
Abstract
Today’s economic environment, the machine tool industry continually focuses on enhancing performance while reducing costs, conserving energy, and minimizing environmental impacts. This study employs a CAD-generated virtual model to assess the performance of key components in a 5-axis machine tool. The primary focus of this work on machine components' optimization design is to enhance machining performance, addressing both static and modal aspects generally leading to structural integrity of the machine and consumption conservation of energy. Initially, the modal impact experiments carried out on machine tool are verified by the mechanical numerical code to further carry out novel tests. Modal frequency differences (2.4–6.7%), as revealed by comparative analysis, validate the accuracy of the model setup and boundary conditions within a 10% threshold, allowing for the development of novel studies with accepted discrepancies. Then density-based optimization approach is employed to redesign the machine tools, aiming to raise the intrinsic oscillation frequency of the structure and minimize structural deformation from 0.021957 to 0.020864 µm respectively for the final optimized tool turret. After this, the model is forwarded for structural verification. This approach introduces a design-for-remanufacturing strategy, enhancing existing products by improving functionality and rectifying damaged components. Such optimization leads to lightweight structures and requires less material for reproducing parts. With the increasing demand in ESG (environmental, social, and governance) investments and emphasis for the potential of substantial energy savings through lattice optimization. The potential for substantial energy savings and reduction in environmental effects by optimization of a five-axis machine tool with utilization of ESG factors in considerations. The lattice optimization of machine components led to a 64.24% reduction in energy consumption, demonstrating the feasibility and benefits of integrating ESG principles into machine tool design.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
To prevent losing market share, manufacturers have to find a balance between environmental and technical efficiency in light of productivity [1]. The exponential progress in technology has led to the expansion of organization's environmental, social, and economic influences on humanity. Therefore, sustainable development goals (SDGs) are increasingly becoming fundamental components in the formulation of strategic plans and decision-making processes at the organizational level. In the year 2020, investors made additional contributions as remarkable sum of $51.1 billion had been allocated to sustainable funds, setting a new record whereas at the same time utilizing environmental, social, and governance (ESG) standards. In contrast to the fiscal year 2019, where the total amount reached $21 billion [2]. The expansion of the manufacturing sector has resulted in the consumption of approximately 30% of electrical resources and the production of approximately 40% of carbon emissions [3]. Consequently, this has contributed to the exacerbation of anthropogenic climate change, environmental degradation, and exorbitant energy consumption, posing a significant threat to human life. In several manufacturing industries, computer numerical control (CNC) machine tools have been employed extensively usage (which accounts for 60% of energy consumption) in the machine tool sector and inefficient energy use (15% or less) [4, 5]. Consequently, for energy-saving in CNC machines, one of the major concern of sustainable development is tools. Manufacturing optimized design holds importance in an effort to enhance the machining performance, including deformation, frequency, and vibration. In one such similar case, a specialized design system has been suggested for the optimization of noise and vibration in the spindle system. [6]. An integrated finite element method has been utilized to conduct a design sensitivity study involving structural factors in order to elucidate the speed impacts of the spindle [7]. The investigation focused on analyzing the spindle system error motion. This was achieved by developing a comprehensive dynamic model of the spindle system, with the aim of enhancing the bearing fit clearance [8]. Guo et al. [9] created a frequency domain dynamic response approach to enhance the spindle system's dynamic performance. A proposed methodology for optimizing the design of a spindle system, taking into account several machining performance targets, have been presented in the study [10]. There are several significant elements that contribute to the precision of machining. These factors include geometric errors [11,12,13], temperature errors [14, 15], control and servo errors [16, 17], deformation errors [18, 19], and vibration errors [19,20,21]. Additive manufacturing (AM) allows engineers and designers to create complex structures with diverse geometry. This benefit comes from layer-by-layer material addition during manufacture [22, 23]. The simple integration of topology optimization and additive manufacturing (AM) produces high-performance, optimized and engineered structures [24,25,26]. Additive manufacturing (AM) can also create distinct microarchitectures for structures made of different materials, including plastics [27] ceramic [28] or bi-materials and metallic [29,30,31,32]. Jung-Jae Won et al. [33] present a sustainable machining technique targeted at decreasing energy usage in metal cutting. Through comprehensive modeling and monitoring of power use, the study exhibits up to 18% energy efficiency using adaptive feed-control techniques. An effective basic strategy embraces sustainability beyond meeting current demands while protecting future possibilities. Adam et al. [34] stated, simple approach is based on economic, social, and environmental principles. Innovation in technology and society help create sustainable solutions that meet the tripartite criterion of sustainability. Figure 1 shows how these innovations evaluate industry 4.0 achievements. A proposed methodology for optimizing the design of a spindle system, taking into account several machining performance targets, was presented in the study.

