
Abstract
Currently, lightweight materials and structures are potentially required for economical aspects. A major preoccupation of engineers and materials scientists is to create and to develop existing materials to satisfy the rising needs of industries and population. It is well known that intermetallic compounds, such as aluminides, are used for a wide range of applications, due to their superior properties. These materials are generally produced through conventional manufacturing routes: melting, casting, powder grinding, and consolidation by hot pressing. However, these methods are inapplicable to the elaboration of some intermetallic alloys. The solid-state reaction of mechanical alloying makes it a processing way of choice for alloying elements that are difficult or impossible to combine by conventional melting methods. On the other hand, MA process seems to be a simple and cost-effective technique for improving structural and magnetic properties of intermetallic alloys. Within this context, this paper provides an overview of the experimental investigations performed on mechanical alloying/milling of γ-TiAl, τ-MnAl, and B2-RuAl intermetallic alloys.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
One of the biggest challenges faced by industrial laboratories is the provision of new materials designed to have superior properties: stronger, lighter, smaller, faster, cheaper, and safer or to improve the performance and efficiency of current materials. Materials scientists have been continuously conducting fundamental and applied studies with the intention of bringing up the properties of the materials and their operation in various structural and energy generation utilizations. Substantial advances in physical, chemical, electrical, and optical characteristics have been successfully realized by alloying and through chemical alteration and by subjection the systems to a series of conventional thermal, mechanical, and chemical manufacturing processes [1, 2]. Currently, there are several techniques available for the modification of structural and microstructural characteristics of materials, among them mechanical alloying (MA) or high-energy ball milling.
Mechanical alloying (MA) is a simple, dry powder processing technique, which involves repeated welding, fracturing, and rewelding of powder particles by highly energetic collisions of grinding media in a high-energy ball mill. The powder particles are trapped between the colliding spheres during the operation and undergo fracture, deformation, and/or phase development features [3]. However, despite this apparent simplicity, high-energy ball milling is a complicated, less understood technique and the required structures are mainly obtained in an empirical fashion by trial and error [4]. This uncertainty arises, generally due to the far from equilibrium processing conditions during high-energy ball milling, which makes it difficult to predict the thermodynamic and kinetic aspects of the phase transitions occurring during milling [4]. Actually, MA has been used to synthesize both equilibrium and non-equilibrium phases of commercially useful and scientifically interesting materials from metallic to ionic: supersaturated solid solutions, metastable crystalline and quasicrystalline phases, nanostructured materials, and amorphous alloys [5]. MA has been found to be very effective in producing powders with unique properties: (i) homogeneous material with highly dispersed components far away from thermal equilibrium state, (ii) a defected structure, grain boundaries, and (iii) ultrafine grain structure [5, 6].
In fact, mechanical alloying is the main term used to describe the mechanical processing of powders in high-energy ball mills [7]. Based on the classification proposed by Koch [8], ball milling can be divided into two classes that depend on the originating materials used. Ball milling of powders with different types of compositions, in which material transfer and solid-state interdiffusion take place, is named mechanical alloying (MA); however, ball milling of uniform composition, where the material transfer is not required, has been called mechanical milling (MM) [8, 9]. The most frequently used words that are used to describe the high-energy processing of powders are the following: mechanical disordering, mechanical grinding, reaction milling, cryo-milling, rod milling, mechanically activated annealing, and double mechanical alloying [10].
Beginning with Benjamin’s successful synthesis of mechanically alloyed IN-853 in 1970, the attempts to improve the properties of aluminum by using mechanical alloying technique have received a great deal of attention [11]. Aluminum is widely used in pre-alloyed powders, to produce high-performance composite materials [12]. Aluminum is the third most abundant metallic element on earth, posing a combination of excellent physical (2.7 g/cm3, high thermal and electrical conductivity), chemical, and mechanical properties (excellent machinability and competitive cost) which made it a very popular cladding material [11, 13]. Aluminum is the second most employed metal in the world after steel. Due to low strength, its utility is limited, but dramatic improvements in mechanical properties can be achieved by the introduction of alloy additions of secondary elements [11]. The choice of aluminum alloys as structural engineering materials is dictated by the compelling need to have vehicles with low fuel consumption and reduced emissions for a sustainable future [14, 15].
Ordered intermetallics based on aluminides are another subclass of aluminum alloys. They have exhibited considerable attention due to their potential application possibility, especially at high temperatures [16]. Investigation on intermetallic alloys has been mainly driven by the needs of the aerospace industry for innovative materials with high specific strength and stiffness, as well as the ability to retain their strength and resist environmental degradation at elevated temperatures [17]. Aluminides of significant scientific and technological utility are from the following systems: Ni–Al, Fe–Al, and Ti–Al, which have been studied extensively [17,18,19,20,21,22,23,24,25,26,27,28,29,30].
Prior to World War II, less attention has been paid to the research on intermetallic alloys. They were considered as materials of little interest except to those individuals concerned with phase equilibria in polycomponent metallic systems [31]. Later, interest in intermetallics, particularly those containing rare earths, has intensively increased. The number of scientific research projects that involve multiple disciplines, materials scientists, chemists, physicists, engineers, and production specialists, has increased, too [31]. A great deal of understanding on the intermetallics has been gained and significant progress has been defined repeatedly in some detail by Westbrook, one of the key people in the investigation and development of intermetallics in the second half of this century [32]. In the past two decades, significant fundamental and developmental research studies have been performed on intermetallic alloys [17], and excellent reviews and book chapters have been published [10, 32,33,34,35,36,37,38,39]. As a result, the structure–property relations of these materials are reasonably well understood, which has led to a road map for further study to develop high-performance materials for many engineering fields [17].
The formation of the intermetallic alloys by high-energy ball milling process has been previously summarized by Suryanarayana [10]. Mechanisms involved in the formation of ordered intermetallic alloys during mechanical treatment have not been exactly determined. It has been suggested that a phase will exist in either the ordered or disordered condition, depending upon the balance between atomic disordering introduced by MA and the thermally activated reordering [10]. The effects of high-energy ball milling on transition metal intermetallics, TM-Al (TM = Fe, Ni, Co) having a B2 structure, have been previously highlighted [40]. The current paper is intended to provide an overview of the major efforts made over the last years on MA/MM of γ-TiAl, τ-MnAl, and B2-RuAl intermetallic alloys.
Titanium and γ-TiAl Intermetallic Alloys
Titanium is the fourth most abundant metal, comprising about 0.63% of the earth’s crust, and it is distributed widely throughout the world [41]. The presence of this element has been detected in meteorites, on the moon, and in the stars [41, 42]. Titanium (Ti), named after the Greek God Titan, was recognized as a new element by Reverend William Gregor in 1791 [41, 43]. Although it has been available more than two hundred years, it has only been produced industrially since the 1950s [44]. It has been reported that the first known investigation of titanium powder metallurgy was performed by Dr. Kroll [45, 46]. Titanium and its alloys are largely utilized in both aerospace and non-aerospace fields: gas turbine engines, airframes, pulp and paper, oil and gas, marine, biomedical, and consumer goods industries [47,48,49,50].
Titanium aluminides are part of a large family of intermetallic compounds, and they present exciting materials for use in high-temperature applications [32]. At the beginning of 1970s, γ-TiAl intermetallic compounds were developed as the first intensive and successful structural materials with fundamental deformation studies [32, 51]. Actually, titanium aluminide-based intermetallic compounds have been considered of great importance. They offer excellent mechanical properties, with low values of density (4.506 g/cm3 for pure titanium), high resistance to high temperatures, high electric and thermal conductivity, resistance to the oxidation, a tensile strength of 1000 MPa, and Young’s modulus of 160 GPa [52]. Reason for development of TiAl alloys is to improve a class of materials whose properties are between those of nickel-based superalloys and elevated temperature ceramics [34].
