
Abstract
In recent years, automotive demands for greater fuel efficiency, lower fuel consumption has driven advanced lightweight aluminum high-pressure vacuum casting applications for the body-in-white structure. Cosma, the body and chassis group of Magna International, initiated a research program dedicated to developing an optimized low-cost aluminum alloy for structural high-pressure vacuum die-cast automotive components. The mechanical properties are one of the most important requirements for high-pressure vacuum die castings. Ductile properties are specified to ensure crash behavior and to allow for the use of self-piercing rivets during joining to the body assembly. This aluminum alloy development program comprised both theoretical and experimental elements to arrive at a self-hardening Aural 5M (M is for modified) alloying system that satisfies the desired mechanical properties in the as-cast (F temper) and after the part is subjected to an artificial age during the Original Equipment Manufacturers paint shop cure oven exposure. In addition, for manufacturability of the next-generation ultra-large body castings, new aluminum alloys are also required to exhibit enhanced castability. This paper discusses the improved properties and manufacturability of Magna’s new Aural 5M aluminum alloy.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
Program Overview
Increased demands for improved emissions Automotive Original Equipment Manufacturers (OEMs) around the globe have been advancing the development and production of lightweight aluminum structural castings to replace the components made by conventional heavy steel assemblies [1]. To meet this market demand, a high-vacuum (normally lower than 60 millibar) high-pressure die-casting process was developed by Alcoa (Soest) and Alcan (Markt Schwaben) decades ago and has been acquired by Magna International since 2011. The traditional structural alloys have been used successfully for years starting with the application of Silafont-36 (Rheinfelden) for the Audi 8 in the early 1990s [2]. This alloy was quickly followed by Aural 2 (Alcan) and C448 (Alcoa), all of which require an expensive T7 heat treatment (solution, air quench, straightening, and artificial age). Soon after the Aural 5S alloy was developed to have the lower cost T5 heat treatment (artificial age), Magna has successfully applied the Aural 5S alloy in the T5 temper on multiple structural applications such as the front shock towers and front subframe for General Motors, rear rails for Jaguar Land Rover, in several components for Porsche, and many others [3]. During this period wrought aluminum sheet suppliers have made significant advancements in improving the commercially available alloys, such as more formable 6000 series, etc. One of the criticisms of the die casting industry is the lack of any significant aluminum alloy development to allow for the continuous improvement of structural casting mechanical properties and castability. Today, Magna is making new in-roads with the development of the new advanced Aural 5M aluminum alloy [4]. The alloy has enhanced ductility without loss of strength and with significantly improved manufacturability to help satisfy the increasing demands of today’s die-cast aluminum market. Furthermore, this new alloy was conceived to be self-hardening using only the OEM’s body shop paint cure ovens to achieve the final stabilized temper. The Aural 5M castings will be joined to the main Body-In-White (BIW) module in the as-cast (F temper) condition allowing for improved rivetability behavior. This aspect of processing the new alloy also decreases the foundries carbon footprint because the alloy will no longer require any in-house heat treatment, and this will allow for the business to better achieve sustainability goals for today and tomorrow.
Introduction
There has never been a more exciting time to be a part of the metal casting industry, even though the demands on the business have never been greater. Customer expectations of higher quality are at an all-time high, while simultaneously, there is pressure to achieve sustainability goals and reduce cost. An important result of the market forces taking shape is an increased focus within the high-pressure vacuum die casting industry on research and development. To meet these new requirements the high-pressure vacuum die casting process is even now advancing but still faces many challenges in its on-going development. Among these challenges are larger and more complicated tool designs (sealing, etc.), new die spray systems (micro-spray, water-free lubricant, etc.), vacuum valve design, monitoring and controlling systems to allow Industry 4.0. However, the most important factor in the overall process improvement is the development of new more ductile die casting alloys with increased castability.
The requirements for new high-pressure cast structural aluminum alloys are:
-
1.
Good castability, i.e., good cavity filling characteristics for thin wall and large surface area castings, resistance to hot tearing, etc.
-
2.
Low tendency to solder on die surfaces.
-
3.
High ductility of castings in the as-cast (F Temper) and after paint bake.
-
4.
Lower variability in mechanical properties as a function of flow length.
-
5.
Improved sustainability.
-
6.
Lower cost.
