
Abstract
Duplex stainless steels (DSS) have a microstructure consisting of 50% ferrite α and 50% austenite γ. This two-phase microstructure provides the duplex stainless steels with attractive mechanical and corrosion properties. However, the microstructure is very dependent on the heat treatment and chemical composition. During the welding process, the temperature reached in the heat-affected zone (HAZ) retransforms austenite into ferrite. Due to the high cooling rates, only a part of the ferrite is retransformed into austenite. This tends to modify the 50/50 phase equilibrium. The cooling rate is linked not only to heat input but also to the thickness of the welded plates. Most of the standards limit the ferrite content in the range from 30 to 70%. However, the 70% limit for ferrite content in HAZ may be difficult to obtain especially for heavy plate thicknesses. To limit the maximum ferrite content in HAZ, a duplex stainless grade with high nitrogen and nickel within the 2205 composition range, called Arctic 2205, was developed. This paper will provide details on ferrite content measurement by metallographic method and welding results obtained on industrial welds showing very low and stable ferrite content in HAZ. Mechanical properties obtained on these welds at low temperature will also be reported, pushing the limits of use of duplex from − 50 °C (− 58 °F) down to − 100 °C (− 148 °F).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Duplex stainless steels were introduced and have been actively developed by European companies since 1935. Their properties made them very attractive compared to equivalent austenitic grades: higher resistance to stress corrosion cracking, higher mechanical properties, and lower alloy cost [1]. They present excellent cost/property ratios particularly in critical applications: oil and gas, chemical industry, pulp and paper industry, water systems, desalination plants, pollution control equipment, and chemical tankers…
However, these materials cannot be used below − 50 °C (− 58 °F) because their impact toughness rapidly decreases below this temperature. In addition, they may require special precautions for welding to keep the ferrite content in the heat-affected zone (HAZ) below 70%, as recommended by most standards.
To improve mechanical and corrosion properties [2,3,4] of welded joints in 2205, it is necessary to increase the amount of austenite and avoid the formation of intermetallic phases. This can be done in multiple ways: controlling the welding heat input, adding nitrogen through the shielding gas, and enriching the filler material (2209) in nickel. Until now, no solution was found to reduce the ferrite content of HAZ close to the fusion line which can be nearly 75–80% ferrite phase due to the rapid cooling involved in this region. [5,6,7].
This paper presents the development of a controlled chemical composition 2205 duplex stainless steel (22% Cr duplex) with enhanced weldability, improved toughness down to − 100 °C (− 148°F), equivalent tensile properties, and corrosion resistance when compared to standard 2205 duplex material. In the first part, we will explain the chemical composition modification, which provides a better austenite-ferrite balance in the base material and in welded join, and report the mechanical properties obtained. In the second part, we will give all experimental parameters used to weld and the observed microstructures. In the third part, we will come back to the influence of welding and the methodology of measurement on ferrite content in HAZ. Finally, we will gather all results on welding examples performed by fabricators on 55-mm-thick plates with arc processes, where ferrite content and mechanical properties obtained will be presented.
2 Overview of the main properties of the material
2.1 A duplex stainless steel 2205 with improved toughness at low temperature
Duplex stainless steels are a balanced mix between austenite and ferrite phases. They combine high strength and corrosion resistance compared to standard austenitic stainless steels, which explains their wide use in the energy sector. To keep optimized corrosion resistance and toughness properties, the ferrite content must be kept under control for the base metal (BM), HAZ, and weld metal (WM).
A duplex stainless steel was developed to improve toughness below − 50 °C (− 58°F) [8] by reducing the ferrite content.
Duplex stainless steels present a two-phase microstructure consisting generally of 50% austenite and 50% ferrite. This balance is due to the chemical composition between ferrite promoters (chromium and molybdenum) and austenite promoters (nickel and nitrogen) [9, 10] and the heat treatment or thermal history. When it is melted, a duplex stainless steel solidifies from the liquid phase in a fully ferritic microstructure. When it cools down, around half of the ferrite transforms to austenite. Duplex stainless steels have a 50–50 austenite-ferrite microstructure after a solution annealing, usually at 1050–1100 °C (1922–2012 °F), followed by a rapid quenching.
Nominal chemical composition of Arctic 2205 is within the ASTM A240 ranges but contains higher nickel and nitrogen (Table 1) and has a 60–40 austenite-ferrite microstructure after water quenching (Figs. 1 and 2).


