
Abstract
In this paper, Ti-48Al-2Cr-2Nb alloy with ultrafine/fine-scale bimodal grain structure was prepared by high-energy ball milling and hot-pressing sintering. The microstructure, room temperature mechanical properties and fracture mechanism of the alloy were investigated by means of XRD, SEM, TEM, and compressive tests. The results show that the TiAl alloy with ultrafine/fine grained bimodal structure is mainly composed of equiaxed γ-TiAl grains, dispersed island-like α2-Ti3Al phase and a small amount of lamellar γ/α2 microstructure, and possesses satisfied room temperature compressive properties, with the yield strength, fracture strength, and compression rate of 2047, 2693 MPa, and 4.85%, respectively. The fracture morphology is smooth, and the tear layer is small and thin, showing the fracture forms of translamellar and intergranular/interlamellar fractures.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
TiAl-based alloys have been widely applied in turbine blades, automobile exhaust valves, helicopter nozzles parts due to their advantages of low density, high strength, good oxidation resistance, and excellent creep resistance (Ref 1,2,3,4,5). However, the poor plasticity and formability of TiAl-based alloys at room temperature are the main factors that limit their application. For the past few years, in order to solve this issue, the properties of TiAl-based alloys have been improved by various methods such as micro-alloying (Ref 6, 7), microstructure refinement (Ref 8), and processing parameters optimization (Ref 9). But there is still room for improvement in the properties of TiAl-based alloys.
Recently, Wang et al. Ref 10, 11 proposed a bimodal grain sized microstructure strategy to enhance the plasticity of ultrafine grained copper by designing the micron-scale grains embedded in a matrix of ultrafine and nanocrystalline (< 300 nm) grains. In this strategy, coarse grains provide high strain hardening rate that exceeds expectations, and they do not significantly reduce the strength of materials. At present, achieving high strength and plasticity caused by the bimodal grain structure has been found in Al and A1 alloys (Ref 12, 13), Cu alloys (Ref 11), Ti alloys (Ref 14), and steels (Ref 15, 16), again confirming the feasibility of the bimodal structure design in the metals and alloys. For TiAl-based alloys, Edalati et al. Ref 17 prepared a bimodal microstructure composed of nanocrystalline and submicron grains by means of high-pressure torsion and annealing, making the alloy strength three times higher than that of pure nanocrystalline. Cheng et al. Ref 18 prepared a β/B2 + γ bimodal TiAl alloy with coarse grain structure, which showed excellent superplasticity. Ren et al. Ref 19 studied a TiAl-based alloy with fine/coarse-grained mixed microstructure fabricated by powder metallurgy, which also showed a unique mechanical behavior at room temperature. As is seen, the alloys with the bimodal structure can exhibit excellent combination of plasticity, toughness, and strength, which provides a new idea for the preparation of TiAl-based alloys.
In this paper, Ti-48Al-2Cr-2Nb alloy was prepared by hot-pressing sintering based on ultrafine and fine powders prepared by high-energy ball milling. The microstructure characteristic and mechanical property of Ti-48Al-2Cr-2Nb alloy with ultrafine/fine grained bimodal structure were studied. The strengthening-plasticizing behavior and fracture mechanism were analyzed in detail.
2 Experimental Procedure
Ti-48Al-2Cr-2Nb pre-alloyed powders produced by the plasma rotating electrode process (PREP), with a nominal chemical composition (wt.%) of 32.82%Al, 2.68%Cr, 4.91%Nb, 0.30%O, and bal. Ti, were used in this study as the raw material.
