
Abstract
The dairy processing industry in India, on an average basis, involves an extensive amount of thermal and electrical energy consumption, i.e. 2.51 × 105 kW MT−1 and 1.44 × 105 kW MT−1, respectively, for an installed milk food processing capacity of 1.21 × 105 TPD. However, energy consumption spectrum depends upon the level of automation along with better utilisation of utility resources. The global ultra-high-temperature (UHT) pasteurised milk trade was valued at € 52.29 billion in 2012 and is expected to reach € 114.38 billion by 2019–2020. In the present work energy, exergy and exergoeconomic evaluation of ultra-high-temperature milk pasteurisation plant have been considered. The overall energy efficiency and efficiency pertaining to executable potential of energy in UHT Milk Processing Unit were reported to be 86.36% and 53.02%. The specific exergy destruction and specific exergy improvement potential were estimated to be 219.23 kJ kg−1 and 137.60 kJ kg−1, respectively. The highest possible retrievable exergy potential of the plant was associated with heating coil, i.e. 158.98 kW, followed by homogeniser (54.62 kW), which pinpointed towards the possibility of huge technical improvement. The processing cost was enumerated to be highest for heating coil (rk: 38.35%) followed by regeneration-1 (rk: 23.40%). Further, the total operating cost rate associated with thermodynamic deficiencies of subunits was estimated to be highest for heating coil (4859.82 € H−1) followed by regenerator-2 (1264.88 € H−1) and homogeniser (1187.14 € H−1). The broad survey of thermoeconomic indices of subunits indicated that the level of exergetic destruction was far more on higher side.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Dairy processing is one of those sectors which are growing at a very faster pace with a multiple time rise as the demand for milk and its value-added products worldwide. The total energy-saving potential in a normal dairy processing industry is estimated to be 15–20%, wherein mere 5% reduction could lead to huge amount of saving in thermal or electrical energy potentials [1]. The current UHT milk market in India is estimated to be 6 Lacs litres per day with 20% annual growth. The present level of UHT milk production accounts for nearly 0.2% of total milk production and 0.6% of total milk processed. The Indian market of UHT processed milk is also set to achieve a target of INR 100 billion by the year 2021 [2,3,4]. Munir et al. [5] observed that dairy processing was one of the most blooming and exergy-consuming strata and consequently would cultivate higher GHG emissions in the time to come. Additionally, Genc et al. [6] recorded energy and exergy deficiencies of red wine production process which were calculated as 42.8% and 58.2%, respectively. In another exergetic assessment; Khoodaruth [7] identified the sources of exergetic degradations in a cane bio-refinery system. The exergy efficiency of complete thermodynamic cycle was estimated to be 30.61% along with aggregate exergetic losses amounting to 143.72 kW. Further, in an another similar kind of exercise; Srinivasan et al. [8] exhaustively covered the evaporation and drying activities in a milk processing industry and determined that the exergy efficiencies of many thermodynamic units were reported below 20% and the improvements in the same could be made with low-cost retrofitting and heat integration. In continuation of same approach; Mortazavi and Ameri [9] conducted experimental evaluation of solar flat plate collectors to explore the impact of Reynolds Number, depth of channel and intensity of radiation upon exergetic and advanced exergetic derivatives. Furthermore, Yildrin and Genc [10] executed a detailed energy and exergy analysis of dairy food powder production system. In addition to aforementioned studies, Dowlati et al. [11] renewed the concept of exergy implementation on analysis of ice cream manufacturing unit, which estimated the specific value of exergy destruction for the said unit as 719.80 kJ kg−1. Similarly in an another thermodynamic evaluation, Edwin and Sekhar [12] explored thermoeconomic aspects of non-conventional energy-assisted chilling system meant for providing preservation facilities to perishable goods, particularly in hilly zones to avoid wastage. However, Mojarab et al. [13] recognised the falling trend of exergy efficiency of two consecutive evaporators, i.e. 65.33%, 56.60%, in a tomato paste processing plant as far as exergoeconomic assessment was concerned; Atmaca and Yamruta [14, 15] displayed thermoeconomic behaviour of cement processing plant in Turkey, in order to determine specific manufacturing cost of cement as 35.98 €/tons with universal exergy efficiency of 38.99%. Further, in an additional thermoeconomic survey, Gurtuk and Oztop [16] investigated thermoeconomic characteristics of the rotary kiln and estimated the specific cost of plaster production and an exergoeconomic factor as 0.026 € kg−1 and 70%, respectively. Likewise; Modesto and Nebra [17] conducted exergoeconomic diagnosis for utility portion of Brazilian steel mill for comparing the impact of changes made to working condition. Moreover, in a recent research by Erbay and Koca [18], the variation in exergoeconomic factor reported a linear variation of approximately 5% with rise in ambient temperature for a cheese production unit. Further, as an extension to exergoeconomic surveys, Ahmadi and Mousafarash [19] performed exergoeconomic judgement of gas turbine parameters with respect to ambient temperature as well as the load variation to diagnose its effect on the resultant output and efficiency of plant. On a similar note, Gupta and Kumar [20] determined the impact of variation in energy parameters on the exergoeconomic performance of coal based stream generation plant. In prolongation to the same, Gungor et al. [21] extracted cost-related information in gas engine-propelled heat pump drying of curative and aromatic plants. Furthermore, Baghernejad and Yaghoubi [22] investigated solar collector and auxiliary boiler as a major source of cost component for a 500-kW solar thermal power plant. Besides that, there are some works [23,24,25,26], which highlighted the role of solar energy harnessing techniques in food baking processes, mobile air conditioning system, working of heat pumps and milk pasteurisation processes. Moreover, comprehensive thermodynamic assessment of solar energy-based energy exploitation methods has also been thoroughly studied in the recent few researches [27,28,29,30,31,32].