Thermodynamic Modeling
The nominal composition of the newly developed Aural 5M is compared with several conventional high-pressure vacuum die casting alloys in Table 1. The chemical composition for each alloy has been specially designed to try to achieve the required mechanical properties.
ICME
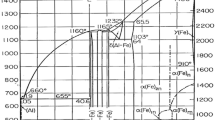
This aluminum alloy development program comprised both theoretical and experimental elements. The Magna team chose the combination of integrated computational materials engineering (ICME) and experimental verification for the alloy development rather than the more common Edisonian approach. The focus of the theoretical portion of the program was to use ICME tools to understand the differences between the new Aural 5M and traditional Aural 5S alloys. The authors used this computational framework to systematically and efficiently produce the process, structure, properties related to developing an optimized high-pressure die-cast aluminum alloy for structural applications. Magna engineers wanted to produce a new phase diagram to describe the optimized alloy. The alloy development team enlisted the experience of the Materials Science and Engineering Department of Ohio State University as an academic resource for this theoretical portion of the project. ThermoCalc was used to produce a theoretical phase diagram to show the regions where the new alloy phases are stable and regions where two or more of them coincide. The computational phase diagram uses equilibrium thermodynamic properties of the alloying system to predict the state under different conditions [5]. As opposed to traditional phase diagrams are graphical representations based on experimental information on states of equilibrium. Because the Al–Si–Mg–Zn alloying system is complex the team fixed the amount of Al, Fe, Mn, Mg, Sr, Ti, and Zn concentration, and changed Si content, as shown in Fig. 1. A line indicates the targeted silicon amount for the Aural 5M alloy.

Aural 5 M alloy phase diagram developed by ICME
The castability of an alloy is a measure of its ability to be cast into a given shape with the high-pressure vacuum die casting process without the formation of casting defects. The castability of an alloy is a function of fluidity which is the distance that the liquid metal penetrates or flows into the die casting tool before solidification occurs. The fluidity of the material is a function of a complex interplay of extrinsic and intrinsic factors. Examples of extrinsic factors are initial metal temperature, nominal wall thickness of the tool, metal chemical composition and purity, etc. The two most important intrinsic factors for fluidity are the solid fraction/solidification curve and the heat transfer of the alloy.
The computational system allows the comparison of the relationship between solid fraction and temperature for Aural 5M and Aural 5S. The model used the Scheil equation to describe the solute redistribution during solidification for both alloys. The predicted lower liquidus and solidus of the Aural 5M compared to the Aural 5S, as shown in Figs. 2, and 3 are in agreement with the solidification experimental data as shown in Fig. 5. This range is more favorable for the Aural 5M in terms of increased castability and reduced porosity formation due to the lower percentage of solid formed during filling.

ICME solid fraction for Aural 5 M and Aural 5S
The modeling also showed how the thermal conductivity compares for Aural 5 M and Aural 5S. The thermal conductivity gets lower for Aural 5 M from 600 °C down to room temperature, while the Aural 5S gets larger, as shown in Fig. 3. This will allow the aluminum to stay molten longer while in contact with the H13 tool steel die and thus have improved castability. This result is also consistent with the experimental die castability assessment.

ICME model of the thermal conductivity for Aural 5 M and Aural 5S
Experiments, Results, and Discussion
Experimental
Once the computational theory part of the program was complete the results of the simulation were verified with experimentation. The experimentation portion of the alloy development program included mechanical properties, fatigue, castability, corrosion, rivetability, and three-point bending analysis. Each of these attributes of the new alloy is directly contributed to the alloying elemental constituents of the Aural 5M alloy. The process, structure, and property results rely on a key understanding of the Al–Si–Mg–Mn alloying elemental systems and their respective function in the alloy.
Silicon
All the alloys shown in Table 1 have fairly high silicon (Si) content up to the eutectic (between 6 and 11.5 wt%). This is to help with the fluidity/castability of the alloy to ensure the die cavity filling requirements for thin wall components. However, the higher silicon level comes with the sacrifice of ductility particularly in F temper due to the brittle nature of the aluminum silicon eutectic phase. Some alloys have attempted lower levels of silicon and achieved good elongation properties and have also shown to be difficult to manufacture due to increased hot tearing sensitivity, etc.
