
Abstract
Resistance spot welding (RSW) is an extensively used joining method especially in automotive industry. In this method, Joule heating resulting from electrical current application is employed to melt and join sheet metals by squeezing sheets together with water cooled electrodes. For steels, due to heating and fast cooling during RSW process, martensitic transformation occurs at weld section. A specified holding time after the current application is used in RSW so that joint can be cooled by contact between electrodes and sheets. Therefore, holding time in RSW is a major factor for cooling behavior and hence, martensitic transformation. In this study, effects of holding time on mechanical properties and microstructures of RSW joints were investigated. It was observed that increasing holding time decreased weld nugget size due to evacuation of heat from sheets. On the other hand, mechanical properties, namely tensile-shear strengths and failure energies were increased by increasing holding time from 1 to 20 cycles for 1.2 mm thick S700MC steel sheets. However, holding time of 30 cycles had adverse effects on mechanical properties. These differences were mainly the results of more favorable martensitic transformation when holding time of 20 cycles was employed compared to other cases.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
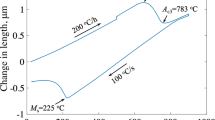
Resistance spot welding (RSW) of steel sheets is a common procedure in automotive body production due to its flexibility, ease of automation and efficiency [1]. Due to this reason, improving mechanical properties of RSW joints is of utmost importance. During RSW, electrical current flows through metal work pieces mostly in sheet metal form which are held together between pressurized and water cooled electrodes. Generated heat due to current flow melts the metals and creates coalescence within a small area. Most traditional method to improve mechanical properties of RSW joints is to optimize the welding current and time as shown in the work of Aslanlar et al. [2]. In addition, employing double-pulse current [3] or post-weld heating [4] can be employed to improve weld quality. However, these procedures increase required energy input which introduce additional costs. Microstructure in steels, more precisely, martensitic transformation can only be controlled by the cooling phase after the actual welding process. Since electrodes are water cooled and pressed on top of the welding section, they act as a heat sink and enable quenching of the molten steel material. Additionally, increasing holding time does not require additional energy input. Therefore, there is merit in studying its effect on weld properties. In the work of Dancette et al. [5], cooling rate of DP590 steel with varying thicknesses was numerically investigated. In their work, cooling rate of 240 °C/s during holding time was reduced to as low as 15 °C/s when electrodes were removed from surface for 3.0 mm thick sheet. Such a drastic change in cooling rate has significant effects on final microstructure of the weld and can be expected to alter the mechanical properties of the weld. Hamidinejad et al. [6] conducted a systematic experimental investigation on the effects of resistance welding parameters on mechanical joint properties and found that holding time had a negligible effect on weld properties for dissimilar joining of interstitial free and bake hardenable galvanized steel sheets. However, in their work, holding time was selected between 8 and 12 cycles, which is a narrow interval to draw meaningful conclusions from. Anijdan et al. [7] showed that holding time had considerable impact on weld strength by employing Taguchi experimental method for DP600-AISI304 resistance welding. Long et al. [8] investigated the effect of holding time on weld properties for dissimilar resistance spot welding of DP590 and low carbon DC01 steels. They have reported that nugget hardness increased as holding time increased and a saturation state was achieved after 30 cycles of holding time. Additionally, it was shown that interfacial fracture occurred when less than 5 cycles were used as holding time. However, in their study only the nugget hardness’ were reported for different holding times and hardness characteristics around HAZ were not reported for different holding time schedules. Kumar et al. [9] employed Taguchi experimental method to investigate the effects of welding parameters on weld properties. As a conclusion, they have reported that increasing the holding time increased weld strength and maximum strength was achieved using 30 cycles of holding time for AISI304 stainless steel. Milititsky et al. [10] reported that there was not hold-time sensitivity for hardness distributions for DP600 steel welds when they compared 5 cycles and 30 cycles of holding time experiments. However, for dissimilar welding of DP600-HSLA80 steel, increasing the holding time from 5 to 30 cycles, HAZ hardness was increased for HSLA80 sheet side. In the work of Jahandideh et al. [11], SAPH440 steel sheets were resistance spot welded and two holding time values, 5 cycles and 90 cycles were compared to investigate the failure modes of specimens. In both cases, specimens fractured in interfacial mode and hold-time sensitivity was assumed to be non-existent. However, intermediate holding time values were not investigated. Pouranvari et al. [12] reported that holding time did not have a significant effect on mechanical properties of the welds of low carbon St12 steel. Apart from these studies, holding time was shown to be a major influencing factor for liquid metal embrittlement cracking behavior during resistance spot welding of zinc coated steels in the work of Böhne et al. [13]. They showed that when the heat input was increased, holding time should be increased as well to avoid liquid metal embrittlement cracking.
Literature on the effects of holding time on mechanical properties and microstructures of high strength steel RSW joints is still to be improved. Therefore, investigation of mechanical property dependency on holding time for high strength S700MC steel RSW joints was conducted and reported in the present study. Obtained results were evaluated together with microstructural features and martensitic transformation behavior.
Experimental Procedure
Material used in this study was a hot-rolled structural high strength steel sheet S700MC made for cold forming with a thickness of 1.2 mm. Chemical composition of the alloy is presented in Table 1. S700MC is in fact a microalloyed steel with a very low carbon content of 0.078 wt%. The material owes its high strength to small additions of niobium, vanadium and titanium. Moreover, thanks to its high manganese content with 1.94 wt%, martensitic transformation via rapid cooling from temperatures above austenite temperature is expected. Therefore, cooling rate is an important parameter to control in order to achieve desired weld properties.
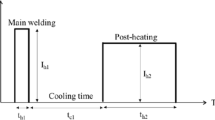
Mechanical properties of as-received material are presented in Table 2. Due to its relatively high strength compared to conventional structural steels, this alloy can be used in variety of load carrying applications. For specimen preparation, sheets were cut into pieces with dimensions 105 × 45 mm and resistance spot welded together for tensile-shear testing. Schematic representation of resistance spot welding process is shown in Fig. 1a. All welds are generated according to the guidelines of American Welding Society [14]. Electrical grid had 50 Hz frequency. Therefore, 1 cycle corresponds to 20 ms. For all specimens, 10 kA current was applied for 11 cycles by employing 3.4 kN electrode force. In order to investigate hold-time sensitivity of welds, varying holding times were used as part of specimen preparation. Schematic representation of investigated cases is shown in Fig. 1b. For all of the cases, 11 tensile specimens were prepared and 10 were tested until fracture. The remaining specimen is not tested and is used to extract section of the weld for metallographic investigations. Tensile-shear test specimen geometry and loading direction can be seen in Fig. 2. Tensile-shear tests were performed according to ISO 14273:2016 standard with a constant speed of 10 mm/min. Tensile-shear strengths (TSS) and failure energies (FE) are determined form the load displacement results of test and shown in Fig. 3 schematically. Peak load measured as the maximum point in the load–displacement diagram represents the tensile-shear strength. Since tested structure is a joint with an inhomogeneous geometry rather than a material with a constant cross-section, tensile-shear strength is described as load instead of stress. Failure energy (FE) is measured as the area under the load–displacement diagram up to the peak load and is calculated with the following equation:
where F is the load in N, x is the displacement in mm, n is the sampled data point number and nmax is the data point number at the peak load.