Structural Properties
The Ti–Al binary phase diagram is complex, as shown in Fig. 1a [53]. Its alloys show different microstructures for different compositions near the 50:50 aluminum-to-titanium ratio [54,55,56]. Ti–Al alloys in the range of 40–50 at.% Al are named γ-TiAl-based alloys [57, 58]. γ-TiAl phase has a face-centered tetragonal (fcc) L10 structure (CuAu type) [59]. γ-TiAl-based alloys contained two phases (γ and α2) and a little quantity of reinforcing precipitations of the third phase [58, 60]. The structure of γ-TiAl presents a layered arrangement of Ti and Al atoms on successive (002) planes (Fig. 1b). γ-TiAl has a, c/a =1.02 at Ti50Al50 [61]. The lattice parameters a and c show a linear variation with Al content and the tetragonal distortion increases with increasing Al concentration [64, 65]. The γ-TiAl phase can remain ordered up to its melting point of about 1450 °C [65].

MA γ-TiAl Intermetallic Alloys
As previously mentioned, TiAl alloys have remarkable properties that are regarded as promising candidates in aerospace and automobile industry [66,67,68]; however, low-temperature ductility and poor formability limit them extensive application [66, 69, 70]. Actually, alloying elements can be added to improve the mechanical properties of γ-TiAl intermetallic alloys [71]. Moreover, it has been reported that powder metallurgy via mechanical alloying (MA) process can fabricate ultrafine-grained materials with controlled composition [18, 19, 24] and good homogeneity which the latter have the improved mechanical properties [20, 21]. It is important to note that TiAl alloys can be synthesized via different powder metallurgy methods: hot isostatic pressing, hot extrusion reaction synthesis, and spark plasma sintering [72].
The effect of milling parameters, on the formation of γ-TiAl phase, has been investigated by Hales and Vsquez [73]. Suryanarayana [61] has mentioned that there have been some reports on the possible synthesis of the disordered γ-TiAl (fcc) phase by MA process. However, a careful investigation conducted by XRD has revealed that the fcc phase interpreted as the disordered form of the γ-TiAl phase was the contaminant nitride TiN [61]. In another investigation, Suryanarayana et al. [74] have produced the equiatomic TiAl phase. These authors have synthesized the γ-TiAl phase by mixing titanium hydride and the Al3Ti intermetallic powders in the proper proportion, according to the chemical reaction:
Other experimental works have studied the solid-state reactions from elemental powder mixtures to titanium aluminides [75,76,77,78,79,80,81,82,83]. The milling conditions used by these investigators as well as their main results are summarized in Table 1.
Other researchers have obtained nanostructured intermetallics in ternary and quaternary powder mixtures. Nargesi et al. [79] have conducted an investigation aiming to study the effect of Cr on TiAl formation. They have reported that the addition of 5% at. Cr to the TiAl samples shifted the γ-TiAl phase to nanostructured duplex phase (γ + α2). Kennedy et al. [84] have successfully prepared TiAl alloy with the addition of Nb, Cr, Mo, and B and consolidated by spark plasma sintering (SPS). They have reported that the addition of Nb increased the densification of TiAl intermetallic compound, which was also related to the effects of milling such as the decrease in particle size and the morphological changes. Another research group has synthesized TiAl-based alloy with nearly the same elements [85]. The composition was Ti–45Al–2Cr–2Nb–1B–0.5Ta–0.225Y (mole fraction, %). These powders have been subjected to double mechanical milling (DMA) and spark plasma sintering (SPS) processes. The results showed that the DMA powders have nanometer-scale structure. The authors of the study reported that the microstructure of SPSed samples showed TiAl and few phases of Ti3Al, Ti2Al and TiB2. They have shown that with the increase in the SPS temperature, the microhardness and the bending strength decreased from HV658 to HV616 and 781–652 MPa, respectively [85]. Huang et al. [86] have studied the effects of milling and hot isostatic pressing processes on Ti–48Al–2Cr–2Nb powder mixtures. The results showed that the microstructure of powders milled for 8 h consisted of equiaxed γ-TiAl and α2-Ti3Al phases; however, the annealed powder displayed a duplex microstructure of γ-TiAl matrix and lamellar (γ + α2) grains.
MM γ-TiAl Intermetallic Alloys
The systematic researches on MM TiAl alloys are reported in the literature. Oehring et al. [79] have indicated that milling γ-TiAl with Ll0 structure did not lead to a transformation into an fcc but into a fine-grained hcp solid solution. Powders of the intermetallic phase γ-TiAl were ball-milled by Klassen et al. [87]. It was found that the intermetallic phase was chemically partially disordered which transformed into a solid solution after prolonged milling time. This structural transformation was accompanied by a slight decrease in the long-range order parameter. Figure 2 shows the XRD patterns of MM γ-TiAl and the evolution of the long-range order parameter, as a function of milling time [87].

The structural and microstructural evolutions occurring to γ-TiAl-based alloy fabricated by cryo-milling of gas atomized powders followed by spark plasma sintering (SPS) have been investigated by Shanmugasundaram et al. [88]. The results indicated that the cryo-milled powder was fully densified at a temperature nearly 125 °C lower than that of un-milled powder. The microstructure of the sample heated at different temperatures consisted of fine grains of γ-TiAl and α2-Ti3Al phases in different volume fractions. They have mentioned that cryo-milling reduced the temperature required for the densification.
Manganese and τ-MnAl Intermetallic Alloys
Manganese is generally found to be combined with other elements. It is the twelfth most abundant element and constitutes about 0.085% of the earth’s crust [89]. Although its concentration in particular rocks was given much earlier [90,91,92], it is present in only one part per billion in seawater due to the tendency of manganese to oxidize and form insoluble nodules in the ocean [93, 94]. Manganese was recognized as a chemical element in 1774 by Scheele [89]. Mn is an essential trace element in most tissues of all living organisms [95]. Most of its usage is in steelmaking with a much lesser amount going into the production of batteries. It should be noted that Mn and Fe shared similar chemical characteristics [96].
Al–Mn alloys have important technological applications due to their high mechanical properties and also for their interesting and attractive magnetic properties [97,98,99,100]. Mn–Al alloys are attractive candidates for rare earth-free permanent magnet, with potential magnetic properties superior to the well-known alnicos and hard ferrites [101, 102]. The Mn atom is known to exhibit a high magnetic moment, though its value depended on the distance from the neighboring atoms. The latter give rise to different magnetic behaviors: ferromagnetic, antiferromagnetic, paramagnetic, or ferrimagnetic [103].
The τ-phase of MnAl is a well-known RE-free permanent magnetic material [97,98,99, 104, 105], due to its high maximum magnetic energy density product per unit mass, low cost, low density (5.3 g/cm3), good machinability, high specific strength and modulus of elasticity, and remarkable corrosion resistance [105,106,107].
Structural Properties
The binary Al–Mn system has attracted much attention because of the wide variety of equilibrium and metastable phases it contains: solid solutions, 9 intermetallic phases, quasicrystalline phases, and amorphous alloys [108]. Figure 3a shows the phase diagram of binary Al–Mn alloys. This system is of great importance for magnetic applications in the composition range of 50–60 at.%Al (~ 67–75 wt.%). In this range, there is a metastable, ferromagnetic τ-phase, which makes Mn–Al alloys a potential candidate for permanent magnet applications. First reported by Kono [97] and Koch et al. [98], τ-MnAl is the only ferromagnetic phase in the Mn–Al binary system. It has been reported that τ-MnAl formed only within a very narrow window of composition, with a maximum probability for the composition Mn54Al46. Hence, the τ-phase tends to decompose or transform into non-magnetic phases [109]. It has been reported that τ-MnAl coexisted with γ2 and β phases, depending on the preparation technique and annealing temperature or time [109, 110]. It is well known that τ-phase can be obtained by quenching the high-temperature ε-phase followed by isothermal annealing from 673 to 973 K. Prolonged annealing resulted in its decomposition to the equilibrium γ2 and β phases [111]. τ-MnAl phase is an ordered structure and displays the following properties: a Curie temperature close to 635 K, a magnetic moment of 1.94 μB, and a high uniaxial magnetocrystalline anisotropy value of 93 × 104 J/m3 which is quite unusual for RE-free permanent magnets [111,112,113,114].