The pre-alloying powders were refined by a three-dimensional shaker high-energy ball mill. The ball milling vial and steel balls are made of GCr15 steel. The steel balls are 10 mm and 15 mm in diameter, with a mass ratio of 2:1. The ball-to-powder mass ratio is 10:1. The rotation speed of milling was 550 rpm. Each 5 h of milling was followed by a pause of 1.5 h. The milling time was 25 and 35 h, respectively, and the obtained fine powders could be expressed as 25MMed powders and 35MMed powders. The Mixed powders were obtained by mechanically mixing 35MMed and 25MMed powders in a mass ratio of 4:1. This ratio was evaluated as the best in the previous experiments which is not shown in this work. To obtain uniformly distributed powders, the Mixed powders were dry-mixed for 15 min using a planetary ball mill with a low rotational speed of 230 rpm under argon protection. All the powders were consolidated under vacuum atmosphere at 1200 °C for 1 h with a pressure of 40 MPa followed by furnace cooling. The vacuum degree was 3.6 × 10–4 Pa during sintering. The initial heating rate was set to 10 °C/min. A graphite sheet was used to minimize the friction between the die walls and the powders, which also facilitates the ejection of specimens after sintering. Figure 1 shows the schematic diagram of TiAl-based alloy preparation in this study.

Schematic diagram of TiAl-based alloy preparation in this study
The mechanical properties of the sintered compacts were measured by uniaxial compression test at room temperature with a strain rate of 2 × 10–4 s−1. The sample is a cylinder with a size of Φ 6 mm × 9 mm. The phase analyses of powders and sintered compacts were carried out by X-ray diffraction (XRD) with Cu-Kα radiation. The scanning step size was 0.02°, and the scanning rate was 2°/min. The microstructures of powders and sintered compacts were characterized by field emission scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS). The fine structure of sintered blocks was observed by transmission electron microscope (TEM) at 200 kV acceleration voltage.
3 Results and Discussion
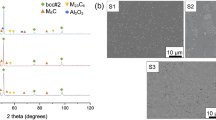
Figure 2 shows the XRD patterns of the sintered compacts prepared from 25MMed, 35MMed and Mixed powders, respectively. All three samples are mainly composed of γ-TiAl phase and α2-Ti3Al phase. The peak width of 35MMed compacts is wide, indicating that the grains in the samples are very fine. With the addition of ultrafine powders, the diffraction peaks corresponding to α2-Ti3Al in 35MMed changes to be the main ones, indicating that the content of α2-Ti3Al phase in the 35MMed sample increases significantly. The density measurements showed that the density of 25MMed sample was 3.95 g/cm3. When the amount of ultrafine powders increases, the density increases to 3.99 and 4.06 g/cm3, respectively, for Mixed sample and 35MMed sample. This shows that the ultrafine powder increases the activity of the powder during the high temperature sintering and promotes the metallurgical bonding between adjacent powders, so that the density increases slightly.

XRD patterns of the sintered compacts prepared from 25MMed powders, 35MMed powders and Mixed powders, respectively
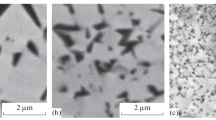
Figure 3 shows the microstructures of sintered compacts prepared from 25MMed, 35MMed, and Mixed powders, respectively. The microstructures of all samples are mainly composed of γ-TiAl phase and island-like α2-Ti3Al grains dispersed in the matrix. A small amount of lamellar γ/α2 structure are also observed. Figure 3(a) corresponds to the microstructure of 25MMed compact, where the island-like gray region ① denotes α2-Ti3Al phase while the region ② is γ-TiAl phase. The α2-Ti3Al phase proportion is about 27.7%. In the γ-TiAl phase, the atomic ratio between Al and Ti is close to 1:1, and the contents of Nb and Cr are obviously higher than that in the α2-Ti3Al phase. The microstructure of the sintered compact prepared by Mixed powders is shown in Fig. 3(b), and the grain size distribution of the two phases is shown in Fig. 3(b1). The sizes of γ-TiAl and α2-Ti3Al grains are in the range of 0.25~2.25 μm and 0.25~1.75 μm, respectively. In the regions formed by 35MMed powders, the island-like grains are refined and show a tendency of interconnecting (Ref 20). The content of α2-Ti3Al phase increases to 43.3%, which is much higher than that in the sintered compact prepared from 25MMed powders. Generally, the ultrafine powders from ball milling contains high concentration of oxygen (Ref 21, 22). This is easier to form α2-Ti3Al phase in the microstructure, because oxygen was the stabilizing element of α2-Ti3Al phase. In addition, the cooling rate of the localized region in the compact is affected by the particle size of the pre-alloyed powders. The transformation of α phase is very sensitive to the cooling rate, and it increases the undercooling in the α2-Ti3Al at a larger cooling rate, thus promoting the nucleation of α2 phase (Ref 23). The smaller the particle size of the powder, the faster the cooling rate, and the easier the orderly transition from α to α2. Therefore, the decrease in the particle size of the powders can also promote the formation of α2 phase. For the sample from the 35MMed powders (Fig. 3c), the island-like grains disappear, and the proportion of α2-Ti3Al phase increased to 82.2%.