Majority of the previous research surveys dedicated their efforts mainly in evaluation or assessment of thermodynamic derivatives of conventional or non-conventional energy systems or power plants. The concept of exergoeconomic assessment was primarily limited to determination of exergoeconomic characteristics of renewable or non-renewable thermal power generation systems. Apart from that, very fewer efforts were made for estimation of the cost rate of exergy destruction or total operating cost rate, for different kinds of conventional or non-conventional energy-assisted food production systems. Taking cue from that, it was found that there still exists tremendous dearth of quality research work in the areas of exergy and exergoeconomic appraisal of modern or traditional dairy food processing units, on the basis of which, major exergetic improvements and economic savings could be ascertained. In view of high thermal energy consumptions in dairy food processing units, the precise exploration of resource allocation, consumption or degradation along with its monetary values has become a matter of serious concern, the broad coverage of which would assist plant managers, designers and researchers to develop novel approaches-cum-strategies for achievement of effective or near optimal thermodynamic and thermoeconomic performance of plant.
With a view of same, the current work was focussed to secure a comprehensive estimation of thermodynamic and exergoeconomic indices such as universal exergy efficiency, specific exergy destruction, specific exergy improvement potential and cost rate of exergy destruction. Moreover, percentage relative cost difference, exergoeconomic factor, total operating cost rate will provide a strong platform for realistic prognosis of exergoeconomic characteristics of an industrial-scale UHT milk pasteurisation plant of the dairy food industry.
Experimental method
Plant description
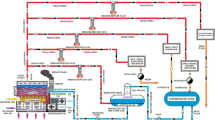
Figure 1 represents the ultra-high-temperature milk pasteurisation line of the dairy processing unit. It consisted of a centrifugal pump-1, balance tank, centrifugal pump-2, regeneration unit-1, homogeniser, regeneration unit-2, heating coil and chiller.

Schematics of an actual UHT milk pasteurisation plant
The milk with specific fat content is pumped from storage tank to balance tank with the help of centrifugal pump-1. The balance tank acts as an instantaneous storage for milk fluid, so that the milk could be supplied to regeneration-1 via centrifugal pump-2. The first regenerative section is a coiled tube heat exchanger having two concentric tubes wherein the sterilised or pasteurised product from the heating coil heats up the incoming product through regeneration process. The milk is then passed through the homogeniser which is required to reduce the globule size of milk fat present in milk by forcing the milk at very high pressure (usually 200 bars) through a very small opening.
This would enhance the fat/plasma interfacial surface area by four to six times and therefore achieve stabilisation of oil in water emulsion against gravity separation. However, it was found from the literature that contribution of fat formation exergy during the homogenisation towards total exergy destruction was even less than that of kinetic and potential energy of flow at different points of processing line. Hence, the same could be neglected for the purpose of exergoeconomic evaluation of the plant [33, 34].
The second regenerative section is also a coiled tube heat exchanger having two concentric tubes wherein the thermal gradient of sterilised product is reduced, while the same experiences a rise for the incoming product. Finally, the ultra-high-temperature pasteurised milk is produced by heat treatment of standardised milk (3.6% MF) in the temperature range of 408.15–423.15 K for a residency period of 4–15 s so as to achieve complete elimination of microorganism, ease of storage and handling at room temperature and longevity.
The accomplishment of aforementioned activity is achieved with the help of heating coil which is supplied with steam at very high temperature or saturated pressure. The main heater is a coiled tube heat exchanger having two or three concentric tubes wherein the product is indirectly heated with the help of steam, to the desired sterilisation temperature. The sterilising temperature of the product is regulated by a temperature control. The temperature controller has been configured as a cascade control. This offers the advantage that changes in the steam pressure may be compensated quickly, so that this will not affect the ultimate product temperature.
The main heater is integrated with holding section which performs the task of holding the product at sterilisation temperature for a fixed period of 2 s. The hot sterilised fluid is then passed through the chiller which is basically a coiled tube heat exchanger having two concentric tubes, employed for purpose of refrigeration of viscous product. All the coiled tube heat exchangers consist of a number of tubular heat exchangers coils, each with its own specific function. Each coil has two or more tubes put together concentrically. The coils are made of high-grade anti-corrosive material. The coil tube heat exchangers are mounted on a stainless steel frame with adjustable stainless steel legs and removable covers.
The pasteurisation or sterilisation can be performed for batch and continuous type of processes. In batch processing, a certain temperature is maintained in closed vessel in which milk is pumped and heated to an appropriate temperature level and then immediately cooled, whereas in continuous processing, the unprocessed milk is transported from the milk silo to a holding tank that imparts it into a perpetual pasteurisation apparatus which consists of plate or coiled tube heat exchangers arranged in certain fashion so as to have heating, cooling and regeneration of milk individually or simultaneously. The required residence time of milk at a certain temperature is usually achieved by holding it in a tube of certain length at particular temperature, so that required pasteurisation of milk or its allied products is obtained. The different types of heat treatments employed for milk food processing in a dairy industry are given in Table 1.
The primary purpose of pasteurisation is to achieve the multiplication in milk invulnerability feature by the demolition of all kinds of diseases caused by microorganisms (pathogens). Secondly, the aim of pasteurisation is to preserve the milk products as well as to impart a longer shelf life to them. The milk pasteurised in this manner is passed through regenerator-1, so as to materialise the preheating of incoming milk from the balance tank. Finally, the hot pasteurised milk is passed through milk chiller and packed into the packing of required sizes.
Data collection
For the purpose of exergy and exergoeconomic assessment, the requisite data were procured from a nearby Milk Processing Plant located in northern part of India, which has a processing capability of 75 TPD. The thermodynamic variables used for the contemporary analysis such as temperature, pressure and mass flow rates and steam or chilled water consumption were gauged and registered by the mechanical manpower of the unit for a sufficiently long period of time. The average value of thermal variables has been considered for the purpose of the present work.
The fat standardisation for the purpose of UHT pasteurisation is manually performed at the site, i.e. milk is mixed with suitable amount of fat so as to achieve standardised fat content which varies across the globe depending upon policy of country. The presence of amount of fat content in the milk was calculated with the help of Gerber method by the Biochemistry Lab Staff of the dairy unit.
Thermodynamic analysis
The ensuing assumptions were incorporated in the current analysis as follows:
-
a.
The whole of the plant and its ingredients were operated in a steady state.
