. Sun, Study on Technologies and Mechanisms of Obtaining a High-Quality Metallurgical Bond between Dissimilar Metals during a Cast-On Process, Foundry (Chinese), accepted for publication
Q. Han, S. Viswanathan, The use of thermodynamic simulation for the selection of hypoeutectic aluminum-silicon alloys for semi-solid metal processing. Mater. Sci. Eng. A 364, 48–54 (2004)
J. Song, X. Wang, T. DenOuden et al., Evolution of intermetallic phases in soldering of die casting of aluminum alloys. Metall. Mater. Trans. A 47, 2609–2615 (2016)
K.M. Min, J.S. Shin, J.M. Kim, Effect of Mn addition to Al–Si alloy on the layer formed at the interface with cast iron in compound casting. Inter. Metalcast. 18, 242–250 (2024). https://doi.org/10.1007/s40962-023-01024-7
A.O. Bakke, J.O. Løland, S. Jørgensen et al., Interfacial microstructure formation in Al7SiMg/Cu compound castings. Inter. Metalcast. 15, 40–48 (2021). https://doi.org/10.1007/s40962-020-00463-w
X. Jian, Q. Han, Formation of hypereutectic silicon particles in hypoeutectic Al-Si alloys under the influence of high-intensity ultrasonic vibration. China Foundry 10, 118–123 (2013)
A. Fursey, Oxide films on mild steel. Nature 207, 747–748 (1965)
C.E. Ransley, H. Neufeld, The solubility of hydrogen in liquid and solid aluminum. J. Inst. Met. 74, 599–620 (1948)
O.G. Abramov, High-Intensity Ultrasonics (Gordon & Breach, Amsterdam, 1998)
G.I. Eskin, Ultrasonic Treatment of Light Alloy Melts (Gordon & Breach, Amsterdam, 1998)
S.S. Suslick, Sonochemistry. Science 247, 1439–1445 (1990)
S.S. Suslick, G.J. Price, Applications of ultrasound to materials chemistry. Annu. Rev. Mater. Sci. 29, 295–326 (1999)
Z. Ding, N. Zhang, L. Yu, J. Li, Q. Hu, Recent progress in metallurgical bonding mechanisms at the liquid/solid interface of dissimilar metals investigated via in situ X-ray imaging technologies. Acta Metall. Sin. 34, 145–168 (2021)
S. Chen, D. Yang, M. Zhang, J. Huang, X. Zhao, Interaction between the growth and dissolution of intermetallic compounds in the interface reaction between solid iron and liquid aluminum. Metall. Mater. Trans. A 47A, 5088–5100 (2016)
Q. Han, S. Viswanathan, Analysis of the mechanism of die soldering in aluminum die casting. Metall. Mater. Trans. A 34A, 139–146 (2003)
G. Chai, L. Bäckerud, L. Arnberg, Relationship between grain size and coherency parameters in aluminum alloys. Mater. Sci. Technol. 11, 1099–1103 (1995)
H.S. Carslaw, J.C. Jaeger, Conduction of Heat in Solids, 2nd edn. (Clarendon, Oxford, 1959)
ASM Handbook, vol. 1, Properties and Selection: Irons Steels and High Performance Alloys, ASM International (1993)
K. Anderson, J. Weritz, J.G. Kaufman (eds.), ASM Handbook, Properties and Selection of Aluminum Alloys, vol. 2 (ASM International, New York, 2019), p.542
Acknowledgements
This research was sponsored by USAMP/USCAR UCB through an award to Hans Tech for making bimetal castings. The authors thank Mr. Bill Charron from Ford Company and Mr. Todd Cleaver from TechKnowledge for project management, Mr. Brian Hampton from Chrysler, Mr. Jake Zinel from Ford Company and Mr. Brian McClory from General Motors for project participation, Dr. Clause Xu from Hans Tech for making the castings, and Mr. Gerald Shulke from Chrysler for completing the shear testing and metallographic examination of the castings.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
Han has a patent granted and is cited in the manuscript. The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Liu, X., Sui, D., Sun, D. et al. Ultrasonic Cast Bonding of Sheet Steel to Aluminum in a Metal Mold. Inter Metalcast (2024). https://doi.org/10.1007/s40962-024-01273-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40962-024-01273-0