
Abstract
It is well known that targeted fuel efficeincy can only be achieved by reducing vehicle weight through improved design and widespread use of lightweight materials. In this study, the weight reduction design process for wheel carriers was carried out through FE-analysis. The von-Mises stress distribution was analyzed by substituting AA6061 (aluminum 6061 alloy) with a tensile strength of 310 MPa instead of FCD600 irons. In the FEA (finite element analysis), stress distribution was performed by applying six chassis load conditions. In addition, the safety factor of the existing FCD600 irons applied wheel carrier was calculated and analyzed to replace AA6061, which is a lightweight material. The approach of this study for predicting safety using safety factor is well established and is expected to be used as a lightweight design guide. In addition, it is expected to contribute to the appropriate design conditions for the development of lightweight wheel carriers for automobiles.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In the past, the improvement of fuel efficiency through weight reduction of automobiles was not an important issue in the automobile industry because the burden of fuel consumption was the responsibility of consumers. However, these days, due to the government's strengthening of environmental regulations, improving fuel efficiency is emerging as an important strategy for automakers [1, 2]. Accordingly, automakers in each country are focusing their efforts on developing fuel-efficient technologies, such as reducing the weight of automobiles and reducing engine friction loss, by reducing the amount of carbon dioxide generated by automobile emissions [1,2,3,4,5,6]. This study intends to deal with the design process of lightweighting a wheel carrier using a tensile strength 310 MPa class AA6061 aluminum alloy material with excellent strength among aluminum alloys for the 5-seater vehicle suspension.
Other parts of the car chassis can also be replaced with aluminum alloys. The parts include knuckle, axle, rear sub-frame, etc. Among them, knuckle is a die casting part like a wheel carrier, so material replacement is relatively easy. However, since the axle is a part that requires safety, it is difficult to reduce the weight, and the rear sub-frame is difficult to process (especially as forming). Therefore, in this study, a wheel carrier that can be replaced with a lightweight material and has a relatively heavy weight and thus has a large weight reduction effect was selected as a lightweight component.
To this end, we intend to design using a FE-analysis (finite element analysis) with reference to a wheel carrier made of FCD600 iron alloy material, which has been verified by commercialization. In previous studies by the author and others, there was experience in securing safety through lightening the material of the wheel carrier applied to the 7-seater 4WD vehicle (by replacing the FCD600 material with aluminum 6061 alloy) [6]. Since the same specifications as the suspension system of the 7-seater vehicle studied in the previous paper are applied to the 5-seater vehicle in this study, it can be said that the stability of the structure is sufficiently expected for a review of a 5-seater vehicle. In particular, by comparing the change of stress according to the change in each load condition applied to the chassis parts, it is intended to present a method of replacing the wheel carrier with an aluminum alloy instead of the existing iron material [3,4,5]. FE-analysis was performed by analyzing the stress distribution by applying load conditions for analysis of four loading conditions in chassis parts. In addition, it analyzed by replacing AA6061, a lightweight material, to satisfy the safety factor of the wheel carrier with FCD600 Irons, which has been verified for its existing safety. If the approach of this study to predict safety using safety factors is well established, it is expected to be used as a lightweight design guide. We believe that it will contribute to the appropriate design conditions for the development of lightweight wheel carriers for automobiles.
2 Analysis Methods and Design Conditions
2.1 Front Suspension Module
One of the chassis parts, the wheel carrier is a part that not only mounts the 5-link suspension, but also serves as a support for mounting the rear wheels of the vehicle. Figure 1 shows the wheel carrier mounted on the vehicle compared to the knuckle. Figure 1a shows the vehicle's front wheel module and Fig. 1b shows the vehicle's rear wheel module. As shown in Fig. 1, in the case of the normal front wheel module, since the suspension type uses a different type from the rear wheel (the suspension type shown in the figure is a double wishbone type), the knuckle supports the front wheel, lower arm, and upper arm instead of the wheel carrier. In addition, as shown in Fig. 1b, since the rear wheel module mainly uses a 5-link suspension, the wheel carrier is applied to connect the tire and the 5-link.