(a) Calculated stable phase diagram of the Al–Mn system [115]. Reprinted from [115], with permission from Elsevier and (b) top: crystal structure of τ-MnAl. The dashed lines showed the reduced tetragonal cell, and the tetragonal lattice parameter, bottom: idealized simple cubic structure of MnAl [113]. Reprinted from [113], with permission from Elsevier
Figure 3b (top) presents the crystal structure of τ-phase. The face-centered cell can also be described using a primitive tetragonal unit cell shown with dashed lines. The primitive lattice parameters are: a = 2.77 Å and c = 3.54 Å, which are the axes of easy magnetization. The tetragonal cell itself can be considered as being a distorted cubic cell (Fig. 3b, bottom) [113, 115]. This ferromagnetic phase has body-centered tetragonal structure, in which the Mn atoms occupy the (0, 0, 0) sites and exchange ferromagnetically with each other, while the Al atoms and the Mn atoms in excess with the equiatomic composition take the (1/2, 1/2, 1/2) sites. Mn moments in these two sites exchange antiferromagnetically [116,117,118,119].
MA and MM τ-MnAl Intermetallic Alloys
The past few years have witnessed a rapid growth in the investigation and understanding of τ-MnAl intermetallic alloys prepared by high-energy ball milling. It has been mentioned that, in the equilibrium, the solid solubility of aluminum in α-Mn is 2 at.%; however, mechanical alloying markedly increased this value and induced important phase transitions [119]. The intermetallic phases and the transformations that can be attained in MA Al–Mn are not completely clear and depended on the milling conditions [100, 119, 120].
Some studies have not reported the formation of τ-MnAl intermetallic alloys. However, these studies have investigated the composition ranges of τ-MnAl phase. These works are summarized in Table 2.
The synthesis of τ-MnAl intermetallic alloys by MA has been successfully achieved by several researchers. Singh et al. [105] have obtained τ-MnAl phase in MA Mn54Al46 powders, by using three different materials processing routes: arc melting, mechanical alloying, and a combination of them. They have reported that the formation of τ-MnAl phase was always accompanied by other non-magnetic phases: β and γ. However, the relative fraction of these phases was found to be dependent on the materials processing route and consequently on the grain size of the parent phase. It was reported that the alloy prepared by MA showed the smallest grain size and the lowest fraction of the magnetic phase. The authors also reported that in addition to the magnetic τ-MnAl phase, the magnetic properties could be related to the density of structural defects induced by the processing route. MnAl flakes with different size were obtained using the surfactant-assisted ball milling method by Su et al. [124]. They have indicated that after annealing the textured flakes, high-purity τ-phase has been synthesized from milled powders. It has been reported that the magnetic properties depended on the fraction of the τ-phase and ball milling time. The main results of this study were: a coercivity of about 234.9 kA/m and a saturation magnetization close to 0.47 T. A high coercivity up to 5.3 kOe and a saturation magnetization of ~ 62 emu/g have been reported by Lu et al. [117]. These investigators have shown that the coercivity firstly increased and then decreased, leading to the formation of knee point coercivity, while the saturation magnetization decreased simultaneously. The authors have stated that the chemical disordering and internal strain of τ-MnAl were greatly enhanced with increasing milling time (Fig. 4).

Other research studies have investigated mechanically alloyed ternary systems with carbon addition. The first investigated in the late 1950s and early 1960s, and the discovery that the addition of carbon to MnAl not only stabilized the τ-phase, but also allowed the processing of anisotropic permanent magnets with good machinability [125, 126] has attracted a great deal of attention [127,128,129], with focus on the effect of milling and annealing conditions [130]. A correlation between the coercivity and internal strain has been established for as-milled τ-phase Mn51Al46C3 flakes obtained by surfactant-assisted ball milling (SABM) [131]. These researchers reported that the high coercivity up to 266.2 kA/m was accompanied by a relatively large residual strain, due to the domain wall pinning effect of the defects and the associated strained areas. Another study has been conducted by Jian et al. [102]. The investigation revealed the formation of flake-shaped powders 2 h of milling. They have found that magnetization decreased and coercivity increased continuously with milling time due to the defects introduced by the milling. It has been seen that the magnetization increased significantly because of the recovered crystal structure of τ-phase. The relationships between magnetic properties and milling time of Mn53.3Al45C1.7 powders are illustrated in Fig. 5.

Obi et al. [130] have shown that carbon addition highly affected the structural and magnetic properties of MA Mn0.53Al0.47–xCx (x = 0–0.015), upon annealing. They have mentioned that Ms and Mr decreased, while Hc increased with the increase in carbon concentration which was attributed to the formation of Mn3AlC phases and the reduction in grain size, respectively. The investigators reported that the magnetic properties such as Ms and Mr strongly depended on the quantity of the ferromagnetic τ-MnAl phase, while Hc depended on the volume fraction of the Mn3AlC phase.
Ruthenium and B2-RuAl Intermetallic Alloys
Ruthenium is a very little chemical element. It is the 74th most abundant metal on earth. It was discovered in Kazan (Russian Federation) by Karl Karlovich Klaus in 1844 [132]. It has been reported that the first publications were printed in Russian journals which are difficult to get at present, but were published in Western Europe in 1845 [133,134,135] with a summary in English [133, 136]. Klaus called it ruthenium in honor of his native land (Ruthenia, Latin for Russia) [133]. Gottfried Wilhelm Osann identified what he thought was a new element in 1827 and named it ‘ruthenium,’ but his claim is generally discounted [133, 137, 138] though he still has some supporters [133, 139]. Ru is generally found in ores combined with other metals in the Ural Mountains and in America. Due to the remarkable characteristics of Ru, ruthenium-containing complexes are well suited for biological and pharmacological uses [123].
RuAl phase was first recorded in 1960 by Obrowski (Degussa Laboratories, Germany), who shortly described its structural properties [140]. Three years later, Obrowski investigated other alloys in Ru–Al system [141]. The work that followed in the late 1970s by Wopershow and Raub [142] who have studied a wide range of properties of several binary intermetallic phases including RuAl [143]. An interesting overview on RuAl published by Wolff [144] gave a better description of structural properties of this intermetallic aluminide. Due to its elevated melting temperature (about 2323 K), high-temperature strength, oxidation and corrosion resistance, and good room-temperature toughness, B2-structured intermetallic compound RuAl has been considered as a good base material for elevated temperature utilizations in exceedingly aggressive environments, especially as a candidate material for spark plug electrode [144,145,146]. The B2-RuAl intermetallic compound displays strong thermodynamic stability along with good oxidation resistance at high temperatures due to the growth of a protective α-Al2O3 scale [147,148,149]. The most important advantage of this compound over other aluminides arises on the coefficient of thermal expansion (CTE), which is substantially lower than that of B2 Al-X (X = Fe, Ni, Co) and nearer to that of the α-Al2O3 [150]. Intermetallics based on RuAl have shown relatively good oxidation resistance up to 900 °C, [151,152,153]. RuAl has shown strong resistance to attack from aqueous solution such as nitric acid, aqua regia, HF, sulfuric acid, FeCl3, NaOH, and HCl, but the only solution reported to attack RuAl is NaOCl [144, 154]. RuAl alloys have received much attention in last years because of their high-room-temperature ductility, which was attributed to the existence of five independent slip systems in the RuAl phase [155].