-
b.
The kinetic and potential energy magnitude were ignored owing to negligible contribution towards total exergy [33, 34].
-
c.
The dead-state temperature and pressure were considered as 298.15 K and 101.325 kPa.
-
d.
The exergy destruction due to crud formation was disregarded due to its negligible content.
-
e.
The change in surrounding temperature was disregarded.
-
f.
The contribution of fat formation of exergy was comparatively negligible, and the same was disregarded [33, 34].
-
g.
Nature of flow through the coil tube heat exchanger was assumed to be non-isothermal and turbulent [36].
There are two principles of thermodynamics which separately quantify energy and exergy characteristics of the thermal system. Primarily the energy principle underlines the fact that energy can be converted from one form to another form without any information about intermediate degradation, whereas the second law enables a designer to locate and identify zones of energy destruction, exergy degradation and improvement in the same.
Mass, energy and exergy balance equations
The following mass balance equation was incorporated into our study to perform energy and exergy analysis.
The subscripts ‘in’ and ‘out’ stand for input and output, respectively.
The general energy equilibrium equation is expressed as follows:
The first law efficiency is defined as the ratio of energy output to energy input as:
The general exergy balance is expressed as:
The second law efficiency is generally defined as:
The exergy rates of different flow streams for all state points of UHT Milk Pasteurisation Plant were estimated as per following equation:
The key thermodynamic derivatives for all the subunits of the plant are tabulated in Table 2.
Further, the mathematical formulations for energy and exergy for each of the constituents of the plant are given in Table 3.
Thermoeconomic analysis
In the present case, the economic data are procured from the actual quotation of the supplier for calculation of exergetic cost rates at various positions of the plant. In order to obtain the accurate results, costs of main units were considered and cost allotment to subsystems, operational and maintenance expenditures were procured from the maintenance department of the concern. The economic aspects include purchase equipment cost, hourly levelised cost rate of capital investment cost, hourly levelised cost rate of operating and maintenance cost and the total levelised cost rate milk plant and its components.
The exergoeconomic evaluation consists of the determination of cost flow rates at each stage of complete processing unit, i.e. from processing of unprocessed resources to resultant output. In the present study, specific exergy costing (SPECO) method was employed to obtain cost spectrum of the entire plant [37, 38]. As per the mentioned proposition, fuels and products were categorically defined by exergy insertion to and eviction from each matter. The three steps involved in this kind of evaluation were as follows: (1) quantification of exergy outflux, (2) estimations of fuel and product exergies for each of the constituents of plant, (3) formation of mathematical expressions for cost equilibrium. In order to estimate exergy costing behaviour, a cost is integrated with each exergy stream. Exergy transport equations for influx and egression of the matter by power and heat transfer rates may be written as:
For the plant units, receiving electrical work and transferring heat from the surface, we may write the exergoeconomic balance equation.
This equation indicates that total cost of exiting energy streams equals the cost of entering exergy streams plus capital and other costs. In cost balance equations, all the terms are positive. For n number of exergy exiting streams, there will be ann-1 number of auxiliary equations which underline F and P principles of SPECO method [37, 38]. The F principle divulges that the entire cost conjoined with exergy expulsion must be equal to cost at which this exergy is imparted to the same stream.
The P principle states that each exergy unit is supplied to any stream attached with the products at the same average cost cp, which is determined by cost equilibrium equation carved out by F principle. In the current section, exergetic cost balance and corresponding auxiliary equations were mapped out for each subsystem of dairy processing plant.
The sum total of levelised cost rate for the capital investment as well as operation and maintenance cost is represented as:
The hourly levelised cost rate for each of the constituents of the plant is calculated by the algorithm explained in the following six systematic steps.
The present worth of the UHT plant under consideration is represented by
where TCI of the total capital investment at the initial stage which was €545,715, S is the salvage value of the plant which is given the following relation
The term J indicates that ratio of salvage value, i.e. which is 12% in the present analysis. Further, mathematical representation of single payment present worth factor (PWF) or single payment discount factor is given by the following relationship.
wherein annual interest rate and the number of years for which the facility is operational are denoted by i and n; the value of the same is given as 18% and 15 years. Furthermore, annual cost of subunit is given by the following equation.
The term CRF is the capital recovery factor in the aforementioned equation, the mathematical representation of which is by equation given as follows:
The operational and maintenance cost (O&M) of plant is calculated as €181,905, and the plant is operation for 300 days and the production activity is continued for 8 h in a day. Thus, the total number of hours for which the plant is under operational condition is computed as 2400 h for 1 year. The annualised equipment cost of the UHT milk pasteurisation plant is given by the following mathematical equation.
where PEC, AC and τ are purchase equipment cost, annual cost of the subunits and total number of operational hour in a year, respectively. From the above-mentioned steps of algorithm, the hourly levelised cost of capital investment \(Z_{\text{CI,k}} ({\text{R/H}})\) as well as operation and maintenance cost \(Z_{\text{OM,k}} ({\text{R/H}})\) of the plant is quantified to be 46.17 (R/H) and 15.24 (R/H). Further, the total levelised cost \(Z_{\text{T,k}} ({\text{R/H}})\) of the UHT plant is determined as 61.41 (R/H).
Performance parameters
Some of the thermoeconomic parameters have been mapped out and explained in detail in subsequent sections. The average cost per unit exergy for the fuel and product for the component k was explicitly interpreted using the equations as follows:
where \(\dot{C}_{\text{f,k}}\) and \(\dot{C}_{\text{p,k}}\) are the mean unit cost of fuel and product, respectively. In order to materialise the thermodynamic analysis in combination with economic constrains and variables for each component of the plant, the indices such as thermoeconomic factor (fk), cost rate of exergy degradation (\(\dot{D}_{\text{D,k}}\)) and percentage relative cost difference (rk) were estimated by using the relations provided in Table 4.
Basically, the percentage relative cost difference and exergoeconomic factors were the most predominant exergoeconomic variables which provided ranks to the components based upon their thermoeconomic performance. The cost attached to an exergy stream due to thermodynamic incompetency within one component could be enumerated and validated by exergoeconomic factor, with the help of which the influence of exergy obliteration and capital investment could be divulged.