Iron
All the alloys in Table 1 have low iron (Fe) content (less than 0.25 wt%). This is to minimize the detrimental effect of Fe-bearing intermetallic phases (AlFeSi), such as the β phase (Al5FeSi) platelet particles which reduce the strength and ductility of castings. The β phase is known to be the primary phase and is usually described as needle-like because the three-dimensional form of a platelet looks like needles in a two-dimensional optical micrograph. The α phase (Al15(FeMn)3Si2) is referred to as Chinese script [6, 7] and is less harmful than the β phase but also reduces the mechanical properties. It is important to understand the metallurgical principle behind the interesting topic of the iron to manganese ratio in more detail [8]. Metallurgists could potentially use this new understanding towards future secondary aluminum structural die casting alloys that could help further sustainability goals.
Magnesium
The alloys in Table 1 have a range of magnesium (Mg) content that is between 0.1 and 0.8 wt%. This is required for precipitation hardening of Mg2Si during heat treatment. The Aural 2 and A365 alloys normally have a T7 heat treatment for high ductility applications. While Aural 5S has historically received a T5 artificial age heat treatment for thermal stabilization. After the T5 temper the final strength is much higher, so the amount of magnesium must be controlled in order to achieve the minimum customer tensile elongation requirements. The Aural 5 M alloy has been engineered to have a lower amount of magnesium to have good ductility in the as-cast or F temper for rivetability. The lower magnesium is offset by the increased amount of zinc that allows for strengthening after paint bake to achieve approximately the same strength as Aural 5S in the T5 temper. As mentioned above the Aural 5S and Aural 5M alloys have been formulated to allow a paint bake strengthening response from the OEM paint shop cure ovens. Because there are several stages involved during the BIW painting process, such as E-coat as shown in Fig. 4, at that stage above 180 °C for a significant amount of time, these paint cure oven operations have an accumulated effect on the mechanical properties [9]. Once the paint bake process has been completed, the mechanical properties are approximately equal to the conventional T5 heat treatment. The comparison of the mechanical properties of various commercially available alloys and respective tempers is shown in Table 2. By applying the Aural 5 M component in the F temper yields many benefits: removing any straightening operation, improved ductility during the critical Self-Pierce Riveting (SPR) joining stage, which minimizes any type of button cracking, and the elimination of in-house heat treatment, which not only reduces the overall cost but also helps to lower the carbon footprint of the foundry.

E-coat paint cure oven example time at a temperature above 180 °C

Experimental cooling curve comparison of Aural 5S and Aural 5 M
Zinc
The amount of zinc (Zn) is the biggest difference between Aural 5M and the other commercially available alloys (please refer to Table 1). Aural 5M has a concentration of up to 3 wt%. Mercalloy has the next highest of 0.1 wt% while the other alloys have just trace amounts between 0.05 and 0.07 wt%. Recently, Zn has gained the interest of metallurgists and has been added to some new structural alloys, like Audi AlSi10MgMnZnZr and Rheinfelden AlMg4Zn3Fe2. It was reported that Zn up to 3% has no effect on the corrosion properties in aluminum-based alloys [10]. Since the atomic radius of Zn is about the same as aluminum, Zn has a high solubility in the aluminum matrix [11]. Zn has little effect in most casting alloys, up to about 0.2–0.3 wt%. The lattice distortion is low by adding Zn, which allows for higher ductility in the F temper, which improves the riveting behavior of the casting. Zn in combination with Mg at relatively high concentrations can result in attractive heat treatable and natural ageing composition. The bake hardening response of the alloy for strength was improved after paint bake exposure. The strengthening effect can contribute to the observation that Zn produces strengthening nano-scale η-precipitates in the presence of Mg [12] in the Aural 5M alloy. The solidification of the Aural 5M and the Aural 5S was studied by gravity casting the alloys into an insulated cup fitted with a type k thermocouple wire. It is indicated that the addition of zinc decreases both the liquidus and solidus temperatures as shown in Fig. 5. The result agrees well with the thermodynamic simulation results as shown in Fig. 3. The thermal property change helps to improve the die castability. This discovery is consistent with Han [13] who reports that under high pressure die casting conditions, the fluidity length increases with decreasing solidus temperature of an alloy. On the contrary, in other casting processes the solidification range of an alloy is inversely proportional to flow length. Therefore, the unique addition of Zn allows the Aural 5M to have a 13 °C delta T compared to the Aural 5S alloy. The improvement in manufacturability, increased ductility while maintaining the approximate same tensile strength after paint bake as the Aural 5S alloy in the conventional T5 temper, accomplished many of the goals the inventors sought to achieve in the optimized Aural 5M alloy.
