
Abstract
In order to avoid perishable characteristics and secure long shelf life of liquid milk, it is mostly converted into more stable derivatives such as butter, cheese, yogurt and milk powder. Amongst them, milk powder contains highest shelf life at ambient conditions and accounts for 76% of global annual trade of milk and milk derivatives. The milk powder production and its qualitative features are often characterized by huge amount of high- and low-grade energy requirements depending upon the number of stages employed for drying, e.g. single, two or three. In the present work, comparative thermodynamic analysis of two- and three-stage milk drying units has been executed. Both the units have been extensively explored on the grounds of parameters such as exergy efficiency (72.01%/43.67%), drying efficiency (67.50%/65.71%), drying chamber efficiency (57.77%/53.51%), exhaust air temperature (346.15 K/353.15 K), overall specific exergy destruction (3081.64 kJ/kg/5006.28 kJ/kg), overall specific exergy consumption (0.74 kWh/kg/1.34 kWh/kg) and sustainability indices (3.57/1.78) so as to establish the fact that the thermodynamic behaviour of two-stage spray dryer was far better than its three-stage counterpart, at the cost of slightly higher specific steam consumption (3.53 kg/kg/2.77 kg/kg).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The scenario of global milk production is expected to rise at the rate of 1.7% p.a. (to 981 MT by 2028) over the next decade, far more expeditious than most other main agricultural commodities [1]. Going by dairy outlook of fiscal year 2018, India’s annual powder production capacity was estimated to be around 246,000 MT; 19% rise from fiscal year 2017 when yearly production was calculated as 207,000 MT [2]. Indian export of dairy commodities was ascertained to be 113,720 MT in 2018–2019 is the monetary value of which was measured up to be 345.71 Million USD [3]. World’s skim milk powder (SMP) import and export were expanded to 2.53 million tons and 2.59 million tons, whereas whole milk powder (WMP) import and export were inflated to be 2.50 million tons and 2.46 million tons, respectively, in the year 2018, registering a growth of 7.3% (SMP-Import), 8.6% (SMP-Export), 3.8% (WMP-Import) and 1.7% (WMP-Export) over its counterpart previous year 2017 [4]. On an average basis, 60% of total energy consumption in a comprehensive dairy processing plant is dedicated for manufacturing of skim/whole milk power, followed by 23%, 11.60% and 5.40% for cheese, butter and fluid milk, respectively. Moreover, evaporation and drying consume highest amount of energy (57%) in a dairy processing unit, i.e. 96.65 × 105 kJ/tons [5]. The aforementioned discussion implies that in order to meet dairy food requirement of ever-increasing population, there is an immense need of high- and low-grade energies in variable proportions, which would undoubtedly decide the degree of profitability in domestic as well as international dairy trades [6]. Prospects of energy savings are associated with extent of solar integration, degree of automation and control, product mix and demographics changes. The above-mentioned features associated with pattern of energy consumption derive its foundation from exergy and exergoeconomic assessments of dairy plants, on the basis of which cost energy matrix is redefined or optimized [7]. Thus, exergy concept is a meaningful and refined approach for nearly exact estimation of consumption of thermal/electrical energy resources for milk powder production units, i.e. spray drying units [8]. Additionally, thermodynamic analysis of spray drying units for various products such as white cheese slurry drying [9], cornelian cherry puree fruit powder production [10], geothermal energy-based milk powder production unit [11], milk powder production from milk processing factory [12] and ceramic powder production [13] revealed the values of exergy efficiencies as 27.00–39.10%, 50–71%, 46.02%, 68.28% and 12.23–61.66%, respectively. The thermodynamic and thermoeconomic evaluation sugarcane powder production unit [14] provided the values of specific energy cost and specific energy consumption in the range of 0.79–1.79 USD/kg and 87.32–197.05 MJ/kg of powder, respectively. Continuing with same approach, Atkins et al. [15] and Patel et al. [16] determined the heat recovery potential, energy efficiency and thermal energy savings of spray dryer units as 21%, 66% and 82800 kJ/hr, respectively. In line of the same approach, Aghbashlo et al. [17, 18] concluded the spray drying process involved with microencapsulation as highly inefficient, i.e. exergy efficiency was found in the range of 1.64–14.43%, in addition to a brief discussion about the dependence of spray drying parameters such as inlet drying air temperature, mass flow rates and aspiration rates on overall dryer performance. Further, some of the authors such as Soufiyan et al. [19], Balkan et al. [20] and Sogut et al. [21] quantified the exergetic performances of multistage evaporation systems in the range of 30.30–93.30%. In an extension to exergy concept, some of the authors documented the exergetic assessments of ghee production unit [22], HTST skim milk pasteurization unit [23], UHT milk pasteurization unit [24] and cream pasteurization unit [25] as 34.21%, 68.84%, 66.11% and 53.02%, respectively. Furthermore, second law efficiencies yogurt drink production unit [26], yogurt production unit [27], pasteurized milk production unit [28], cheese production unit [29] and ice cream manufacturing unit [30] were computed as 83.08%, 77.87%, 90.05%, 72.79% and 47.97%, respectively. Apart from that, exergetic behaviour of sugarcane processing unit [31] was assessed in terms of exergy efficiency as 17%. Besides the aforementioned research surveys, Goot et al. [32] provided a healthy elucidation about the deficiencies associated with several different food production practices/technologies and consequently sought a correlation between degree of imperfection and waste generation. Also, research initiatives such as [33,34,35] recorded thermodynamic-cum-sustainability characteristics of dairy processing units, while Reichler et al. [36] put forward a case study pertaining to control the postpasteurization contamination in relation to programs aimed at preventive maintenance. In continuation of same approach, MuhammetCamci [37] introduced and evaluated thermal behaviour of solar energy-assisted spray drying system for production of milk powder. Similarly, Wincy et al. [38] ascertained the thermodynamic derivatives associated with rice processing mills working in conjunction with biomass fuel-assisted steam generation system. From the previous many research initiatives [10,11,12,13,14,15,16,17,18, 39], it has been found that there has been extensive coverage to ascertain thermodynamic behaviour (especially second law analysis) of single-stage spray drying unit, i.e. the drying is carried out only in drying chamber. But, there has not been any single research initiative wherein the extensive thermodynamic coverage is given to two- and three-stage milk powder production units which primarily involve stagewise (in two or three stages) heat treatment of milk or milk powder to enhance qualitative characteristics of the same. Quite obviously, in view of multistage heat treatment exercise, the plant (two or three stage) bound to have high degree of thermal deficiencies particular related to exergetic degradations. Therefore, quite imperative is the fact to understand or unearth all those exergetic characteristics or thermodynamic deficiencies associated with subunits of both types of drying plants; by reorientation of same, an optimum level of output may be achieved from the drying plant at lowest minimum cost of milk powder production.
2 Plant description and methodology
The two- or three-stage drying not only assists in effective drying to the required moisture level, but also plays an important role in gentle cooling of end product, thereby improving the product agglomeration stability as well as quality characteristics.
2.1 Two-stage spray drying unit (TSSD)
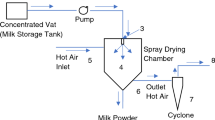
The two-stage spray drying arrangement primarily consists of drying chamber, hot and cold air heaters, cyclone separator, plate heat exchanger, flow nozzles, high-pressure pump; vibro-fluidizer-assisted hot and cold zone arrangement, exhaust fans, strainers, and fans for supply of fresh air. As far as process was concerned, pasteurized milk (0.54 kg/s) with 45% total solid (TS) content is contained in instantaneous balance tank facility and fed to the nozzle arrangement inbuilt with drying chamber with the help of high-pressure pump (198.50 bar). The atomization in the two-stage spray dryer was materialized by high-pressure spray nozzle, wherein the preheating of fluid is an essential requirement for optimum droplet distribution as the same was dependent upon viscous behaviour of milk fluid. The preheating exercise was done before the passage of pasteurized milk fluid to the drying chamber. The atmospheric air is inhaled through strainer by having assistance from supply fan and enriched with thermal energy content available from air heater. The available dry saturated air is further fed to the drying chamber via air disperser. The steam radiator-1 was employed to remove a moisture content of more than 45% from incoming pasteurized incoming milk containing a total solid (TS %) value of 45%, with the help of hot air maintained at a temperature of 463.15 K. The powder thus generated contained a moisture value of 6% which has to be further reduced to 3.5% so as to improve qualitative characteristics of powder. Basically, in view of difficulty in removing the residual moisture (2–10%) after the evaporation in the drying chamber, a completely new drying technology has been evolved where low value of moisture is gradually removed by adopting the after dryer mechanism, i.e. vibro-fluidizer, additionally in conjunction with drying chamber. The same is called as two-stage drying process. The vibro-fluidizer is a big horizontal box consisting of hot and cold zone arrangements wherein fluidization is assisted by mechanical vibration/agitation and the same helps in second-stage drying of milk and its subsequent cooling. The heating and cooling activity in conjunction with vibro-fluidizer mechanism helps in reduction of moisture content from 6 to 3.5% and procurement of fine milk powder particles at the end of hot and cold zone arrangement. Once the powder particles enter the vibro-fluidizer, they are entrained by hot air being fed from distributor plate (bubble plate) in hot zone side and particles have a residence period of as long as 60 min. In order to bring down the temperature of milk powder, the particles are entrained in cold zone with help of cold air being fed from distributor plate. The activity of regular agitation caused by regular vibration helps in uniform heating/cooling of milk powder content. Further, the achievement of low moisture content entailed that powder must be retained in appropriate thermal condition for sufficient long duration of time or long residence time in the hot portion of vibro-fluidizer. The powder is fluidized by alternately hot and cold air with the help of bubble plate which distributes the air inside the air plenum chamber of vibro-fluidizer. As far as fines are concerned, they usually have very low moisture content; however, they are passed through last stages of drying section of vibro-fluidizer to make sure they are completely dried. As far as the function of cyclone separator is concerned, 15% of total milk powder content is passed through it. Once having its passage through cyclone separators, the heavy milk particles are knocked down by high value of centrifugal forces being impressed upon the latter with the help of exhaust fans (Fig. 1).