Microstructures of different sintered compacts prepared from (a) 25MMed powders, (b) Mixed powders and (c)35MMed powders. (a1) and (a2) are EDS results of positions (1) and (2) in image (a); (b1) shows the grain size distribution of the γ-TiAl and α2-Ti3Al phases
EBSD image and TEM micrograph further confirmed the mixed bimodal structure, as shown in Fig. 4. Obviously, the fine grains are embedded in the ultrafine grains, as shown in Fig. 4(a) and (b). The formation of equiaxed grains indicates that recrystallization and grain growth are the main evolution of microstructure during sintering. Figure 5 shows the average sizes corresponding to the fine and ultrafine grains in the bimodal microstructure as well as their relative volume percentage. The average sizes of ultrafine and fine grains are 0.35 and 0.91 μm, respectively. The volume fraction of the ultrafine grain accounts for 68.38%, while that of the fine grain accounts for 31.62%. After sintering, it is found that the ratio of grains with two scales in the microstructure is no longer 4:1, that is, the mass ratio between the 35MMed and 25MMed powders. In addition, a small amount of α2/γ lamellar structure was found in the γ matrix, but no dislocation was found. The selected region diffraction patterns (SADP) of α2/γ lamellar structure and α2 phase grain are shown in Fig. 4(c) and (d).

(a) EBSD image and (b) TEM morphology of sintered blocks prepared by Mixed powders. Images of (c), (d), and (e) are diffraction spot patterns in image (b)

Average sizes of the fine and ultrafine grains in the bimodal microstructure as well as their relative volume fraction
Room temperature engineering stress–strain curves of sintered compacts prepared by 25MMed, 35MMed, and Mixed powders are shown in Fig. 6(a). The corresponding properties are presented in Fig. 6(b). The compact prepared from Mixed powders has a long uniform deformation stage, indicating a strong work hardening ability. Meanwhile, it has a very high fracture strength 2693 MPa, yield strength 2047 MPa and compression ratio 4.85%. Compared with the compact prepared from 25MMed powders, the fracture strength and yield strength are increased by 529 and 355 MPa, respectively. For the 35MMed sintered compact, it exhibits brittle feature. It is obvious that the strength of the alloy with bimodal microstructure increases significantly while the compression rate remains basically unchanged.

(a) Compressive stress–strain curves of TiAl-based alloys with different microstructures at room temperature. (b) Compression properties. (c), (d), and (e) shows the fracture morphology of sintered compacts prepared by 25MMed, Mixed powders, 35MMed powders, respectively
The variation of engineering stress–strain curve is a macroscopic reflection of deformation behavior. From Fig. 6(a), the compact prepared from 35MMed powders shows obvious brittleness, which is closely related to the large amount of α2-Ti3Al in the microstructure. Since α2-Ti3Al is a typical dense hexagonal crystal structure, a high shear stress is required during plastic deformation. But its independent slip system is less, so the corresponding deformation activation is difficult. Therefore, the presence of a large amount of α2-Ti3Al phase significantly reduces the plasticity of the compact prepared from 35MMed powders. On the other hand, the 35MMed compact is not a complete dense body. The existence of pores in the compact also increases the sensitivity of the ultrafine crystal structure to crack nucleation and propagation. Compared with α2-Ti3Al, the γ-TiAl phase has a more independent slip system, so it has higher deformation ability. There are a lot of γ-TiAl phase in the compact prepared from 25MMed powders, so the ductility of the compact prepared from 25MMed powders is relatively good. It is noteworthy that the bimodal grain size structure formed by Mixed powders has high strength and no significant reduction in the compression rate. This is because the geometrical necessary dislocations between ultrafine grains and fine grains in the microstructure are blocked in the process of compression, resulting in obvious back stress concentration and inducing strengthening effect (Ref 24), which endows the alloy with the obvious work hardening characteristic. At the same time, there is a large amount of γ-TiAl phase in the fine grains, which are subjected to the main strain during plastic deformation, delaying the cracking of the ultrafine grains. It has been reported that the reinforcement of back stress resulting from this bimodal grain structure causes mechanical incompatibility, thereby providing additional strength and/or ductility to the alloy (Ref 25, 26).