Innovations evaluate industry 4.0 achievements
The primary focus of this field's research is on the spindle system's energy consumption characteristics and energy-saving techniques. These studies serve as valuable reference and basis for minimizing energy consumption during the design phase. However, there is a noticeable lack of investigation that specifically addresses the energy-saving design methodology for machine tools. The primary objective of the majority of research conducted on machine components’ optimization design is to enhance machining performance, encompassing both static and modal aspects. Energy efficiency in machine tools has progressively gained attention as a crucial metric. Nonetheless, there is a depth of study that specifically addresses energy consumption as the primary focus in the optimization design of machine tool spindle. With the aforementioned general observations serving as motivation, the objective of this work is to address the existing study gap and investigate the energy-efficient design approach for the spindle. Initially, the energy model is employed to analyze the frequency and mode shape of the machine tool component. Subsequently, a mathematical function is constructed to represent the energy consumption. Furthermore, the performance objectives pertaining to machining are elucidated, and the design factors are carefully chosen from the structure association. Eventually, the mathematical equations representing the optimization objectives are derived through the utilization of a data-driven methodology. These objectives are subsequently converted into a comprehensive step. We develop an approach that takes both energy efficiency and machining output into account thoroughly.
This study aims to improve the structural integrity and performance of a machine tool by implementing strategic engineering approaches. The foundation is subjected to strict limitations along six axes, ensuring its stability with limitation imposed on its movement. Additionally, individual components are equipped with fixed connections that enable accurate recording of vibrations. Two sequential tests are conducted to imitate practical operating conditions. The first test involves the use of self-weight to measure tiny deflections caused by gravity. The second test applies a force of 500 N to the center worktable, replicating the operational conditions experienced during work piece cutting. Following this, the process of lattice optimization is carried out on a particular machine component utilizing the mechanical APDL solver. The process involves distribution of lattice in accordance with the application of boundary conditions like external forces acting on the component. This phenomenon results to high lattice density distribution especially in an increased stress concentration region that experiences the greatest force, hence leading to a substantial reduction in weight and the provision of long-lasting components. Empirical evidence of these improvements is obtained by comparative analysis conducted between the original and improved components, approaches to validation in FEA and optimization milestones are shown in Fig. 2.

Strategic approaches to verification and validation in FEA and optimization milestones
1.1 Machine Tool Structure
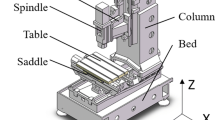
Machine design investigations have been updated for 50 years to include modern technology and standards. Despite these changes, technology is not fully integrated into instruction [35]. Simplified models UG630 5-axis machine tool manufacturing is used to carry out simulations of the environmental behavior of the machine. CAD model and prototype model details of which are shown in Fig. 3. The basic action of cutting is accomplished by fastening a tool to the spindle of the machine. The secondary movements are either linear, rotational, or a combination of the two. With the use of specialized linear motion components, the device is able to perform linear motions along all five axes. Only once the work piece has been fastened to the rotary table that is positioned on the base of the machine will the rotating motion be initiated. The design specifications are detailed in Table 1, and these characteristics are in line with the industry requirements for milling machine tools that are intended for small to medium-scale production.

Machine CAD and prototype model
It is imperative to recognize that, in numerous cases, the comprehensive CAD model becomes excessively intricate to be directly converted into a finite element (FE) model. The main reason is that a computational model should only include the components that are relevant to the study. The inclusion of extraneous components during the stages of preparation and calculation have the potential to considerably extend the duration of the analytical process. As a result, during the developmental phases of the FE model and throughout the computational procedure, extraneous elements within the given machine center model have been eliminated. Furthermore, specific components have been replaced with contact pairs, plane body, and spring links. This strategy enhances the efficiency and emphasis of the FEA for analysis.
2 Numerical Simulation
It is important to understand that the CAD model is usually too complicated to be turned into a FE model. Finite element method (FEM) study can be conducted on a CAD model of a complicated assembly, such as the assembly of a 5-axis machine tool. The main reason is that a computer model should only have the parts that are needed for the calculation. During the preparation stages of the FE model and later during the calculation, parts that aren't needed slow down the end analysis.
Finite element analysis (FEA) is a computational method used to solve problems in mathematical physics and engineering [36, 37]. It works well in cases with complicated loadings, elaborate geometries, and a wide range of material properties, especially when analytical solutions are not possible. The machine load's (9.81 \(\text{m}/{\text{s}}^{2}\)) impact on the ground is represented as a dispersed load in FEA shown in Fig. 4. To limit both translational and rotational movement, a fixed support is used. FEA measures the stress and deformation that the load causes in the structure. Numerical stability is ensured by proper meshing, independence test and validation with experiments so the results show areas of stress and deformation. For a realistic model run, material-specific characteristics like poisson's ratio and young's modulus are essential as shown in Table 2.

Boundary condition
2.1 Convergence Verification with Varied Mesh
A major factor in averting an unnecessary spread of fine grids and elements is the validation of their impact on numerical fidelity in a 3D finite-element model before meshing. The purpose of this precaution is to maintain the finite-element simulation's computational efficiency [38]. Utilization of a finite element mesh enables the accurate representation of a geometry's boundaries, hence increasing the number of data points available to accurately determine displacement and stress responses. In order to assess the independence of a mesh, grid-independence investigation to evaluate the degree to which the results are influenced by the density of the mesh is employed. One approach for achieving this objective is to use the methodology defined in the subsequent section. There exist alternative approaches to utilize grid quality measurements in the context of computational studies. A first-hand assessment of the mesh quality is conducted, as previously mentioned. Various unique instances are employed in the analysis of mesh-independence. The study examines a series of different levels of investigations ranging from coarse to fine. Upon conducting the investigations, it was determined that the utilization of a fine mesh resulted in the generation of highly accurate and precise outcomes. The results obtained were significant and demonstrated a high accuracy as presented in Fig. 5. A total of eight distinct grids were employed in the study. It is imperative to guarantee that the outcomes are not influenced by the grid. The indicators of the outcome encompass the overall deformation and equivalent stress.