Schematics of a two-stage spray dryer unit
Further, the total solid (%) content as well as mass of milk fluid/powder at every stage of two-stage drying process is given in Table 1:
2.2 Three-stage spray dryer unit
The three-stage spraying drying unit consists of high-pressure pump, plate heat exchanger, drying chamber, integrated fluidized bed, vibrating fluidized bed, steam-based air heaters (steam radiators), inlet and exhaust air fans and cyclone separators. Apart from securing the drying of pasteurized milk in drying chamber, two more stages of milk powder drying are employed in case of three-stage spray drying arrangement so as to achieve better quality of end product. The moisture content from hot milk containing 45%TS is removed in usual manner as discussed in the working of TSSD unit.
But, here conical-shaped drying chamber is made integral with integrated fluidized bed (IFB) where second stage of drying is performed, and the third-stage drying is performed in vibrating fluidized bed (VFB) which gets input hot air supply from two steam-based air heaters (Fig. 2). The input pasteurized milk feed is atomized into many million droplets using either atomizer or nozzle action. The high-speed air passing through the radiator arrangement follows co-current or counter current approach to optimally arrest the moisture content present in droplet, as it flows down the conical drying cabinet. During the process of moisture evaporation in the conically shaped drying chamber, the drying takes place instantaneously and particle moisture level reaches 6–15% approximately. The integrated vibrating fluid bed is supplied with air in sufficient quantity as well as appropriate level of velocity and temperature is maintained for second stage of moisture removal process. In addition to it, there is a tertiary arrangement of drying in the form of vibrating fluidized bed which consists of steam radiators for third-stage drying, accompanied by vibrating air fans working in combination with strainers.