Metallographic examination of a Standard 2205 (left) and Arctic 2205 (right) microstructure (× 200) after etching with NaOH 10 N (ferrite in brown and austenite in white) [8]
During a welding operation, the thermal cycles induced by the welding operations can go up to 1300 °C (2372 °F) [14] and strongly impact the microstructure, by transforming the austenite into ferrite (Fig. 1). The actual chemical composition can modify the impact. For instance, nitrogen added 0.14–0.21% N2 into the lean duplex stainless steel 2304 (S32304/1.4362), which decreases the ferrite content (80 to 65%) and the width of the HAZ (from 350 to 150 µm) [9].
As the cooling rate is quite high during welding, the re-transformation of ferrite into austenite is not completely achieved and the austenite appears as needles (Fig. 3 in HAZ, Fig. 4 in WM). Thus, the HAZ and WM without filler metal of duplex stainless steels are characterized by higher ferrite content than the BM. A microstructural investigation was conducted. An electrolytic etch in oxalic acid followed by caustic soda was performed to reveal the austenite-ferrite microstructure. The presence of nitrides was not observed by optical investigation but is possible as in all duplex stainless steels.

Metallographic examination of a HAZ (single exposure) of a Standard 2205 (left) and Arctic 2205 (right) after etching with NaOH 10 N (ferrite in brown and austenite in white) [8]

Metallographic examination of weld metal BOP (Bead on Plate) for GTAW without filler metal on Standard 2205 (left) and Arctic 2205 (right) (× 200), after Lichtenegger and Blöch etching (ferrite matrix in brown, austenite in white) [8]
For the WM, duplex filler metals have increased nickel content (usually 9–10% Ni), to promote the austenite and moreover to enhance the toughness in the as-solidified structure. In the case of gas tungsten arc welding or gas metal arc welding, part of the nitrogen is lost in the arc and must be compensated for by a nitrogen addition to the shielding gas. This helps limit the ferrite content in the WM [15].
2.2 Corrosion properties: same corrosion resistance
2.2.1 Pitting corrosion
Corrosion tests were conducted on Arctic 2205 to compare its resistance to the Standard 2205. The material was tested according to ASTM G48A in a ferric chloride solution to assess its pitting corrosion resistance. The critical pitting temperature, which is the minimum temperature to produce pitting attack, was measured at 35 °C (95 °F) in line with what is commonly obtained on the Standard 2205 duplex [16].
2.2.2 Environmentally assisted cracking
In addition, environmentally assisted cracking tests were launched in sour environments. ISO 15156 which is the reference document for material selection in H2S environments indicates that the Standard 2205 duplex material can be used up to 0.1 bar H2S partial pressure and 232 °C (450 °F) with any combination of chloride concentration and pH occurring in production environments.
Three welded Arctic 2205 specimens were tested above the NACE limits under 0.5 bar partial pressure H2S (higher than the standard limit) in a solution representative of formation water containing 100 g/L NaCl. Sodium bicarbonate was used to buffer the solution to pH 4.5. Testing was performed at three temperatures: 24 ± 3 °C (75 ± 5 °F), 90 ± 3 °C (194 ± 5 °F), and 150 ± 3 °C (302 ± 5 °F) in line with ISO 15156 requirements. The specimens were tested under constant load using a dead-weight device at a stress level corresponding to 90% of the actual yield strength.
No sign of crack or crack initiation was observed on the specimens after the tests regardless of the test temperature as illustrated in Fig. 5. These results confirm the good resistance of Arctic 2205 in sour environments [16].

Tensile specimen through weld tested at 24 ± 3 °C (75 ± 5 °F) and the cross-sectional investigation of the welded sample (WM on the left, HAZ in the center, and BM on the right). No sign of localized corrosion observed on the exposed surface at the bottom of the picture
2.3 Mechanical properties: same tensile and improved toughness
The two-phase structure gives several attractive properties to the duplex stainless steels, especially in terms of mechanical strength and corrosion resistance [8, 16].
Minimum tensile properties of duplex stainless steels are shown in Table 2. They present yield strength values that are twice as high as those of standard austenitic grades which may allow a significant decrease in the thickness for equipment such as storage tanks.
Tensile properties between − 100 °C (− 148 °F) and 300 °C (572 °F) in base materials are displayed in Fig. 6. Tests were performed using material from 20-mm-thick plates. Results are similar between the grades and above the standard requirements [17, 18]. Tensile properties of thicker plates 90 and 150 mm at room temperature are also in line with the requirements [16, 17].

