
Abstract
The increased use of electromobility due to ecological and financial motives confronts many enterprises and scientific communities with new challenges. The future viability of this technology is, among other things, depending on the electric range and on the purchase price of the electric vehicle. In addition to research work in the field of battery technology, the automotive industry is focusing on the reduction of the overall weight, the production complexity, and the production costs in order to increase fuel consumption and the range of electric vehicles and, moreover, to make electromobility more affordable. Due to the favorable ratio of strength and dead weight, aluminum die casting parts provide, in combination with the appropriate joining technology, the required preconditions for lightweight construction. The die casting process allows a large-scale manufacture. In the present study, the welding of the aluminum die casting alloy AlSi10MnMg, which is frequently used in automotive engineering, is investigated using the electron beam in atmosphere. At that, different casting quality scenarios are set with the aid of the die casting process and the robustness of the joining method is investigated with regard to die casting imperfections. The analyses are based on results of mechanical and chemical test methods.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Automotive manufacturers are under increasing pressure to reduce CO2 emissions while, at the same time, reducing production costs. Lightweight construction offers the correct solution. The die casting process brings about a further possibility to produce complex components made of hardenable aluminum alloys and allows reduction of costs and weight. Aluminum castings are found predominantly in the fields of chassis, engine, and gearbox production. However, less safety-relevant components are increasingly manufactured by die casting. High-quality die casting is not required for all spare parts. Varying components involve different requirements. These requirements provide an additional possibility to reduce production costs [1].
For this, however, a joining process is necessary which is robust against casting imperfections and has high reliability. In addition, the process should be characterized by a high level of flexibility and efficiency. The objective is to use a low-cost joining technique for joining high volumes of low-cost die cast parts.
This paper is focused on the possibilities of the electron beam in atmosphere (NV-EB) for joining different die cast quality levels. A number of previous papers have solely investigated the joining of die cast by LB and conventional welding processes. However, NV-EB welding also has a special place in the history of the automotive industry [1].
2 Welding process
The electron beam welding (EBW) process utilizes physical processes to convert kinetic energy into heat when the highly accelerated electron beam impinges on the solid material. The essential electrons are emitted and manipulated by a conventional electron beam (EB) generator according to a triode principle in high vacuum. In this case, electrons are emitted from a tungsten cathode by thermal emission and are accelerated to the required speed by a voltage potential applied between cathode and hole anode. A control electrode arranged between cathode and anode controls the beam current and is responsible for the first beam formation [2].
In contrast to EBW in vacuum, the electron beam generated in vacuum (10−4–10−6 mbar) is guided to the atmosphere by using a multi-stage pressure system (Fig. 1). The electrons, accelerated to approximately two third of the speed of light (at 150-kV acceleration voltage), are bundled by magnetic lenses in the beam generator, focused, and deflected to the outlet nozzle [4]. The beam is slightly scattered by different pressure levels in the pressure stage system (PSS). The accelerated electrons hit the much larger molecules of the air and are deflected by them. By a coaxial supply of a gas with a lower density (helium 0.1787 g/dm3) into the PSS, the denser air is displaced and the interaction between molecules and electrons is minimized [3]. Twenty to thirty percent of the emitted electrons are absorbed by the pressure stage system. A continuous cooling protects the system against thermal load. In order to suppress the ingress of spatters, metal vapors, ions, and back-scattering electrons into the beam gun, helium is additionally fed using a cross jet below the outlet nozzle [3].