Schematics of a three-stage spray dryer unit
The total solid (%) content as well as mass of milk fluid/powder at every stage of two-stage drying process is given in Table 2.
2.3 Data collection
The technical data pertaining to TSSD and THSSD have been taken from National Dairy Research Institute (NDRI, Karnal) and Madhu Dairy Plant (MDP, Pehowa), Haryana Province of India, respectively. The production capacities of aforementioned units may be approximately given as 7.5 TPD and 0.45 TPD, respectively. Steady-state conditions were assumed for the plant’s operation, wherein contributions of kinetic and potential energies were insignificant. Similarly, there has not been any major change in reference state variables such as pressure (101.325 bars) and temperature (298.15 K). Since the moist air is assumed as the ideal gas, pressure drop during the entire experimentation activity particularly through the duct is assumed to have negligible contribution towards the exergy destruction [40]. Moreover, negligible deposition in drying chamber was assumed as an important assumption before extensive thermodynamic evaluation.
3 Thermodynamic analysis
In order to estimate the thermodynamic characteristics of two and three-stage spray drying systems, key thermal parameters such as temperature, pressure and mass flow rates of flow streams at various locations as specified in Figs. 1 and 2 have been considered. Any thermodynamic process activity is governed principally by two major principles of thermodynamics which primarily quantifies energy and exergy derivatives such as sustainability index, exergy demolition, exergy improvement potential, the exact information of which would enable the authorities to locate the exact reason of decrement in qualitative performance of plant and feasibility of any concrete improvement.
3.1 Energy and exergy analysis
The physical exergy rates of flow streams at all the specified locations of TSSD (Fig. 1) and THSSD (Fig. 2) are calculated as follows [41]:
\({\dot{\text{E}}\text{x}}\) (W) is exergy rate;\(\dot{m}\) (kg/s), mass flow rate;\(C_{p}\) (J/kg K), specific heat at constant pressure;\(T\) (K), temperature;\(T_{0}\) (K), ambient temperature;\(v\) (m3/kg), specific volume;\(P\) (N/m2), pressure;\(P_{0}\) (N/m2), ambient pressure.
Additionally, the specific values of energy, physical and chemical exergy of moist air and chemical exergy of milk (45% TS) for the respective state points of spray dryer unit can be determined from the following relations [17, 27, 42, 43].
\(e_{a}\) (J/kg) is specific energy of air;\(C_{pa}\) (J/kg K), specific heat of air; \(\omega\) (kg/kg), absolute humidity;\(h_{fg}\) (J/kg), latent heat of vaporization;\({\text{Vel}}_{a}\) (m/s), velocity of air;\({\text{ex}}_{{{\text{ph}}}}\) (J/kg), physical specific exergy;\(C_{pv}\) (J/kg K), specific heat of vapour;\(M_{a}\) (kg/mol), molecular mass of air;\(M_{w}\) (kg/mol), molecular mass of water;\(R\) (J/mol K), universal gas constant;\({\text{ex}}_{{{\text{ch}}}}\) (J/kg),chemical specific exergy;\(\omega_{s}\) (kg/kg), absolute humidity at saturated vapour pressure;\(n\), number of moles;\(x_{i}\), mole fraction at ith state;\(\varepsilon_{i}\) (kJ/mol), standard chemical exergy at ith state.
The key thermodynamic quantities for all the subunits of the plant are tabulated in Table 3.
\(\eta_{k}\) (%) is energy efficiency for kth component;\(\dot{E}_{{{\text{out}},k}}\) (W), output energy flow rate for kth component;\(\dot{E}_{{{\text{in}},k}}\) (W), input energy flow rate for kth component;\(\dot{E}_{L,k}\) (W), energy loss for kth component;\(\dot{E}_{{{\text{IP}},k}}\) (W), energy improvement potential rate for kth component;\(E_{f,k}\) (W), energetic factor for kth component;\(E_{\beta ,k}\) (W), relative energy destruction ratio for kth component;\(\eta_{P}\)(%), energy efficiency of plant;\(\psi_{k}\) (%), exergy efficiency for kth component; \(\begin{gathered} {\dot{\text{E}}\text{x}}_{{{\text{out,}}k}} \hfill \\ {\text{Ex}} \hfill \\ \end{gathered}\) (W), output exergy flow rate for kth component; \({\dot{\text{E}}\text{x}}_{{{\text{in,}}k}}\) (W), input exergy flow rate for kth component; \({\dot{\text{E}}\text{x}}_{D,k}\) (W), exergy destruction rate for kth component; \({\dot{\text{E}}\text{x}}_{{{\text{IP}}}}\) (W), exergy improvement potential rate for kth component;\({\text{Ex}}_{f,k}\) (W), exergetic factor for kth component; \(E_{\beta ,k}\) (W), relative irreversibility factor for kth component;\({\text{ SI}}\), sustainability index;\(\psi_{P}\)(%), exergy efficiency of plant.
Further, the mathematical representation and uncertainty for exergy derivatives for each of the subunits of the two- and three-stage spray drying units are given in Tables 4 and 5, respectively.
3.2 Results and discussion: two-stage spray drying unit (TSSD)
In order to execute detailed thermal analysis of TSSD unit, based upon the states specified in Fig. 1, the detailed piece of information related to thermodynamic parameters such as pressure, mass flow rates and temperature of each state is tabulated in Table 6 as given below. Therefore, the data given in Table 6 were processed so as to secure final output based upon Table 3 and results are arranged in the form of Tables 8 and 9. Further, the values of uncertainties pertaining to the parameters temperatures, pressures and mass flow rates for all the state points of TSSD are given in Table 7 [45].
The energy and exergy efficiencies of two-stage spray dryer were determined as 86.53% and 72%, respectively. The energy and exergy efficiency of drying chamber was calculated as 68.57% and 57.77%, respectively. The range of exergy efficiencies for steam radiator, fans and air strainers had been observed as 46.64–70.73%, 8.22–85.42% and 79.27–99.62%, respectively. The other electrical energy-consuming units of plant such as feed pump and root blower had secured exergy efficiencies as 25.06% and 0.53%, respectively. The heat exchanger required for preheating of chilled milk so as to maintain optimum value of viscosity for quality powder production as well as chilled water radiator meant flow of cold air inside the cold zone registered magnitude of exergy efficiencies as 66.72% and 64.13%, respectively. Additionally, subunits such as hot zone and cold vibrating fluidized bed maintained exergy efficiency values of 50.68% and 37.56%, respectively (Fig. 3). The specific value of energy and exergy destruction for two-stage spray drying plant was computed to be 4477.52 kJ/kg and 3081.64 kJ/kg, respectively (Tables 8 and 9).

