
Abstract
In as-delivery state, duplex stainless steels have between 35 to 60 % of ferrite with the rest consisting of austenite. This balance is known to be a good compromise for the maximal corrosion resistance and mechanical properties. When the duplex is heat affected by welding, the phase balance changes close to the fusion line. In this Heat Affected Zone (HAZ), the ferrite content is increased significantly, leading to a reduction in the use properties. It is also important to understand the ferrite content issues and to manage them.
As a first approach, this paper will underline the main influential parameters changing the ferrite content and will show how it can be predicted. Additionally, ferrite contents achievable on duplex hot rolled plate, HAZ, and weld metal will be highlighted and discussed in relation to standards from the oil and gas industry.
Zusammenfassung
Im Auslieferungszustand haben Duplex-Edelstähle zwischen 35 bis 60 % Ferrit; der Rest besteht aus Austenit. Dieses Gleichgewicht ist bekannt als ein guter Kompromiss für maximale Korrosionsbeständigkeit und gute mechanische Eigenschaften. Wenn das Duplexgefüge durch Schweißen wärmebeeinflusst wird, ändern sich die Phasenanteile in der Nähe der Fusionslinie. In dieser Wärmeeinflusszone (WEZ) wird der Ferrit-Gehalt deutlich erhöht, was zu einer Verminderung der Gebrauchseigenschaften führt. Ebenfalls ist es wichtig, den Einfluss des Ferrit-Gehalts zu verstehen und einzustellen.
In einem ersten Ansatz unterstreicht dieser Beitrag die wichtigsten Einflussfaktoren bezüglich Änderung des Ferrit-Gehalts und zeigt auf, wie dieser vorhergesagt werden kann.
Zusätzlich wird der erzielbare Ferrit-Gehalt in warmgewalzten Platten, der WEZ und im Schweißgut aufgezeigt und in Bezug auf Standards in der Öl- und Gasindustrie diskutiert.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Duplex stainless steels (DSS) are a balanced mix between austenite phase and ferrite phase. They combine high strength and corrosion resistance compared to standard austenitic stainless steels, which explains their wide use in oil and gas applications for instance. In order to keep optimized corrosion and toughness properties, the ferrite content has to be under control either on parent metal, heat affected zone (HAZ), or weld metal.
In as-delivery condition, DSS have a 50/50 austenite-ferrite microstructure after a solution annealing usually at 1050–1100 °C followed by a rapid quenching (Fig. 1).

Metallographic examination of a typical duplex microstructure (x200)
During the welding operation, the thermal cycles induced by welding operations can reach up to 1300 °C and strongly impact the microstructure by transforming the austenite into ferrite.
As the cooling rate is quite high, the re-transformation of ferrite into austenite is not completely achieved and the austenite is made of needles. Thus, HAZ of duplex stainless steels are characterized by higher ferrite content than parent material (Fig. 2).

Metallographic examination of HAZ after Lichtenegger & Bloech etching (x200). (ferrite in blue/black, austenite in white)
The ferrite content after cooling of the weld and heat affected zone (HAZ) is mainly dependent on the chemical composition of the plate, welding parameters (heat input, welding process, and more), or configuration (thickness, preparation, and more).
When measuring the ferrite content on the welded joint, it becomes clear that the ferrite/austenite ratio depends not only on the previous parameters but also on the measurement parameters of method, location, or magnification.
The aim of this paper is to describe the influence of different parameters on the ferrite content in HAZ and how the latter can be predicted, regarding the usual oil and gas requirements that can be encountered. A tube to tubesheet assembly will be discussed based on different measurement methods and ferrite content requirements.
2 Influent Parameters on the Ferrite Content of Duplex Stainless Steels
-
a.
Effect of the Chemical Composition
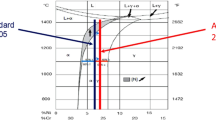
The chemical composition of DSS is defined in ASTM and EN standards with some wide alloying element contents that cannot fully ensure good corrosion resistance, toughness properties, and weldability. In order to promote the austenite formation during the welding cooling, an austenite former can be added. As a first approach, nickel content is an interesting candidate. But it mainly affects the microstructure after solution annealing and strongly impacts the raw material cost. Since the 1970’s, nitrogen has been commonly added in the duplex chemistry. It has a beneficial effect on both corrosion resistance and tensile properties and is less expensive than nickel. It also increases the temperature of the austenite formation [6, 8], as described in Fig. 3.