As mentioned previously, the castability of the Aural 5 M and Aural 5S was rated (Rating: 1–Poor, 5–Best). The test samples were cast on a 400-ton cold chamber die casting machine. The behavior of the two alloys was examined regarding the various aspects that create a good casting: cavity filling, tendency to die soldering/sticking, hot tearing, shrinkage, and porosity. The different categories were examined, and the ranking results show that the Aural 5M (4.5 rating) has exceptional manufacturability which will lower scrap rates and increase foundry Overall Equipment Effectiveness (OEE) values compared to Aural 5S (4.0 rating).
Copper
All the alloys in Table 1 have low copper (Cu) content, less than 0.25 wt%. Copper is well known as a solid solution strengthening agent in aluminum. These lower levels not only reduce the negative effect of Cu, that is increased strength on ductility, but also mitigates the perceived opinion of corrosion susceptibility. The comparison study of the ASTM B117-19 [14] 100-h salt spray corrosion test showed that after cleaning there was no weight loss detected in either alloy and therefore exhibit acceptable corrosion resistance. However, the workhorse secondary die-cast alloy A380 (DIN 226, ADC10, etc.) that has been used in powertrain applications for years has a high copper content (between 3 and 4 wt%). These powertrain components do not show detrimental corrosion issues in the field. The axiom that structural alloys are limited to trace levels of copper needs to be re-visited. This could be a key understanding to recycle wrought aluminum 6000 series stamped and extruded products offal scrap into future secondary structural cast alloys to achieve future foundry sustainability goals.
Strontium
Strontium (Sr) is commonly used in aluminum-silicon casting alloys to modify the eutectic silicon by changing the silicon shape from an acicular to a fibrous morphology in F and T5 tempers, and after paint bake which assist ductility [15]. Most of the alloys use small amounts of strontium in the range between 0.01 and 0.03 wt% while Aural 5M and Mercalloy have a higher concentration up to 0.07 wt%. The higher amount of Sr also reduces the amount of die soldering, which helps castability, and the negative effect of β-phase of Fe intermetallics [16, 17] by lowering the concentration of Mn.
Microstructure
Aural 5S F temper, Aural 5M F temper, and A365 T7 alloys as shown in Fig. 6 represent a typical microstructure of a sample obtained by high-pressure vacuum die casting. All the alloys show finely grained alpha aluminum, modified eutectic phase, and some intermetallic particles. The A365 alloy has a low iron content while Aural 5S and Aural 5M have slightly higher concentrations. The Aural 5S and Aural 5M alloys have lesser amounts of eutectic silicon compared to A365 and thus higher amounts of α-aluminum. In all the alloys strontium is incorporated to provide high ductility to components through eutectic silicon modification. Manganese forms Al12Mn3Si2 phases that have a globular appearance [18]. The microstructure of the alloy presents a grain size in the range of 60–80 microns similar to that of the commercial Aural alloys. Both A365 and Aural 2 alloys have a higher presence of Mg2Si phase distributed all over the sample compared to Aural 5S and Aural 5M.

Comparison of microstructures a A365 T7 [18], b Aura 5S F (red), and c Aural 5 M F (Color figure online)
Fatigue
Fatigue testing was completed at Westmoreland Mechanical Testing and Research as per ASTM E606-12 [19]. Samples of the Aural 5S T5, Aural 2 T7, and Aural 5M F Temper alloys were tested at room temperature using a triangular waveform at a frequency of 30 cycles per minute with an R-ratio of −1. Test with stable loads and a measured plastic strain less than 0.01% were switched to load control after reaching 43,200 cycles using a frequency of 10 Hz. Failure was defined as the point where the maximum stress reached 50% of the stabilized maximum stress. A comparison of the fatigue curves can be seen in Fig. 7. The data indicates that the Aural 5M has superior fatigue resistance compared to the other commercially available alloys.