Comparison of energy and exergy efficiencies for key subunits of TSSD unit
All of the steam radiators were responsible for 39.49% of total exergy destruction, i.e. 657.22 kW, followed by drying chamber (432.56 kW) and cumulative exergy destruction in electrical energy units of plant such as fans, feed pump and root blower, i.e. 248.49 kW, respectively. The magnitude of exergy destruction for subunits such as heat exchanger, spray nozzle, chilled water radiator and vibrating fluidized bed was ascertained to be 10.20 kW, 11.41 kW, 31.02 kW and 94.52 kW, respectively, whereas a meagre amount of exergy destruction was reported in all of the air strainers (Fig. 4). The specific energy and exergy improvement potential associated with two-stage spray dryer were enumerated as 1122.29 kJ/kg and 1180.46 kJ/kg, respectively (Tables 8 and 9). The maximum value of exergy improvement potential was determined for steam radiator (208.18 kW) followed by drying chamber (182.68 kW) and fans (15.31 kW), respectively. However, exergy improvement potential in subunits such as vibrating fluidized bed, cyclone separator, heat exchanger and nozzle was reported as 52.18 kW, 32.07 kW, 3.39 kW and 7.55 kW, respectively (Fig. 5). The cumulative exergy improvement potential in all the electrical energy-consuming units of the plant was quantified as 122.10 kW.

Comparison of energy and exergy destructions for key subunits of TSSD unit

Comparison of energy and exergy improvement potentials for key subunits of TSSD unit
As far as exergetic factors of plant constituents are concerned, the highest value of the same was observed for steam radiator-1 (31.61%), followed by drying chamber (17.23%) and cyclone (9.94%), respectively. Additionally, apart from the air strainers the sustainability index for steam radiator-1, drying chamber and cyclone was computed to be 3.41, 2.37 and 4.29, respectively. However, the variation of same parameter for the fans was observed to be as 1.09–6.87. Further, sustainability index for hot zone, cold zone, heat exchanger, nozzle and chilled water radiator was found as 2.03, 1.60, 3.00, 1.51 and 2.79, respectively.
Therefore, from the above discussion about the exergetic behaviour of the plant, it was quite clear that amongst the key processing units of the plant, steam radiators and drying chamber were adjudged to be most efficient and deficient units, respectively. However, the performance of fans and cyclone separators was also found out quite appreciable.
3.3 Results and discussion: three-stage spray drying unit (THSSD)
In order to perform thermodynamic investigation of THSSD unit. Figure 2 presents the details of different states for energy and exergy analysis which is presented in Table 10. In addition to this, the presented data in Table 10 were arranged according to formulations provided in Table 3 and results are presented in Tables 12 and 13. Further, the values of uncertainties pertaining to parameters temperatures, pressures and mass flow rates at all the state points of THSSD are given in Table 11 [45].
The energy and exergy efficiency of three-stage spray dryer plant was determined as 77.75% and 43.67%, respectively. The exergy efficiencies of air heater-1, drying chamber, integrated fluidized bed and vibrating fluidized bed were recognized to be 63.42%, 53.21%, 60.39% and 31.48%, respectively. The range of exergy efficiency for air heaters was determined as 46.28–63.42%, while the same parameter registered a value of 48.61% for the cyclone separator.
The exergetic performance of heat exchanger and spray nozzle was quantified as 58.76% and 22.34%, respectively (Fig. 6). Apart from air strainers, the highest value of exergy efficiency was recorded for air heater-1 followed by integrated fluidized bed and heat exchanger, respectively. The specific energy and exergy destruction of three-stage spray dryer plant were found out to be 5485.43 kJ/kg and 5006.28 kJ/kg, respectively (Tables 10 and 11). The cumulative value of exergy destruction in case of air heaters, fans and cyclones was calculated to be 34.33 kW, 84 kW and 10 kW, respectively, while amount of exergy destruction in drying chamber was enumerated to be 13.79 kW, respectively. Moreover, the magnitude of exergy degradation in vibrating fluidized bed was computed as 6.29 kW. However, the same parameter registered a value of 0.82 kW in case of integrating fluidized bed (Fig. 7). Thus, it showed that drying was found out to far more effective in second and third stages, since the same involved comparatively lesser value of exergy destruction. In continuation of the same, a very small value of exergy destruction was observed for nozzle and heat exchanger, i.e. 0.73 kW and 0.80 kW, respectively. The specific value of energy and exergy improvement potentials for three-stage spray dryer plants was determined as 2494.86 kJ/kg and 3696.85 kJ/kg, respectively (Tables 12 and 13). Apart from electrical energy-consuming elements, the highest value of exergy improvement potential was associated with air heater-1 (9.79 kW), followed by drying chamber (6.41 kW) and vibrating fluidized bed (4.31 kW), respectively (Fig. 8).

Comparison of energy and exergy efficiencies for each subunits of THSSD unit

Comparison of energy and exergy destructions for each subunits of THSSD unit

Comparison of energy and exergy improvement potential for each subunits of THSSD unit
The cumulative value of exergy improvement potential for high-grade energy-consuming elements was estimated to be very high, i.e. 98.70 kW, which was 76.29% of the total available exergy improvement potential. As far as exergetic factors of plant constituents are concerned, the highest value of the same was observed for air heater-1 (24.27%), followed by drying chamber (9.84%) and cyclone (3.22%), respectively. Additionally, apart from the air strainers the sustainability index for steam radiator-1, drying chamber and cyclone was computed to be 2.73, 2.15 and 1.95, respectively. However, the variation of same parameter for the fans was observed to be as 1.00–1.31. Further, sustainability index for vibrating fluidized bed, integrated fluidized bed, heat exchanger and nozzle was found as 1.46, 2.52, 2.43 and 1.29, respectively.
Therefore, from the above discussion about the exergetic behaviour of the plant, it was quite clear that amongst the key processing units of the plant, steam radiators, drying chamber and integrated fluidized bed were adjudged to be most efficient units of three-stage spray dryer plant; however, performance of fans and cyclone separators was also found out quite appreciable.
3.4 Comparative analysis of TSSD and THSSD with available literature
In this section, a thorough comparison of exergy efficiencies and drying efficiencies of two- and three-stage spray dryers has been made in relation to existing literature material pertaining to spray dryers [8, 11, 39, 46] which is given in Figs. 9 and 10. The performances of both the units have also been quantified in terms of sustainability index as shown in Fig. 9.

Comparative analysis exergy efficiencies (%) of milk drying units with available literature

Comparative analysis drying efficiencies of milk drying units with available literature
Additionally, Figs. 10 and 11 represent a through comparison of drying efficiency (%) as well as sustainability index of SSSD, TSSD and THSSD with available literature entities [8, 11, 39, 46, 47].