Advanced mesh techniques
The selection of the 7th grid was based on two variables:
-
(1)
Deformation (mm)
-
(2)
Equivalent stress (MPa)
2.2 Eigen Frequency Analysis
The examination of the dynamic stiffness of the machine tool system starts with modal survey. A system of natural frequencies and vibration modes can be used to solve modal analysis, which can forecast the dynamic nature of machine structure and serve as the foundation for structural dynamic design and analysis. Undamped free vibration, the solution of structural natural frequencies and mode forms can be translated into eigenvalue and eigenvector problems. The differential equations of motion for an undamped free vibrational system are [39]:
The symbols [m] and [k] represent the mass and stiffness matrices, respectively. The vector {x(t)} denotes the displacement response. The phenomenon of elasticity in free vibration can be conceptualized as the superposition of simple harmonic vibrations. Hence, the generic solution of differential Eq. (1) is:
The symbol ω represents the frequency of harmonic vibrations, whereas φ is a constant. To substitute Eq. (2) into Eq. (1), the following operation can be performed:
Using the finite element method, the machine tool's dynamic structural analysis is carried out, and modal analysis is used to clarify vibration mode shapes and natural frequencies [40]. The machine tool's dynamic structural analysis is carried out, and modal analysis has been used to clarify vibration modes and natural frequencies. Discrete natural frequencies and their accompanying mode shapes are obtained from the structure's modal analysis. The first mode, which can be recorded at 42.7 Hz, is primarily vertical and deforms in the Y direction. Lateral oscillation along the X-axis characterizes the structural response, which advances to the second mode at 53 Hz. The third mode, detected at 82 Hz, has a complicated mode form with torsional twisting along the Y-axis and vertical front bending. Fourth mode, which resonates at 86.1 Hz, exhibits a unique mode shape with a noticeable torsional moment along the Z-axis, all mode shapes and frequencies are shown in Fig. 6.

Mode shapes of the machine tool structure
The forms and frequencies of the primary vibration modes are determined via modal analysis. For this system, only the initial few natural frequencies and the corresponding vibration types is significant. Using the FE method, the machine tool's dynamic structure is examined at frequencies ranging from 0 to 1000 Hz. The precision machine tool structure's natural frequency under various modes is depicted in Fig. 7.

First three mode frequency
3 Physical Modeling
3.1 Structural Impact Testing Model
In order to assess a mechanical structure's dynamic properties, modal analysis testing usually entails artificially stimulating the structure and monitoring input forces and output responses. The impact hammer test is a common method for studying machine vibration characteristics [41, 42]. The goal of the experiment dictate the testing parameters. When a machine tool’s performance is below expectations in terms of quality and efficiency, further tests are carried out during pertinent operational stages. The purpose of general dynamic testing is to gather information for further development and machine modeling, which makes the selection of particular cutting conditions customized for the machine being tested necessary. The flexibility of transient inputs such as projectile impacts, explosives, and step relaxation in modal testing for various structures are highlighted by this study. Although hammer impacts provide rapid diagnostics, engineers can benefit from each technique's unique advantage. The process of calibration and validation against measurement data is crucial for the creation of precise and reliable simulation models. The present study presents the calibration and validation of a finite element model of a five-axis machine tool against data obtained from a machine tool's hammer impact measurement.
Experiments are conducted on the x, y and z directions of 5 axis machine tool, the mentioned points and experimental setup are shown in Fig. 8. The operational ME-Scope is established using the experimental data after a hammer tests are carried out. To obtain the modal parameters in the static state, the hammer test is run. In conclusion, the toolkit available to engineers for modal testing goes beyond conventional techniques and offers versatility and adaptability in a range of settings. Impact hammer employs a dynamic quartz sensor element to apply a quantifiable force impulse with both amplitude and frequency content to excite a mechanical structure during testing, Table 3. shows the parameters of machine under consideration model KISTLER 9728A200000. The transfer function of the structure is provided by the response signal, which is captured by an accelerometer and examined using a fast Fourier transform (FFT) analyzer.

Experimental setup
For structural drop testing and general vibration work, the Model 65 triaxial accelerometer is perfect because it provides exceptional frequency response for both amplitude and phase. Because of its small size, it can measure three axes of acceleration simultaneously, and mounting block accessories are an option. Table 4. Shows the parameters of Endevco Model 65-100.
The goal of a modal test on a system or structure is to gather information that will allow approximations of modal parameters such as mode shapes, damping factors, and frequencies. An impact hammer is used to stimulate the main structure, as shown in Fig. 8. The experimental data collected is then fed into the modal analysis program. The natural frequency and mode shape of the real structure are then ascertained using the software, allowing a comparison with the corresponding numerical analysis findings. The differences between the real-world structure and the analytical model are then carefully examined. The findings from the experiment indicate modal frequencies of 42, 52, and 82 Hz, for the first, second, third modes, respectively, as illustrated in Fig. 9.

Structural impact testing model results
Import the frequency response function obtained from the tapping experiment into the ME'scope fitting software. Once the curve has been fitted, navigate to the structural geometric model within the program and locate the points where the tapping experiment measurement positions align. The software enables dynamic simulation by integrating the measurement points and frequency response functions, thereby displaying the mode shape and natural frequency of the structure. The suitable differences for the first, second, third, and fourth mode frequencies were 6.7, 2.4, 6.5, and 3.5%, respectively, according to a comparative analysis. As seen in Fig. 10, these variations, which are all within 10%, confirm that the boundary conditions and analysis model accurately represent the real circumstances and physical phenomena of the testing apparatus. This leads to completion of validation with experimental iterations with respect to numerical methodology being applied for these particular analyses. With this consideration and acceptable discrepancy, moving forward with setup on-to further novel investigation.