The percentage relative cost difference (rk) of the any component unearths the amount of augmentation in unit cost of exergy between product and fuel (expressed in relation to the unit cost of fuel). Thus, the percentage relative cost difference was established as a better index for location and numeric estimation of inefficiencies in the thermal system, whereas the cost spectrum given by exergoeconomic analysis for various components had helped in estimation of the fact that which cost (exergy demolition cost or procurement and preservation cost) had more impact on total operating cost rate or on performance of the component.
Hence, it pinpointed to the fact that there must be an optimum balance between component efficiency and amount invested. The objectives of exergoeconomic evaluations were identified as follows:
-
To investigate the location, numerical immensity and sources of depletion of exergy in a thermal setup.
-
To have a clear idea about the production and manufacturing cost.
-
To help in formulation of policy and procedures for the better performance of the plant.
-
To identify the various different options and alternatives with better efficiency.
-
To quantify the cost integrated within exergy degradation and various cost-related deficits in a thermal system.
Further, the mathematical formulations for exergy cost rate balance equations for each of the constituents of the plant are given in Table 5.
In addition to above-discussed formulations, the specific heat and specific volume of milk components could be displayed as a function of the processing temperature. These equations reported about the values of specific heat and specific volume as presented in Table 6.
Accordingly, subsequent equations were employed to compute the unspecified specific heat capacities and the specific volume of milk derivatives at distinct points of the plant, respectively.
Further, the composition of milk and its derivatives used in computation of specific heat capacity and specific volume is given in Table 7.
Uncertainty analysis
The uncertainty analysis was accomplished using the strategy developed by the Holman [39] to manifest the replication and characterisation of exploratory figures.
Results and discussions
Thermodynamic analysis
Thermal analysis includes energy and exergy analysis based upon the first and second law of thermodynamics, respectively. For industries where energy is major contributor to the costs, an opportunity exists for improving competiveness through more effective use of energy resources. The laws of thermodynamics are primarily instituted for recognition of linkage between efficient plants and goals of better energy resource utilisation with less environmental impact. They also provide a measure to quantify deviation, in scope of exergy improvement potential from the current level of exergetic deteriorations. Thus, it is possible to identify those operating conditions by optimisation of which potential energy savings could be realised. The type of fluid and its state parameters such as pressure, temperature and mass flow rates for the streams of milk are given in Table 8 based on their state numbers displayed in Fig. 1. With the help of data shown in Table 8, thermodynamic derivatives were computed for each of the subunits of dairy processing plant (Tables 9, 10).
As far as thermodynamic performance of the plant was concerned, the energy and exergy efficiency of the plant were calculated to be 86.36% and 53.02%, respectively (Tables 9, 10).
The exergy efficiencies of subunits such as regeneration-1, regeneration-2, heating coil and chiller were determined to be 81.35, 80.77, 37.23 and 70.05%, whereas energy efficiencies of above mentioned units were recognised as 93.29, 90.70, 79.36 and 74.87%, respectively (Fig. 2).

Comparative analysis of energy and exergy efficiency for each of the subunits of UHT milk pasteurisation plant
The high values of exergy efficiencies of both the regeneration units displayed their calibre in mutual exchange of cold and warm exergies. Earlier studies had also determined the range of exergy efficiency for plate heat exchanger as 53.32–88.56% [33, 34]. Amongst the subunits of UHT milk pasteurisation plant, the least value of exergy efficiency was realised for homogeniser (0.35%) wherein the disintegration of original fat globule (ϕ: 20 µm) to modified fat globule (ϕ: 1 µm) is achieved by combination of turbulence and cavitations [35].
Therefore, excessive amount of high-grade energy is destroyed in materialising four- to sixfold increments in fat/plasma interfacial area. The exergetic improvement in homogeniser could be secured by having a high degree of homogenisation for comparatively low value of mass flow rates of standardised milk (MF: 3.6%). Furthermore, the results from the previous studies had estimated the range of exergy efficiency for the homogeniser as 6.83–13% [33, 34]. The exergy efficiencies of feed pump were reported to be 11.33% and 12.54%, respectively. The substantial amount of mechanical work is required in pumping the fluid through the entire pasteurisation line which results in excessive amount of electrical exergy consumption. The same can be reduced to a significant level by instituting variable speed drive controllers, whereby noteworthy improvement in exergy efficiency can be made.
The heating coil being main thermal energy-consuming element of the UHT plant secured an exergy efficiency of 37.23%. The low value of exergy efficiency of heating coil resulted into higher level of irreversibilities associated with it; the obvious was reflected in the sustainability index of the same, i.e. 1.58 (Table 10). The exergy efficiency of heating coil can be markedly improved by incorporating self-heat recuperation technology and by recovering both sensible and latent heat of the steam [40].
The total specific energy depletion and total specific exergy destruction of the plant were determined as 384.36 kJ kg−1 and 137.61 kJ kg−1, respectively (Tables 9, 10). In the present case, the total value of exergy demolition in both the regeneration units was calculated as 42.23 kW (Fig. 3), which comprised 11.73% portion of its total counterpart. The severity of heat exchange process with high thermal gradient could be mentioned as rationale behind high exergy destruction rate of regenerators. Thus, reduction in the thermal gradient between fuel and product side could significantly help in upliftment of thermodynamic efficiencies of industrial heat exchangers [33, 34].

Comparative analysis of energy and exergy destruction for each of the subunits of UHT milk pasteurisation plant
The exergy analysis of the plant provided information about the degradation of executable energy potential in different components of the plant. The results displayed in Table 10 indicated that 69.18% of the total exergy destruction occurred in the heating coil. The cumulative exergy destruction in electrical energy-consuming units was estimated to be 60.95 kW, 89.60% of which was contributed by homogeniser. Additionally, some of the recent works also identified specific exergy destruction of milk pasteurisation plants in the range of 31.63–49.54 kJ kg−1, wherein regeneration units of the plant maintained more or less same figure for exergy efficiency (80.89–91.46%) as specified in the literature pertaining milk pasteurisation, i.e. 82.00–89.84% [33, 34]. However, energy efficiency of entire milk pasteurisation plant was reported to be in the range of 68–72% [41]. Similarly, from the previous research surveys, specific value of thermal and electrical energy consumptions was found to be in range of 573–667 kJ kg−1 and 30–46 kJ kg−1, respectively [42], while the present work also ascertained the value of said indices in the aforementioned ranges as 400.86 kJ kg−1 and 37.12 kJ kg−1, respectively.