Phase diagram of duplex steel
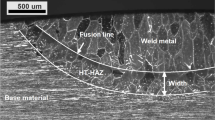
As a consequence, nitrogen promotes austenite formation in the HAZ and limits the effect of welding thermal cycles. The following microstructures (shown in Fig. 4) illustrate the HAZ changes with the increasing of nitrogen into UR 2304 (S32304/1.4362) plates for equivalent welding parameters, thickness, and welding process:

Influence of nitrogen on ferrite content and width in HAZ. in as-welded condition
Not only the ferrite content decreases but also the width of the HAZ shrinks to become very thin (about 150 µm). To improve weldability, nitrogen is commonly added in actual DSS.
For the weld metal, duplex filler metals have high nickel content (usually 9 to 10 % Ni) to promote the austenite and moreover to enhance the toughness in the as-solidified structure. In case of Gas Tunsgten Arc Welding or Gas Metal Arc welding, a part of nitrogen loss in the arc has to be compensated by the nitrogen addition in the shielding gas. It allows the limitation of the ferrite content in the weld metal.
-
b.
Effect of the Welding Conditions
Once the chemistry of the DSS is fixed, the welding conditions can be studied. On welded joints, two areas can be considered: the as-welded condition and the re-heated part, both illustrated in Fig. 5. It highlights the influence of the measurement location on the ferrite content: ferrite is determined in a reheated HAZ, at mid-thickness, and in as-welded HAZ after a Lichtenegger and Bloech etching with a X800 magnification. The capping pass on the back reheats the HAZ created by the root pass, which promotes the formation of secondary austenite. This explains why the ferrite content is around 53 % in this area, whereas the HAZ of the cover pass is around 71 %, corresponding to the maximal ferrite content.

Evolution of the microstructure in duplex HAZ
From one skin plate to the other, the ferrite content can vary significantly. The most unbalanced area is considered as the most affected. This is for example the case for HAZ made by the last weld runs or for single pass weld. That is why the maximal ferrite content in as-welded condition has been studied here.
The same pattern is observed in the weld metal. Due to the filler metal chemistry and the dilution, the ferrite content range can be wide. From the as-solidified to the reheated conditions, the ferrite content significantly varies, as illustrated in Fig. 6.

Evolution of the microstructure in duplex weld metal
In addition to the number of thermal cycles, ferrite content depends on the welding cooling rate, in other words on the thickness plate, the weld preparation (butt weld or fillet), the efficiency of the welding process, and the welding heat input.
As the austenite formation occurs at high temperature, preheating, postheating, or interpass temperature are not influent parameters.
Ferrite content is not a matter of luck. Based on the Industeel database on welded joints, several formulas have been determined to predict the microstructure and the properties of duplex welded joints [4]. The maximal ferrite content is emphasized by the following graph depending on the cooling. The higher the cooling rate, the higher is the ferrite content. It also highlights the beneficial effect of nitrogen on the weldability. High nitrogen content at 0.17 % allows ferrite lower than 70 %, whatever the cooling rate (Fig. 7).

Influence of nitrogen on the ferrite content in HAZ
3 Measurement of the Ferrite Content
Ferrite content for duplex assembly is historically and currently measured using manual point counting as defined by ASTM E562 [3]. Either for parent metal, weld metal, or HAZ, this method is considered as a reference by most of standards, guidelines, and specifications even if a relative error of 10 % is accepted.
Automatic counting defined by ASTM E1245 [5] can also be used and can be less time consuming. However, this measurement method is not clearly described for duplex microstructures and has to be calibrated using the ASTM E562 method. If the ferrite measurement for parent metal and weld metal using ASTM E1245 usually gives equivalent results compared to manual point counting method with a good reproducibility, determination of the ferrite content in HAZ is difficult when using this method [10].
Magnetic methods such as Ferritscope, as described in ISO 8249 and AWS A4.2, are also currently used as a control measurement for parent metal and weld metal. However, this global measurement method, which strongly depends on surface quality (roughness) or work-hardening [7], is not fully appropriate for determination of ferrite content in HAZ, since the width of this area is less than 1 mm while Ferritscope considers several millimetres.
4 Discussion
Several requirements regarding the ferrite content are observed in standards, guidelines, or customers specifications. Those of the oil and gas industry are summed up in Table 1.
If the ferrite content requirements are globally common for parent metal and weld metal, with an appropriate and representative magnification, the ferrite content requirements in HAZ can evolve in terms of maximal ferrite content and magnification, from 60 to 70 % ferrite content and from X400 to X1000 magnification.
-
a.
Magnification
ASTM E562 is a guideline for phase measurement (duplex and austenite) but does not precisely specify the magnification for the micrographic examination. As a consequence, the ferrite content interpretation is strongly dependant on the choice of the operator. Usually, oil and gas requirements are more precise: X400 for base material and weld metal and higher than X400 or X500 for HAZ. Fig. 8 highlights the influence of a ferrite measurement at X400 magnification and X1000 magnification in the same HAZ.
Even with these recommendations, it seems that the ferrite content can evolve from roughly 50 % to 75–80 % for one microstructure. For instance, a higher magnification allows a placement of the grid measurement in a high temperature heat affected zone (HTHAZ) characterized by a high temperature and high cooling rate thermal cycle, whereas at X400 magnification the grid is located in a mix between parent material, HAZ, and even weld metal. Rationally, the first one is severe but more representative of the HTHAZ, and the second one does not represent the HAZ.