Structural Properties
B2-RuAl with CsCl crystal structure type [88] is formed in the composition ranges from 49.9 to 53.4 at.% Al [149, 156]. As shown in the existing Ru–Al phase diagram (Fig. 6a), the ordered B2 structure is not stable for wide deviations from stoichiometry and the existence limits of the RuAl phase are still not exactly determined [157,158,159,160,161]. Thermodynamic information on the formation of RuAl was deduced both experimentally and theoretically. Calorimetric analysis at (1473 ± 2) K revealed a high negative value of enthalpy of the formation of RuAl (ΔH f 0 = (− 124.1 ± 3.3) kJ/mol), indicating a very huge chemical interaction between Ru and Al [110, 162]. The lattice parameter of RuAl has been defined by both experimental works and theoretical calculations. Villars and Clavert have found a value of 0.303 nm; however, Fleischer reported a value close to (0.29916 ± 0.00008) nm [163, 164].

MA B2-RuAl Intermetallic Alloys
RuAl has become a candidate for future structural or coating materials for high-temperature applications. However, this is impeded by problems in the production of single-phase RuAl, by conventional melting methods [166]. Ingot metallurgy is difficult because of the elevated melting point of RuAl and the large difference in melting temperatures between Al and Ru elements (ΔTm = 1674 K) [145, 166]. This alloy can be manufactured by powder processing techniques, especially by reactive powder processing [161, 167], or reactive hot isostatic processing [151, 161]. Many interesting papers have been published dealing with the structural characterization of the intermixing between Ru and Al elements (see Table 3).
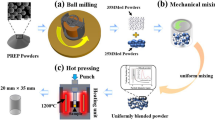
Some research works have investigated mechanically alloyed Ru–Al–X ternary systems. Liu et al. [173] have obtained B2-structured single-phase (Ru, Ni)Al by an abrupt reaction during MA of the elemental powders of Ru, Al and Ni. Complete solubility between pseudo-binary RuAl–NiAl was achieved in a range between 10 and 25 at.% Ni, while the range for Al remained at 50 at.%. The research clearly showed that Ni was found to improve the sluggish reactivity of Ru by promoting the abrupt reaction. Liu and Mucklich [146] reported the synthesis of RuAl/ZrO2 nanocomposite, starting from stoichiometric Ru and Al powders mixture with 10 and 20 at.% of ZrO2 particle additions. The overall structural evolutions during MA can be summarized as follows:
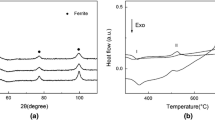
The investigators have reported that ZrO2 was distributed uniformly in RuAl matrix after annealing, and the RuAl/ZrO2 nanocomposite exhibited a strong thermal stability at high temperatures (Fig. 7).

MM B2-RuAl Intermetallics
Research on MM B2-RuAl intermetallics is quite limited. Hellstern et al. [174] studied structural and thermodynamic modifications occurring during ball milling AlRu intermetallics. They have found that the milling caused a decrease in the long-range order (LRO) parameter from 1.0 to 0.7. They have indicated that ball milling of AlRu compound did not lead to the formation of an amorphous alloy, but showed the development of a fine nanocrystalline structure with an average grain size close to 7 nm, accompanied with a lattice strain of about 3%.
Concluding Remarks
Over the past decade, the need of intermetallic alloys for structural, mechanical, and magnetic applications has intensively increased. These lightweight materials are mainly utilized in the aerospace and automobile industries. Numerous processing routes have been developed to produce these materials or to improve the existing structural and mechanical characteristics. Among these techniques is the mechanical alloying or high-energy ball milling.
In this article, the current state of knowledge on MA/MM of binary γ-TiAl, τ-MnAl, and B2-RuAl intermetallic alloys has been presented. The conclusions of the paper may be drawn as follows:
-
The reported studies perfectly illustrated the effectiveness of high-energy ball milling process in obtaining nanostructured intermetallic alloys.
-
High-energy ball milling process has been used jointly with other techniques in order to perform nanostructured intermetallic alloys.
-
It was reported that even after having the mechanically alloyed state, a suitable heat treatment was necessary to obtain the perfect crystalline structure.
-
The structural and magnetic properties of powders so obtained are different, even for the same composition, which clearly showed that the milling parameters played a vital role in achieving the desired structure/propriety.
-
It was demonstrated that the structural imperfections such as disordering and defects played the most important role in the changes in the magnetic properties of milled intermetallic alloys.
References
D. Chaira, S. Kumar Karak, Fabrication of nanostructured materials by mechanical milling, in Handbook of Mechanical Nanostructuring, ed. by M. Aliofkhazraei (Wiley-VCH, Weinheim, 2015), pp. 379–416
A. Al-Azzawi, P. Baumli, G. Mucsi, Mechanical alloying and milling. Progr. Mater. Sci. 46(1–2), 1–184 (2015). https://doi.org/10.26649/musci.2015.017
J.B. Fogagnolo, D. Amadora, E.M. Ruiz-Navas, J.M. Torralba, Solid solution in Al–4.5 wt% Cu produced by mechanical alloying. Mater. Sci. Eng. A 433, 45–49 (2006)
S. Shukla, A. Banas, R.V. Ramanujan, Atomistic mechanism of cyclic phase transitions in Nd–Fe–B based intermetallics. Intermetallics 19(8), 1265–1273 (2011)
J.M. Loureiro, B. Malaman, B.F.O. Costa, G. Le Caër, V.A. Khomchenko, S. Das, V.S. Amaral, Comparison of disorder induced by annealing and quench and by ball-milling in B2 FeCo. Phys. Status Solidi 208(10), 3087–3090 (2011)
P.R. Soni, Mechanical Alloying: Fundamentals and Applications (Cambridge International Science Publishing, Cambridge, 1998)
C. Suryanarayana, A. Al-Joubori, Encyclopedia of Iron, Steel, and Their Alloys (CRC Press, Boca Raton, 2015)
C.C. Koch, Amorphization of single composition powders by mechanical milling. Scr. Mater. 34(1), 21–27 (1996)
S. Scudino, M. Sakaliyska, K.B. Surreddi, J. Eckert, Mechanical alloying and milling of Al–Mg alloys. J. Alloys Compd. 483(1), 2–7 (2009)
C. Suryanarayana, Mechanical alloying and milling. Prog. Mater Sci. 46(1), 1–184 (2001)
L. Lü, M.O. Lai, Mechanical Alloying (Kluwer Academic Publishers, Boston, 1998)