Figure 6(c) shows the fracture morphology of the compact prepared from 25MMed powders. Fine equiaxed grains can be observed, and microcracks pass through the grain boundary, presenting an intergranular fracture. The fracture of the compact prepared from Mixed powders is smoother than that of the 25MMed compact, and the tear layer is small and thin (Fig. 6d). This is because when the fine grains undergo plastic deformation, they are constrained by the ‘hard constitute’ of smaller ultrafine grains, which causes dislocation in these grains to accumulate and be blocked at grain boundaries of different grain sizes. When the stress reaches a certain level, cracks will initiate and expand at grain boundaries, and finally fracture, leaving a smaller tear layer (Ref 27). The fracture pattern of the compact prepared from Mixed powders includes translamellar and intergranular/interlamellar fracture. However, a large tear layer can be observed in the compact prepared from 35MMed powders (as shown in Fig. 6e), which is a rapid tear by a large shear force. This indicates that the compact prepared from 35MMed powders is prone to delamination cracking after the compressive deformation. From the fracture morphology of 35MMed compact, there are straight intergranular fracture planes in the tearing layer, and many fine brittle α2-Ti3Al grains are connected, segmenting the ductile γ-TiAl grains in the matrix. The cracks pass along α2-Ti3Al grain boundary and α2/γ lamellar grain boundary, forming relatively straight intergranular and interlamellar fracture surfaces.
The room temperature compression data of the ultrafine/fine grain dual-scale Ti48Al2Cr2Nb alloy prepared in this paper are compared with other TiAl-based alloys reported in the open literatures, as shown in Fig. 7. The ultrafine /fine grains dual-scale TiAl-based alloy exhibits excellent yield strength, but the plasticity needs to be further improved, which will be paid attention to in future work.

4 Conclusion
The Ti48Al2Cr2Nb alloy with ultrafine/fine grains was prepared by high-energy ball milling and hot-pressing sintering. The ratio of ultrafine powder to fine powder is about 4:1. The alloy exhibits excellent mechanical properties at room temperature, with fracture strength, yield strength and compression ratio of 2693, 2047 MPa and 4.85%, respectively. Compared with 25MMed compact, the fracture strength and yield strength are increased by 529 and 355 MPa, respectively. At the same time, the alloy exhibits significant work hardening behavior. The fracture types are translamellar and intergranular/interlamellar fracture. Compared with the 25MMed compact, the fracture morphology is smoother, and the tear layer is small and thin.
References
H.F. Sun, X.W. Li, J. Feng and W.B. Fang, Characterization of TiAl-Based Alloy With High-Content Nb by Powder Metallurgy, Trans. Nonferrous Met. Soc. China, 2012, 22, p 491–495.
B.C. Lin, R.C. Liu, Q. Jia, Y.Y. Cui, P.A. Withey and R. Yang, Effect of Yttria Inclusion on Room Temperature Tensile Properties of Investment Cast TiAl, Mater. Sci. Eng. A, 2018, 712(17), p 73–79.
Y.M. Tan, R.R. Chen, H.Z. Fang, Y.L. Liu, H.S. Ding, Y.Q. Su, J.J. Guo and H.Z. Fu, Microstructure Evolution and Mechanical Properties of TiAl Binary Alloys Added with SiC Fibers, Intermetallics, 2018, 98, p 69–78.
L. J. Zhang, Study on Microstructure, Properties and Hot Deformation Behavior of TiAl-Based Alloy Fabricated by Vacuum Hot-Pressing Sintering, M.D. Thesis, Harbin Institute of Technology, 2018.