Front and rear suspension module a front suspension module and b rear suspension module
Figure 2 shows a 3D design drawing to describe the wheel carrier in detail, along with the actual vehicle attachment picture. Links, one of the types of suspension, consist of a tension link, a camber link, a strut bar, and a thrust link. Links are devices that contribute to a smooth ride on the back seat of the vehicle. The role of the wheel carrier on the vehicle structure is shown in detail from the mounting location shown in Fig. 2. The vehicle segment of the wheel carrier studied in this paper is J-segment (sports utility vehicle), and the vehicle model is K300, a 5-seater SUV (CVW: 1470 kg). As shown in Fig. 2, the coupling with other parts constituting the suspension was connected with a link and a bush rubber.

Real shape of mounted links and wheel carrier and 3D CAD design
2.2 Wheel Carrier Design
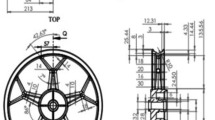
Figure 3 shows a wheel carrier made of FCD600 cast iron material, which has been commercialized and has already secured stability after mounting the vehicle. Figure 4 is the redesign of this wheel carrier to make it lighter with aluminum alloy. In addition to changing the material, the design was changed to increase rigidity by adding more thickness and flesh as shown in Fig. 4.

Design shape of wheel carrier made by FCD600 iron material

Design shape of wheel carrier made by aluminum 6061 alloy for weight reduction
Tables 1 and 2 show the alloying components of the cast iron material (FCD600) and aluminum alloy (AA6061) that are to be addressed in this paper. In addition, Table 3 shows the comparison of material properties between FCD600 material and 6061aluminum alloy for the wheel carrier to be studied in this paper.
2.3 Boundary Conditions
For the CAE analysis, a highly accurate elastic analysis was performed using a Nastran program verified as a commercial program, and solid elements were used for meshing. In the case of the wheel carrier, the load given in consideration of the load distribution was assigned by distributing the assembly load distributed according to the vehicle weight to each assembly part in the local coordinates [2]. Figure 5 shows the load conditions and the fixed points of the wheel carrier used in this study.

Boundary conditions of wheel carrier analysis
3 Analysis Results and Discussion
From the comparison of material analysis in Table 3, if the wheel carrier is made of aluminum alloy, it will be relatively less rigid than the FCD600 material. Therefore, if the stiffness is increased by reinforcing the section part of the wheel carrier made of aluminum alloy, a safe design will be achieved along with the light weight effect of material replacement. Table 4 summarizes the load conditions applied to the wheel carrier parts in consideration of the vehicle safety factors. The X-direction is the vehicle's longitudinal direction, the Y-direction is the vehicle's width direction, and the Z-direction is the vehicle's height direction. Is a coordinate value. Here, 1 g represents ½ of the weight of the vehicle in the case of the rear suspension and 3 g represents 3 times of 1 g. In addition, RH is the right wheel of the vehicle and LH is the load applied to the left wheel of the vehicle [3]. Figure 6 shows the load direction of reverse kerb strike (RKB) load conditions as an example. In case of RKS load condition, it indicates the load condition applied to the vehicle when the vehicle hits the sidewalk block in the y-direction when the vehicle is reversed and the braking operation is performed. The reason why the load is not applied only with the distribution load of 1 g is that the design load condition considering the safety factor of the vehicle is applied. For the load conditions, the design conditions of commercial analysis companies ETA and LOTUS were referred to [2]. As shown in Fig. 6, each load condition was assigned a load in a different direction for each load case according to Table 4, and a load was applied to the wheel center to fix the tire ground surface.

Example of loading in reverse kerb strike (RKS) condition
Figure 7 shows the analysis results of the wheel carrier model made of FCD600 cast iron material. Figure 7a–d are the analysis results under 4.4 g bump, pot hole braking, kerb strike, and rear kerb strike load conditions, respectively, as shown in Table 4, respectively. Among the analysis results, von-Mises stress, which can indicate vulnerable areas, was shown, and the location showing the maximum value of von-Mises stress in the figure was also recorded. In Fig. 7b, the von-Mises stress value is up to 92.5 MPa, which is higher than the value analyzed under other load conditions. It was found to be significantly lower than the tensile strength value of the FCD600 material, 600 MPa, and to be safe.