S. Amadori, E. Bonetti, E.G. Campari, L. Pasquini, Production and characterization of aluminum iron powder composites with ferromagnetic properties. Mater. Sci. Forum 678, 135–143 (2011)
J. Torres Torres, Valdés A. Flores, J.M. Almanza Robles, Elaboration of Al–Mn alloys by aluminothermic reduction of Mn2O3. Mater. Today Proc. 2(10), 4963–4970 (2015)
M. Vedani, Effects of reinforcement parameters on fatigue strength of aluminium-based particulate-reinforced composites. Mater. Sci. Forum 678, 125–134 (2011)
C. Borgonovo, D. Apelian, Manufacture of aluminum nanocomposites: a critical review. Mater. Sci. Forum 678, 1–22 (2011)
H. Mo Lee, Design of Al3(Ti, V, Zr) systems through phase stability calculations. Mater. Sci. Eng. A 152(1), 26–30 (1992)
M. Mitra, Structural Intermetallics and Intermetallic Matrix Composites (CRC Press, Boca Raton, 2015)
R.A. Rodriguez-Diaz, J. Frausto-Solis, A. Sedano, A. Molina, J. Porcayo-Calderon, J. Juarez-Islas, Fabrication of a disordered and nano-grain sized FeAl intermetallic alloy by two ball milling conditions: microstructural characterization and crystallite modeling perspective. Dig. J. Nanomater. Biosci. 10(2), 521–528 (2015)
M.A. Morris-Munoz, A. Dodge, D.G. Morris, Structure, strength and toughness of nanocrystalline FeAl. Nanostruct. Mater. 11(7), 873–885 (1999)
K. Wolski, G. Le Caer, P. Delcroix, R. Fillit, F. Thevenot, J. Le Coze, Influence of milling conditions on the FeAl intermetallic formation by mechanical alloying. Mater. Sci. Eng. A 207(1), 97–104 (1996)
H.W. Shi, D. Guo, Y. Ouyang, Structural evolution of mechanically alloyed nanocrystalline FeAl intermetallics. J. Alloys Compd. 455(1), 207–209 (2008)
L. D’Angelo, L. D’Onofrio, G. Gonzalez, Nanophase intermetallic FeAl obtained by sintering after mechanical alloying. J. Alloys Compd. 483(1), 154–158 (2009)
H. Song, Y. Wu, C. Tang, S. Yuan, Q. Gong, J. Liang, Microstructure and mechanical properties of FeAl intermetallics prepared by mechanical alloying and hot-pressing. Tsinghua Sci. Technol. 14(3), 300–306 (2009)
E. Bonetti, G. Scipione, R. Frattini, S. Enzo, L. Schiffini, Structural and elastic behavior of Fe50Al50 nanocrystalline alloys. J. Appl. Phys. 79, 7537–7544 (1996)
F. Hadef, A. Otmani, A. Djekoun, J.M. Greneche, Nanocrystalline FeAl intermetallics obtained in mechanically alloyed Fe50Al40Ni10 powder. Superlattices Microstruct. 49, 654–665 (2011)
T. Chen, J.M. Hampikian, N.N. Thadhani, Synthesis and characterization of mechanically alloyed and shock-consolidated nanocrystalline NiAl intermetallic. Acta Mater. 47(8), 2567–2579 (1999)
A. Albiter, M. Salazar, E. Bedolla, R.A.L. Drew, R. Perez, Improvement of the mechanical properties in a nanocrystalline NiAl intermetallic alloy with Fe, Ga and Mo additions. Mater. Sci. Eng. A 347(1), 154–164 (2003)
S.C. Hanyaloglu, B. Aksakal, I.J. McColm, Reactive sintering of electroless nickel-plated aluminum powders. Mater. Charact. 47(1), 9–16 (2001)
G.H. Akbari, H. Attarzadeh, A. Khajesarvi, Effect of milling time on the formation of NiAl nanostructure intermetallic produced by the mechanical alloying process. Adv. Mater. Res. 829, 115–119 (2014)
D. Zhong, J.J. Moore, J. Disam, S. Thiel, I. Dahan, Deposition of NiAl thin films from NiAl compound target fabricated via combustion synthesis. Surf. Coat. Technol. 120–121, 22–27 (1999)
W.E. Wallace, Rare Earth Intermetallics (Academic Press, New York, 1973)
G. Sauthoff, Intermetallics (VCH Verlagsgesellschaft, Weinheim, 1995)
N. Cinca, J.M. Guilemany, Thermal spraying of transition metal aluminides: an overview. Intermetallics 24, 60–72 (2012)
J.H. Westbrook, Structural Intermetallics (TMS, Warrendale, 1993)
J.H. Westbrook, R.L. Fleischer, Intermetallic Compounds. Principles and Practice (Wiley, Chichester, 1995)
H. Mehrer, Self-diffusion, solute-diffusion and interdiffusion in binary intermetallics. Diffus. Found. 2, 1–72 (2014)
R.W. Cahn, Frontiers of materials research/electronic and optical materials, in C-MRS International Symposi Proceedings (1999), pp. 57–66
D.G. Morris, X. Amils, S. Suriñach, M.D. Baró, M.A. Muñoz-Morris, Disordering of B2 intermetallics by ball milling, with particular attention of FeAl. J. Metastable Nanocryst. Mater. 10, 195–201 (2001)
R.W. Cahn, A.G. Evans, High-Temperature Structural Materials (Springer, Berlin, 1996)
F. Hadef, Synthesis and disordering of B2 TM-Al (TM = Fe, Ni, Co) intermetallic alloys by high energy ball milling: a review. Powder Technol. 311, 556–578 (2017)
H. Dong, Surface Engineering of Light Alloys Aluminium, Magnesium and Titanium Alloys (CRC Press, Boca Raton, 2010)
H.B. Bomberger, F.H. Froes, P.M. Morton, Titanium—a historical perspective, in Titanium Technology: Present Status and Future Trends, ed. by F.H. Froes, D. Eylon, N.B. Bomberger (The Titanium Development Association, Dayton, 1985), pp. 1–17
A.D. McQuillan, M.K. McQuillan, Titanium (Academic Press, New York, 1956)
S. Ramesh, L. Karunamoorthy, Turning investigations on machining of Ti64 alloy with different cutting tool inserts. Mater. Sci. Forum 763, 1–27 (2013)
W. Kroll, Verformbare Legierungen des Titans. Z Metallkunde 29, 189–192 (1937)
M. Qian, F.H. Froes, Titanium Powder Metallurgy: Science, Technology and Applications (Elsevier, Amsterdam, 2015)
S.R. Zbigniew, W. Janusz, Porous titanium foil by tape casting technique. J. Mater. Process. Technol. 175(1), 358–363 (2006)
P. Nu-Young, in Proceedings of the 1st Thailand Metallugy Conference, 15–16 October 2007
J. Haidar, S. Gnanarajan, J.B. Dunlop, Direct production of alloys based on titanium aluminides. Intermetallics 17, 651–656 (2009)
A. Khataee, H.M. Flower, D.R.F. West, The alloying of titanium aluminides with ruthenium. Platinum Met. Rev. 33(3), 106–113 (1989)
Z. Li, W. Gao, Intermetallics Research Progress (Nova Science Publishers, New York, 2008)
A.R.C. Sharman, D.K. Aspinwall, R.C. Dewesb, P. Bowen, Workpiece surface integrity considerations when finish turning gamma titanium aluminide. Wear 249(5), 473–481 (2001)
C.R. Zambaldi, Micromechanical modeling of γ-TiAl based alloys, Ph.D. Thesis, Available from University of Aachen, Germany, 2010
S. Znamy, D. Nguyen-Manhz, D.G. Pettiforz, V. Viteky, Atomistic modelling of TiAl I. Bond-order potentials with environmental dependence. Philos. Mag. 83(4), 415–438 (2003)
N.S. Stoloff, V.K. Sikka, Physical Metallurgy and Processing of Intermetallic Compounds (Chapman & Hall, London, 1996)
