
Abstract
Previously, we developed a series of processes that involved chemical and enzymatic treatments to extract and separate the fibers from alfa leaves, while also preserving their native mechanical properties, by optimizing the implementation parameters. In this study, we describe the morphology of the alfa leaf, characterize the alfa fibers, and study the influence of different treatments on their crystalline structure, their colorimetric, and thermal properties. This work mentions the application of Weibull statistics to analyze the mechanical properties of alfa fibers, which helps in understanding the probability of failure under different stress conditions. Additionally, we also examined the difference in mechanical properties between a fiber bundle and a single fiber. The results show that the cellulose has not been attacked after different treatments, and the thermal stability of the fibers has improved. X-ray analysis shows that the crystallinity index of the fibers increased by about 16.4% for the alkaline and pectinase treatments. Also, we noticed that the enzymatic treatments led to reduction in the dispersion of mechanical properties. Moreover, we observed that the bundle with a smaller diameter is stronger than the one with a larger diameter. Under tensile loading, it behaves similarly to a unitary fiber, demonstrating a single break.Keywords: Enzymatic treatments, Alkaline treatment, Thermal stability, Weibull approach, Mechanical properties, Single fiber.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The valorization of natural resources for the protection of the environment is a major challenge for researchers. Indeed, the development of materials with natural fibers has been a topic of interest for the past decade. In fact, natural fibers derived from vegetable sources are tending to replace synthetic fibers thanks to their enormous advantages [1,2,3] such as their biodegradability, respect for the environment, renewableness, low cost, high performance, and availability [4,5,6,7,8,9]. But natural fibers have also some drawbacks, including low interaction with most polymers especially for the polyolefin such as the polypropylene, where it is necessary to add an accounting agent, limited resistance to moisture due to their hydrophilic character, which reduces the adhesion between fiber and polymer and decreases the mechanical properties of composites. This incompatibility with some polymers is due to the use of fibers in the raw state [5, 10, 11] This hydrophilicity is due to the presence of hydroxyl groups related to the cellulosic amorphous components such as hemicelluloses [4, 12, 13]. This feature persists in all fibrous plants, such as hemp, flax, kenaf, and alfa. Alfa, or Stipa tenacissima L., is a perennial plant distributed in North Africa and Spain [14]. In Tunisia, it is located in the center, more specifically in the Kasserin region, and covers about 400,000 ha. Alfa is known as one of the most attractive plants for the manufacturing of polymer composites [15] and for the generation of paper [16]. Alfa plant collected in Tunisia contains generally approximately 43.9% cellulose, 27.67% hemicelluloses, and 17.96% lignine [17].
Various treatments have been used to improve the surface qualities of natural fibers, including alfa, and to overcome the feature of adhesion with polymers. Alkaline treatment is one of these treatments, known for its potential to eliminate non-cellulosic components from the surface of fibers [18, 19]. Rokbi et al. [20] focused their study on the optimization of the conditions of treatment of alfa fiber in order to incorporate it into polyester composite, and the results show that good adhesion without damage was obtained at a concentration of 10% NaOH. Mudoi et al. [3] optimized alkaline concentration for the surface treatment of Himalayan fiber. Hanana et al. [17] optimized the concentration of NaOH to modify the surface of alfa fibers, and the best is 0.5 M. In fact, this is the ideal concentration for removing impurities and the amorphous part of the alfa leaf without destroying the fiber. So, alkaline treatment is an essential step that precedes other gentle treatments using enzymes such as xylanase, pectinase, and laccase, whose role is to remove the remaining impurities without attacking the cellulose. So, enzymatic treatments based on the use of bacteria are eco-friendly and ensure better mechanical and thermal properties of fiber and matrix [21,22,23]. In fact, xylanase was produced by the fungus Talaromyces, and pectinase was produced by the mutant Penicillium occinatis [17].