Comparison of fatigue behavior for Aura 5 M F, Aural 2 T7, and Aural 5S T5
Rivetability
Self-piercing riveting came to prominence in the 1990s when it was used by the automotive industry to join together aluminum alloy panels. The main reason for the wide application of self-piercing rivets in the automotive sector is that it is difficult to obtain a satisfactory resistance spot-weld with aluminum alloys due to the surface oxide. Since that time self-piercing rivets combined with adhesives has become the most common joining method for high-pressure vacuum die castings to BIW structures. The riveting study was accomplished using a Stanley Tucker SPR gun and controller system, C-frame with 150 mm throat depth, powerful servo drive with precise position control (max. force 80 kN) to compare the SRP behavior of different alloys with various tempers. The evaluation of the rivets used an AC300 (Aluminum 6000 series sheet material)—T6, 2.5 mm mating substrate at different stack-ups, 2 T and 3 T, and involves the main rivet quality criteria; acceptable interlock, Tmin, and button surface quality. The ductility of the aluminum alloy during the riveting operation dictates the surface quality and the material flow around the rivet. The comparison of the 3 T stack-up button cracking quality analysis of Aural 5M F temper displays a remarkable improvement compared to the Aural 5M F temper alloy as shown in Fig. 8a–c

Comparison of Aural 5S F temper alloy to the Aural 5 M F temper 3 T stack button surface quality
Bending Quality
W-profile castings made with both Aural 5S and Aural 5M were subjected to a three-point bending test. During bend testing, the cast sample experiences a range of stresses across its depth. At the edge of the concave face, the stress of the casting is at its maximum compressive value. While at the convex face of the cast sample the stress is at its maximum tensile value. Because most cast materials fail under tensile stress before they fail under compressive stress, the maximum tensile stress value that can be sustained before the specimen fails is its bending strength. The bending strength can be defined as the cast material's ability to withstand deformation under load; it represents the highest stress experienced within the cast material at its moment of failure.
The three-point bend test is a good way to correlate how the die-cast structural component will perform when subjected to transverse loads while in service. For this study, the Magna team had rigid constraints in all but the Z direction. The roller pressed down on the casting up to a prescribed displacement of 50 mm and the reaction force was measured. A comparison of the three-point bending curve vs. extension for both Aural 5S F temper and Aural 5M F temper is shown in Fig. 9. The data indicates that the Aural 5M has increased bending strength, higher stroke, and higher energy when compared to Aural 5S, which is an important factor for energy absorption during the automotive crash event.

Three-point bending curve vs. extension for Aural 5 M F and Aural 5S F
Conclusion
Although the high-pressure vacuum die casting process has been developed for decades, die casting industry OEM customers have been demanding new improved aluminum alloys with increased mechanical performance and manufacturability. One objective in common for the application of structural aluminum die cast products is to replace several components (often heavy stamped steel welded assemblies) with one large, thin-walled, and complex die casting to achieve cost-effective lightweight performance. Newer aluminum alloys on the market have traditionally been developed by screening various compositions and heat treatments based on trial-and-error. While the Magna new alloy research program method comprised both theoretical and experimental elements, to arrive at a self-hardening Aural 5M alloying system that satisfies the desired mechanical properties with increased castability.
The theoretical ICME approach was used to create a new phase diagram, as well as many other thermal physical properties of the complex Al, Si, Fe, Mn, Mg, Sr, Ti, and Zn alloying system. Armed with this information the experimental part of the study was able to verify the results of the simulation and looked at the contribution of each of the elemental constituents and their interaction with each other. The role of each element in the new Aural 5M alloy was described in detail, such as the importance of avoiding the precipitation of the primary β phase or primary Al15(MnFe)3Si2 phase during solidification. This investigation also discussed the interesting dual role of Zn in combination with Mg at relatively high concentrations before paint bake for improved ductility during the SPR joining process and good strength after paint bake exposure. In addition, Zn also decreased the liquidus and solidus temperature of the Aural 5M alloy which allows for increased castability.
During the next stage of the alloy development program, the significant advantages of the new Aural 5M aluminum alloy will be put to the test by casting very large, thin-walled and complex die castings on a 4,400-ton die casting machine at a Magna production foundry.
Finally, inspired by the findings of the new optimized Aural 5M alloy presented here, it can be expected that further investigations will give more insight into the development of new alloys with 100% secondary aluminum scrap to arrive at a structural alloy that satisfies all the mechanical and manufacturability requirements to realize increased sustainability.