Comparison of model analysis
3.2 Structural Gravity Effects and Force-Induced
In order to evaluate displacements, stresses, strains, and forces in structures or components subjected to loads with minimal damping and inertia, static analysis is employed. Linear or non-linear stable loads and reactions are assumed. For structures with mild elastic deformations, linear static analysis is selected, applying common techniques for elasticity issues. Significant deformations, non-linear material properties, creep, yield stress, and components with hyperplastic properties and contact (gap) were among the non-linear aspects that are taken into consideration. Global coordinate equilibrium is guaranteed by solid-body analysis. With an emphasis on ignoring damping and time-variant loads, the finite element analysis method using ANSYS software offered insights into displacement, induced stresses, and strains resulting from applied loads [43]. The solid body analysis deals with a system's equilibrium in global coordinates. Finite element analysis methodology is used to calculate the displacement, induced stresses, and strains resulting from applied loads. Time-variant loads and damping are expressly left out of the static analysis. Gravitational deformations can introduce errors into geometric property measurements that can be influenced by placement of material properties. Variations in gravitational effects during cutting, presents challenges for on-machine measurements. The finite element method facilitates the modeling of large-scale devices in various scenarios. When evaluating a rotary worktable, static rigidity is emphasized as being vital for processing capabilities, particularly in the work plate and tilt axis.
Expanding upon the findings of the static study which modeled authentic gravitational conditions it has been determined that a downward force of 500 N acts on the cradle structure. The total displacement or deformation resulting from the applied load on the tool turret is measured at 0.219 μm. This value indicates how much movement the system has gone through. The tool turret itself shows the location of the maximum displacement, which denotes the point that shifts the most. On the other hand, the machine's base is where the minimum displacement happens, indicating the area that moves the least in response to the applied load. Figure 11 provides a visual representation of this displacement distribution's details for easier understanding.

Structural force induced effect
4 Machine Tool Optimization
Optimizing machine tool architecture is essential to any effort to raise the accuracy and efficiency of machining operations. Since these qualities directly affect machining accuracy, surface quality, and tool longevity, maintaining structural integrity and stability in machine tools is essential to achieving desired industrial outcomes [44, 45]. Characteristics directly affect the precision of machining, the quality of the surface, and the longevity of the tool. The systematic analysis of machine tool construction optimization is the main focus of this study. It emphasizes the use of finite element analysis (FEA), geometric design, and material selection in particular. Through a thorough examination of the intricate relationships between these elements, our goal is to provide important insights into potential ways to improve machine tool performance. The research findings demonstrate possibilities for the advancement of machining as a discipline as well as for improving sustainability and cost-effectiveness in manufacturing industries.
4.1 Shape Optimization
Although it can be computationally demanding and sensitive to beginning conditions, topology shape optimization maximizes material distribution for effective structures [46]. It provides improved performance and material efficiency, but it can also lead to complex, difficult-to-implement designs with trade-offs and possible issues with manufacturability, the topology optimization flow shows in Fig. 12.

Topology optimization flow
Moreover, in order to determine the superiority of the suggested approach, a lightweight optimization method is implemented, and the outcomes of both methods are compared and analyzed. The optimization approach for lightweight design focuses on minimizing the spindle weight as the primary target while considering the design variables as the optimization variables. Additionally, the method takes into account static and dynamic performance as constraints for achieving an optimal solution [47]. The findings of the software simulation are depicted in Fig. 18. The full optimization method demonstrates the ability to decrease energy consumption while simultaneously increasing the first-order natural frequency from 61 to 117.42 Hz, as well as reducing the overall mass. Simultaneously, there is an enhancement in both the maximum stress and deformation. Based on the findings presented in Fig. 13, it can be observed that the lightweight optimization approach demonstrates superior outcomes in terms of reduced energy usage and mass compared to the complete optimization method. The spindle's performance standards can still be met by the maximum stress of 63 MPa and maximum deformation of 0.93 mm. Nevertheless, the implementation of the lightweight optimization technique has been observed to negatively impact both the static and dynamic performance of the spindle. Shape topology optimization is applied to the tool which resulted in structural improvements. Statical deformations are improved to about 28.86% whereas maximum von mises criterion stress in the tool increased to about 118.91% of original. Similar trends are recorded for modal vibrational frequencies.

Topology optimization results
Careful shape topology optimization of machine tool component natural frequencies increases in value having now optimized and higher modal vibration frequencies. Respectively for 1st mode the natural vibrational rose to about 0.0322%, 2nd mode about 5.77%. Similarly, for 3rd mode the increase is way above the par, it is about 153.6% respectively.
4.2 Lattice Optimization
The goal of lattice optimization is to place points or nodes in a regular structure in the most effective way possible. It is applied to improve structures or properties in a variety of industries, including computer science and materials science [48, 49]. While providing the opportunity for creative designs and enhanced functionality without compromising the actual shape of the designed product as originally done in shape topological optimization shown in Fig. 14.