Some researchers studied the effectiveness of enzymatic treatments to enhance the properties of fibers. For example, Thakir et al. [24] focused their study on the treatment of ramie fibers by cellulase enzymes. The results show that the biological treatment removes the polysaccharides from the surface of the fiber. George et al. [25] treated the flax fiber with xylanase and pectinase treatments, and the results show a reduction of hemicellulosic compounds and amelioration of the thermal properties of the fiber. Nagula et al. [26] used laccase for the delignification of napier grass. This enzyme removed 50% of the lignin. Michaela et al. [27] combined an alkali-enzymatic treatment to enhance the properties of Bambusa blumeana fibers for textile material production. De Prez et al. [28] investigate the enzymatic treatment of flax fibers for use in composite applications. Three enzymes, such as xylanase, pectinase, and laccase, were investigated by Hanana et al. [17] to separate alfa fibers. The results show an improvement in the mechanical properties of the fibers. In composite applications, fiber strength is vital for the composite’s overall strength, yield affects cost, and fiber fineness impacts the fiber-matrix interface. This study aims to improve the compatibility and performance of alfa fibers in composite materials by investigating the effects of enzymatic treatments with xylanase, pectinase, and laccase. It focuses on optimizing thermal stability, color, crystallinity, and mechanical properties of the fibers. The research provides a detailed analysis of fiber morphology at the single-fiber level and evaluates the significance of differences in tensile and mechanical properties. This work builds on previous research to advance the understanding of natural fiber treatments and inform the development of sustainable, high-performance composites.
2 Materials and methods
2.1 Materials
Alfa plants were collected from the locality of Faj El Hdid, Hassi El Farid delegation in the governorate of Kasserine (Tunisia). Xylanase and pectinase enzymes were produced locally from the Laboratory of Biomass Valorization and Protein Production in Eukaryotes (CBS Sfax, Tunisia), and laccase was purchased from Sigma-Aldrich (France).
2.2 Process of extraction of alfa fibers
The process of extraction of alfa fibers is that described by Hanana et al. [17]. The alfa fibers extraction process after optimization of implemented parameters is described briefly below. Firstly, alfa fibers were rusted for 1 week in salt water. Then, the fibers have been combed in order to be parallelized and to keep only the longest fibers. Secondly, alkaline treatment (NaOH 0.5 M) was implemented to modify the surface, remove the amorphous phase as hemicelluloses and lignin, and improve the adhesion between fiber and matrix. Finally, enzymes such as xylanase, pectinase, and laccase were implemented to further improve the extraction and division of bundles. For laccase activities, the maximum of phenolic compounds was released at 50 °C, and the enzyme concentration was 230 U/g, at pH 5 using sodium acetate buffer at 50 mM. For xylanase activities, the highest concentration of enzyme was 70 U/g at 50 °C using phosphate buffer at pH 7 at 50 mM. For pectinase activities, the concentration of enzyme was 5620 U/gat 50 °C using citrate buffer at pH 4.8.
2.3 Microscopic analysis
To characterize the fibers present in alfa leaves, a microscopic analysis was conducted. This includes measuring the average diameter of the fibers and detecting any potential defects using a polarized light microscope. The aim of this analysis is to understand the structure and quality of the fibers, which is crucial for various scientific and industrial applications.
The leaves were embedded in an epoxy resin, and the cross-section of the leaves was polished. A Nikon Eclipse Lv150 polarized light microscope was used to determine the average diameter of the separated fibers and to detect the presence of defects. Microscopic analyses were carried out using an optical microscope on sections obtained with a microtome or prepared using a fine razor. Staining of the sections is obtained by impregnating the microscope slide with a solution of safranin or gentian violet (1%) for 5 min.
2.4 Microstructure analysis
X-ray diffraction evaluates the crystallinity of alfa fibers before and after enzymatic treatments by identifying and quantifying the crystalline phases within the sample. Mechanical properties of the fibers were impacted by their crystalline structure. The X-ray diffraction analyses were carried out using a Philips X’Pert MDP diffractometer set at 45 kV and 40 mA. The samples were analyzed from an angular 2θ = 5° range-up to 60° with steps of 0.02° using monochromatic copper (Kα = 1.5418 A°) (λ = 0.154 nm). The alfa samples were dried and ground in a ceramic mortar to a size less than 125 μm. The crystallinity index of the fibers was determined based in Segal method using the following equation [29]:
where I200 is the maximum peak intensity of the crystalline phase located at 2θ = 22.8°, which corresponds to the crystallographic plane of cellulose (200), and Iam is the minimum intensity of the amorphous phase of the sample at 2θ = 18°.