G. Lin, H. Wu, X.P. Cui and G.H. Fan, Recent Progress on the Fabrication of TiAl-Based Composites Sheet by Reaction Annealing of Elemental Foils, Acta Metall. Sin., 2018, 54(11), p 1625–1636.
Y.W. Kim, Ordered Intermetallic Alloys, part III: Gamma Titanium Aluminides, JOM, 1994, 46(7), p 30–39.
Y.W. Kim, Intermetallic Alloys Based on Gamma Titanium Aluminide, JOM, 1989, 41(7), p 24–30.
S. Z. He, Study on Heat Treatment to Refine the Microstructure of As-Cast TiAl-Based Alloy, M.D. Thesis, Central South University, 2003.
Z.Y. Chen, L.J. Wu, F. Zhou, Z.Q. Gong, L.H. Chai, Z.L. Xiang and Z.R. Nie, The Effect Factors and the Improvement Ways of Room Temperature Ductility for TiAl-Based Alloy, Mater. Rep., 2014, 28(9), p 11–14.
Y.M. Wang, M.W. Chen, F.H. Zhou and E. Ma, High Tensile Ductility in a Nanostructured Metal, Nature, 2002, 419, p 912–914.
Y.M. Wang, K. Wang, D. Pan, K. Lu, K.J. Henker and E. Ma, Microsample Tensile Testing of Nanocrystalline Copper, Scr. Mater., 2003, 48, p 1581–1586.
B.Q. Han, E.J. Lavernia, Z. Lee and D. Witkin, Deformation Behavior of Bimodal Nanostructured 5083 Al Alloys, Metall. and Mater. Trans. A., 2005, 36, p 957–965.
B.Q. Han, E.J. Lavernia, F.A. Mohamed and C.C. Bampton, Improvement of Toughness and Ductility of a Cryomilled Al-Mg Alloy Via Microstructural Modification, Metall. Mater. Trans. A., 2005, 36, p 2081–2091.
X.L. Wu, M.X. Yang, F.P. Yuan and Y.T. Zhu, Heterogeneous Lamella Structure Unites Ultrafine-Grain Strength with Coarse-Grain Ductility, Proc. Natl. Acad. Sci. U.S.A., 2015, 112, p 14501–14505.
H.B. Wu, F.J. Wu, S.W. Yang and T. Di, The Formation Mechanism of Austenite Structure with Micro/Sub-micrometer Bimodal Grain Size Distribution, Acta Metall. Sin., 2014, 50(3), p 269–274.
Z.J. Zheng, J.W. Liu and Y. Gao, Achieving High Strength and High Ductility in 304 Stainless Steel Through Bimodal Microstructure Prepared by Post-ECAP Annealing, Mater. Sci. Eng. A, 2017, 680, p 426–432.
K. Edalati, T. Shoichi, H. Lwaoka, M. Watanabe, Z.J. Horita, D. Kashioka, K. Ishidaa and H. Inui, Ultrahigh Strength and High Plasticity in TiAl Intermetallics with Bimodal Grain Structure and Nanotwins, Scr. Mater., 2012, 67(10), p 814–817.
L. Cheng, Y. Chen, J.S. Li and E. Bouzy, Superplastic Deformation Mechanism of a γ-TiAl Alloy with Coarse and Bimodal Grain Structure, Mater. Lett., 2017, 194, p 58–61.
Y.B. Ren, Y. Han, S. Yan, J.P. Sun, Z.X. Duan, H. Chen and X. Ran, Microstructure and Mechanical Properties of Powder Metallurgical TiAl-Based Alloy Made by Micron Bimodal-Sized Powders, J. Mater. Eng. Perform., 2021, 30(1), p 269–280.
F. Liu, L.K. Huang and Y.Z. Chen, Concurrence of Phase Transition and Grain Growth in Nanocrystalline Metallic Materials, Acta Metall. Sin., 2018, 54(11), p 1525–1536.
P. Bhattacharya, P. Bellon, R.S. Averback and S.P.J. Hales, Nanocrys-Talline TiAl Powder Synthesized by High-Energy Ballmilling: Effects of Milling Parameters on Yield and Contamination, J. Alloys Compd., 2004, 368, p 187–196.