F. Zhang, S.L. Chen, Y.A. Chang, U.R. Kattner, A thermodynamic description of the Ti–Al system. Intermetallics 5(6), 471–482 (1997)
I.N. Maliutina, H. Si-Mohand, J. Sijobert, P. Bertrand, D.V. Lazurenko, I.A. Bataev, Structure and oxidation behavior of γ-TiAl coating produced by laser cladding on titanium alloy. Surf. Coat. Technol. 319, 136–144 (2017)
J.F. Appel, J.D.H. Paul, M. Oehring, Gamma Titanium Aluminide Alloys: Science and Technology (Wiley-VCH, Weinheim, 2011)
S. Fager Franzén, J. Karlsson, γ-Titanium aluminide manufactured by electron beam melting an investigation of microstructural behavior and related mechanical properties (2010), http://publications.lib.chalmers.se/records/fulltext/127716.pdf
K. Kothari, R. Radhakrishnan, N.M. Wereley, Advances in gamma titanium aluminides and their manufacturing techniques. Prog. Aerosp. Sci. 55, 1–16 (2012)
C. Suryanarayana, Does a disordered γ-TiAl phase exist in mechanically alloyed Ti–Al powders? Intermetallics 3(2), 153–160 (1995)
J.C. Schuster, M. Palm, Reassessment of the binary aluminum–titanium phase diagram. J. Phase Equilibria Diffusion 27(3), 255–277 (2006)
I. Ohnuma, Y. Fujita, H. Mitsui, K. Ishikawa, R. Kainuma, K. Ishida, Phase equilibria in the Ti–Al binary system. Acta Mater. 48(12), 3113–3123 (2000)
E. Bumps, H. Kessler, M. Hansen, Titanium aluminum system. Trans. AIME 194, 609–614 (1952)
M. Yan, Fabrication of gamma titanium aluminide alloys by gas tungesten arc welding-based additive layer manufacturing, Ph.D. Thesis, Available from University of Wollongong, Australia, 2015
R. Chen, H. Fang, X. Chen, Y. Su, H. Ding, J. Guo, H. Fu, Formation of TiC/Ti2AlC and α2 + γ in in-situTiAl composites with different solidification paths. Intermetallics 81, 9–15 (2017)
S. Bolz, M. Oehring, J. Lindemann, F. Pyczak, J. Paul, A. Stark, T. Lippmann, S. Schrüfer, D. Roth-Fagaraseanu, A. Schreyer, S. Weib, Microstructure and mechanical properties of a forged β-solidifying γ TiAl alloy in different heat treatment conditions. Intermetallics 58, 71–83 (2015)
L. Fang, J. Lin, Y. Liang, L. Zhang, J. Yin, X. Ding, Microstructural instability in surface layer of a high Nb–TiAl alloy processed by shot peening following high temperature exposure. Intermetallics 78, 8–16 (2016)
J. Wang, Y. Wang, Y. Liu, J. Li, L. He, C. Zhang, Microstructure evolution in Ni and Ni-superalloy based metallic-intermetallic laminate (MIL) composites. Intermetallics 64, 70–80 (2016)
G. Chen, Y. Peng, G. Zheng, Z. Qi, M. Wang, H. Yu, C. Dong, C.T. Liu, Polysynthetic twinned TiAl single crystals for high-temperature applications. Nat. Mater. 15(8), 876–881 (2016)
K. Hashimoto, M. Kimura, R. Suyama, Alloy design of gamma titanium aluminide intermetallic compound. Nippon Steel Tech. Rep. 62, 98–103 (1994)
A.A. Aldoshan, Spark plasma sintering of titanium aluminide intermetallics and its composites, MS Thesis, Available from Oklahoma State University, USA, 2012
S.J. Hales, P. Vasquez, Synthesis of nano-crystalline gamma-TiAl materials, in Gamma Titanium Aluminides, ed. by Y.W. Kim, H. Clemens, A.H. Rosenberger (TMS, Warrendale, 2003), pp. 305–310
C. Suryanarayana, R. Sundaresan, F.H. Froes, TiAl formation by mechanical alloying. Mater. Sci. Eng A150(1), 117–121 (1992)
K.B. Gerasimov, S.V. Pavlov, Metastable Ti-Al phases obtained by mechanical alloying. J. Alloys Compd. 242(1), 136–142 (1996)
N. Forouzanmehr, F. Karimzadeh, M.H. Enayati, Study on solid-state reactions of nanocrystalline TiAl synthesized by mechanical alloying. J. Alloys Compd. 471(1), 93–97 (2009)
M.R. Farhang, A.R. Kamali, M. Nazarian-Samani, Effects of mechanical alloying on the characteristics of a nanocrystalline Ti–50 at.%Al during hot pressing consolidation. Mater. Sci. Eng. B 168(1), 136–141 (2010)
J.B. Al-Dabbagh, R. Mohd Tahar, M. Ishak, S.A. Harun, Mechanical alloying (MA) of Ti–50%Al (molar fraction) powder by using planetary ball milling. Int. J. Nanoelectron. Mater. 8, 23–32 (2015)
F. Abbasi Nargesi, R. Azari Khosroshahi, N. Parvini Ahmadi, Synthesis of nanostructured Ti–45Al–5Cr alloy by mechanical alloying and study of effect of Cr addition on microstructure of TiAl alloy. JE Trans. A Basics 24(2), 123–130 (2011)
M. Oehring, T. Klassen, R. Bormann, The formation of metastable Ti–Al solid solutions by mechanical alloying and ball milling. J. Mater. Res. 8(11), 2819–2829 (1993)
H. Yu, D. Zhang, Y. Chen, Z. Liu, Synthesis of nanostructured Gamma-Ti Al based powders and bulk alloys using high energy mechanical milling and HIP. Int. J. Mod. Phys. B 20, 4183–4188 (2006)
S. Kumaran, T. Srinivasa Rao, R. Subramanian, P. Angelo, Nanocrystalline and amorphous structure formation in Ti–Al system during high energy ball milling. Powder Metall. 48(4), 354–357 (2005)
S. Qu, X. Li, Y. Li, L. Hu, E. Wang, Manufacturing a TiAl alloy by high-energy ball milling and subsequent. Reactive sintering. Rare Met. 25, 21–26 (2006)
S. Kennedy, S. Kumaran, T. Srinivasa Rao, Effect of milling on sintering behavior of γ-TiAl by spark plasma sintering. Mater. Manuf. Process. 28, 928–932 (2013)
K. Kothari, R. Radhakrishnan, N.M. Wereley, T.S. Sudarshan, Rapid consolidation of gamma titanium aluminide powders attrition milled to submicron scale. Mater. Manuf. Process. 28, 1171–1178 (2013)
H. Huang, P. Virtanen, T. Tiainen, Y. Ji, Synthesis of γ-TiAl based alloy by mechanical alloying and reactive hot isostatic pressing. Int. J. Mater. Eng. Perform. 7(6), 784–788 (1998)
T. Klassen, M. Oehring, R. Bormann, Microscopic mechanisms of metastable phase formation during ball milling of intermetallic TiAl phases. Acta Mater. 45(9), 3935–3948 (1997)
T. Shanmugasundaram, J. Guyon, J.P. Monchoux, A. Hazotte, E. Bouzy, On grain refinement of a γ-TiAl alloy using cryo-milling followed by spark plasma sintering. Intermetallics 66, 141–148 (2015)
R.D.W. Kemmitt, Manganese, in Comprehensive Inorganic Chemistry, ed. by J.C. Bailar, H.J. Emeleus, F. Trotman-Dickenson (Pergamon Press, Oxford, 1973)
R.D. Graham, J.P. Quirk, Genotypic differences in tolerance to manganese deficiency, in Proceedings of the International Symposium on Manganese in Soils and Plants, ed. by R.D. Graham, R.J. Hannam, N.C. Uren (Kluwer Academic Publishers, Dordrecht, 1988), pp. 261–276
E.J. Chapman, Philos. Mag. 3, 144 (1852)
D.A. Wells, Proc. Arner. Assoc 275 (1851)