Schematic representation of a resistance spot welding process b investigated cases

Geometry of tensile-shear test specimens. Dimension are in mm

Schematic representation of load–displacement curve in tensile-shear test
For metallographic investigations and hardness measurements, specimens were sectioned around the center of the weld using abrasive cutting. Afterwards, grinding was performed on sectioned specimens using sandpapers between P400 and P2500 grit successively, followed by mirror polishing using 6 and 1 µm diamond solutions. In order to reveal microstructure, 4% nital solution was prepared and specimens were etched via swabbing. Microstructure in nugget section of prepared samples is investigated using scanning electron microscopy (Hitachi SU5000). Hardness characteristics in the cross-section of samples is characterized using Vickers hardness measurements according to ISO 6507-1 with a load of 500 g and dwell time of 15 s (Future-Tech FM-700e). All measurements were taken along the nugget center approximately 0.2 mm above the joint line.
Results
Hold-time sensitivity of RSW joints are generally examined by inspecting the fracture mode differences after destructive testing as suggested by American Welding Society (AWS) Standard. Due to this, fracture modes were inspected for selected cases in our study. Figure 4 shows fracture modes of RSW joints with 1, 20 and 30 cycles of holding time. It can be seen that fracture mode did not change due to holding time. Therefore, according to AWS standard, it is said that this steel is not hold-time sensitive. One major difference that can be seen in Fig. 4 is the presence of significantly darker color on weld surface for 1 cycle holding time compared to 20 and 30 cycles holding times. This can be attributed to overheating because of the insufficient cooling as 1 cycle of holding time was employed. Since the weld surface was not properly cooled after the welding operation, heat from molten pool causes heating on surface.

Fracture modes after tensile-shear testing for holding time of a 1 cycle b 20 cycles c 30 cycles
Mechanical properties of the RSW joints can be more indicative in terms of weld quality compared to fracture modes. Figure 5 shows tensile-shear strengths and failure energies for varying holding times. Both TSS and FE values showed increasing trend as holding time increases from 1 to 20 cycles. TSS and FE increases of up to 4.3 and 9.7% were observed, respectively. However, when holding time was increased to 30 cycles; 3% decrease in TSS and 12.4% decrease in FE were observed compared to holding time of 20 cycles.