The UHT milk pasteurisation plant consists of double and triple coiled tube in tube heat exchangers as regenerators or chiller and heating coil, respectively, wherein curved shape of the coil was responsible for centrifugal force being exerted on the milk fluid particles during the flow. The value of centrifugal force which primarily depends upon local axial velocity of fluid particles and radius of curvature of coil was found out to be highest at the core region of the tube and decreases gradually so as to cause the motion of fluid particles to be pushed away from the coil axis. The fluid motion thus produced generates counter-rotating vortices or secondary flows, whereby significant improvement in convective heat transport is registered. Due to the same reason, the value of Nusselt number was estimated to be comparatively higher at the outer periphery of coil.
Apart from this centrifugal action, fluid particles under the combined action of buoyancy and inertia forces develop spiral motion, or in other words torsional forces induced by pitch of coiled tube heat exchanger were adjudged as a key reason behind remarkable improvement in heat transfer rates in comparison with thermal performance of straight tube heat exchanger [36]. The higher amount of exergy destruction in subunits of UHT plant, in accomplishment of aforementioned activity, was fruitfully compensated by superior quality of heat transfer characteristics of coiled tube heat exchanger vis a vis its straight tube counterpart.
The total specific energy and total specific exergy improvement potentials of the plant were determined to be 67.84 kJ kg−1 and 137.61 kJ kg−1, respectively (Tables 9, 10). The total amount of energy recovery potential for two generation units was investigated to be 13.86 kW. The highest amount of energy improvement potential was computed for heating coil (46.91%) followed by that of chillers’ (35.67%).The cumulative energy recovery potential for the subunits which get motive power from high-grade energy such as homogeniser and feed pumps was adjudged to be very small, i.e. 5.87 kW. Hence, the investigation pointed to the fact that heating coil had the highest exergy improvement potential (69.18%) while exergy improvement potential for rest of the plant was estimated to be 30.81%.
The relative energy destruction ratio was estimated to be highest for heating coil 40.12% followed by that of chiller (25.06%) and regeneration-2 (18.20%), whereas the highest value of relative exergy destruction was reported for heating coil (69.18%) followed by homogeniser (14.97%) and regeneration-2 (8.41%) (Fig. 4). The combined value of energy destruction ratio for two regeneration units was found to be close to that of chillers’. The combined share of regenerations and chilling units towards relative exergy destruction ratio was estimated to be nearly same to that of homogeniser alone, i.e. 14%.

Comparative analysis of relative energy and exergy destruction ratio for UHT milk pasteurisation plant
Apart from the balance tank, the highest value of sustainability index was reported for regeneration-1(SI: 5.36) and a figure slightly less than this was estimated for regeneration-2 (SI: 5.20). Similarly, the sustainability index for the heating coil, homogeniser, pump-1 and pump-2 and chiller were identified as 1.59, 1.89, 1.14, 1.13 and 3.34, respectively (Table 10).
As far as the specific exergy consumption was concerned, the contribution of thermal energy towards the same was determined to be 83.14% (Fig. 5), while the remaining contribution was made by its electrical energy counterpart, i.e. 16.86%.

Percentile contribution of energy to the specific exergy consumption of UHT milk pasteurisation plant
Thermoeconomic analysis
In the present work, the exergoeconomic tool is employed to look for improvement or effectiveness in relation to exergy rates of various positions of UHT Milk Processing Plant. The linear sets of exergoeconomic equations have been developed through specific exergy costing method (SPECO) and that were solved for deduction of cost flow rates and the unit exergetic costs in various positions of processing plants.
Exergoeconomic is basically an exergy costing method which identifies and where applicable calculates the location, magnitude, causes and costs of thermodynamic deficiencies or system irreversibilities in energy conversion systems so as to secure sustainable development and cost effective or optimal plant architecture in conjunction with suitable trade-off amongst techno-economic operational variables, with the help of which rational basis of products pricing could be ascertained.
Exergoeconomic analysis characterises the behaviour of thermal system in terms of cost rate of exergy destruction in each subunit, percentage relative cost difference and exergoeconomic factors. The collective idea of aforementioned indices indicates where exactly exergetic deteriorations are of significant nature. The main aim of thermal analysis is to provide information about exergy destruction, while integration of laws of thermodynamics with laws of economics, i.e. exergoeconomics, generates vital information about cost associated with thermal or electrical exergy destruction at a particular location of plant.
As far as novelty of the present work is concerned, earlier researches [8,9,10,11, 13, 18, 23,24,25,26,27,28,29,30,31,32,33,34] were devoid of exergoeconomic analysis of processing plants or UHT milk pasteurisation plant. The conventional economic analysis takes energy as key basis for cost estimation which cannot be treated as rational basis for the final pricing of products. Therefore, in the present analysis, economic evaluation of plant was conducted on the basis of exergy costing method whereby specific manufacturing cost of UHT pasteurised milk was determined to be 1.355 € kg−1 along with clear idea of cost rate of exergy destruction for the entire plant as 8082.49 € h−1.
The results of exergoeconomic analysis are summarised in Table 12 which provided the numerical magnitudes of crucial exergoeconomic parameters such as exergy destruction (ExD), cost rate of exergy demolition (DD, k), total operating cost rates (TOCR), percentage relative cost difference (rk) and exergoeconomic factor (fk) of each constituent. The significance of TOCR could be explained in terms of fact that higher the immensity of TOCR, higher the impact of component on the overall system, and thus, the same is considered as most significant one (Fig. 6).