M. Brant, V.L. Schram, Mammalian manganese metabolism and manganese uptake and distribution in rat hepatocytes, in Manganese in Metabolism and Enzyme Function, ed. by V.L. Schram, F.C. Wedler (Academic Press, Orlando, 1986), pp. 3–16
B. Venugopal, T.D. Luckey, Metal Toxicity in Mammals (Plenum Press, New York, 1978)
H.A. Abdel-Ghany, Monitoring of natural radioactivity in manganese ore. Nuclear Physics and Atomic Energy 10(4), 433–436 (2009)
V. Kuleshov, Isotope Geochemistry (Elsevier, Amsterdam, 2017)
H. Kono, On the ferromagnetic phase in manganese–aluminum system. J. Phys. Soc. Jpn. 13, 1444–1451 (1958)
A.J.J. Koch, P. Hokkeling, M.G.V.D. Sterg, K.J. DeVos, New material for permanent magnets on a base of Mn and Al. J. Appl. Phys. 31, 75S (1960). https://doi.org/10.1063/1.1984610
J.P. Jakubovics, T.W. Jolly, The effect of crystal defects on the domain structure of Mn–Al alloys. Physica B + C 86, 1357–1365 (1977)
M. Betancourt, P. Silva, G. Gonzalez, Effect of milling on the magnetic properties of Al–Mn obtained by mechanical alloying. J. Alloys Compd. 536S(1), S296–S299 (2012)
J.M.D. Coey, New permanent magnets; manganese compounds. J. Phys. Condens. Matter 26, 064211 (2014). https://doi.org/10.1088/0953-8984/26/6/064211
H. Jian, K.P. Skokov, O. Gutfleisch, Microstructure and magnetic properties of Mn–Al–C alloy powders prepared by ball milling. J. Alloys Compd. 622, 524–528 (2015)
Annual Report (No. 1, 2012–2013)
J.J. Van Den Broek, H. Donkersloot, G. Van Tendeloo, J. Van Landuyt, Phase transformations in pure and carbon-doped Al45Mn55 alloys. Acta Metall. 27(9), 1497–1504 (1979)
N. Singh, V. Mudgil, K. Anand, A.K. Srivastava, R.K. Kotnala, A. Dhar, Influence of processing on structure property correlations in τ-MnAl rare-earth free permanent magnet material. J. Alloys Compd. 633, 401–407 (2015)
P. Manchanda, A. Kashyap, J.E. Shield, L.H. Lewis, R. Skomski, Magnetic properties of Fe-doped MnAl. J. Magn. Magn. Mater. 365, 88–92 (2014)
J.H. Park, Y.K. Hong, S. Bae, J.J. Lee, J. Jalli, G.S. Abo, N. Neveu, S.G. Kim, C.J. Choi, Saturation magnetization and crystalline anisotropy calculations for MnAl permanent magnet. J. Appl. Phys. 107, 731 (2010). https://doi.org/10.1063/1.3337640
S. Ruan, C.A. Schuh, Electrodeposited Al–Mn alloys with microcrystalline, nanocrystalline, amorphous and nano-quasicrystalline structures. Acta Mater. 57(13), 3810–3822 (2009)
Z. Shao, H. Zhao, J. Zeng, Y. Zhang, W. Yang, Y. Lai, S. Guo, H. Du, C. Wang, Y. Yang, J. Yang, One step preparation of pure τ-MnAl phase with high magnetization using strip casting method. AIP Adv. 7, 056213 (2017). https://doi.org/10.1063/1.4974277
Q. Zeng, I. Baker, J. Cui, Z. Yan, Structural and magnetic properties of nanostructured Mn–Al–C magnetic materials. J. Magn. Magn. Mater. 308(2), 214–226 (2007)
W.H. Dreizler, A. Menth, Transformation kinetics of the ferromagnetic alloy Mn–Al–C. IEEE Trans. Magn. 80, 534–536 (1980)
K. Kamino, T. Kawaguchi, M. Nagakura, Magnetic properties of MnAl system alloys. IEEE Trans. Magn. 2(3), 506–510 (1966)
Y. Kurtulus, R. Dronskowski, Electronic structure, chemical bonding and spin polarization in ferromagnetic MnAl. J. Solid State Chem. 176(2), 390–399 (2003)
Ö. Acar, Investigation of solid state phase transformation in Manganese–Aluminium alloys, MSc Thesis, Available from Middle East Technical University. Turkey, 2016
W. Zheng, H. Mao, X.G. Lu, Y. He, L. Li, M. Selleby, Thermodynamic investigation of the Al–Fe–Mn system over the whole composition and wide temperature ranges. J. Alloys Compd. 742, 1046–1057 (2018)
A. Chaturvedi, R. Yaqub, I. Baker, Microstructure and magnetic properties of bulk nanocrystalline MnAl. Metals 4(1), 20–27 (2014)
W. Lu, J. Niu, T. Wang, K. Xia, Z. Xiang, Y.S. Hong Zhang, S. Yoshimura, H. Saito, Low-energy mechanically milled τ-phase MnAl alloys with high coercivity and magnetization. J. Alloys Compd 675, 163–167 (2016)
P.B. Braun, J.A. Goedkoop, An X-ray and neutron diffraction investigation of the magnetic phase Al0.89Mn1.11. Acta Cryst. 16, 737–740 (1963)
K.J. Kim, K. Sumiyama, K. Suzuki, Ferromagnetic α-Mn-type Mn–Al alloys produced by mechanical alloying. J. Alloys Compd. 217, 48–51 (1995)
S. Ibrahim, A.M. Shamah, Y.M. Abbas, F.F. Hanna, L.K. Marei, A. Hannora, Phase stability in mechanically alloyed Mn–30at.%Al. Egypt J. Solids 28(2), 315–323 (2005)
P. Saravanan, V.T.P. Vinod, M. Černík, A. Selvapriya, D. Chakravarty, S.V. Kamat, Processing of Mn–Al nanostructured magnets by spark plasma sintering and subsequent rapid thermal annealing. J. Magn. Magn. Mater. 374, 427–432 (2015)
P. Shunkang, L. Ye, L. Peihao, R. Guanghui, Z. Huaiying, C. Lichun, Microwave absorbing properties of MnAl alloy powder. Rare Met. Mater. Eng. 45(2), 267–271 (2016)
J.G. Lee, X.L. Wang, Z.D. Zhang, C.J. Choi, Magnetic dependence of cyclotron transition absorption in piezoelectric materials based on the quantum transport theory. Thin Solid Films 519(23), 8312–8318 (2011)
K.P. Su, X.X. Chena, H.O. Wang, D.X. Huo, Z.W. Liu, Effect of milling on the structure and magnetic properties in Mn54Al46 flakes prepared by surfactant-assisted ball milling. Mater. Charact. 114, 263–266 (2016)
S. Kojima, T. Ohtani, N. Kato, K. Kojima, Y. Sakamoto, I. Konno, M. Tsukahara, T. Kubo, Crystal transformation and orientation of MnAlC hard magnetic alloy, in AIP (1974)
G.A. Fischer, M.L. Rudee, Effect of magnetic annealing on the τ-phase of MnAl thin films. J. Magn. Magn. Mater. 213(3), 335–339 (2000)
T. Saito, Magnetic properties of Mn–Al system alloys produced by mechanical alloying. J. Appl. Phys. 93(10), 8686–8688 (2003)
O. Kohmoto, N. Kageyama, Y. Kageyama, H. Haji, M. Uchida, Y. Matsushima, Magnetic properties of mechanically alloyed Mn–Al–C powders. J. Phys. Conf. Ser. 266, 012016 (2011). https://doi.org/10.1088/1742-6596/266/1/012016
D.C. Crew, P.G. McCormick, R. Street, MnAl and MnAlC permanent magnets produced by mechanical alloying. Scr. Metall. Mater. 32(3), 315–318 (1995)
O. Obi, L. Burns, Y. Chen, T. Fitchorov, S. Kim, K. Hsu, D. Heiman, L.H. Lewis, V.G. Harris, Magnetic and structural properties of heat-treated high-moment mechanically alloyed MnAlC powders. J. Alloys Compd. 582, 598–602 (2014)
K.P. Su, J. Wang, H.O. Wang, D.X. Huo, L.W. Li, Y.Q. Cao, Z.W. Liu, Strain-induced coercivity enhancement in Mn51Al46C3 flakes prepared by surfactant-assisted ball milling. J. Alloys Compd. 640, 114–117 (2015)