2.5 Colorimetric analysis
The colorimetric analysis of enzyme-treated alfa fibers is crucial for assessing the effects of enzymatic treatments on fiber color, ensuring the quality of end products, optimizing manufacturing processes, and enhancing understanding of enzymatic interactions in this specific context. Colorimetric properties were carried out using the CIELAB 1976 color system according to ISO 11664 (observation angle = 10°, illumination D65). The color parameters such as L* (lightness), a* (redness), and b*(blueness) were measured using OpenRGB software version 2.01.80406 to visualize color changes. The color difference between untreated and treated samples was calculated based on this equation:
The untreated and treated fibers were collected and placed in a square plastic box. Sufficient quantities of fibers were used to prevent light transmission through the fibers inside the plastic box (incident light is reflected from the sample surface without passing through the sample). The color measurement was carried out three times for each sample in order to average the color data obtained.
2.6 Thermogravimetric analysis
Thermogravimetric analysis (TGA) was performed using a Perkin Elmer Pyris-1 TGA instrument. All characteristics were measured on fiber samples for a temperature range of 25 to 600 °C at a heating rate of 10 °C/min under nitrogen.
2.7 Statistics study: Weibull model
In previous work, Hanana et al. [17] studied the effect of enzymatic treatments on mechanical properties of alfa fiber. A large dispersion in the ultimate stress was noticed. This was attributed to the pre-existing defects. The data collected by Hanana et al. [17] were analyzed in the present study using Weibull statistics. According to Weibull statistics, the probability of failure for a fiber of length L and applied stress σ is given by the following:
where Pf is the cumulative probability of failure of a fiber at applied stress σ, m is the shape parameter, and σ0 is the scale parameter (the characteristic resistance, at which the probability of failure is 0.63).
3 Result and discussions
3.1 Morphology
A schematic and microscopic observation of the cross-section of alfa leaf is shown in Fig. 1. The cross-section shows the internal structure of the alfa leave, with a non-rectilinear hole inside the leave. Microscopic observations show the structure and organization of the cells and cell walls throughout the leaf surface. Figure 1b shows observations under an optical microscope of a section obtained by impregnation with a safranin solution. A fiber bundle consists of several fibers bonded together by a polysaccharide-based interphase called the middle lamella (Fig. 1c). An elementary fiber is a multilayer material made up of concentric cylindrical walls. Its cross-section is approximately polygonal [30]. At its center, it has a cavity called the lumen. This lumen contributes to the circulation of water [31]. The outer wall of the fiber, also known as the primary wall, is approximately 0.2-µm thick. The inner wall, or secondary wall, makes up the majority of the fiber’s volume, with a thickness of around 0.8 µm [32]. The alfa leaf is made up of two types of fiber, one located on the outer wall and the other on the ventral epidermis. A statistical analysis of fiber cross-sections was developed to provide access to the perimeter and surface of the fibers. The various results are presented below and discussed as a function of fiber position. The equivalent surface areas, perimeters, and diameters of the cells and their lumens were calculated from the image analysis results. In fact, the cross-sectional area of the fibers is an influential parameter when determining the mechanical parameters of the alfa fibers [33]. A total of 100 fibers were analyzed. The average values obtained are presented in Table 1. For fibers located at the outer wall, the equivalent diameter measures 11 µm, while for those located in the ventral epidermis, it is 8.3 µm. Similarly for the lumen; the equivalent diameter is 3.6 µm at the outer wall and 2.5 µm in the ventral epidermis. We can therefore conclude that the fibers in the outer wall are the largest and most porous [34]. The difference between the total surface area and the surface area of the lumen corresponds to the surface area of the cell walls. It would appear that the fibers in the ventral epidermis are significantly thinner than those in the outer wall. This thinness may be a natural result of the genetic material specific to this variety or due to maturity of leaf. This study included morphological characterization of alfa fibers to predict an in depth understanding of the relationship between the structure of alfa fibers and their mechanical properties. Further details were mentioned in Sect. 3.6.