Total operating cost rate for each component of UHT milk pasteurisation plant
The detailed investigation revealed that 60% of the total cost rate of exergy destruction was associated with heating coil, followed by joint contribution made by regeneration and chilling units’, i.e. 24.03%. The share of components responsible for high-grade energy consumption towards total cost rate of exergy destruction was ascertained to be 15.90%.
On an average basis, the total operating cost rate was found out to be 1018 € H−1 per component of processing plant. From Table 11, it was clear that heating coil (4859.82 € H−1) had the highest value of TOCR followed by regeneration-2 (1264.88 € H−1), regeneration-1(472.02 € H−1) and homogeniser (1187.14 € H−1).
This showed that huge value of thermoeconomic improvement potential was available in these components which could be suitably exploited by devising the better means of reducing the energy degradation. The total operating cost rate of the plant was enumerated to be 8143.90 € H−1.
The percentage relative cost difference (rk) was the second most important parameter of exergoeconomic analysis which provided the information about cost irreversibility or level of resource consumption in each of the subunits, i.e. higher the value of rk, higher will be exergetic cost of product processing in the component concerned (Fig. 7). In the present case, heating coil was involved with highest cost of product processing (38.35%) followed by regeneration-1 (23.40%) and chiller (16.94%), respectively.

Percentage relative cost difference of each component of UHT milk pasteurisation plant
The percentage relative cost difference of homogenisation of milk was almost negligible compared to other subunits; however, total operating cost rate of homogeniser was substantially higher, which indicated that majority of the cost component was consumed in overcoming the irreversibilities present in it. The aforementioned conclusion was supported by low value of thermoeconomic factor of homogeniser, i.e. 1.64%. The low value of TOCR for the chiller, i.e. 272.57 € H−1 along with higher percentage relative cost difference (16.94%), indicated that the role of capital investment was found to be far more prominent to that of its thermal degeneracy counterpart. In Table 11, the third most important parameter of exergoeconomic analysis was exergoeconomic factor. The higher magnitude of exergoeconomic factor implied that chief source of processing cost for the component under consideration was interconnected to capital investment, operating and maintenance cost, whereas the low grade of exergoeconomic factor demonstrated that cost merged with thermodynamic inefficiencies was far more consequential than capital investment, operating and maintenance cost.
The lower value of exergoeconomic factor of regeneration-2 and heating coil conveyed that cost conjoined with exergy destruction in these components was quite significant. It had been investigated that exergoeconomic factor for the chiller was determined to be highest (4.04%) which ascertained that the cost related to capital investment and operation and maintenance cost was far more dominant compared to its counterpart related to thermodynamic deficiency. Further, since the homogeniser was the major source of electrical exergy consumption, its exergoeconomic factor maintained quite less significance vis a vis thermal processing of milk in other units.
In view of the present scenario of production and consumption of UHT pasteurised milk across the world, it is quite conceivable to design and mature non-conventional energy-assisted UHT milk pasteurisation unit, which would be a big achievement in decreasing degree of dependence upon traditional fuel consumption. Additionally, exergoeconomic analysis gives clear picture of resource degradation along with its monetary value at any specific location of plant which could be improved upon or suitable retrofitting measure could be exercised with low investment initiatives. In continuation of the same, tools such as exergoeconomic optimisation, pinch analysis, life cycle assessment and exergoenvironmental approach could help in preparation of insightful perception about operational cum maintenance costs as well as in quantification of environmental influence of complicated energy system.
Uncertainty analysis
Table 12 tabulates the detailed uncertainty analysis for technical parameters of UHT Milk Processing Plant. The outcome indicated that all the uncertainties were well within the acceptable range (< 5%).
Conclusions
The thermodynamic and thermoeconomic analysis of the plant generated vital information related to performance characteristics of plant and its individual constituents. The universal exergy efficiency, specific exergy destruction and specific exergy improvement potential of UHT Milk Processing Plant were appraised to be 53.20%, 219.22 kJ kg−1 and 137.60 kJ kg−1, respectively.
The total operating cost of UHT milk pasteurisation plant was computed to be 8143.90 € H−1, maximum contribution to which was rendered by heating coil (4859.82 € H−1) followed by regenerator-2 (1264.88 € H−1) and homogeniser (1187.14 € H−1). The exergetic cost and cost per units exergy of pasteurised milk were ascertained to be 166.91 € H−1 and 9.24 € MJ−1, respectively. In view of aforementioned scenarios, it was highly indispensable to determine the optimum values of exergoeconomic indices for all subunits of the plant so that specific manufacturing cost of UHT processed milk could be minimised, which in the present case was recognised as 1.355 € H−1.