Strength analysis results of current wheel carries (FD600) following as various loading conditions
Figure 8 shows the strength analysis results of a wheel carrier model designed with 6061 aluminum alloy. Among the analysis results, the von-Mises stress, which can indicate the vulnerable area, was shown. As can be seen from the analysis results in Fig. 8, it can be seen that the maximum stress value is 64.0 MPa under PHB load condition. Therefore, we can know that it is safe. In particular, when the wheel carrier was originally made of FCD600 material, the weight was 5.0 kg, but when applying 6061 aluminum alloy material, it was reduced by more than 50% to 2.43 kg. Through detailed driving tests in the future, it can be seen that even if the safety factor is increased and the rigidity is reinforced, a lightweight design of 30% or more is possible.

Strength analysis results of AA6061 wheel carriers following as various loading conditions
Tables 5 and 6 show the comparison of the maximum von Mises stress, displacement and safety factor values for each load type of the wheel carrier to which the FCD600 material and the aluminum alloy (6061) material are applied. The safety factor calculated in these tables is a value calculated by dividing the ultimate tensile strength by the maximum von-Mises stress simulated in the analysis. When the FCD600 material with a tensile strength of 600 MPa was applied, the maximum stress and strain amounted to 59.1–92.5 MPa and 0.015–0.019 mm, respectively, under each load condition. However, when the AA6061 material with a tensile strength of 310 MPa was applied, the maximum stress was 36.8–64.0 MPa, and the deformation amount was 0.007–0.009 mm, respectively. In the table, the safety factor value of the wheel carrier made of aluminum alloy material is similar to the values of the wheel carrier made using FCD600 material under all load conditions (Bump, PHB, KS, RKS). We can see that it is very safe. The reason for such a safe and reinforced design is as follows. This is because the wheel carrier, which originally applied FCD600 material, was changed to 6061 aluminum alloy, and the design was changed by increasing the thickness and increasing the flesh in order to prevent a decrease in rigidity that may occur due to the material change.
4 Conclusions
In this study, the design process of weight reduction of the wheel carrier using the tensile strength 310 MPa class AA6061 aluminum alloy material was calculated by using the finite element analysis with reference to the wheel carrier for 5-seater vehicle suspension made of cast iron (FCD600) material verified by commercialization. The safety factor value of the wheel carrier made of aluminum alloy material is similar to the values of the wheel carrier made using FCD600 material under all load conditions (Bump, PHB, KS, RKS). We can see that it is very safe. The reason for such a safe and reinforced design is as follows. This is because the wheel carrier, which originally applied FCD600 material, was changed to 6061 aluminum alloy, and the design was changed by increasing the thickness and increasing the flesh in order to prevent a decrease in rigidity that may occur due to the material change. In addition, it can be seen that the safety factor value is very safe varied from 6 to 10. When the wheel carrier was made of FCD600 material, the weight was 5.0 kg, but after design change to improve the major vulnerable areas, when applying 6061 aluminum alloy material, it was reduced by more than 50% to 2.43 kg. In the future, through a detailed driving test, it was expected that a lightweight design would be possible even if the safety factor was increased and the rigidity was reinforced.
References
Kim, K. J., Lim, J. H., Park, J.-H., Choi, B.-I., Lee, J. W., & Kim, Y. J. (2012). Light-weight design of automotive AA6061 rear sub-frame based on CAE simulation. Transaction of KSAE, 20(3), 77–82.
Park, J.-H., & Kim, K. J. (2013). Light-weight design of automotive spring link based on computer aided engineering. Transaction of KSAE, 21(5), 157–161.
Kim, K. J. (2018). Fatigue safety design of automotive spring link by using CAE static analysis. Transactions of the Korean Society of Mechanical Engineers A, 42(1), 73–78.
Kim, K. J. (2005). Automotive application of tailor welded blank using computer aided engineering technique. Transaction of KSMT, 7(4), 1–8.
Kim, K. J. (2005). Application of hot press forming process by using CAD (computer aided design). Transaction of KSMT, 7(4), 33–37.
Kim, K. J. (2016). Light-weight design of automotive wheel carrier by using CAE (computer aided design). Transaction of KSMT, 18(4), 543–549.
Acknowledgements
This research was supported by the BB21plus funded by Busan Metropolitan City and Busan Institute for Talent & Lifelong Education (BIT). In addition, some of this research was performed with the support of the research institute affiliated with GS1 Co., Ltd.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kim, K.J., Lee, JW. Light-Weight Design and Structure Analysis of Automotive Wheel Carrier by Using Finite Element Analysis. Int. J. Precis. Eng. Manuf. 23, 79–85 (2022). https://doi.org/10.1007/s12541-021-00595-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-021-00595-x