Mechanical properties UTS (ultimate tensile strength) and YS (yield strength) of Standard 2205 and Arctic 2205; ASTM A240 requirements (655 MPa (95 ksi), 450 MPa (65 ksi)) showed by green stars [16]
Toughness properties between − 200 °C (− 328 °F) and 100 °C (212 °F) in base materials are displayed in Fig. 7. Tests were performed using material from both 20-mm and 90-mm thick plates. Ductile–brittle transition temperature is shifted to lower temperatures for Arctic 2205, and in the temperature range [− 50 to − 100 °C], CVN values are significantly enhanced. Requirements of 45 at − 46 °C (− 50 °F) [19] are fulfilled around − 100 °C (− 148 °F) for Arctic 2205 instead of − 50 °C (− 58 °F) for the Standard 2205. This increase in toughness values is very interesting especially since the tensile properties are the same as the standard grade (Fig. 6).

Toughness curves of Standard 2205 and Arctic 2205 for 20 mm (left) and 90 mm (right) thick plates [16]
The main conclusion is that Arctic 2205 has the same corrosion and mechanical properties as the Standard 2205 grade and better toughness properties down to − 100 °C (− 148 °F). Standard 2205 is not generally recommended to use below − 50 °C (− 58°F). All results are in line with the most common requirements and specifications [16, 17].
3 Experimental part of welding assessment
3.1 Material and welding
The duplex materials tested, Standard 2205 and Arctic 2205, were from Industeel 55-mm-thick plate, solution annealed at 1095 °C (2003 °F) 1 mn/mm, followed by water quenching. The welding consumables, 2209, typically used by fabricators are shown in Table 3.
Three welds were performed by fabricators:
-
VRV company performed flat position (1G (ASME), PA (ISO 6947)) welding trials on two materials: the Standard 2205 and Arctic 2205. The filler materials were 2209 and the shielding and backing gas mixture for GTAW root passes consisted in 99.99% Ar. The bevel design was a U-shape 12° opening with a root gap of 3 mm, root face of 2 mm, and radius of 8 mm. After manual GTAW root passes, filling was performed using twenty passes with SMAW and the balance with SAW with string beads. The welding heat inputs were between 0.3 and 1.6 kJ/mm (7.5 and 40 kJ/in). The minimal preheat temperature was 10 °C (50 °F), and the maximum interpass temperature was 150 °C (300 °F).
-
Enerfab company performed welding trials on Arctic 2205 with 2209 flux-cored wires using two welding processes: FCAW in vertical position (3G (ASME), PF (ISO 6947)) with Ar + 25% CO2 shielding gas on one side and SAW in 1G on the other side. Welding heat inputs of the FCAW process were between 1.0 and 2.0 kJ/mm (25 and 50 kJ/in). Welding heat inputs of the SAW process were between 1.3 and 1.8 kJ/mm (32.5 and 45 kJ/in). The average welding heat input was around 1.6 kJ/mm (40 kJ/in). The bevel design is a double vee opened at 60° with a root gap of 2–3 mm (3/32’’–1/8’’). Seventeen FCAW passes were needed on the face side in 3G and twenty SAW passes on the root side in 1G. The minimum preheat temperature was 27 °C (80 °F), and the maximum interpass temperature was 100 °C (215 °F).
-
FBM Hudson Italiana company performed welding trials on Arctic 2205 with 2209 filler material with Ar + 2%N2 shielding gas using manual GTAW for the first pass with ESAB OK Tigrod 2209 Ø 2.4 mm and automatic GTAW hot wire process for filling passes in 1G with Böhler Welding Thermanit 22/09 Ø 1.2 mm. Welding heat input was 1.3 kJ/mm (32.5 kJ/in). Twenty passes were done on each side of the double U-shape 20° bevel. The minimum preheat temperature was 10 °C (50 °F), and the maximum interpass temperature was 100 °C (215 °F).
3.2 Microstructure analysis and mechanical tests
Each full thickness of the weld-cross section was ground and polished. The macrographs were etched with HCl + H2O2.
The microscopic examinations to reveal the microstructure of the weld assembly and any possible intermetallic phases and precipitates according to ASTM A923 method A [20] were done after grinding, polishing, and electrolytical etching with:
-
Soda NaOH (20% or 10 N (400 g L−.1 in distilled water))
-
Oxalic acid (10%)
-
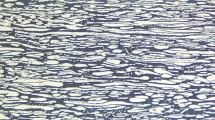
Color etching Lichtenegger and Blöch LB1 with a temperature above 60 °C (140 °F) (example HAZ × 1000, Fig. 8) (20 mL of ammonium hydrogen difluoride (NH4HF2), 0.5 g of potassium metabisulfite (K2S2O5) in 100 mL of distilled water (H2O))