Abbreviations
- AC:
-
Annual cost of component (€)
- \(\mathop C\limits^{ \cdot }\) :
-
Cost flow rate (€ H−1)
- c :
-
Exergetic cost (€ MJ−1)
- c f,k :
-
Unit exergetic cost of fuel (€ MJ−1)
- c p,k :
-
Unit exergetic cost of product (€ MJ−1)
- c p :
-
Specific heat (kJ kg K−1)
- CRF:
-
Capital recovery factor
- D D,k :
-
Cost rate of exergy destruction (€ H−1)
- \(\dot{E}\) :
-
Energy (kJ s−1)
- \({\dot{\text{E}}\text{L}}\) :
-
Energy loss rate (kW)
- E β,k :
-
Relative energy destruction ratio (%)
- Exβ, k :
-
Relative exergy destruction ratio (%)
- E F, k :
-
Energetic factor (%)
- ExF, k :
-
Exergetic factor (%)
- ex:
-
Specific exergy (kJ kg−1)
- \({\dot{\text{E}}\text{x}}\) :
-
Exergy rate (kW)
- \({\dot{\text{E}}\text{x}}_{\text{D}}\) :
-
Exergy destruction rate (kW)
- E IP :
-
Energy improvement potential (kW)
- ExIP :
-
Exergy improvement potential (kW)
- f :
-
Exergoeconomic factor of component
- h :
-
Specific enthalpy (kJ kg−1)
- H:
-
Hour
- I :
-
Interest rate (%)
- J :
-
Ratio of salvage value
- kWh:
-
Kilowatt hour
- \(\mathop m\limits^{ \cdot }\) :
-
Mass flow rate (kg s−1)
- MF:
-
Milk fat
- PEC:
-
Purchase equipment cost (€)
- PWF:
-
Present worth factor
- PW:
-
Present worth of component (€)
- r :
-
Percentage relative cost difference (%)
- € MJ−1 :
-
Euro per megajoule
- T :
-
Temperature (K)
- s :
-
Specific entropy (kJ kg−1 K−1)
- S :
-
Salvage value (€)
- SI:
-
Sustainability index
- TCI:
-
Total cost of investment (€)
- TOCR:
-
Total operating cost rate (€ H−1)
- TPD:
-
Tons per day
- ν :
-
Specific volume (m3 kg−1)
- W :
-
Work rate (kW)
- \(\dot{Z}_{\text{T}}\) :
-
Levelised cost rate associated with capital investment and operation and maintenance cost (€ H−1)
- \(\dot{Z}_{\text{CI}}\) :
-
Levelised cost rate associated with capital investment (€ H−1)
- \(\dot{Z}_{\text{OM}}\) :
-
Levelised cost rate associated with operation and maintenance cost (€ H−1)
- R :
-
Universal gas constant (8.314 kJ mol−1 K−1)
- ρ :
-
Density (kg/m3)
- η :
-
Energy efficiency (%)
- Ψ:
-
Exergy efficiency (%)
- 0:
-
Dead state
- €:
-
Euro
- CH:
-
Chiller
- HC:
-
Heating coil
- HM:
-
Homogeniser
- RS-1:
-
Regeneration section-1
- RS-2:
-
Regeneration section-2
- k:
-
Any component
- In, out:
-
Inlet, outlet
- T:
-
Total
References
CII India Report: Widening the scope of PAT scheme. 2013. http://shaktifoundation.in/wp-content/uploads/2017/06/widening-of-pat-sectors-dairy.pdf. Accessed 27 Jan 2018.
Suruchi Consultant Report: Dairy Vision 2030, Reimagining Indian Dairy. https://www.suruchiconsultants.com/pageDownloads/report/63_Surchi_DIV_2030.pdf. Accessed 27 Jan 2018.
TechSci Research Report: Global UHT Milk Market Forecast & Opportunities. 2020. https://www.techsciresearch.com/report/global-uht-milk-market-forecast-and-opportunities-2020/466.html. Accessed 27 Jan 2018.
Persistence Market Research Report: Global Market Study on UHT Milk: Asia Pacific to Witness Highest Growth by. 2019. https://www.persistencemarketresearch.com/market-research/uht-milk-market.asp. Accessed 27 Jan 2018.
Munir MT, Yu W, Young BR. Can exergy be a useful tool for the dairy industry? Comput Aided Chem Eng. 2014;33:1129–34. https://doi.org/10.1016/j.enconman.2017.01.064.
Genc M, Genc S, Goksunger Y. Exergy analysis of wine production: red wine production process as a case study. Appl Therm Eng. 2017;117:511–21. https://doi.org/10.1016/j.applthermaleng.2017.02.009.
Khoodaruth A. Thermo-economic analysis of a cane bio-refinery. Int J Sustain Energy. 2018. https://doi.org/10.1080/14786451.2018.1435541.
Srinivasan B, Pal J, Srinivasan R. Enhancement of energy efficiency at an Indian milk processing plant using exergy analysis. Sustain Energy Technol Policies. 2018. https://doi.org/10.1007/978-981-10-7188-1_19.
Mortazavi A, Ameri M. Conventional and advanced exergy analysis of solar flat plate collectors. Energy. 2018;142:277–88. https://doi.org/10.1080/j.energy.2017.10.035.
Yildrim N, Genc S. Energy and exergy analysis of milk powder production system. Energy Convers Manag. 2017;149:698–705. https://doi.org/10.1016/j.encponman.2017.01.0064.
Dowlati M, Aghbashlo M, Mojarab-Soufiyan M. Exergetic performance analysis of an ice cream manufacturing plant: a comprehensive survey. Energy. 2017;123:445–59. https://doi.org/10.1080/10408398.2014.975335.
Edwin M, Sekhar SJ. Thermo-economic assessment of hybrid renewable energy based cooling system for food preservation in hilly terrain. Renew Energy. 2016;87:493–500. https://doi.org/10.1016/j.renene.2015.10.056.
Soufiyan MM, Dadak A, Hosseini SS, Nasiri F, Dowlati M, Tahmasebi M, Aghbashlo M. Comprehensive exergy analysis of a commercial tomato paste plant with a double effect evaporator. Energy. 2016;111:910–22. https://doi.org/10.1016/j.energy.2016.06.030.
Atmaca A, Yumrutas R. Thermodynamic and exergoeconomic analysis of a cement plant: part I methodology. Energy Convers Manag. 2014;79:790–8. https://doi.org/10.1016/j.enconman.2013.11.053.
Atmaca A, Yumrutas R. Thermodynamic and exergoeconomic analysis of a cement plant: part II-application. Energy Convers Manag. 2014;79:799–808. https://doi.org/10.1016/j.enconman.2013.11.054.
Gurtuk M, Oztop HF. Exergoeconomic analysis of a rotary kiln used for plaster production as building materials. Appl Therm Eng. 2016;104:486–96. https://doi.org/10.1016/j.applthermaleng.2016.05.106.
Modesto M, Nebra SA. Exergoeconomic analysis of the power generation system using blast furnace and coke oven gas in a Brazilian steel mill. Appl Therm Eng. 2009;29:2127–36. https://doi.org/10.1016/j.applthermaleng.2008.12.033.
Erbay Z, Koca N. Energetic, exergetic and exergoeconomic analyses of spray-drying process during white cheese powder production. Dry Technol. 2012;30(4):435–44. https://doi.org/10.1080/07373937.2011.647183.
Ahmadi P, Mousafarash A. Exergy and exergoeconomic based analysis of a gas turbine power generation system. Prog Sustain Energy Technol. 2014;02:97–108. https://doi.org/10.1007/978-3-319-07977-6_7.