References
P.S. Cheng et al. (2015) Development of Heat Treatment Processes of a Ductile Casting Alloy for High Vacuum Die Cast Automotive Structural Components technical paper presented at NADCA 2015.
S. Wiesner et al. (2017) New Developments in Die Casting Alloys for Structural Castings, technical paper presented at NADCA 2017.
R. Beals, J. Conklin, T. Skszek, M. Zaluzec, D. Wagner (2015) Aluminum High Pressure Vacuum Die Casting Applications for the Multi Material Lightweight Vehicle Program (MMLV) Body Structure technical paper presented at TMS 2015 pg 215–221.
R. Beals, X. Niu (2015) Low Cost High Ductility Cast Aluminum Alloy, U.S. Provisional Patent Application Serial Number 62/134,072, filed on March 17, 2015.
D. McDowell et al. (2010) Critical Path Issues in Materials Design, Integrated Design of Multiscale, Multifunctional Materials and Products, Pages 23–38.
L.B. Otani et al. (2017) Predicting the Formation of Intermetallic Phases in the Al-Si-Fe System with Mn Additions, National Engineering Research Center of Near-net Shape Forming for Metallic Materials, Journal of Phase Equilibria and Diffusion volume 38, pages 298 to 304.
Fei Liu et al. (2019) Microstructure and Mechanical Properties of High Vacuum Die-Cast AlSiMgMn Alloys at as-Cast and T6-Treated Conditions, National Engineering Research Center of Near-net Shape Forming for Metallic Materials, South China University of Technology, Guangzhou, MDPI.
R. J. Donahue (2016) Die Casting Alloys that will Allow the Die Caster to Compete with Alloys A356, A357, 358 and 359 in PM Applications technical paper presented at NADCA 2016.
T. Mache, T. Spielmann (2018) Integration of the supplier-applied T5 heat treatment process for structural die-castings of the alloy AlSi7MnMg (C611) into the paint drying process of the OEM technical paper presented at 3rd International VDI Congress, Casting Chassis and Bodywork Components.
L. Wang, M. Makhlouf and D. Apelian (1995) Aluminum die casting alloys: alloy composition, microstructure, and properties-performance relationships published in International Materials reviews, Vol 40, No.6 page 221–238.
O. Trudonoshyn et al. (2019) Improvement of the high-pressure die casting alloy Al-5.7Mg-2.6Si-0.7Mn with Zn addition published in Materials Characterization Volume 158, 109959.
L. Yan, Y. Zhangn, X. Li, Z. Li, F. Wang (2014) Effect of Zn addition on microstructure and mechanical properties of an Al–Mg–Si alloy General Research Institute for Nonferrous Metals Beijing, Materials International.
Q. Han (2005) Fluidity of alloys under high pressure die casting conditions published in Scripta Materialia 53.
ASTM B117–19, Standard Practice for Operating Salt Spray (Fog) Apparatus, ASTM International, West Conshohocken, PA, 2019.
K. Kashyap, S Murali, K Raman, K Murthy (1993) Casting and heat treatment variables of Al-7%Si-Mg alloy published in Materials Science and Technology 9:189–203.
L. Backerud, G. Chai and J. Tam (1990) Solidification Characteristics of Aluminum Alloys Vol 2: Foundry alloys, publication was coproduced by AFS and Skanaluminum of Norway.
W. S. Ebhota and T-C Jen (2018) Intermetallics Formation and Their Effect on Mechanical Properties of Al-Si-X Alloys, Textbook chapter 2, Intechopen.73188.
A. Zovi, F. Casarotto (2007) Silifont 36 the low iron ductile die casting alloy development and applications published in la metallurgia italiana.
ASTM E606 / E606M-12, Standard Test Method for Strain-Controlled Fatigue Testing, ASTM International, West Conshohocken, PA, 2012.
S. Deng et al. (2021) Estimation of elastic behaviors of metal components containing process induced porosity published in Computers and Structures.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Beals, R., Niu, X., Brown, Z. (2022). Development of Advanced Aluminum Alloy for Structural Castings. In: Eskin, D. (eds) Light Metals 2022. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-92529-1_10
Download citation
DOI: https://doi.org/10.1007/978-3-030-92529-1_10
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-92528-4
Online ISBN: 978-3-030-92529-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)