Pressure control and pressure stage system for NV-EB welding at the ISF [3]
In NV-EB welding, it is not possible to use the various possibilities of electromagnetic beam manipulation for influencing the weld pool. Rather, the focus position and the position of the beam are fixed to a point so that the beam has minimal loss in the PSS. NV-EBW has different possibilities to influence the welding process. The energy per unit length of the weld is adjusted by changing the beam current or the welding speed. Power density distribution, on the other hand, is also influenced by the working distance. With increasing distance between exit nozzle and workpiece, the beam expands so that the energy input changes from welding capillary (or keyhole) to thermal conduction.
2.1 Material
Due to its technical relevance in the automotive industry and rail vehicle construction, the heat-treatable aluminum alloy AlSi10MnMg is investigated using two different casting scenarios (Table 1). Trimal-05 (T-VDC) and Silafont-36 (S-VDC) were casted with vacuum support. For comparison, Trimal-05 was, in addition, casted in atmosphere (T-ADC).
Both alloy variants are characterized by good castability, especially for thin-walled and ribbed components, as well as by a possible thermal post-treatment, including heat treatment and welding. By targeted heat treatment, components made of AlSi10MnMg can be adjusted to the requested expansion and energy absorption capacities.
Since this concerns a eutectic alloy, solidification practically takes place without a solidification interval and a volume difference in transition from liquid to solid. For this reason, a hot-crack-free structure is to be expected during the welding process [5].
Imperfections resulting from the die casting process have different influences on material binding processes and on the quality of the weld. The most frequently occurring and most relevant imperfections are listed in Table 2 [6]. Defects are differentiated into imperfections which stem from the actual casting process, from the pre-treatment or after-treatment.
Pores formed by the welding process are caused by the hydrogen dissolved in aluminum melt [7]. When the temperature of the weld drops below 660 °C, the solubility of hydrogen in aluminum decreases by a factor of 20. By exceeding the solubility limit in the pasty melt, the hydrogen diffuses into pores. This effect is intensified by hydrogen diffused from the heat-affected zone (HAZ) [1 8].
In case of high cooling, as in a die casting process, the diffusion is suppressed and the hydrogen is forced to remain dissolved in aluminum alloy. The main sources of hydrogen in die casting processes are piston lubricants, release agents, and also the contact of the melt with atmospheric humidity [9]. The latter may also be responsible for a higher hydrogen content in the melt during the welding process. In aluminum die castings, hydrogen occurs in various forms. However, in this case, only hydrogen gas pores have influence on the strength and elongation properties of the base material. The welding process, on the other hand, is also influenced by chemically bound hydrides and dissolved hydrogen. Most hydrides have a low melting point and are locally decomposed by the welding process [9]. In order to minimize the hydrogen content in the melt prior to the casting process, an inert gas (nitrogen or argon) is used as purge gas. Another effect of melt degassing is the reduction of non-metallic impurities such as oxides and borides [6].
Air inclusions in die casting components may have different causes. The most common cause is air inclusion due to insufficient mold filling. In addition, due to a thermally active contact reaction between aluminum melt and release agent, gas pores can also be formed and solidified in the melt [10].
If the process parameterization or the metal pressure in the holding-pressure phase deviates from the target value, solidification cavities occur due to too-short solidification intervals which cannot be closed in the casting process. It is not possible to manufacture a casting structure without solidification cavities [9].
3 Methods
In order to be able to investigate the influence of different imperfections and cast qualities, sample plates are cast with and without vacuum support. Due to the vacuum technology, the porosity in the cast component can be reduced to a minimum. An overview of the examined die cast variations can be seen in Table 3. In addition, two different release agents are included in the test.
Prior to the casting process, the hydrogen gas content of the melt is determined using a vacuum density test. For this purpose, a correlation between the hydrogen content and the previously determined density index is used [11]. Before the casting process took place, the hydrogen content of the melt was lower than 0.2 ml/100 g of Al (0.17 ppm).
In order to be able to make a statement about the possible hydrogen increase due to the pressure casting processes in the cast component, the hydrogen content of solids is determined by melt extraction (ME) principle. In combination with an external, infrared heated furnace, the diffusible hydrogen content in aluminum is measured according to ISO 3690. For this purpose, samples are taken from different areas (sprue close side and sprue far side) of the plates and tested with and without casting skin. A differentiation between the dissolved hydrogen and hydrides cannot be made.
An accurate reference of the base material with regard to the volume errors and their effect on the joining process is achieved by a stochastic detection of the casting imperfections by means of destructive material tests. Therefore, mechanical properties are recorded and a metallurgical analysis of the basic materials is also carried out. For this purpose, flat tensile specimens were tested following DIN EN ISO 4136. For simplifying test expenditure, the tensile specimens have a dimension of 25 × 120 (mm × mm) and no typical chamfer. Therefore, the tensile results are only directly comparable. Scanning electron microscope (SEM) images from the fracture surfaces of basic material tensile specimens show that the die casting quality depends strongly on the die casting process.
Samples casted in atmosphere (ADC) show a strong cavity formation in the middle of the plates. Shrinkage cavities have a strongly jagged, cavernous shape and cause weakening of the base material. The base material improves significantly with the vacuum die cast (VDC) technology (Fig. 2). Some shrinkage cavities are always present.

SEM images of tensile fractures at sprue closer area. a T-ADC. b T-VDC. c S-VDC
All experiments were carried out using a Steigerwald beam generator system with an accelerating voltage of 150 kV. The beam outcoupling to atmosphere is made using a Weldaix PSS. Adjustment parameters of the beam and the working distance are kept constant for two power ranges (Table 4). The macrograph shows a NV-EB-welded reference seam of a vacuum die cast Triamal 05 specimen (T-VDC). The reference seam reaches 93% of the base material strength (Fig. 3). In addition, all welding samples were cleaned with isopropanol. The cast skins were not subjected to machining.