Schematic representation of cross section of alfa leaf (a), optical observations of cross section of alfa leaf (b), and cut of leaf (c)
3.2 X-ray diffraction
X-ray diffraction was performed to evaluate the crystallinity index of alfa fibers after different treatments. The diffractograms of the raw and treated fibers are shown in Fig. 2. The results reveal four peaks located around 2θ = 15°, 16.4°, 22.7°, and 34.7°, which correspond to the crystallographic planes (101), (101 ̅), (002), and (040), respectively, characteristic of native cellulose I [35]. The major crystalline peak at 2θ = 22.7° corresponds to the (002) crystallographic plane of cellulose. The low-intensity peak at 2θ = 34.7° corresponds to the (004) crystallographic plane in the two-chain monoclinic lattice. The other two peaks, corresponding to the planes (101) and (101 ̅), are observed at diffraction angles of 15° and 16.4°, respectively. For raw fibers, it is difficult to distinguish between the peak at 15° and 16.4°, due to the high percentage of amorphous materials such as lignins, pectins, hemicelluloses, and amorphous cellulose. In contrast, when the cellulose I content is high, these two peaks are separated, as seen in the treated fibers [36]. The crystallinity indices calculated using the Segal method is represented in Table 2. It is evident that the crystal structure of the alfa fibers is influenced by the different treatments. The X-ray analysis of alfa fibers treated with NaOH (Fig. 2) shows an increase in crystallinity (increase in the main peak of cellulose). For untreated fibers, the crystallinity is around 64.4%. After alkaline treatment, the crystallinity index rises to 80.76%. This 16.4% increase results from the degradation of amorphous materials of the fiber under alkaline conditions (separation of the two peaks at 15° and 16.4°). Eyupoglu et al. [37] found similar results when treating Sambucus ebulus L. fibers with an alkaline treatment, specifically the crystallinity index increased from 72 to 83%. Enzymatic treatments with laccase and xylanase decreased the degree of crystallinity in fibers compared to alkaline treatment, suggesting these enzymes dissolve crystallized cellulose. In contrast, pectinase treatment did not alter crystallinity. Alcaline and pectinase treatments increased fiber crystallinity, reducing moisture absorption and enhancing polymer adhesion. Similar results were found in the literature [37, 38].The mechanical properties of the fibers are notably influenced by their crystalline structure [39]. Details on this conclusion will be discussed in Sect. 3.5.

X-ray diffraction spectrograms of untreated and treated fibers
3.3 Colorimetric analysis of treated fibers
The treated and untreated fibers were analyzed using a spectrophotometer to measure their color and gloss simultaneously. From Fig. 3, it is evident that the treatments affect the color of the fibers, with noticeable differences observed. The change in color indicates the removal of fiber components, a relationship strongly correlated with lignin content and discoloration degree [40]. However, detailed description of each chromatic coordinate is necessary to quantify the color difference. As shown in Fig. 4, the luminance of untreated and treated fibers is comparable, showing no significant variance among different treatments. Brightness remains consistent, with fibers treated with xylanase appearing slightly brighter compared to untreated fibers, which exhibit the least luminosity. An increase in the red shade a* (Fig. 4b) is observed as a result of color alteration, particularly prominent in retted fibers over 1 week, whereas alkaline treatment decreases the a* value, reflecting significant change in soda-treated fibers. Enzymatic treatments generally reduce the red coloration, especially evident in fibers treated with pectinase. The yellow color observed (Fig. 4c) represented by the chromaticity coordinate b* shows treated fibers tend to exhibit more yellow tones. Retted fibers exhibit a stronger yellow color due to higher b* values, while pectinase-treated fibers display less yellow compared to other treatments. Calculation of the ΔE* index is essential to characterize overall color change. The increase in the ΔE* for retted fibers compared to untreated fibers primarily results from changes in yellow and red hues, while maintaining initial brightness levels. Fibers treated with xylanase and laccase show relatively minor color changes despite their bleaching capability. Pectinase treatment results in the highest ΔE*, means the greatest color indicating the most significant color evolution (Table 3). Reduction in a* and b* values contributes to this evolution, signifying decreased yellow tones attributed to lignin removal.

Pictures of the boxes of alfa fibers prepared for colorimetric analysis, a untreated fibers, b retted fibers, c fibers treated with NaOH, d fibers treated with xylanase, e fibers treated with laccase, and f fibers treated with pectinase

Chromatic coordinates of the different types of fibers, a luminance, b chromacity coordinate a*, and c chromacity coordinate b*
Table 4 shows RGB values obtained from L, a, and b using OpenRGB software to visualize color changes. The actual color of each fiber, as measured by the spectrocolorimeter, is shown in Fig. 5. All the results are confirmed. The color evolution is now more visible. It can be concluded that the removal of non-cellulose substances, particularly lignin, causes the color change of the alfa fibers [9].

RGB values of untreated and treated alfa fibers
3.4 Thermogravimetric analysis
To compare the influence of the different treatments on the stability of the fibers, thermogravimetric analyses were conducted. The structure and biochemical composition of plant fibers affect their thermal behavior. Figure 6 shows that the curves of the treated fibers are shifted to the right, indicating that the fibers degrade at higher temperatures than the untreated fibers, meaning that the treated fibers are more thermally stable in the temperature range of 200–400 °C. The thermogravimetric curves all exhibit a similar pattern of mass loss with temperature, and three main phases can be distinguished.