Comparison of sustainability index of TSSD and THSSD units with available literature entities
Further, some of the important thermodynamic quantities such as thermal and electrical exergy consumption in percentage as well as in specific terms are nicely presented in Figs. 12 and 13. The consumption of thermal exergy was found to be higher in case of TSSD unit; whereas THSSD unit consumed more proportion of high-grade energy, i.e. 67%. As far as specific steam consumption (kg/kg) was concerned, it was found to be 3.53 kg/kg in case of TSSD unit which was more than 1.274 times higher than its corresponding THSSD counterpart as shown in Fig. 14 apart from its comparison with its literature counterpart [46].

Comparison of thermal and electrical exergy consumptions (%) for TSSD and THSSD units

Comparison of specific total exergy consumption (kWh/kg) for TSSD and THSSD units

Comparison of specific steam consumption (kg/kg) for TSSD and THSSD units
Similarly, comparison of steam consumption per unit moisture evaporated (kg/kg) for TSSD and THSSD with corresponding literature counterpart [46] and [47] could be represented in Fig. 15, after having a careful observation of Figs. 9, 10, 11, 12, 13, 14 and 15, which provides information about thermodynamic derivatives pertaining to TSSD and THSSD units develop a clear picture about better thermodynamic characteristics of former (TSSD) over the latter (THSSD) and also in comparison with literature entities.