Influence of magnification on ferrite content in HAZ
The magnification rate has to be properly chosen to allow a representative measurement of the HAZ: X400 magnification is not fully representative, whereas a X1000 magnification is more than conservative to evaluate the HAZ balance.
-
b.
Location
Based on the API RP 582 guideline [1], ferrite content is usually controlled in three areas: root pass, mid-thickness, and cover pass, regardless of the products: plate, tube, forging, and more.
As previously explained, the location of the measurement has a strong impact on the ferrite content: HAZ close to root pass and mid-thickness passes are often re-affected by the welding passes and by the promotion of the ferrite to austenite formation (secondary austenite).Yet, HAZ close to the cover pass is as-welded state, without any reheating. As a consequence, maximal ferrite content can be measured in this area.
As specified in API RP 582, the location of the measurement has to be defined clearly, since it has a strong influence of ferrite content.
5 Case Study: Example of Tube to Tubesheet Assembly
First, a tube to tubesheet assembly was performed with S32205 seamless tube and tubesheet and ER 2209 filler metal using automatic GTAW process. The welding heat input was 0.79 kJ/mm in vertical position with Ar + 3 %N2 shielding gas (Fig. 9).
Ferrite measurements have been performed on three samples from one assembly by using the following procedure:
-
Micrographic counting according to the ASTM E562 standard (25 points grid)
-
Number of field:
-
20 fields in the tube HAZ
-
30 fields in the tubesheet HAZ
-
-
Magnification: X1000 in order to have only HAZ in each grid

Metallographic examinations of tube and tubesheet HAZ
The results are described in Table 2. The ferrite contents have been measured for the same assembly in three different locations.
For the tube or tubesheet HAZ, it is clearly shown that the common requirement of 60 or 65 % ferrite content cannot be achieved.
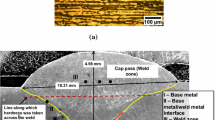
Second, optimized UR 2205 (S31803) and UR 2205Mo (S32205) with low ferrite content and improved weldability [6] were tested using the same testing conditions and measurement method. Table 3 details the ferrite content in HAZ of the tubesheet, and its microstructure is shown in Fig. 10.

Metallographic examination in HAZ of UR 2205 low ferrite
It is shown that appropriate ferrite content, in accordance with API RP 582 for instance, can be achieved for a severe assembly using duplex grades with improved weldability, such as UR 2205 and UR 2205Mo low ferrite.
References
API 582-09, Welding guidelines for the chemical, oil, and gas industries
ASTM A240-13, Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications
ASTM E562-08, Standard Test Method for Determining Volume Fraction by Systematic Manual Point Count
Bonnefois, B.; Soulignac, P.: Statistical system of prediction for duplex and superduplex weld properties, In: Proc. Duplex stainless steel 97, 5th world conference, 21–23 October 1997, Maastricht, The Netherlands, 1997
EN 10088-05, Stainless steels — Part 2: Technical delivery conditions for sheet/plate and strip of corrosion resisting steels for general purposes
Fanica, A.; Bonnefois, B.; Gagnepain, J-C.: Welding duplex stainless steels: recent improvements, Duplex 2007, Grado, Italy, 2007
Fanica, A.: Forming and Stress Relieving of welded superduplex, Stainless Steel World Conference & Expo, 29 November – 1 December 2011, Maastricht, The Netherlands, 2011
Hertzman, S.; Charles, J.: On the effect of nitrogen on DSS”, Duplex stainless steel 2010, International Conference & Exhibition, 13–15 October 2010, Beaune, France, 2010, p. 355
Norsok M-630, Edition 6, October 2013, Material data sheets and element data sheets for piping
Robineau, R.: Lean duplex grades: weldability and properties of welded joint, Duplex stainless steel 2010, International Conference & Exhibition 13–15 October 2010, Beaune, France, 2010
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Corolleur, A., Fanica, A. & Passot, G. Ferrite Content in the Heat Affected Zone of Duplex Stainless Steels. Berg Huettenmaenn Monatsh 160, 413–418 (2015). https://doi.org/10.1007/s00501-015-0408-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-015-0408-8