Microstructure in HAZ etched with Lichtenegger & Blöch LB1, temperature > 60 °C (140 °F) (ferrite in dark and austenite in white)
The ferrite measurements have been performed with metallographic point counting according to ASTM E1245 or ASTM E562 standard [21]. The number of fields or magnification is dependent on the laboratory.
Mechanical tests (tensile, side bend, hardness, toughness) were performed according to ASME IX, ISO standard, and NORSOK.
4 Influence on ferrite content of a duplex joint: welding and measurement
The ferrite content after cooling of the weld and HAZ is mainly dependent on the chemical composition of the plate, welding parameters (heat input, welding process…), or configuration (thickness, preparation…).
When measuring the ferrite content on a welded joint, it is clear that the ferrite/austenite ratio is not only dependent on the parameters just listed but also on the measurement parameters: method, location, or magnification [9].
4.1 Effect of the welding conditions
On welded joints (HAZ or WM), two areas can be considered: the as-welded condition (single exposure, higher ferrite content) and the re-heated part (multiple exposures which promote the formation of secondary austenite, lower ferrite content) [8, 9]. Maximum ferrite content will be measured in the as-welded condition.
In addition to the number of thermal cycles, ferrite content is dependent on the weld cooling rate, in other words on the thickness of the plate, the weld configuration (butt weld or fillet), the efficiency of the welding process, and the heat input.
As the austenite formation occurs at a high temperature, preheating, postheating, and interpass temperature are not influencing parameters [22].
Based on Industeel’s database on welded joints, several formulas have been determined to predict the microstructure and the properties of duplex-welded joints [23]. The maximum ferrite content is emphasized by the following graphs depending on the cooling rate (Fig. 9).

Ferrite content in HAZ of Standard 2205 (0.16%N2) and Arctic 2205 (0.19%N2) according to the cooling rate of the weld at 700 °C (1292 °F) (°C/s) [26]
The knowledge of the cooling rate of the weld is a significant element in the prediction of the microstructure of the duplex or super duplex alloys [24, 25].
The criterion used is the cooling rate at 700 °C (1292 °F). Other criteria such as the cooling rate at 1000 °C (1832 °F) or cooling times between 800 and 500 °C (1472 and 932 °F) or between 1100 and 900 °C (2012 and 1652 °F) have also been tested [25]. But, even if the ferrite–austenite transformation occurs at high temperature (~ 1200 °C (2192 °F)), compared to the other criteria, the cooling rate at 700 °C (1292 °F) (expressed in °C/s) has proved the most accurate for prediction of the HAZ microstructure of duplex materials [25].
The essential factors which determine the cooling rate are from Adam’s theoretical formulas [26]:
-
Heat input calculated from voltage, amperage, and travel speed values
-
Preheating temperature or in the case of multipass welding, interpass temperature
-
Thickness of the plate or equivalent thickness depending on the joint type
-
Efficiency of the welding process
-
Physical constants (thermal conductivity, mass volume, and specific heat)
The cooling rate at 700 °C is correlated to conventional cooling time between 800 and 500 °C (1472 and 932 °F).
The higher the cooling rate is, the higher the ferrite content will be [24]. It also highlights the beneficial effect of nitrogen on the phase balance. High nitrogen content (0.18–0.19%) for 2205 duplex promotes a ferrite content lower than 70%, whatever the cooling rate.
Arctic 2205 shows a very good microstructural stability of the HAZ during internal welding tests: BOP with autogenous GTAW and an actual weld using SAW in half V groove with either 2209 or nickel base filler metals [8].
Ten bead-on-plate coupons were welded using the SMAW process with varying heat inputs (0.55–4.7 kJ/mm) to evaluate the maximum ferrite content in the HAZ for given cooling rates. The ferrite content was measured according to the manual point count method described in ASTM E562. The results shown in Fig. 10 reveal that the ferrite content in the heat-affected zone is always below 70%, regardless of the heat input. Measurements of maximum ferrite are below prediction due to the limited magnification used (× 1000).