SEM analysis of NV-EB welded vacuum die cast. a S-VDC samples with 2.0 m/min, b T-ADC with 1.6 m/min, and c mean tensile strength with standard deviation
Due to the power loss in the PSS, the emitted beam current is adapted to the power losses so that the required power at atmosphere Patm is reached. The smallest possible working distance is selected with regard to a high process stability and a high beam intensity. For a further reduction of the working distance, a higher cross jet helium stream is required, which in turn has a negative effect on the beam intensity.
The parameter identification and optimization are only adapted by the welding speed in accordance with varying sheet thicknesses. The evaluation of weld geometry and the imperfections is carried out by means of quality levels D from DIN EN ISO 13919-2.
4 Results and discussion
The welding speed as main process parameter has a high influence on the solidification rate of the melt and, accordingly, on the outgassing of pores to the weld surface. Figure 5 shows the effect of a speed reduction from 2.9 m/min to 1.6 m/min on the weld porosity. With decreasing speed, the pores have more time to rise up to the surface and for outgassing. As a result, the weld porosity decreases significantly in the weld. The mechanical properties also decrease with higher welding speed. Due to the poor quality of samples casted in atmosphere (T-ADC), welding specimens with fewer pores mainly fail in the region of the base material. Therefore, it is not possible to make conclusions about the maximum strength of the seam at lower welding speeds, whereas weld specimens with a higher pore content only fail in the seam. For this reason, the weld is to be regarded as the weak point of the tensile specimen.
A low welding speed can also have a negative effect on the weld porosity. More hydrogen is forced to remain dissolved in the component and diffuses from the HAZ into the melt due to the higher heat input. Despite the low hydrogen content in the melt prior to casting, the S-VDC samples have a significantly higher hydrogen content in the solid (Table 3). This enters the component in different ways. Macrograph and SEM investigations of the base material can be used to exclude hydrogen gas pores which serve as hydrogen sources.
In order to improve the elongation properties of the base material, strontium is added to the AlSi10MnMg alloy as finishing [12]. However, the highly basic alkaline earth metal has a strong tendency to hydrogen absorption [13]. The melt modification of S-VDC samples with 200 ppm strontium may be the cause for the higher hydrogen content in the die cast component. In this case, the strontium-modified melt reacts by contact with humid ambient air (e.g., by decanting and transporting) according to [14]:
As a result, both low-boiling (710 °C) strontium hydroxide (Sr(OH)2) and hydrogen (H2) arise [13].
Most of the dissolved hydrogen can be removed by purge gas treatment; strontium hydroxides remain bound in the melt. During the welding process, the hydroxides decompose into their constituents due to low boiling temperature and the high temperatures of the joining process. The resulting high hydrogen content has a negative effect on the porosity and mechanical properties of the weld (Fig. 6).
An additional influence of a release agent on the hydrogen increase cannot be completely excluded.
A reduction of the welding speed, moreover, encourages the diffusion of hydrogen atoms from the heat-affected zone. The macrograph of S-VDC welding with 2.0 m/min in Fig. 6 shows an increased porosity near the fusion line of the weld. This arrangement of pores is decisive for the exclusive failure of the samples even at low tensile forces near the melt transition area (HAZ to weld).
SEM images of the fracture surfaces of welded tensile specimens illustrate the dimension of pore formation due to higher hydrogen content (left) and low hydrogen content (center) (Fig. 3). Single T-ADC tensile specimen with low hydrogen content in the base material fails in the center of the weld. The remaining specimens fail outside the welding zone due to the large shrinkage cavities in the base material.
Comparing the load-extension graphs of Figs. 4, 5, and 6, it becomes clear that the hydrogen content has no influence on the strength of the base material.

Macrograph of NV-EB welded Silafont-36 vacuum die cast S-VDC sample with 1.6 m/min

Macrograph of NV-EB welded Trimal-05 in atmosphere die cast T-ADC samples with a 2.9 m/min, b 1.6 m/min welding speed, and c mean tensile strength with standard deviation

Macrograph of NV-EB welded Silafont-36 vacuum die cast S-VDC samples with a 3.0 m/min, b 2.0 m/min welding speed, and c mean tensile strength with standard deviation
Porosity determinations using three macrographs per weld seam illustrate the relationship between welding speed and pore size as a function of the hydrogen content of the base material. A higher hydrogen gas content does not inevitably mean a higher quantity of pores. The total number of pores decreases slightly with increasing hydrogen content (Fig. 7). Welding of highly hydrogen-containing die casts at higher speeds reduces the number of pores below the value of slow welding speed parameters. In addition, the number of pores with diameters between 0.1 and 0.5 mm doubles with increasing hydrogen content (from 5 to 35 ppm). Simultaneously, pores larger than 0.5 mm are increasingly observed at speeds below 2 m/min. One reason for this effect could be the fusion of many micropores into a few macropores during the extended melting phase.