TGA (a) and DTG (b) curves of untreated and treated fibers
From ambient temperature up to 150 °C, the mass loss corresponds to the evaporation of free water fixed on the surface of the fiber [40]. Between 150 and 200 °C, the mass loss is practically negligible, indicating that the fibers are thermally stable in this range. The second phase is characterized by significant mass loss. Figure 6a shows peaks and shoulders corresponding to the degradation of lignocellulosic materials. To Ouajai et al. [35], the degradation of hemicelluloses and pectins occurs between 250 and 320 °C, while cellulose degrades between 390 and 400 °C. Tanobe et al. [41] report that hemicelluloses degrade between 200 and 260 °C, followed by cellulose between 240 and 350 °C, whereas lignin degrades between 280 and 500 °C. The third phase is characterized by a decrease in the rate of mass loss and corresponds to the thermal degradation of the remaining organic matter from the second phase [42]. It should be noted that some structural hemicellulose complexes may also degrade in this temperature range [43]. It is generally accepted that the initial thermal degradation of cellulosic materials occurs between 200 and 400 °C [44]. Initial degradation of cellulose components occurs mainly in the amorphous regions [45].
Table 5 presents the various degradation temperatures for each treated fiber. It can be observed that fibers treated with xylanase and pectinase exhibit good thermal stability compared to other fibers, showing no signs of initial degradation until around 77 °C and 85 °C, respectively. In contrast, the initial degradation temperature for the laccase-treated fiber is around 70 °C. This temperature is lower than that of the untreated fibers, indicating that laccase treatment reduces the thermal stability of the alfa fibers. The TGA curve for fibers treated with NaOH shows a notable slope (Fig. 6b) which characterizes the release of volatile hydrocarbons from the thermal degradation of alfa fiber [46].
The amounts of residue remaining after heating to 500 °C differed among the treated fibers (Table 5). The results show that at 500 °C, the laccase-treated fiber has the lowest carbon residue. This could be due to the removal of hemicelluloses and lignin and the result improved accessibility of cellulose in the laccase-treated fibers [47]. It can be concluded that the alkaline and enzymatic treatments improved the thermal stability of the fibers. The thermal stability of alfa fibers increased due to the chemical degradation of hemicelluloses, lignin, and pectin during the various treatments. This is indicated by the higher degradation temperatures. The maximum transition temperature of untreated alfa fiber is 205 °C, whereas that of the alcaline-treated fiber is 289 °C. The untreated fiber degrades at a lower temperature because it contains thermally unstable components such as hemicelluloses, while the treated fiber is more stable due to the removal of these components [48]. It has been reported that begin to degrade at around 200 °C, whereas other polysaccharides, such as cellulose, degrade at higher temperatures.
Ti initial temperature for transition, Tm maximum temperature for transition, Tf final temperature for transition.
3.5 Statistical study of the dispersion of mechanical properties
The data collected by Hanana et al. [17] through mechanical testing revealed a significant effect of enzymatic treatments on mechanical properties, particularly for pectinase treatment. This treatment resulted in the highest tensile strength of 1327 ± 342 MPa and a Young’s modulus of 58 ± 17.4 GPa, which are close to values reported by Bessadok et al. [49]. These values are higher than those observed by Eyupoglu et al. [35]. This improvement is mainly attributed to the removal of hemicelluloses and the enhancement of crystallinity and cellulose content in the alfa treated with pectinase enzyme (Sect. 3.2). Like all plant fibers, the mechanical properties of alfa fibers exhibit significant variation. The fiber diameter distribution of all tested fibers and their corresponding strengths is shown in Fig. 7. The data points revealed a logarithmic trend, with larger diameter fibers showing lower tensile strength. This inverse relationship between diameter and tensile strength has been highlighted in the literature. The breakage of plant fibers is often controlled by the presence of defects, which are more likely to occur in fibers with larger diameters. Critical flaws can also arise from imperfections during growth and defects introduced during extraction [50]. As illustrated in Fig. 1, the fiber diameters along the length of alfa fibers, as observed with an optical microscope, generally show higher variation. The decrease in tensile strength with increasing fiber diameter has been previously described for flax fibers by Sparnins et al. [51], in terms of Weibull statistics: larger fibers have a higher probability of containing defects, leading to premature failure. Figure 8 shows the Weibull distribution for different stages of the defibration process. For raw and retted alfa fibers during both periods, the curves exhibit a non-linear trend, indicating significant dispersion in the results. In contrast, for alkaline and enzymatic treatments, the curves show a linear trend, suggesting that reduce result dispersion and consequently the number of defects compared to raw and retted fibers. The Weibull modulus and characteristic strengths for each treatment are determined using linear regression (Table 6). The influence of the treatment on the Weibull modulus is evident with value ranges from 1.63 to 4.04 (Fig. 8). A higher Weibull modulus indicates that defects along the fiber are more uniform in size, while a lower value suggests more variability in defect dimensions. In all cases, the R2 coefficient is between 0.9 and 0.98, indicating a good fit for the linear model. However, it is important not to conclude linearity based solely on the R2 values. The Weibull modulus of 3.9 and 4 for the alkaline autoclave treatment and pectinase treatment,respectively, are higher than that of raw alfa fibers. This indicates that fibers treated with NaOH and pectinase have fewer defects and, consequently, less variability.