Ferrite content measured for Arctic 2205 as a function of the cooling rate of the weld at 700 °C (1292 °F) (°C/s) [26]
4.2 Effect of the methodology of measurement on the ferrite content
Based on the API RP 582 guideline [27], the maximum ferrite content can be measured in the as-welded state (under cap pass) [9] using manual point counting as defined by ASTM E562 [21] or automatic counting defined by ASTM E1245 [18] after calibration with ASTM E562 method only for base material and weld metal. The ferrite measurement for BM and WM using ASTM E1245 usually gives equivalent results compared to the manual point counting method with a good reproducibility. The determination of the maximal ferrite content in the HAZ is difficult using this method [28].
Several requirements regarding the ferrite content are provided in standards, guidelines, and/or customer specifications. Those related to the oil and gas industry are summed up in Table 4. If the ferrite content requirements are globally common for BM and WM, with an appropriate and representative magnification, the ferrite content requirements in the HAZ can evolve in terms of maximum ferrite content from 60 to 70% and magnification from × 400 to × 1000 magnification.
ASTM E562 is a guideline for phase measurement (duplex and austenite) but does not precisely specify the magnification for the micrographic examination. Consequently, the ferrite content interpretation is heavily dependent on the operator. According to Industeel’s experience, a difference of 5 points can be measured by different operators using the same measurement method and the same sample. A difference of 12 points is obtained when considering different operators and different methods. The results found by the grid method give a result 5 points below the results obtained by the image analysis method (Fig. 11). It is important to have in mind that the limit of 70% was evaluated with the grid methodology. The limit of 70% could be shifted with another methodology.

Effect of methodology on ferrite content (%) measurement, the limit of 70% was evaluated with the grid methodology
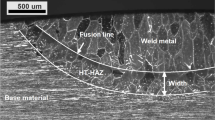
Usually, oil and gas requirements are more precise: × 400 for base material and weld metal and higher than × 400 or × 500 magnification for HAZ. Figure 12 highlights the influence of a ferrite measurement at × 400 magnification and × 1000 magnification in the same HAZ.

Magnification of × 1000 in HTHAZ will give a more representative ferrite content [29]
Even with these recommendations, it appears that the ferrite content can evolve from roughly 50 to 75–80% for a single microstructure. For instance, a higher magnification allows the grid measurement to include only a high-temperature heat-affected zone (HTHAZ) characterized by a high temperature and high cooling rate thermal cycle, whereas at × 400 magnification, the grid is located in a mix between parent material, HAZ, and even weld metal. Rationally, the first one is severe but more representative of the HTHAZ and the second one does not represent the HAZ.
The magnification must be properly chosen to allow a representative measurement of the HAZ. According to Industeel’s experience, a × 400 magnification is not fully representative, whereas a × 1000 magnification is more relevant to evaluate the HAZ ferrite content.
5 Results and discussion: welding assessment by fabricators
Industeel worked in partnership with several fabricators to assess the properties of welded Arctic 2205 samples.
5.1 GTAW, SMAW, SAW: better properties and lower ferrite content with Arctic 2205
The macrograph on Arctic 2205 (Fig. 13) shows no defect.

Macrograph on Arctic 2205 (GTAW, SMAW, SAW)—55 mm thick
The microscopic examinations after etching with electrolytic soda 40% (Fig. 14) or oxalic 10% (Fig. 15) show that microstructures are free from precipitates or intermetallic phases.

Microstructures etched with electrolytic soda 40%, magnification × 400

Microstructures etched with electrolytic oxalic 10%, magnification × 400
The ferrite measurements (Table 5) have been performed with micrographic counting according to the ASTM E1245 standard (× 400, thirty fields). Ferrite contents in WM are about 55% in Standard 2205 and 50% in Arctic 2205. The ferrite contents are below 70% as required.
Table 6 shows the results of the Charpy impact tests performed at − 46 °C (− 50 °F) in HAZ and WM of the welded samples. The toughness values in HAZ are clearly better for Arctic 2205 being almost twice those obtained for Standard 2205 material. In weld metal, base material composition impacts more at the root due to dilution.
A hardness survey gives all results below the 320 HV10 required. Transverse tensile specimens ruptured in the base metal at 750 MPa (> 655 MPa or 95 ksi required), while side bend tests with a mandrel of 40 mm showed no indications.
The pitting tests were performed according to ASTM G48A [30] on surfaces (on the cap and on the root) after 400 grit paper grinding and pickling. No corrosion was observed on the samples after a G48A at 22 °C (72 °F) for 24 h (Fig. 16).