Lattice optimization
The density-based solid isotropic material penalization (SIMP) method is used in the topology optimization (TO) process. This approach allows for the identification of optimal topologies by characterizing the material distribution problem in terms of the material density distribution. Two different result representations are provided by the SIMP implementation: one that allows for effective discrete solid-void representation and the other that uses a greyscale density representation. Finding the ideal material density distribution within a given target volume constraint is the main goal of the SIMP implementation in this situation. The main objective is to reduce the amount of structural compliance, which is a quantity that is inversely related to stiffness. The following is the expression for the objective function in the SIMP implementation.
Subject to:
where \(\text{C}\) is the compliance, \(\text{K}\) is the global stiffness matrix and \(\text{U}\) is the global displacement vector, \({{\varvec{V}}}_{{\varvec{i}}}\) is the elemental volume, \(\text{N}\) is the total number of elements, \({\text{V}}^{*}\) is the target structural volume, and elemental density \(\rho i\).
where \({E}_{1}\) is the Young's modulus for the solid region, and \(\varphi\) is the SIMP penalty exponent. The SIMP penalty scheme is used in the iterative TO design process. It works by assuming an interpolation method to penalize the intermediate densities. This reveals regions that are partially solid and partially void, which can be used to realize genuine materials or even lattice structures [50].
`
Lattice optimization’s most common pro is the shape maintenance and it retains the actual and original shape of the product body while it does that in addition to that it has certain improvements as a whole. 5% decrease in static deformations, 22.2% increase in the von mises criterion maximum overall stress in the tool shown in Fig. 15. Similarly, for modal vibration frequencies 7, 2 and 1.4% increase improvement is recorded when compared with the original product bodies.

Lattice optimization
5 Energy Consumption
Improve a machine tool's energy efficiency, it is necessary to first define the term "energy efficiency." technically efficiency is defined as the relationship between input and output. In a similar vein, a number of writers have defined energy [51] efficiency and offered relevant indicators [52,53,54]. One of the most important technologies for energy conservation in machine tool is energy regeneration and reutilization. A model-based optimization strategy is becoming more and more necessary due to the variety of uses for machine tool. This method helps manufacturers find the best trade-off solution for a given application and assess the commercial viability of various energy-saving designs. The energy consumption function is determined by analyzing the force on the spindle of the axis machine tool. The spindle's input power \({P}_{in}\) is primarily consumed in two aspects of the working process: (1) the force used to cut the material with the tool, also known as the material removal power (\({F}_{c}\)), and (2) the power used to rotate the spindle without machining, also known as the unload power (\({F}_{u}\)). \({F}_{c}\) is used directly for material excision, which is dependent on the machining configurations (for example, the material of the cutting tool, the material of the work piece, etc.) and processing parameters (including cutting speed, feed rate, and cutting depth) [18]. as well as (2) the power required to overcome rotational inertia and friction, as well as the power lost due to friction and velocity variation is known as the spindle's power (\({F}_{u}\)), and it is dependent on the mass, shape, and rotational speed of the spindle, as indicated in Eq. (7).
where \({J}_{m}\) is the corresponding moment of inertia of the spindle, is the angular velocity, \({P}_{f}\) is the power wasted due to bearing friction, \({v}_{c}\) is the turning speed, \(f\) is the feed rate, \({a}_{p}\) is the depth of cut, and \({k}_{c}\) is the coefficient dependent on the material of the work piece and tool.
The hollow, multi-step spindle of a Gantry has multiple steps. Equation (2)'s representation of \({J}_{m}\),where \(d\) is the diameter of the spindle through hole, \({l}_{i}\) is the length of the i-th stepped shaft, \({D}_{i}\) is its external diameter, is the spindle density
According to Eq. (7), \({F}_{f}\) is the power lost as a result of friction during spindle rotation.
\({M}_{f}\) is torque while \(\omega\) is angular velocity. The energy consumption function is given by
Under consideration of translational motion system, the energy consumption can be divide into further four components, kinetic, frictional, electrical and mechanical. Gantry type five axes machining center executes three translational and two angular operations. Power for it is considered in average during operative condition. Main focus is given to the mechanical power as the main parameter under investigation for this study is topological optimization to create optimal structure for sustenance of Gantry machine under mechanical as well as vibration load.
For the mechanical power consumption of moving machine tool basic power consumption methods have been used for workload over instants of time.
where \(E\) is the overall energy for power \(P\) over time \(t\)
For force \(F\) applied on machine tool during structural test, recorded velocity for tool is recorded \(v\)
Electrical energy \({E}_{e}\) has been neglected as well as frictional losses \({E}_{f}\) while kinetic energy and mechanical energy \({E}_{m}\) consumed to attain and sustain machine motion is defined from \({E}_{k}\), \(M\) is the mass and \(v\) is the linear velocity of the machine tool.
While frictional energy and electrical energy have not been taken under consideration.
Rigid dynamics analysis is used to calculate translation power of spindle before and after optimization. Mechanical power is a factor concerning materials density as well as shape. High mass moment of inertia requires relatively more work done for its displacement. Spindle tool extents are about 640 mm ± 1 mm. Considering 640 mm displacement for before and after effects, the energy required by the optimized tool is relatively less, about for shape 49.1737% and for lattice 64.24%,less than the original tool shape shown in Fig. 16. Originally tool's mass moment of inertia required about 105.4192 W of power while the newly shape optimized tool required about 53.58065 W of power which is nearly half of the initial value and lattice optimized body required about 37.7 W of power which is the most preferred.