Gupta M, Kumar R. Exergoeconomic analysis of a boiler for a coal fired thermal power plant. Am J Mech Eng. 2014;02(05):143–6. https://doi.org/10.12691/ajme-2-5-3.
Gungor A, Erbay Z, Hepbasli A. Exergoeconomic analysis and performance assessment of a gas engine-driven heat pump drying system based on experimental data. Dry Technol. 2012;30(1):52–62. https://doi.org/10.1080/07373937.2011.618897.
Baghernejad A, Yaghoubi M. Thermoeconomic methodology for analysis and optimization of a hybrid solar thermal power plant. Int J Green Energy. 2013;10(06):588–609. https://doi.org/10.1080/15435075.2012.706672.
Ayub I, Munir A, Amjad W, Ghafoor A, Nasir SM. Energy and exergy based thermal analyses of a solar bakery unit. J Therm Anal Calorim. 2018;133:1001–13. https://doi.org/10.1007/s10973-018-7165-3.
Prabakaran R, Mohan Lal D. A novel exergy based charge optimisation for a mobile air conditioning system. J Therm Anal Calorim. 2018;132:1241–52. https://doi.org/10.1007/s10973-018-6998-0.
Paradeshi L, Mohanraj M, Sriniwas M, Jayaraj S. Exergy analysis of direct expansion solar assisted heat pumps working with R22 and R433A. J Therm Anal Calorim. 2018;132:1241–52. https://doi.org/10.1007/s10973-018-7424-03.
Panchal H, Patel R, Chaudhary S, Patel DK, Sathyamurthy R, Arunkumar T. Solar energy utilisation for milk pasteurisation: a comprehensive review. Renew Sustain Energy Rev. 2018;92:1–8. https://doi.org/10.1016/j.rser.2018.04.068.
Debbarma M, Sudhakar K, Baredar P. Thermal modeling, exergy analysis, performance of BIPV and BIPVT: a review. Renew Sustain Energy Rev. 2017;73:1276–88. https://doi.org/10.1016/j.rser.2017.02.0635.
Sukumaran S, Sudhakar K. Performance analysis of solar powered airport based on energy and exergy analysis. Energy. 2018. https://doi.org/10.1016/j.energy.2018.02.095.
Rashidi S, Javadi P, Esfahani JA. Second law of thermodynamics analysis for nanofluids turbulent flow inside a solar heater with ribbed absorber plate. J Therm Anal Calorim. 2018. https://doi.org/10.1007/s10973-018-7164-4.
Ebrahimi R, Dehkordi NS. Effects of design and operating parameters on entropy generation of duel cycle. J Therm Anal Calorim. 2018;133(03):1609–16161. https://doi.org/10.1007/s10973-018-7258-z.
Pandey AK, Tyagi VV, Rahim NA. Thermal performance evaluation of direct flow solar water heating system using exergetic approach. J Therm Anal Calorim. 2015;121:1365–73. https://doi.org/10.1007/s10973-015-4566-4.
Shukla NK, Sudhakar K, Baredar P. Exergetic assessment of BIPV module using parametric and photonic energy methods: a review. Energy Build. 2016;119:62–73. https://doi.org/10.1016/j.enbuild.2016.03.022.
Jafaryani Jokandan M, Aghbashlo M, Mohtasebi SS. Comprehensive exergy analysis of an industrial-scale yogurt production plant. Energy. 2015;93:1832–51. https://doi.org/10.1016/j.energy.2015.10.00.
Mojarrab Soufiyan M, Aghbashlo M, Mobli H. Exergetic performance assessment of a long-life milk processing plant: a comprehensive survey. J Clean Prod. 2017;140(2):590–607. https://doi.org/10.1016/j.jclepro.2015.11.066.
Dairy Processing Handbook. Sweden: Tetrapak Processing Systems. 1995. https://diaspereira.weebly.com/uploads/5/6/3/9/5639534/dairy_handbook.pdf. Accessed 27 Jan 2018.
Jayakumar JS. Helically coiled heat exchanger, Heat exchanger–basic design applications. In: Jovan Mitrovic, editors. In-Tech. http://cdn.intechopen.com/pdfs/30771/intechhelically_coiled_heat_exchangers.pdf. Accessed 1 Aug 2018.
Lazzaretto A, Tsatsaronis G. SPECO: A systematic and General Methodology for calculating efficiencies and costs in a thermal system. Energy. 2006;31:1257–89. https://doi.org/10.1016/j.energy.2005.03.011.
Erlach B, Serra L, Valero A. Structural theory as standard for Thermoeconomic. Energy Convers Manage 1999;40:1627–49. https://doi.org/10.1016/S0196-8904(99)00057-6.
Holman JP., editor. Analysis of experimental data. In: Experimental methods for engineers. Singapore: McGraw-Hill; 2001. pp. 48–143. https://trove.nla.gov.au/work/10008379
Fushimi C, Kansha Y, Aziz M, Mochidzuki K, Kaneko S, Tsutsumi A, et al. Novel drying process based on self-heat recuperation technology. Dry Technol 2010;29(1):105–10. https://doi.org/10.1080/07373937.2010.482719.
Wojdalski J, Kaleta A, Drozdz B, Chojnacka A. Factors influencing the energy efficiency of dairy processing plant. Teka Commission of Motorisation and Energetics in Agriculture. 2012;12(1):307–13.
Chandarana DI, Frey BC, Stewart LE, Mattick JF. UHT milk processing. J Food Sci. 1984;49:977–8. https://doi.org/10.1080/07373937.2010.482719.
Acknowledgements
The authors would like to acknowledge the support extended by Verka Milk Plant, Chandigarh (India), and appreciates the cooperation provided by technical staff and management of dairy plant throughout the phase of plant assessment.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Singh, G., Singh, P.J., Tyagi, V.V. et al. Thermal and exergoeconomic analysis of a dairy food processing plant. J Therm Anal Calorim 136, 1365–1382 (2019). https://doi.org/10.1007/s10973-018-7781-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-018-7781-y