G.P. Keeler, Ruthenium Synthesis, Physicochemical Properties and Applications (Nova Science Publishers, New York, 2014)
W.P. Griffith, Ruthenium Oxidation Complexes, Catalysis by Metal Complexes (Springer, Berlin, 2011)
C. Claus, Ann. Chem. Phys. 64, 192–197 (1845)
C. Claus, J. Prakt. Chem. 34, 420–438 (1845)
Anon. Philos. Mag. 27, 230–231 (1845)
E.A. Seddon, K.R. Seddon, The Chemistry of Ruthenium (Elsevier, Amsterdam, 1984)
W.P. Griffith, Spurious platinum metals. Chem Brit. 4, 430–434 (1968)
H. Hodrejarv, A. Vaarmann, I. Inno, Heavy metals in roadside. Proc. Estonian Acad. Sci. Chem. 46, 153–167 (1997)
W. Obrowski, Die Beständigkeit von Wolfram gegen flûssiges Cer und über CerWolfram-Legierungen. Naturwissenschaften 47, 201 (1960)
W. Obrowski, Alloys of ruthenium with boron, beryllium and aluminium. Metall 17(2), 108–112 (1963)
W. Wopershow, C.J. Raub, Metallwissenschaft und Technik. Metalli 33(7), 736 (1979)
F. Mucklich, N. Ilic, RuAl and its alloys. Part I. Structure, physical properties, microstructure and processing. Intermetallics 13(1), 5–21 (2005)
I.M. Wolff, Toward a better understanding of ruthenium aluminide. JOM 49(1), 134–139 (1997)
R.L. Fleischer, Boron and off-stoichiometry effects on the strength and ductility of AIRu. Metall. Trans. A 4(1), 227–230 (1993)
K.W. Liu, F. Mücklich, Synthesis of RuAl/ZrO2 nanocomposite by mechanical alloying and subsequent annealing. Scr. Mater. 49(3), 207–212 (2003)
R. Fleischer, D. McKee, Mechanical and oxidation properties of AlRu-based high-temperature alloys. Metall. Mater. Trans. A 24(3), 759–763 (1993)
F. Soldera, N. Ilic, S. Brännström, I. Barrientos, H.A. Gobran, F. Mücklich, Formation of Al2O3 scales on single-phase RuAl produced by reactive sintering. Oxid. Met. 59(5), 529–542 (2003)
M.A. Guitar, H. Aboulfadl, C. Pauly, P. Leibenguth, S. Migot, F. Mücklich, Production of single-phase intermetallic films from Ru–Al multilayers. Surf. Coat. Technol. 244(15), 210–216 (2014)
M.A. Guitar, F. Mucklich, Isothermal oxidation behaviour of nanocrystalline RuAl intermetallic thin films. Oxid. Met. 80(3), 423–436 (2013)
I.M. Wolff, G. Sauthoff, L.A. Cornish, H.D.V. Steyn, R. Coetzee, Structural Intermetallics (The Minerals, Metals & Materials Society, Warrensdale, 1997)
D.W. McKee, R.L. Fleischer, High temperature, ordered intermetallic alloys IV, in Materials Research Society Symposium Proceedings, ed. by L.A. Johnson, D.P. Pope, J.O. Stiegler (Materials Research Society, Pittsburg, 1991), pp. 969–974
R.L. Fleischer, D.W. McKee, Mechanical and oxidation properties of AlRu-based high-temperature alloys. Metall. Trans. A 24(3), 759–763 (1993)
J.A. Howell, Wnts are guidance cues in anterior-posterior neuronal migration, Ph.D. Thesis, Available from University of California, Berkeley, 2005
T.M. Pollock, D.C. Lu, X. Shi, K. Eow, A comparative analysis of low temperature deformation in B2 aluminides. Mater. Sci. Eng. A 317(1), 241–248 (2001)
H.A. Gobran, K.W. Liu, D. Heger, F. Mücklich, Investigation on point defect structure in single phase B2 type RuAl alloys by lattice parameter measurements. Scr. Mater. 49(11), 1097–1102 (2003)
T.D. Boniface, The ruthenium-aluminium system, MSc Thesis, Available from University of the Witwatersrand, Johannesburg, 1994
T.D. Boniface, L.A. Cornish, Investigation of the aluminium–ruthenium phase diagram above 25 at.% ruthenium. J. Alloys Compd. 234(2), 275–279 (1996)
N.P. Lyakishev, Phase diagrams of binary metallic systems (Mashinostroenie, Moscow, 1996)
E.M. Savitskii, V.P. Polyakova, N.B. Gorina, N.P. Roshan, Metallurgy of Platinum Group Metals (Metallurgiya, Moscow, 1975). (in Russian)
S.N. Prins, L.A. Cornish, W.E. Stumpf, B. Sundman, Thermodynamic assessment of the Al–Ru system. Calphad 27(1), 79–90 (2003)
W.G. Jung, O.J. Kleppa, Standard molar enthalpies of formation of MeAl (Me = Ru, Rh, Os, Ir). Metall. Trans. B 23(1), 53–56 (1992)
R.L. Fleischer, Substitutional solutes in AlRu—I. Effects of solute on moduli, lattice parameters and vacancy production. Acta Metall. Mater. 41(3), 863–869 (1993)
A. Borah, Processing and characterisation of ruthenium aluminium alloys, Ph.D. Thesis, Available from University of Guwahati, India, 2006
S. Mi, S. Balanetskyy, B. Grushko, A study of the Al-rich part of the Al–Ru alloy system. Intermetallics 11(7), 643–649 (2003)
B. Bax, C. Pauly, P. Leibenguth, K. Woll, F. Mücklic, Synthesis of B2-RuAl coatings on mild steel by laser cladding. Surf. Coat. Technol. 206(19), 3931–3937 (2012)
A.A. Drozdov, A.E. Morozov, K.B. Povarova, Comparative analysis of the effect of mechanical activation in an attritor on the structure and behavior of β-RuAl and β-NiAl alloy powder mixtures during reactive sintering. Russian Metallurgy (Metally) 5(5), 347–353 (2013)
K.E. Mohamed, D. Stover, H.P. Buchkremer, Some reactive processing aspects of high-temperature aluminides Nb3Al and RuAl. J. Mater. Eng. Perform. 6(6), 771–779 (1997)
K.W. Liu, F. Mucklich, R. Birringer, Synthesis of nano-RuAl by mechanical alloying. Intermetallics 9(1), 81–88 (2001)
K.W. Liu, F. Mucklich, Thermal stability of nano-RuAl produced by mechanical alloying. Acta Mater. 49(3), 395–403 (2001)
A. Bora, P.P. Singha, P.S. Robi, A. Srinivasan, Powder metallurgy processing of ruthenium aluminum alloys. J. Mater. Process. Technol. 153–154, 952–957 (2004)
A. Bora, P.S. Robi, A. Srinivasan, Synthesis of nano-crystalline RuAl by mechanical alloying. Met. Mater. Int. 13(4), 293–302 (2007)
K.W. Liu, F. Mucklich, W. Pitschke, R. Birringer, K. Wetzig, Formation of nanocrystalline B2-structured (Ru, Ni)Al in the ternary Ru–Al–Ni system by mechanical alloying and its thermal stability. Mater. Sci. Eng. A 313(1), 187–197 (2001)
E. Hellstern, H.J. Fecht, Z. Fu, W.L. Johnson, Structural and thermodynamic properties of heavily mechanically deformed Ru and AlRu. J. Appl. Phys. 65, 305 (1989)
Acknowledgments
This work was supported by the Ministère de l’Enseignement Supérieur et de la Recherche Scientifique, Algeria.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Hadef, F. Effect of High-Energy Ball Milling on Structure and Properties of Some Intermetallic Alloys: A Mini Review. Metallogr. Microstruct. Anal. 8, 430–444 (2019). https://doi.org/10.1007/s13632-019-00550-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13632-019-00550-3