Evolution of the tensile strength of single alfa fiber according to their mean diameter

Weibull distribution for elementary alfa fibers to different treatments
In this part, we have studied the influence of treatments on the mechanical properties of the fibers; in the next part, we will compare the properties of single fibers and fiber bundles of the same treatment.
3.6 Comparison between fiber bundles and single fiber
Figure 9 shows the comparison between the single fiber and the fiber bundles for the treatment of salt water for 1 week, alkaline treatment, and pectinase treatment using the Weibull statistical model to understand the effect of these treatments on the dispersion of the results. For fibers retted for 1 week, single fibers exhibit considerable dispersion, whereas fiber bundles demonstrate a more linear regression, indicating better result consistency. This discripancy is due to the presence of significant non-cellulosic materials such as pectin and lignin, which still bind the fibers together. Consequently, extracting individual fibers with pliers can be aggressive and potentially damaging. In contrast, for the alkaline treatment, single fibers present less dispersion compared to fiber bundles. The alkaline treatment effectively removes a substantial amount of non-cellulosic materials, better fiber separation, and thus reducing the dispersion of individual fiber results.

Weibull distribution for fiber bundles and single fibers, after retting for a week (a), after alkaline treatment (b), and after pectinase treatment (c)
Fibers treated with pectinase, which have lower percentages of non-cellulosic materials and are well separated, show high dispersion in fiber bundles but low dispersion in single fibers.
Weibull parameters increase with decreasing fiber diameter, revealing a more uniform distribution of defects in small diameters (Fig. 9). This trend does not apply to fibers retted for 1 week, where single fibers are aggressively extracted from bundles due to their strong binding by pectins and lignin (Table 7) reveals that individual fibers treated with pectinase achieved the highest values, whereas fiber bundles exhibit a lower Weibull modulus.
In conclusion, the variability in measured tensile strength can be attributed to fiber size, extraction method, and the distribution of defects or heterogeneities within the fibers.
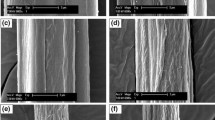
Larger bundle of alfa fibers, containing a greater number of fibers, a wide range of strengths: both weaker and stronger, due to the inherent variability in lignocellulosic fibers. As a result, during tensile testing, a weaker fiber within a large bundle is more likely to break at lower stress compared to a weaker fiber within a smaller bundle. This is due to the dissolution of most of the cementing components, such as lignin, pectin, and hemicelluloses, weakens bonding within large bundles. The failure of one fiber can create structural defects that propagate through the bundle, leading to complete rupture [52].
Figure 10 shows that many fibers in a large bundle will tend to break more under tensile loading compared to a small bundle with fewer fibers. Therefore, the smaller-diameter beam is more resistant than the one with a larger diameter, and during a tensile test, it will behave as a single fiber with a single break.