Energy consumption
6 Conclusion
In conclusion, this study focused on the optimization of machine tool components through a comprehensive approach, integrating finite element analysis (FEA), geometric design, and material selection. Static analysis was employed for simulating displacements, stresses, strains, and forces, providing insights into the structural response to applied loads. The validation of the analysis model was ensured through modal testing, comparing real-world frequencies with analytical model predictions. Topology shape optimization and lattice optimization were explored for lightweight design, aiming to enhance energy efficiency and overall performance. The results demonstrated that both methods significantly reduced energy consumption and mass while maintaining acceptable stress and deformation levels. However, the lightweight optimization approach exhibited superior outcomes in terms of reduced energy usage and mass, albeit with some compromise on static and dynamic performance. The implementation of shape topology optimization and lattice optimization led to structural improvements, with notable increases in modal vibration frequencies. The rigid dynamics analysis showcased a substantial reduction in the energy required for displacement, indicating the efficiency gains achieved through optimization. Research provides valuable insights into the interplay of design elements, material properties, and optimization techniques for machine tool components. The findings not only contribute to advancements in machining precision, surface quality, and tool longevity but also underscore the importance of considering trade-offs between energy efficiency and performance in the pursuit of sustainable and cost-effective manufacturing practices.
Future study could explore the integration of cutting-edge materials and manufacturing methods to improve the design and structural strength of lightweight structures. By investigating real-time monitoring systems and employing predictive maintenance procedures, it is possible to enhance machine performance and reduce periods of inactivity. Exploring artificial intelligence and machine learning algorithms can enhance machining parameters and energy efficiency. Additional examination is necessary to evaluate the environmental and economic effects of design-for-remanufacturing procedures, which will help direct the development of sustainable machine tools.
Availability of Data and Material
Authors confirm the availability of data and materials supporting the findings of this study upon reasonable request.
References
Pereira, O., et al. (2017). Internal cryolubrication approach for Inconel 718 milling. Procedia Manufacturing, 13, 89–93. https://doi.org/10.1016/j.promfg.2017.09.013
Pavlova, I., & de Boyrie, M. E. (2022). ESG ETFs and the COVID-19 stock market crash of 2020: Did clean funds fare better? Finance Research Letters, 44, 102051. https://doi.org/10.1016/j.frl.2021.102051
Ji, Q., Li, C., Zhu, D., Jin, Y., Lv, Y., & He, J. (2020). Structural design optimization of moving component in CNC machine tool for energy saving. Journal of Cleaner Production, 246, 118976. https://doi.org/10.1016/j.jclepro.2019.118976
Hu, L., Liu, Y., Peng, C., Tang, W., Tang, R., & Tiwari, A. (2018). Minimising the energy consumption of tool change and tool path of machining by sequencing the features. Energy, 147, 390–402. https://doi.org/10.1016/j.energy.2018.01.046
Apostolos, F., Alexios, P., Georgios, P., Panagiotis, S., & George, C. (2013). Energy efficiency of manufacturing processes: A critical review. Procedia Cirp, 7, 628–633. https://doi.org/10.1016/j.procir.2013.06.044
Liang, Y., Chen, W., Sun, Y., Yu, N., Zhang, P., & Liu, H. (2014). An expert system for hydro/aero-static spindle design used in ultra precision machine tool. Robotics and Computer-Integrated Manufacturing, 30(2), 107–113. https://doi.org/10.1016/j.rcim.2013.09.006
Lin, C.-W., & Tu, J. F. (2007). Model-based design of motorized spindle systems to improve dynamic performance at high speeds. Journal of Manufacturing Processes, 9(2), 94–108. https://doi.org/10.1016/S1526-6125(07)70111-1
Cao, H., Li, B., Li, Y., Kang, T., & Chen, X. (2019). Model-based error motion prediction and fit clearance optimization for machine tool spindles. Mechanical Systems and Signal Processing, 133, 106252. https://doi.org/10.1016/j.ymssp.2019.106252
Guo, M., Jiang, X., Ding, Z., & Wu, Z. (2018). A frequency domain dynamic response approach to optimize the dynamic performance of grinding machine spindles. The International Journal of Advanced Manufacturing Technology, 98, 2737–2745. https://doi.org/10.1007/s00170-018-2444-5
Tong, V.-C., Hwang, J., Shim, J., Oh, J.-S., & Hong, S.-W. (2020). Multi-objective optimization of machine tool spindle-bearing system. International Journal of Precision Engineering and Manufacturing, 21, 1885–1902. https://doi.org/10.1007/s12541-020-00389-7
Echerfaoui, Y., El Ouafi, A., & Chebak, A. (2018). Experimental investigation of dynamic errors in coordinate measuring machines for high speed measurement. International Journal of Precision Engineering and Manufacturing, 19, 1115–1124. https://doi.org/10.1007/s12541-018-0132-x
Ibaraki, S., Yoshida, I., & Asano, T. (2019). A machining test to identify rotary axis geometric errors on a five-axis machine tool with a swiveling rotary table for turning operations. Precision Engineering, 55, 22–32. https://doi.org/10.1016/j.precisioneng.2018.08.003