Comparative analysis steam consumption/water evaporated (kg/kg) of milk drying units with available literature
Although the numerical figure for specific steam consumption (Fig. 14) for TSSD (3.53 kg/kg) was higher than THSSD (2.77 kg/kg), but the value of total specific exergy consumption (Fig. 13) for TSSD (0.74kWh/kg) was reported to be nearly half of its THSSD (1.34kWh/kg) counterpart, which again corroborates above-mentioned statement about the superior thermal behaviour of TSSD to THSSD. From Fig. 15, it could be clearly seen that amount of steam consumption per unit water evaporated (6.62 kg/kg) was reported to be higher for TSSD, but this negative factor could very well be traded off with highest value of exergy efficiency amongst previous literature works. Moreover, issues such as poor insulation, higher value of thermal losses and absence of thermal integration do contribute to aforesaid output. Similarly, in an another intriguing revelation, it was found that the amount of specific exergy destruction pertaining to subunits fluidized bed was reported to be comparatively lower in TSSD unit (163.41 kJ/kg), as against the magnitude of same for counterpart THSSD unit, i.e. 203.14 kJ/kg, respectively. Moreover, exhaust air temperatures of TSSD and THSSD are 346.15 K and 353.15 K, respectively (Tables 10 and 12), which shows that drying capacity per kg of drying air is better with TSSD against its THSSD counterpart and the same (drying air) is not being utilized optimally for the purpose of capturing residual moisture of input feed in latter’s case. Thus, in wake of above scenario, it could again very well be concluded that overall thermodynamic performance of TSSD unit was comparatively far better than its THSSD counterpart and literature entities as well.
3.5 Comprehensive technical discussion
For better availability of drying economy, drying is split up into two or three steps. In first step drying has been carried out in which concentrated feed is changed into small particles by achieving higher rate of evaporation. The second step involves drying in vibro-fluidizer (two-stage drying) and integrated fluidized bed (three-stage drying). The ratio of moisture evaporation to diffusion is represented by Peclet number, the quantity which basically governs the droplet drying process. The drying efficiency is a good technical measure to ascertain the performance of drying unit. The lower value of the same would entail that owing to poor quality of atomization and air distribution and high viscosity, the exergy efficiency of the unit is not up to the mark. The formation of thin film of milk fluid owing to atomization is materialized by the help of high-pressure pump which converts pressure energy of fluid into kinetic energy by additionally involving pressure nozzles. Further, the qualitative characteristics or stability of thin film is described by the properties of the fluid in consideration, i.e. surface tension, density as well as viscosity and the medium into which the fluid is atomized. Highly pressurized nozzle-assisted fluid atomization aids in development of greater surface to volume ratio, i.e. an enhanced surface area (60,000 m2) is obtained from a cubic size fluid, consisting of roughly 2 × 1012 uniform 100 micron-sized droplets. The relationship between aforementioned parameters is numerically expressed in terms of Ohnesorge number, which basically helps in description of liquid jet disintegration. The variation in droplet size of fluid is attributed to viscous content of the fluid and bears a directly proportional relationship with particle size, and therefore, high viscous content is never desirable, in view of achievement of optimal disintegration of fluid content from nozzle. Primarily, low viscosity is an essential requirement for an optimal degree of atomization, which cannot be accomplished without having a minimum level of concentrate preheat. Further, atomization and air distribution assume their significance in view of many advantages such as short drying time, short particle retention time in hot atmosphere, low particle temperature (wet bulb temperature), in addition to having a high surface to mass ratio, which ultimately aids in procurement of optimum shape and size of particles and high evaporation rates. The purpose of nozzle-based atomization is to secure high surface to mass ratio, i.e. agglomeration, better flowability, improved particle size, low occluded air and high bulk density, which would assist in reconstitution of milk powder in water by way of dispersion and aggressive mixing so as to acquire better solubility characteristics.
The key factors are responsible for heavy magnitude of specific exergy destruction in drying chamber, i.e. 801.04 kJ/kg and 394.00 kJ/kg for TSSD and THSSD units, respectively. In a particle laden flow, vulnerabilities arising from shear and density gradients, particle inertia, viscous dissipation due to particle drag, effective viscosity, velocity fluctuation due to wake dynamics and self-induced vortex shedding together they all form comprehensive reasons for turbulence, cavitation and boundary layer instability, the existence of which further magnifies the extent of exergetic deteriorations. Besides that, stickiness or particle deposition, splashing and variable degree of crystallinity were also found to be responsible for significant amount of exergy consumptions in drying chamber, which otherwise would have raised the overall yield or efficiency of plant. Continuous decrements in diffusion coefficient and evaporation rates often lead to increments in total solid content, viscosity, surface tension of fluid apart from overheating of dried particles. Consequently, case hardening would lead to denaturation of protein (casein), poor solubility characteristics of powder and hardening of lactose, which defeat the purpose of milk powder production. In addition to that, in view of difficulty in removing the residual moisture content (6–10%) from a particle, the subsequent dryings are performed in vibro-fluidizer (two-stage drying) and integrated fluidized bed (three-stage drying). The fluidized bed either integrated with drying chamber or having assistance of mechanical vibration, has proved especially suited for materializing the above-stated requirement. As far as the question of exergetic degradation in integrated or vibro-fluidizer was concerned, it was primarily attributed to the facts such as degree of agglomeration caused by frequent collision and turbulence of particles, extent of attrition/fragmentation, interparticle impact velocities owing to high air jet velocities from perforated plates or bubble plate, particle/particle abrasion and fluidization velocity and mechanical motion between agglomerate and surface or particle in contact. The fluidized bed drying is always preferred over drying on pneumatic conveyer as the latter would be accompanied by deterioration in agglomerate quality apart from higher exergetic losses in the latter. In view of above discussion, the amount of specific exergy destruction for TSSD and THSSD units was reported to be 163.41 kJ/kg and 203.14 kJ/kg, respectively. The presence of powder fines (10–30%) in the moist air is highly undesirable not only due to its polluting nature, but also from the viewpoint of economic losses. Therefore, it is highly pertinent to immaculate the moist air containing powder fines by suitably adjusting air flow and its direction within the drying chamber. The operation and working principle of cyclone separator is based upon vortex motion wherein motion of each particle is governed by centrifugal force which ultimately pushes the particle away from the axis of cyclone towards the inner wall of cyclone. The simultaneous action of two opposite nature forces, i.e. centrifugal and drag, causes the movement of particles towards the wall and carries the particles to the bottom of said equipment. Alternatively, moist air containing milk powder passes tangentially through the cyclone separator and assumes the configuration of eddies. The spiral nature of flow brings the eddies down to the bottom of the cyclone separator, wherefrom milk powder gets separated from air due to presence of rotary valve, whereas inner vortex mechanism assists in upward movement of clean air, via central axis of cyclone separator and gets discharged to the atmosphere. The centrifugal force accompanied by heavy mechanical impact of particle on internal surface of cyclone separator was adjudged as the key reason for huge energy deterioration the said equipment. Therefore, the above discussion points to excessive amount of exergy deterioration, i.e. 254.88 kJ/kg and 285.14 kJ/kg in separation units of TSSD and THSSD units, respectively [40,41,42, 46, 48].