Obtained tensile-shear strengths and failure energies for different hold-time applications
Figure 6 shows metallographic images of weld section. Due to symmetry, only half of the weld nuggets were shown. Nugget size decreased as holding time was increased as indicated by black arrow. In addition, 1 cycle holding time resulted in a nugget which extents approximately up to surface of sheet. For 20 and 30 cycles of holding time cases, nugget penetrations to surface were more limited. Moreover, nugget geometries changed as holding times were varied considerably. In Fig. 5d–f, microstructural images of indicated regions were shown. Within nugget, there was highly martensitic structure for 20 cycle holding time, as expected. In the regions 3.5 mm away from nugget center, there were significant differences in microstructures for holding times of 20 cycles and 30 cycles. In 20 cycles case, considerable amount of martensite was formed, whereas for 30 cycles, martensitic transformation was negligible. In addition to microstructure, hardness measurements were also conducted in weld section.

Images of weld section. a–c Nugget macrostructures for varying hold-times d–f SEM images of indicated regions
Figure 7 shows the hardness distributions of the weld section for selected holding times. For all cases, similar hardness distribution behaviors were observed. However, in the periphery of the welds, namely in the heat affected zones (HAZs), considerable differences were observed. Compared to 1 cycle holding time, holding time of 20 cycles resulted in wider hardened section due to martensitic transformation. Sudden decrease in hardness approximately at 4.0 mm away from the weld center was observed for holding time of 20 cycles compared to 3.75 mm for 1 cycle holding time On the contrary, 30 cycles holding time resulted in hardness decrease after approximately 3.5 mm away from the weld, a smaller value than 1 cycle holding time case.