Relationship between pore size, pore quantity, and hydrogen content for two different welding speed ranges. a 6 kW. b 4 kW
As is known, the quality of cast components varies with regard to cast porosity and hydrogen content.
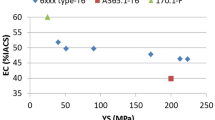
Welding at different locations on vacuum die cast samples T-VDC illustrates the quality discrepancy as well as the effect on the weldability with NV-EBW. As already assumed in Fig. 8, with good casting quality, the weld porosity doubles with increasing welding speed. On the other hand, the quality of the NV-EB weld in the area with reinforced porosity of the base material does not deteriorate drastically.

Relationship between porosity and hydrogen content, depending on location in vacuum. a Die cast T-VDC parts and b welding speed
5 Conclusion
With the electron beam in atmosphere as joining partner, weld porosities of less than 5% were achieved during the joining of aluminum die casts. Thereby, the process behaves robust against casting-related pores and shrinkage cavities. Like other thermal material joining processes, the weld porosity increases with the hydrogen content in the base material.
The following points can be summarized in this work:
-
die cast parts with low hydrogen content and even parts casted in atmosphere can reach a weld porosity less than 5%
-
the welding speed as main process parameter has a high influence on the outgassing of pores by welding less hydrogen-containing die cast parts
-
higher welding speeds have a positive effect on the weld porosity of die cast components with higher hydrogen content
-
with increasing hydrogen content and slow welding speeds, micropores grow into macropores and deteriorate the mechanical properties
-
in contrast to pores and gas inclusions, shrinkage cavities have no direct negative influence on the weldability of die casting
-
it can be assumed that strontium as a finishing alloy may increase the porosity in the seam as strontium hydroxide
A comparison between the work of Winkler [15] and present results shows that the NV-EBW with comparable die cast qualities achieves weld porosities of electron beam welding in vacuum and laser beam welding. The results also illustrate that NV-EBW has the potential to be an alternative joining process to laser beam welding for joining aluminum sheets and die cast parts. Its benefits are high-speed and low-cost operation for high volume production, plus the ability to weld a wide range of joint configurations using the same gun.
References
Ostermann F (2017) Anwendungstechnologie Aluminium. Springer, Berlin Heidelberg
Gomes-Buco J (1997) “Nonvacuum-Elektronenstrahlschweißen von Aluminiumträgern in der Großserie des Automobilbaus,” Schweißen und Schneiden, Bd 186, pp. 59–62
Stein L, Reisgen U (2016) Grundlagen der Fügetechnik - Schweißen, Löten, Kleben, DVS Media, Düsseldorf
Schultz H (2000) Elektronenstrahlschweißen. DVS-Verlag, Düsseldorf
Behr W (2003) Elektronenstrahlschweißen an Atmosphäre. Shaker, Aachen
Herrmann C, Pries H, Hartmann G (2013) Energie- und ressourceneffiziente Produktion von Aluminiumdruckguss. Springer, Berlin Heidelberg
Schulze G (2010) Die Metallurgie des Schweißens. Springer, Berlin Heidelberg
Ulanovskiy IB (2015) Hydrogen diffusion and porosity formation in aluminium. MIS&S, Moscow
Wiesner S (2003) Wirtschaftliche Herstellung von gasarmem, schweißbarem Aluminium Druckguß. Shaker, Aachen
B. R. (2010) P202, Volumendefizite von Gussstücken aus Aluminium-, Magnesium- und Zinkgusslegierungen. BDG, Düsseldorf
B. R. (2015) P230, Unterdruck-Dichteprüfung: Bestimmung des Dichte-Index für Aluminiumgusslegierungen
Timpel M (2012) Einfluss von Strontium auf die Mikrostruktur von Aluminium-Silizium Legierungen. HZB-Bericht, Berlin
Ropp RC (2012) Encyclopedia of the alkaline earth compounds. Elsevier, Oxford
Lyons WC, Plisga GJ (2011) Standard handbook of petroleum and natural gas engineering. Gulf Professional Publishing, Burlington
Winkler R (2004) Porenbildung beim Laserstrahlschweissen von Aluminium-Druckguss. Herbert Utz Verlag, Stuttgart
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission IV - Power Beam Processes
Rights and permissions
About this article

Cite this article
Reisgen, U., Senger, A. & Olschok, S. Electron beam welding in atmosphere of aluminum die casting alloys made of different qualities. Weld World 62, 1207–1213 (2018). https://doi.org/10.1007/s40194-018-0640-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-018-0640-4