4 Conclusions
The energy efficiencies of TSSD and THSSD were determined as 86.53% and 77.75%, respectively, while its exergy counterpart was ascertained as 72.01% and 43.67%, respectively. The magnitudes of energetic depletions were identified to be 4477.52 kJ/kg and 5485.43 kJ/kg, respectively; however, its exergetic counterpart was calculated to be 3081.64 kJ/kg and 5006.28 kJ/kg, respectively. In addition to above, the energy improvement potentials were reported to be 1122.29 kJ/kg and 2494.86 kJ/kg, respectively, whereas its corresponding exergy counterpart was computed to be 1180.46 kJ/kg 3696.85 kJ/kg, respectively. Similarly, the value of drying efficiencies for TSSD and THSSD was recorded as 67.50% and 65.71%, respectively. The magnitude of steam consumption per unit amount of water evaporated for TSSD and THSSD was calculated to be 6.62 kg/kg and 5.10 kg/kg, respectively. Despite having higher specific steam consumption for TSSD unit (3.53 kg/kg) compared to THSSD unit (2.77 kg/kg), the values of specific exergy consumption for TSSD (0.74 kWh/kg) were found to be nearly half of its THSSD counterpart (1.34kWh/kg). Thus, in nutshell, it could be easily concluded that overall thermodynamic performance of TSSD unit was adjudged to be far better than THSSD unit and literature entities as well. As far as the future research needs are concerned, the extension to present work could be given by way of performing exergoeconomic analysis, advance exergy analysis, pinch analysis and life cycle analysis; the comprehensive coverage of above-mentioned plant in relation to application of above-mentioned techniques, would certainly generate a clear picture about overall performance of plants. Additionally, the concept of solar technologies (electricity or steam generation) in combination with conventional energy harnessing systems, could help in reduction of overall energy consumption, specific manufacturing costs and total operating cost rate of the plants.
As far as the future research needs are concerned, the extension to present work could be given by way of performing exergoeconomic analysis, advance exergy analysis, pinch analysis and life cycle analysis; the comprehensive coverage of above-mentioned plant in relation to application of above-mentioned techniques, would certainly generate a clear picture about overall performance of plants. Additionally, the concept of solar technologies (electricity or steam generation) in combination with conventional energy harnessing systems could help in reduction of overall energy consumption, specific manufacturing costs and total operating cost rate of the plants.
Change history
09 September 2021
A Correction to this paper has been published: https://doi.org/10.1007/s40430-021-03130-1
Abbreviations
- \(C_{p}\) (J/kg K):
-
Specific heat at constant pressure
- \(C_{pa}\) (J/kg K):
-
Specific heat of air
- \(C_{pv}\) (J/kg K):
-
Specific heat of vapour
- \(e_{a}\) (J/kg):
-
Specific energy of air
- \(E_{f,k}\) (W):
-
Energetic factor for kth component
- \(\dot{E}_{L,k}\) (W):
-
Energy loss for kth component
- \(\dot{E}_{{{\text{in}},k}}\) (W):
-
Input energy flow rate for kth component
- \(\dot{E}_{{{\text{IP}},k}}\) (W):
-
Energy improvement potential rate for kth component
- \(\dot{E}_{{{\text{out}},k}}\) (W):
-
Output energy flow rate for kth component
- \({\dot{\text{E}}\text{x}}\) (W):
-
Exergy rate
- \({\text{ex}}_{{{\text{ch}}}}\) (J/kg):
-
Chemical specific exergy
- \({\text{ex}}_{{{\text{ph}}}}\) (J/kg):
-
Physical specific exergy
- \({\dot{\text{E}}\text{x}}_{D,k}\) (W):
-
Exergy destruction rate for kth component
- \({\dot{\text{E}}\text{x}}_{{{\text{in}},k}}\) (W):
-
Input exergy flow rate for kth component
- \({\dot{\text{E}}\text{x}}_{{{\text{IP}}}}\) (W):
-
Exergy improvement potential rate for kth component
- \({\dot{\text{E}}\text{x}}_{{{\text{out}},k}}\) (W):
-
Output exergy flow rate for kth component
- \({\text{Ex}}_{f,k}\) (W):
-
Exergetic factor for kth component
- \(E_{\beta ,k}\) (W):
-
Relative irreversibility factor for kth component
- \(E_{\beta ,k}\) (W):
-
Relative energy destruction ratio for kth component
- \(h_{fg}\) (J/kg):
-
Latent heat of vaporization
- \(\dot{m}\) (kg/s):
-
Mass flow rate
- \(M_{a}\) (kg/mol):
-
Molecular mass of air
- \(M_{w}\) (kg/mol):
-
Molecular mass of water
- \(n\) :
-
Number of moles
- \(P\) (N/m2):
-
Pressure
- \(P_{0}\) (N/m2):
-
Ambient pressure
- \(R\) (J/mol K):
-
Universal gas constant
- \({\text{SI}}\) :
-
Sustainability index
- \(T\) (K):
-
Temperature
- \(T_{0}\) (K):
-
Ambient temperature
- \(v\)(m3/kg):
-
Specific volume
- \({\text{Vel}}_{a}\) (m/s):
-
Velocity of air
- \(x_{i}\) :
-
Mole fraction at ith state
- \(\omega\) (kg/kg):
-
Absolute humidity
- \(\omega_{s}\) (kg/kg):
-
Absolute humidity at saturated vapour pressure
- \(\eta_{k}\) (%):
-
Energy efficiency for kth component
- \(\eta_{P}\)(%):
-
Energy efficiency of plant
- \(\psi_{P}\)(%):
-
Exergy efficiency of plant
- \(\psi_{k}\)(%):
-
Exergy efficiency for kth component
- \(\varepsilon_{i}\) (kJ/mol):
-
Standard chemical exergy at ith state
- IFB:
-
Integrated fluidized bed
- MT:
-
Metric tonnes
- MF:
-
Milk fat
- MDP:
-
Madhu Dairy Plant
- SSSD:
-
Single-stage spray dryer
- TSSD:
-
Two-stage spray dryer
- THSSD:
-
Three-stage spray dryer
- TPD:
-
Tons per day
- VFB:
-
Vibro-fluidized bed
References
Focus S, America L (2020) “OECD-FAO Agricultural Outlook 2019-2028”, OECD Publishing, Paris/Food and Agriculture Organization of the United Nations, Rome. https://doi.org/https://doi.org/10.1787/agr_outlook-2019-enwww.fao.org/3/ca4076en/ca4076en.pdf[Accessed : 18, March 2020]
The Statistics Portal, UK, 2018. Available Fromhttps://www.statista.com/statistics/761219/india-milk-powder-production-volume/[Accessed : 18, February 2020]
N. Delhi, A. Aradhey, and M. Wallace. Dairy and Products Annual Report Highlights 2020.https://agriexchange.apeda.gov.in/marketreport/Reports/Dairy_and_Products_Annual_New_Delhi_India_10-15-2019.pdf[Accessed : 18, February 2020]
FAO, “Overview of global dairy market developments in 2018,” Dairy Market Review.https://www.fao.org/3/ca3879en/ca3879en.pdf[Accessed : 18, February 2020]
P. A. T. Scheme, “Widening the coverage of PAT Scheme Indian Dairy Industry 2013. https://shaktifoundation.in/wp-content/uploads/2017/06/widening-of-pat-sectors-dairy.pdf. [Accessed : 18, February 2020]
Zisopoulos FK, Rossier-Miranda FJ, Van der Goot AJ, Boom RM (2017) The use of exergetic indicators in the food industry–a review. Crit Rev Food Sci Nutr 57(1):197–211
Erbay Z, Koca N (2012) Energetic, exergetic, and exergoeconomic analyses of spray-drying process during white cheese powder production. Dry Technol 30(4):435–444
Erbay Z, Koca N (2014) Exergoeconomic performance assessment of a pilot-scale spray dryer using the specific exergy costing method. Biosys Eng 122:127–138