Hardness distributions in weld sections
Discussions
Differences in microstructural and mechanical properties for different holding time applications can be explained by thermal history differences between welds. During current application, contact resistance between the two sheets causes significant heating and subsequently melting of metals and a liquid molten pool is formed. Melting of sheets occur at very early stages of current application, typically at first 2 cycles. After that point, molten pool expands and its temperature reach to considerably higher temperatures than melting point. It is important to note that, during this phase, electrodes also act as a heat sink as they are water cooled. Therefore, during welding, a good portion of excess heat is evacuated. After current application phase, if electrodes are removed from sheets instantly or in a very short time, heat contained within the molten pool is not evacuated through electrodes. Therefore, this energy is available for heating in regions adjacent to nugget. This causes nugget to grow even further by consuming heat available. Accordingly, as seen in Fig. 6a, nugget size was considerably larger for 1 cycle holding time compared to 20 and 30 cycles cases in addition to the fact that nugget boundary was significantly closer to surface for 1 cycle holding time compared to other cases. Excessive heating due to heat transfer from the nugget center to surface caused surface of the weld of 1 cycle hold-time to be dark in color.
Increasing holding time from 1 to 20 cycles causes nugget size to reduce since considerable amount of heat is evacuated through water cooled electrodes for the latter case. Nevertheless, joint strength and energy absorbing capacity is increased in the meantime. This result can be attributed to higher amount of martensitic transformation in HAZ due to rapid cooling via longer holding time. Since complete pull-out fracture was observed for all cases as seen in Fig. 4, HAZ microstructure and strength can be regarded as main determining factors for mechanical properties of the joints. Microstructural features indicate that holding time of 20 cycles evacuated a considerable amount of heat. However, in the meantime, residual heat within the joint after holding time was enough to increase temperature of HAZ above austenite temperature followed by sufficiently fast cooling to form martensite phase within HAZ. This phenomenon caused higher strength and energy absorption capacity for welds with holding time of 20 cycles compared to 1 cycle holding time since for the latter case, residual heat within the nugget reduces the cooling rate around the HAZ and thus inhibiting martensite formation compared to 20 cycles holding time. For holding time of 30 cycles, most of the heat within nugget is conducted through electrodes. Therefore, austenitization within HAZ is more limited compared to other cases. Because of this, martensitic transformation was considerably inhibited and resulted in a narrower hardened section within weld area compared to other cases as can be seen in Fig. 7.
Conclusions and Outlook
In this study, hold-time effect of RSW for S700MC steel was investigated. Findings of the work presented are summarized:
-
Changing the hold-time was not found to have an effect on fracture mode and in all cases pull-out fracture were observed. Therefore, material is not hold-time sensitive in terms of AWS standard suggestions.
-
Despite having same fracture mode for different hold-time applications, both tensile-shear strengths and failure energies of joints exhibited considerable differences as hold-time was changed. Due to this, material can be classified as hold-time sensitive in terms of mechanical properties.
-
It was shown that by varying hold-time after welding operation, cooling behavior and hence, martensitic transformations of weld region can be altered in a way that corresponding microstructures yield the optimum strength and energy absorption capacity levels.
Scope of this study only covers a specific steel alloy for investigations. However, differences in mechanical properties due to different hold-time applications are mainly results from microstructural alterations, more precisely from martensitic transformation behavior. Therefore, other steel alloys with different carbon equivalency values compared to the current alloy are expected to show different behaviors. For this reason, future works on different alloys can be conducted to expand the scope of the current study. Additionally, sheet thickness effect can also be investigated for hold-time sensitivity since thickness is a major influencing factor for heating and cooling phases of welding process.
Data Availability
Data sets generated during the current study are available from the corresponding author on reasonable request.
References
Nieto J, Guerrero-Mata M, Colas R, Mani A (2006) Experimental investigation on resistance spot welding of galvannealed HSLA steel. Sci Technol Weld Join 11(6):717–722
Aslanlar S, Ogur A, Ozsarac U, Ilhan E (2008) Welding time effect on mechanical properties of automotive sheets in electrical resistance spot welding. Mater Des 29(7):1427–1431
Pouranvari M, Aghajani H, Ghasemi A (2020) Enhanced mechanical properties of martensitic stainless steels resistance spot welds enabled by in situ rapid tempering. Sci Technol Weld Join 25(2):119–126
Soomro IA, Pedapati SR, Awang M (2022) A review of advances in resistance spot welding of automotive sheet steels: emerging methods to improve joint mechanical performance. Intl J Adv Manuf Technol 118(5–6):1335–1366
Dancette S, Massardier-Jourdan V, Fabrègue D, Merlin J, Dupuy T, Bouzekri M (2011) HAZ microstructures and local mechanical properties of high strength steels resistance spot welds. ISIJ Intl 51(1):99–107
Hamidinejad S, Kolahan F, Kokabi A (2012) The modeling and process analysis of resistance spot welding on galvanized steel sheets used in car body manufacturing. Mater Des 34:759–767
Anijdan SM, Sabzi M, Ghobeiti-Hasab M, Roshan-Ghiyas A (2018) Optimization of spot welding process parameters in dissimilar joint of dual phase steel DP600 and AISI 304 stainless steel to achieve the highest level of shear-tensile strength. Mater Sci Eng A 726:120–125
Long H, Hu Y, Jin X, Shao J, Zhu H (2016) Effect of holding time on microstructure and mechanical properties of resistance spot welds between low carbon steel and advanced high strength steel. Comput Mater Sci 117:556–563
Kumar R, Chohan JS, Goyal R, Chauhan P (2020) Impact of process parameters of resistance spot welding on mechanical properties and micro hardness of stainless steel 304 weldments. Intl J Struct Integr 12(3):366–377
Milititsky M, Pakalnins E, Jiang C, Thompson AK (2003) On characteristics of DP600 resistance spot welds. SAE Transac 112:244–251
Jahandideh A, Hamedi M, Mansourzadeh S, Rahi A (2011) An experimental study on effects of post-heating parameters on resistance spot welding of SAPH440 steel. Sci Technol Weld Join 16(8):669–675
Pouranvari M, Marashi S (2010) Factors affecting mechanical properties of resistance spot welds. Mater Sci Technol 26(9):1137–1144
Böhne C, Meschut G, Biegler M, Rethmeier M (2020) Avoidance of liquid metal embrittlement during resistance spot welding by heat input dependent hold time adaption. Sci Technol Weld Join 25(7):617–624
AWS C1.1 M/C1.1—Recommended practices for resistance welding. 2019, American Welding Society
Acknowledgements
The conducted work was under a project funded under the SMART EUREKA CLUSTER on Advanced Manufacturing Program. Moreover, the authors thank the Turkish Research Council for financially supporting the project 9210025.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is an invited submission to Shape Memory and Superelasticity selected from presentations at the 12th European Symposium on Martensitic Transformations (ESOMAT 2022) held September 5–9, 2022 at Hacettepe University, Beytepe Campus, Ankara, Turkey, and has been expanded from the original presentation. The issue was organized by Prof. Dr. Benat Koҫkar, Hacettepe University.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Görtan, M.O., Yüksel, B. & Çağırankaya, F. Control of the Martensitic Transformation During Resistance Spot Welding of High Strength S700MC Steel. Shap. Mem. Superelasticity 9, 485–491 (2023). https://doi.org/10.1007/s40830-023-00461-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40830-023-00461-x