Absence of pits on specimen surface cap and root (observation at × 20)
5.2 FCAW, SAW: influence of O2 on WM toughness, ferrite content below 70 % in HAZ
The macrograph (Fig. 17) shows no defect.

Macrograph of Arctic 2205 (FCAW, SAW)—55 mm thick
The ferrite contents (Table 7) were measured according to the ASTM E562 standard [21] (50 points per grid) in four separate locations: as-welded or reheated weld metal areas (× 500, twenty fields) or heat-affected zones (× 1000, thirty fields). The maximum ferrite content in the HAZ is about 63%. The results are in good agreement with common specifications: below 55% in WM and below 65% in HAZ.
It appears that appropriate ferrite content, in accordance with API RP 582 [27] and NORSOK [19], can be achieved using the duplex grade Arctic 2205.
Chemical analyses were performed on WM and compared to certificates (Table 8).
The results are consistent with a low dilution with the base metal or with the flux activity (SAW).
A hardness survey gives all results below the 320 HV10 required. In the weld metal, the highest values are located at mid-thickness (~ 280 HV10). In the HAZ, the maximum value does not exceed 290 HV10.
Tensile specimens ruptured in the base metal in average at 730 MPa, in accordance with typical values of Arctic 2205 and above the requirements (> 655 MPa or 95 ksi).
Impact tests at − 46 °C (− 50 °F) (Table 9) are about 50 J in weld metal (FCAW or SAW) because of higher O2 content and 115 J in HAZ.
The micrographs (Figs. 18 and 19) show microstructures free from precipitates and intermetallic phases.

Metallographic examinations of WM and HAZ into FCAW joint on Arctic 2205, etching NaOH 10 N (ferrite brown and austenite white)

Metallographic examinations of WM and HAZ into SAW joint on Arctic 2205, etching NaOH 10 N (ferrite brown and austenite white)
The pitting corrosion tests were performed according to ASTM G48A [30] on two specimens (cap side (FCAW) and root side (SAW)) including the WM, the HAZ, and the BM. No pitting or weight loss was noticed at 22 °C (72 °F).
5.3 GTAW-Hot wire: improved toughness down to -101 °C (-150 °F)
The macrograph (Fig. 20) is free from any defect.

Macrograph of Arctic 2205 (GTAW, GTAW hot wire)—55 mm thick
The micrographs presented in Fig. 21 show representative areas of WM and of the HAZ after NaOH etching at 400 × magnification.