Wang, J., Cheng, C., & Li, H. (2020). A novel approach to separate geometric error of the rotary axis of multi-axis machine tool using laser tracker. International Journal of Precision Engineering and Manufacturing, 21, 983–993. https://doi.org/10.1007/s12541-020-00329-5
Schmitt, R., & Peterek, M. (2015). Traceable measurements on machine tools-thermal influences on machine tool structure and measurement Uncertainty. Procedia CIRP, 33, 576–580. https://doi.org/10.1016/j.procir.2015.06.087
Liu, S., & Lin, M. (2019). Thermal–mechanical coupling analysis and experimental study on CNC machine tool feed mechanism. International Journal of Precision Engineering and Manufacturing, 20, 993–1006. https://doi.org/10.1007/s12541-019-00069-1
Pomares, J., Jara, C. A., Pérez, J., & Torres, F. (2015). Direct visual servoing framework based on optimal control for redundant joint structures. International Journal of Precision Engineering and Manufacturing, 16, 267–274. https://doi.org/10.1007/s12541-015-0035-z
Lyu, D., Liu, Q., Liu, H., & Zhao, W. (2020). Dynamic error of CNC machine tools: A state-of-the-art review. The International Journal of Advanced Manufacturing Technology, 106, 1869–1891. https://doi.org/10.1007/s00170-019-04732-9
Xu, P., Li, B., Cheung, C.-F., & Zhang, J.-F. (2017). Stiffness modeling and optimization of a 3-DOF parallel robot in a serial-parallel polishing machine. International Journal of Precision Engineering and Manufacturing, 18, 497–507. https://doi.org/10.1007/s12541-017-0060-1
Duong, T.-H., & Kim, H.-C. (2015). Deformation analysis of rectangular channel structures in micro pattern machining. International Journal of Precision Engineering and Manufacturing, 16, 619–627. https://doi.org/10.1007/s12541-015-0083-4
Pan, Y., & Xu, L. (2015). Vibration analysis and experiments on electrochemical micro-machining using cathode vibration feed system. International Journal of Precision Engineering and Manufacturing, 16, 143–149. https://doi.org/10.1007/s1254
Sagris, D., Davids, C., Stergianni, E., Tsiafis, C., & Tsiafis, I. (2017). Computational and experimental analysis of machine tool vibrations in micro-milling. in MATEC web of conferences, 2017, vol. 112: EDP Sciences, p. 01022. https://doi.org/10.1051/matecconf/201711201022
Rashed, M., Ashraf, M., Mines, R., & Hazell, P. J. (2016). Metallic microlattice materials: A current state of the art on manufacturing, mechanical properties and applications. Materials & Design, 95, 518–533. https://doi.org/10.1016/j.matdes.2016.01.146
Kim, K. J., & Lee, J.-W. (2022). Light-weight design and structure analysis of automotive wheel carrier by using finite element analysis. International Journal of Precision Engineering and Manufacturing, 23(1), 79–85. https://doi.org/10.1007/s12541-021-00595-x
Liu, J., & Ma, Y. (2016). A survey of manufacturing oriented topology optimization methods. Advances in Engineering Software, 100, 161–175. https://doi.org/10.1016/j.advengsoft.2016.07.017
Jerin, W., Je, S., Seung, P., & Moon, K. (2023). A design optimization framework for 3D printed lattice structures. International Journal of Precision Engineering and Manufacturing-Smart Technology, 1(2), 145–156.
Sim, B., & Lee, W. (2023). Digital twin based machining condition optimization for CNC machining center. International Journal of Precision Engineering and Manufacturing-Smart Technology, 1(2), 115–123.
Kaur, M., Yun, T. G., Han, S. M., Thomas, E. L., & Kim, W. S. (2017). 3D printed stretching-dominated micro-trusses. Materials & Design, 134, 272–280. https://doi.org/10.1016/j.matdes.2017.08.061
Bauer, J., Hengsbach, S., Tesari, I., Schwaiger, R., & Kraft, O. (2014). High-strength cellular ceramic composites with 3D microarchitecture. Proceedings of the National Academy of Sciences, 111(7), 2453–2458.
Takezawa, A., Kobashi, M., Koizumi, Y., & Kitamura, M. (2017). Porous metal produced by selective laser melting with effective isotropic thermal conductivity close to the Hashin-Shtrikman bound. International Journal of Heat and Mass Transfer, 105, 564–572. https://doi.org/10.1016/j.ijheatmasstransfer.2016.10.006
Cuadrado, A., Yánez, A., Martel, O., Deviaene, S., & Monopoli, D. (2017). Influence of load orientation and of types of loads on the mechanical properties of porous Ti6Al4V biomaterials. Materials & Design, 135, 309–318. https://doi.org/10.1016/j.matdes.2017.09.045
Schwerdtfeger, J., et al. (2011). Design of auxetic structures via mathematical optimization. Advanced Materials, 23(22–23), 2650–2650. https://www.cheric.org/research/tech/periodicals/doi.php?art_seq=899466
Ullah, I., Elambasseril, J., Brandt, M., & Feih, S. (2014). Performance of bio-inspired Kagome truss core structures under compression and shear loading. Composite Structures, 118, 294–302. https://doi.org/10.1016/j.compstruct.2014.07.036
Won, J.-J., Lee, Y. J., Hur, Y.-J., Kim, S. W., & Yoon, H.-S. (2023). Modeling and assessment of power consumption for green machining strategy. International Journal of Precision Engineering and Manufacturing-Green Technology, 10(3), 659–674. https://doi.org/10.1007/s40684-022-00455-7
Adams, W. M. (2006). The future of sustainability: Re-thinking environment and development in the twenty-first century. IUCN-Rep-2006-002.
Haleem, A., Javaid, M., Qadri, M. A., & Suman, R. (2022). Understanding the role of digital technologies in education: A review. Sustainable Operations and Computers, 3, 275–285. https://doi.org/10.1016/j.susoc.2022.05.004