M. Lamirand, J.L. Bonnentien, S. Guérin, G. Ferrière and J.P. Chevalier, Effects of Interstitial Oxygen on Microstructure and Mechanical Properties of Ti-48Al-2Cr-2Nb with Fully Lamellar and Duplex Microstructures, Metall. Mater. Trans. A, 2006, 37, p 2369–2378.
G. Wang, Z. Zheng, L.T. Chang, L. Xu, Y.Y. Cui and Y. Yang, Characterization of TiAl PRE-Alloyed Powder and its Densification Microstructure, Acta Metall. Sin., 2011, 47(10), p 1263–1269.
J.P. Sun, Z.Q. Yang, J. Han, H. Liu, D. Song, J.H. Jiang and A.B. Ma, High Strength and Ductility AZ91 Magnesium Alloy with Multi-Heterogenous Microstructures Prepared by High-Temperature ECAP and Short-Time Aging, Mater. Sci. Eng. A, 2018, 734(12), p 485–490.
K. Máthis, J. Gubicza and N.H. Nam, Microstructure and Mechanical Behavior of AZ91 Mg Alloy Processed by Equal Channel Angular Pressing, J. Alloys Compd., 2005, 394, p 194–199.
Y. Chino and M. Mabuchi, Influences of Grain Size on Mechanical Properties of Extruded AZ91 mg Alloy After Different Extrusion Processes, Adv. Eng. Mater., 2001, 3, p 981–983.
M. Delincé, Y. Bréchet, J.D. Embury, M.G.D. Geers, P.J. Jacques and T. Pardoen, Structure-Property Optimization of Ultrafine-Grained Dual-Phase Steels Using a Microstructure-Based Strain Hardening Model, Acta Mater., 2007, 55, p 2337–2350.
X. Yang, W.J. Ma, W.L. Wang, X.T. Kang, W.P. Gu, S.F. Liu and H.P. Tang, Microscopic Microstructure Evolution of TiAl-Based Alloys Prepared from SPS, Rare Met. Mater. Eng., 2019, 48(9), p 2994–3000.
Y. Li, S.H. Liang, K. Yang, P. Deng and Z.Y. Chen, Effect of Y Doping and Vacuum Hot-Press Sintering on Microstructure and Mechanical Properties of TiAl-Based Alloys, Rare Met. Mater. Eng., 2019, 48(6), p 1756–1761.
S. J. Wei, Study on High Temperature Deformation Characteristics of TiAl Alloy Sintered By Spark Plasma Sintering, M.D. Thesis, Harbin University of Science and Technology, 2020.
R. Sun, Microstructure and Mechanical Properties of TiAl Alloy Prepared by Spark Plasma Sintering, M.D. Thesis, Huazhong University of Science and Technology, 2016.
D.Y. Yang, W.Q. Tian, J.X. Li, X. Gu, N. Liu, G.Q. Zhang and J.F. Sun, Effect of Spark Plasma Sintering Temperature on Microstructure and Mechanical Properties of Ti-45Al-6Nb-0.3W alloy, Mater. Mech. Eng., 2020, 44(6), p 28–32.
Y.P. Wang, T.F. Ma, Y. Liu, C.Z. Liu, W.T. Zhai, Y.S. Zhang and L. Zhou, Effect of Sintering Temperature On Microstructure and Properties of TiAl Composites, Titan. Ind. Prog., 2021, 38(3), p 17–22.
J.T. Li and Y.J. Hao, Densification Sintering Process of TiAl Alloy Prepared by Pressureless Sintering, Ordnance Mater. Sci. Eng., 2019, 42(4), p 87–91.
Acknowledgments
This work is supported by the National Natural Science Foundation of China (No. 51974032).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Liu, X., Han, Y., Yan, S. et al. Improved Compressive Properties of TiAl Alloy with Ultrafine/Fine Grains Prepared by High-Energy Ball Milling and Hot-Pressing Sintering. J. of Materi Eng and Perform 32, 4817–4822 (2023). https://doi.org/10.1007/s11665-022-07449-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07449-1