Metallographic examinations of weld metal and heat-affected zone into GTAW hot wire joint on Arctic 2205, etching NaOH 10 N (ferrite brown and austenite white)
The austenitic-ferritic microstructure in WM and HAZ is free from precipitates or intermetallic phases.
The initial test method, used by an external laboratory, for ferrite measurements was as follows:
-
Micrographic counting according to the ASTM E562 and ASTM E1245.
-
Number of fields: 5 fields in the WM: 225 points per grid; 5 fields in the HAZ: automatic counting.
-
Magnification: × 500 in WM and × 500 in HAZ.
-
NaOH 20% electrolytic etching.
-
Relative accuracy < 10%
The ferrite contents were measured on the same location of the impact test notches. Results are gathered in Table 10. They are in the range of 45–50% in the heat-affected zone.
A second test method, used by Industeel, for ferrite measurements was as follows:
-
Micrographic counting according to the ASTM E562 standard.
-
Number of fields: 25 fields in the WM: 50 points per grid; 25 fields in the HAZ: 50 points per grid.
-
Magnification: × 500 in WM and × 1000 in HAZ.
-
Lichtenegger and Blöch LB1 > 60 °C (140 °F) color etching.
-
Relative accuracy < 10%
All the average values obtained are reported in Table 11.
In WM, the ferrite contents measured by Industeel (28–39% range—Table 11) are in accordance with the ferrite contents measured by an external laboratory (35–38%—Table 10). It should be noted, in reheated areas of the weld metal, that the grid method gives a very local ferrite content value lower than 30%, which is required in some specifications (Industeel measure: 28.4%). Finally, all the values are in the range from 20 to 60% recommended by Industeel and generally required by end-users.
In HAZ, the ferrite contents measured by Industeel at × 1000 magnification are higher than those obtain at × 500 magnification. In all cases, the HAZ ferrite contents are lower than the 70% required.
The exams carried out on the assembly fabricated using industrial conditions give a microstructure in line with the end-user’s request.
Chemical analyses were performed on WM and compared to certificates (Table 12).
Except for the nitrogen content, the weld metal composition corresponds to that of the wire diluted with the base metal.
The nitrogen content (0.217%) appears high compared to the values given on the wire (0.13%) and on the base metal (0.183%). A double-check confirmed the high nitrogen content in weld metal (second value measured = 0.260%). To investigate, it would be interesting to study the transfer of nitrogen [31, 32] in the weld metal with the GTAW hot wire process.
The low weld metal oxygen content obtained with the GTAW hot wire process should be noted.
The PREN of the weld metal is 37.3 when considering N = 0.217% (35.3 for base metal).
The toughness values are all above 100 J at − 100 °C (− 150 °F) when welded with welding processes with low oxygen (GTAW, GTAW hot wire) (Table 13). Results are well above requirements.
6 Conclusions
Arctic 2205 duplex stainless steel was developed to provide enhanced weldability and improved toughness properties at low temperatures. The characterization of samples welded by several fabricators confirmed improved weldability through controlled ferrite contents, always below 70%, in heat-affected zones and excellent Charpy impact test values at low temperature as well. This material presents the same corrosion and mechanical characteristics as the Standard 2205 duplex material. The combination of these capabilities will help expand the use of the duplex material, particularly for heavy sections in applications requiring stringent low-temperature toughness properties.
The Arctic 2205 can be supplied as quarto-plate material up to 90 mm thick. The adjusted chemical composition and processing parameters will result in a small premium in cost. However, due to the expanded applications in lower temperature environments − 100 °C (− 150 °F), there may be an opportunity to transition to Arctic 2205 from traditionally more expensive super austenitic and Ni-based alloys. In addition, the increase in strength of duplex materials may allow thinner wall plates and pipes to achieve comparable design results versus thicker alternatives. That coupled with the improved weldability will keep the Arctic 2205 cost competitive in a variety of applications.
References
J Charles, P Chemelle (2010) Proc fo the 8th Duplex Stainless Steels conference. The history of duplex developments, nowadays DSS properties and duplex market future trends. Beaune : EDP Sciences, Book available on demand.
Y Jiang, H Tan, Z Wang, J Hong, L Jiang, J Li. (2013) Influence of Creq/Nieq on pitting corrosion resistance and mechanical properties of UNS S32304 duplex stainless steel welded joints. 252–259.
Kordatos JD, Fourlaris G, Papadimitriou G (2001) The effect of cooling rate on the mechanical and corrosion properties of SAF 2205 (UNS 31803) duplex stainless steel welds. Scripta mater 44:401–408. https://doi.org/10.1016/S1359-6462(00)00613-8
Yang Y, Yan B, Li J, Wang J (2011) The effect of large heat input on the microstructure and corrosion behaviour of simulated heat affected zone in 2205 duplex stainless steel. Corros Sci 53:3756–3763. https://doi.org/10.1016/j.corsci.2011.07.022
A Vinoth Jebaraj, L Ajaykumar, CR Deepak, KVV Aditya. 2017 Weldability, machinability and surfacing of commercial duplex stainless steel AISI2205 for marine applications – a recent review. 8, 183–199