Trivedi, S. (2014). Finite element analysis: A boon to dentistry. Journal of oral biology and craniofacial research, 4(3), 200–203. https://doi.org/10.1016/j.jobcr.2014.11.008
Fadiji, T., Coetzee, C. J., Berry, T. M., Ambaw, A., & Opara, U. L. (2018). The efficacy of finite element analysis (FEA) as a design tool for food packaging: A review. Biosystems Engineering, 174, 20–40. https://doi.org/10.1016/j.biosystemseng.2018.06.015
Chan, T.-C., Ullah, A., Roy, B., & Chang, S.-L. (2023). Finite element analysis and structure optimization of a gantry-type high-precision machine tool. Scientific Reports, 13(1), 13006. https://doi.org/10.1038/s41598-023-40214-5
Johannessen, K. (2011). An anharmonic solution to the equation of motion for the simple pendulum. European journal of physics, 32(2), 407. https://doi.org/10.1088/0143-0807/32/2/014
Chan, T.-C., Hong, Y.-P., & Yu, J.-H. (2021). Effect of moving structure on the spatial accuracy and compensation of the coordinate measuring machine. International Journal of Precision Engineering and Manufacturing, 22, 1551–1561. https://doi.org/10.1007/s12541-021-00560-8
Lam, H., & Wong, M. (2011). Railway ballast diagnose through impact hammer test. Procedia Engineering, 14, 185–194. https://doi.org/10.1016/j.proeng.2011.07.022
Chan, T.-C., Lin, H.-H., Ullah, A., & Chang, C.-C. (2023). Numerical technique with innovative strategies for performance enhancement in micro-probe measuring equipment. Microsystem Technologies. https://doi.org/10.1007/s00542-023-05568-w
Shinde, S. M., Lekurwale, R. R., Bhole, K. S., Oza, A. D., Patil, A. S., & Ramesh R. (2022). 5-axis virtual machine tool centre building in PLM environment. International Journal on Interactive Design and Manufacturing (IJIDeM), 1–15. https://doi.org/10.1007/s12008-022-00974-2
Koren, Y. (1997). Control of machine tools. https://doi.org/10.1115/1.2836820
Saini, A., Choi, D.-H., & Lyu, M.-Y. (2023). A computer simulation and experimental study of weight reduced carbonated soft drink PET bottle manufacturing. International Journal of Precision Engineering and Manufacturing-Green Technology. https://doi.org/10.1007/s40684-023-00575-8
Rong, Y., Zhao, Z.-L., Feng, X.-Q., & Xie, Y. M. (2022). Structural topology optimization with an adaptive design domain. Computer Methods in Applied Mechanics and Engineering, 389, 114382. https://doi.org/10.1016/j.cma.2021.114382
Xiong, F., Wang, D., Ma, Z., Lv, T., & Ji, L. (2019). Lightweight optimization of the front end structure of an automobile body using entropy-based grey relational analysis. Proceedings of the Institution of Mechanical Engineers, Part D: Journal of Automobile Engineering, 233(4), 917–934. https://doi.org/10.1177/0954407018755844
Pan, C., Han, Y., & Lu, J. (2020). Design and optimization of lattice structures: A review. Applied Sciences, 10(18), 6374. https://doi.org/10.3390/app10186374
Liu, Y., Zheng, G., Letov, N., & Zhao, Y. F. (2021). A survey of modeling and optimization methods for multi-scale heterogeneous lattice structures. Journal of Mechanical Design, 143(4), 040803. https://doi.org/10.1115/1.4047917
Wang, Y., Boulic, M., Phipps, R., Plagmann, M., Cunningham, C., & Guyot, G. (2023). https://www.sciencedirect.com/science/article/pii/S2352710223009816?CMX_ID=&SIS_ID=&dgcid=STMJ_AUTH_SERV_PUBLISHED&utm_acid=229490816&utm_campaign=STMJ_AUTH_SERV_PUBLISHED&utm_in=DM368176&utm_medium=email&utm_source=AC_. https://doi.org/10.1016/j.jobe.2023.106802
Lalegani Dezaki, M., & Bodaghi, M. (2023). A review of recent manufacturing technologies for sustainable soft actuators. International Journal of Precision Engineering and Manufacturing-Green Technology, 10(6), 1661–1710. https://doi.org/10.1007/s40684-023-00533-4
Bunse, K., Vodicka, M., Schönsleben, P., Brülhart, M., & Ernst, F. O. (2011). Integrating energy efficiency performance in production management–gap analysis between industrial needs and scientific literature. Journal of Cleaner Production, 19(6–7), 667–679. https://doi.org/10.1016/j.jclepro.2010.11.011
Li, W. (2015). Efficiency of manufacturing processes. Springer.
Patterson, M. G. (1996). What is energy efficiency?: Concepts, indicators and methodological issues. Energy Policy, 24(5), 377–390. https://doi.org/10.1016/0301-4215(96)00017-1
Funding
The research project funding done by National Science and Technology Council [Grant numbers:111-2221-E-150 -024 -MY2, 111-2622-E-150-009].
Author information
Authors and Affiliations
Contributions
Experiment: Aman U, Analysis: Aman U and T.-C. Chan, Methodology: T.-C. Chan, Aman U; Original draft preparation: T.-C. Chan, Aman U, Supervision: T.-C. Chan, S-L Chang.
Corresponding author
Ethics declarations
Conflict of interest
The authors declared no conflict of interest.
Ethics approval
All authors agree that the work presented in the manuscript is original and authentic, adhering to the principles of academic ethics.
Consent to participate
All authors have confirmed their participation in the research presented in this manuscript.
Consent for publication
All authors have agreed to publish the work in this prestigious journal.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ullah, A., Chan, TC. & Chang, SL. Enhancing Five-Axis Machine Tool Performance Through ESG-Based Design Optimization. Int. J. of Precis. Eng. and Manuf.-Green Tech. (2024). https://doi.org/10.1007/s40684-024-00642-8
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40684-024-00642-8