Erbay Z, Koca N (2012) Investigating the effects of operating conditions on the exergetic performance of a pilot–scale spray–drying system. Int J Exergy 11(3):302–321
Saygı G, Erbay Z, Koca N, Pazır F (2015) Energy and exergy analyses of spray drying of a fruit puree (cornelian cherry puree). Int J Exergy 16(3):315–336
Yildirim N, Genc S (2017) Energy and exergy analysis of a milk powder production system. Energy Convers Manag 149:698–705
Bühler F, Nguyen TV, Jensen JK, Holm FM, Elmegaard B (2018) Energy, exergy and advanced exergy analysis of a milk processing factory. Energy 162:576–592
Utlu Z, Hepbaşlı A (2014) Exergoeconomic analysis of energy utilization of drying process in a ceramic production. Appl Therm Eng 70(1):748–762
Khuenpet K, Charoenjarasrerk N, Jaijit S, Arayapoonpong S, Jittanit W (2016) Investigation of suitable spray drying conditions for sugarcane juice powder production with an energy consumption study. Agric Nat Resources 50(2):139–145
Atkins MJ, Walmsley MR, Neale JR (2011) Integrating heat recovery from milk powder spray dryer exhausts in the dairy industry. Appl Therm Eng 31(13):2101–2106
Patel SK, Bade MH (2019) Energy analysis and heat recovery opportunities in spray dryers applied for effluent management. Energy Convers Manag 186:597–609
Aghbashlo M, Mobli H, Rafiee S, Madadlou A (2012) Energy and exergy analyses of the spray drying process of fish oil microencapsulation. Biosys Eng 111(2):229–241
Aghbashlo M, Mobli H, Madadlou A, Rafiee S (2012) Influence of spray dryer parameters on exergetic performance of microencapsulation process. Int J Exergy 10(3):267–289
Soufiyan MM, Dadak A, Hosseini SS, Nasiri F, Dowlati M, Tahmasebi M, Aghbashlo M (2016) Comprehensive exergy analysis of a commercial tomato paste plant with a double-effect evaporator. Energy 111:910–922
Balkan F, Colak N, Hepbasli A (2005) Performance evaluation of a triple-effect evaporator with forward feed using exergy analysis. Int J Energy Res 29(5):455–470
Sogut Z, Ilten N, Oktay ZUHAL (2010) Energetic and exergetic performance evaluation of the quadruple-effect evaporator unit in tomato paste production. Energy 35(9):3821–3826
Singh G, Singh PJ, Tyagi VV, Barnwal P, Pandey AK (2019) Energy, exergy and exergoeconomic analysis of high temperature short time milk pasteurisation plant. Int J Exergy 30(1):26–62
Singh G, Singh PJ, Tyagi VV, Barnwal P, Pandey AK (2019) Exergy and thermoeconomic analysis of cream pasteurisation plant. J Therm Anal Calorim 137(4):1381–1400
Singh G, Singh PJ, Tyagi VV, Barnwal P, Pandey AK (2019) Exergy and thermo-economic analysis of ghee production plant in dairy industry. Energy 167:602–618
Singh G, Singh PJ, Tyagi VV, Pandey AK (2019) Thermal and exergoeconomic analysis of a dairy food processing plant. J Therm Anal Calorim 136(3):1365–1382
Soufiyan MM, Aghbashlo M (2017) Application of exergy analysis to the dairy industry: a case study of yogurt drink production plant. Food Bioprod Process 101:118–131
Soufiyan MM, Aghbashlo M, Mobli H (2017) Exergetic performance assessment of a long-life milk processing plant: a comprehensive survey. J Clean Prod 140:590–607
Jokandan MJ, Aghbashlo M, Mohtasebi SS (2015) Comprehensive exergy analysis of an industrial-scale yogurt production plant. Energy 93:1832–1851
Nasiri F, Aghbashlo M, Rafiee S (2017) Exergy analysis of an industrial-scale ultrafiltrated (UF) cheese production plant: a detailed survey. Heat Mass Transf 53(2):407–424
Dowlati M, Aghbashlo M, Soufiyan MM (2017) Exergetic performance analysis of an ice-cream manufacturing plant: a comprehensive survey. Energy 123:445–459
Garg A, Sharma MP, Sharma V (2016) Exergy and energy analyses of a sugarcane juice production and clarification unit. Int J Exergy 19(1):78–90
van der Goot AJ, Pelgrom PJ, Berghout JA, Geerts ME, Jankowiak L, Hardt NA, Keijer J, Schutyser MA, Nikiforidis CV, Boom RM (2016) Concepts for further sustainable production of foods. J Food Eng 168:42–51
Friso D, Bortolini L, Tono F (2020) Exergetic analysis and exergy loss reduction in the milk pasteurization for Italian cheese production. Energies 13(3):750
Samarin GN, Vasilyev AN, Normov DA, Eventeva EA, Mamahay AK (2020, March) Energy efficiency increase of the initial milk processing. In: IOP Conference Series: Materials Science and Engineering (Vol. 791, No. 1, p. 012072). IOP Publishing
Feil AA, Schreiber D, Haetinger C, Haberkamp ÂM, Kist JI, Rempel C, Maehler AE, Gomes MC, da Silva GR (2020) Sustainability in the dairy industry: a systematic literature review. Environ Sci Pollut Res 27:33527–33542
Reichler SJ, Murphy SI, Erickson AW, Martin NH, Snyder AB, Wiedmann M (2020) Interventions designed to control postpasteurization contamination in high-temperature, short-time-pasteurized fluid milk processing facilities: a case study on the effect of employee training, clean-in-place chemical modification, and preventive maintenance programs. J Dairy Sci 103(8):7569–7584
Camci M (2020) Thermodynamic analysis of a novel integration of a spray dryer and solar collectors: a case study of a milk powder drying system. Dry Technol 38(3):350–360
Wincy WB, Edwin M, Sekhar SJ (2020) Energy and exergy evaluation of rice processing mills working with biomass gasifier in parboiling process. Fuel 259:116255
Srinivasan B, Pal J, Srinivasan R (2018) Enhancement of energy efficiency at an Indian milk processing plant using exergy analysis. In: Sustainable energy technology and policies. Springer, Singapore, pp 425–450
Johnson P (2020) Energy and exergy analysis in spray drying systems. PhD Thesis, The University of Sydney, Australia
Dincer I, Rosen MA (1999) Energy, environment and sustainable development. Appl Energy 64(1–4):427–440
Dinçer İ, Zamfirescu C (2016) Drying phenomena: theory and applications. John Wiley & Sons
Ren CQ, Tang GF, Li NP, Zhang GF, Yang J (2001) Analysis of exergy of moist air and energy saving potential in HVAC by evaporative cooling energy recovery. Int J Archit Sci 2(4):113–117
Atmaca A, Yumrutaş R (2014) Thermodynamic and exergoeconomic analysis of a cement plant: part I-Methodology. Energy Convers Manag 79:790–798
Holman JP (2001) Analysis of experimental data. In: Holman JP (ed) Experimental methods for engineers. McGraw-Hill, Singapore, pp 48–143
Singh G, Chopra K, Tyagi VV, Pandey AK, Ma Z, Ren H (2021) A comprehensive energy, exergy and enviroeconomic (3-E) analysis with carbon mitigation for multistage evaporation assisted milk powder production unit. Sustain Energy Technol Assess 43:100925
G. E. A. P. Engineering, “Milk Powder Technology Evaporation and Spray Drying”, GEA Niro, Copenhagen, 2010. https://www.gea.com/en/binaries/Milk%20Powder%20Technology%20%20 Evaporation%20and%20Spray%20Drying_tcm11–33784.pdf[Accessed : 18, March 2020]
Woo MW, Majumdar AS, Daud WRW (2016) Spray drying technology. National University of Singapore, Singapore
Acknowledgements
The authors would like appreciate the technical-cum-non-technical assistance extended to us by the authorities of National Dairy Research Institute (NDRI, Karnal) and Madhu Dairy Plant (MDP, Pehowa), Haryana (India), throughout the assessment phase in order to accomplish the titled objectives.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Monica Carvalho.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The online version of this article was revised as the affiliations of authors in the author group are mismatched.
Rights and permissions
About this article

Cite this article
Singh, G., Tyagi, V.V., Chopra, K. et al. Energetic and exergetic assessment of two- and three-stage spray drying units for milk processing industry. J Braz. Soc. Mech. Sci. Eng. 43, 359 (2021). https://doi.org/10.1007/s40430-021-03015-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-021-03015-3