Muthupandi V, BalaSrinivasan P, Shankar V, Seshadri SK, Sundaresan S (2005) Effect of nickel and nitrogen addition on the microstructure and mechanical properties of power beam processed duplex stainless steel (UNS 31803) weld metals. Mater Lett 59:2305–9. https://doi.org/10.1016/j.matlet.2005.03.010
Chaudhari AN, Dixit K, Bhatia GS, Singh B, Singhal P, Saxena KK (2019) Welding behaviour of duplex stainless steel AISI 2205: a review. Mater Today Proc 18:2731–2737
Cissé S, Le Manchet S, Paul D, Villaret V (2017) Duplex stainless steels for low temperature applications. San Francisco, California, : ISOPE 2017 conference, June 25−30
A. Corolleur, A. Fanica, G. Passot. (2015) Ferrite content in the heat affected zone of duplex stainless steels. Graz, Austria : Stainless steel conference, 28–30
C.R. Xavier, H.G. Delgado Junior, J.Adilson de Castro. (2015) An experimental and numerical approach for the welding effects on the duplex stainless steel microstructure. Materials Research. https://doi.org/10.1590/1516-1439.302014.
S. Hertzman, J. Charles. (2010) On the effect of nitrogen on DSS. Beaune: duplex stainless steel, 13–15 Oct. Vol. International Conference & Exhibition. p355.
J. Charles. (1991) Duplex Stainless Steels '91. Super duplex stainless steels: structure and properties. Beaune : les édition de physique, 1 151–168. ISBN 2–86883–163-X.
A. Fanica, B. Bonnefois, J-C Gagnepain. (2007) Welding duplex stainless steels: recent improvements. Grado, Italy : s.n.,
Hosseini VA, Hurtig K, Karlsson L (2020) Bead by bead study of a multipass shielded metal arc-welded super-duplex stainless steel. Weld World 64:283–299. https://doi.org/10.1007/s40194-019-00829-7
B. Bonnefois, J. Charles and L. Coudreuse. Welding superduplex stainless with Nickel base filler material: innovation in the consumables and industrial experience.
S. Le Manchet, S. Cissé, G. Passot, D. Paul. 2019 Development of 22%Cr duplex stainless steel with enhanced weldability and toughness properties for oil & gas applications. Nashville, Tennessee, USA : CORROSION 2019, March 24–28,. NACE-2019–12931.
ASTM A240. Standard specification for chromium and chromium-nickel stainless steel plate, sheet, and strip for pressure vessels and for general applications. West Conshohocken : ASTM, 2017.
EN 10088. Stainless steels — part 2: technical delivery conditions for sheet/plate and strip of corrosion resisting steels for general purposes. Paris, France: AFNOR, 2014.
Norsok M-630, Edition 6, October 2013. Material data sheets and element data sheets for piping.
ASTM A923 - 14. Standard test methods for detecting detrimental intermetallic phase in duplex austenitic/ferritic stainless steels.
ASTM E562. Standard test method for determining volume fraction by systematic manual point count. west conshohocken : ASTM, 2020.
J.L. Moiron. 2000 Souder les aciers inoxydables. Paris: SIRPE, 108. ISBN 2–906643–21–1.
B. Bonnefois, P. Soulignac. (1997) Statistical system of prediction for duplex and superduplex weld properties. 5th world conference: in Proc. Duplex stainless steel.
B Bonnefois J Charles F Dupoiron P Soulignac 1991 How to predict welding properties of duplex stainless steels Proceedings of the Conference on Duplex Stainless Steels ’91 Beaune France: s.n 1 347 361
B. Bonnefois. Comportement des assemblages soudés Comportement des assemblages soudés en aciers inoxydables avec addition d'azote. EUR 159961. ISBN 92–827–4105–2.
Adams CM Jr (1958) Cooling rates and peak temperatures in fusion welding. Weld Journal 37:210 S
API 582–09. Welding guidelines for the chemical, oil, and gas industries.
A. Robineau. (2010) Lean duplex grades: weldability and properties of welded joint. Beaune: Duplex stainless steel 2010, International Conference & Exhibition, 13–15 Oct
A. Fanica. (2011) Forming and Stress Relieving of welded superduplex. s.l.: Stainless Steel World Conference & Expo 2011 Maastricht, The Netherlands, 29 November -1 Dec
ASTM G48. (2015) Standard test methods for pitting and crevice corrosion resistance of stainless steels and related alloys by use of ferric chloride solution. West Conshohocken, PA: ASTM.
Du Toit M, Pistorius PC (2003) Nitrogen control during autogenous arc welding of stainless steel — part 1: experimental observations. Welding journal 82(8):219-s-224-s
Varbai B, Pickle T, Májlinger K (2019) Effect of heat input and role of nitrogen on the phase evolution of 2205 duplex stainless steel weldment. Int J Press Vessels Pip 176(103952):7. https://doi.org/10.1016/j.ijpvp.2019.103952
Acknowledgements
Industeel would like to acknowledge the fabricators: VRV with F. Scaramellini, welding engineer; FBM Hudson Italiana with S. Gaspani, welding engineer; and Enerfab with B.A. Sprengard, quality assurance, who performed the welding trials on this grade. Their welding expertise is greatly appreciated. The authors would like to thank Dr E.M. Westin for the review of this paper.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict interest
The authors are employed by Industeel—ArcelorMittal.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission II - Arc Welding and Filler
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Higelin, A., Le Manchet, S., Passot, G. et al. Heat-affected zone ferrite content control of a duplex stainless steel grade to enhance weldability. Weld World 66, 1503–1519 (2022). https://doi.org/10.1007/s40194-022-01326-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01326-0