Comparison between single fiber and fiber bundle, a SEM image of single fiber, b mechanical test of single fiber, c SEM image of fiber bundle, and d mechanical test of fiber bundle
4 Conclusion
In this work, the morphology, the crystallinity, colorimetric, thermal, and mechanical properties of alfa fiber before and after treatments were investigated and discussed. The microscopic analysis reveals the morphology of alfa fibers, including their structure, organization, and dimensions. Understanding the morphology of fibers is crucial for predicting their mechanical properties and behavior in composite materials. The enzymatic and alkaline treatments applied to alfa fibers result in significant improvements in their morphological, structural, and thermal properties, thereby enhancing their compatibility with polymer matrices and potentially leading to the development of high-performance biocomposites. It was also found that mechanical properties decrease as the fiber size increased. We used the Weibull statistical model to study the effect of the treatments used on the dispersion found. We concluded that enzymatic treatments reduced this dispersion and especially with the use of the enzyme pectinase.
References
Mann GS, Singh LP, Kumar P, Singh S (2018) Green composites: a review of processing technologies and recent applications. J Thermoplast Compos Mater 33:1145–1171
El-Abbassi FE, Assarar M, Ayad R, Bourmaud A, Baley C (2021) A review on alfa fibre (Stipa tenacissima L.): from the plant architecture to the reinforcement of polymer composites. Compos Part A Appl Sci 128:105677
Mudoi MP, Sinha S, Parthasarthy V (2022) Optimizing the alkali treatment of cellulosic Himalayan nettle fibre for reinforcement in polymer composites. Carbohydr Polym 296:119937
Ouarhim W, Essabir H, Bensalah M (2023) A comparison between sabra and alfa fibers in rubber biocomposites. J Bionic Eng 16:754–767
Ajouguim S, Page J, Djelal C, Saâdi L (2023) Effect of treated alfa fibers on hydration kinetics, mechanical, and adhesion properties of fiber cement composite. J Build Eng 71:106558
Cherradi Y, Rosca IC, Cerbu C, Kebir H, Guendouz A, Benyoucef M (2021) Acoustic properties for composite materials based on alfa and wood fibers. Appl Acoust 174:107759
El-Abbassi FE, Assarar M, Ayad R, Lamdouar N (2015) Effect of alkali treatment on alfa fibre as reinforcement for polypropylene based eco-composites: mechanical behaviour and water ageing. Comp Strut 133:451–457
Huang JK, Young WB (2019) The mechanical, hygral, interfacial strength of continuous bamboo fiber reinforced epoxy composites. Compos B Eng 166:272–283
Wang D, Onawumi PY, Ismail SO, Dhakal HN, Popov I, Silberschmidt VV, Roy A (2019) Machinability of natural-fibre-reinforced polymer composites: conventional vs ultrasonically-assisted machining. Compos Part A Appl Sci 119:188–195
Ajouguim S, Abdelouahdi K, Waqif M, Stefanidou M, Saaˆdi L (2019) Modifications of alfa fibers by alkali and hydro thermal treatment. Cellulose 26:1503–1516
Nayak SY, Sultan MTH, Shenoy SB, Kini CR, Samant R, Shah AUM, Amuthakkannan P (2020) Potential of natural fibers in composites for ballistic applications. J Nat Fibers 19(5):1–11
Mouhoubi S, Bourahli MEH, Osmani H, Abdeslam S (2017) Effect of alkali treatment on alfa fibers behavior. J Nat Fibers 14:239–249
Garrouri S, Lakhal W, Benazzouk A, Sediki E (2022) Potential use of alfa fibers in construction material: physico-mechanical and thermal characterisation of reinforced specimen. Const Build Mater 342:127787
Arabeche K, Abdelmalek F, Delbreilh L, Zair L, ́ Berrayah A (2022) Physical and rheological properties of biodegradable poly (butylene succinate)/alfa fiber composites. J Thermoplast Compos Mater 35:1709–1727
Helaili S, Guizani A, Chafra M (2023) Valorization of the use of natural alfa (Stipa tenacissima L.) fiber in composite reinforcing plates based on natural fibers and metal fabric. Innov Infrastruct Solut 8:193
El Achaby M, Kassaba Z, Barakat A, Aboulkas A (2018) Alfa fibers as viable sustainable source for cellulose nanocrystals extraction: application for improving the tensile properties of biopolymer nanocomposite films. Ind Crops Prod 112:499–510
Hanana S, Elloumi A, Placet V, Tounsi H, Belghith H, Bradai C (2015) An efficient enzymatic-based process for the extraction of high-mechanical properties alfa fibres. Ind Crops Prod 70:190–200
Sair S, Mansouri S, Tanane O, Abboud Y, El Bouari A (2019) Alfa fiber-polyurethane composite as a thermal and acoustic insulation material for building applications. SN Appl Sc 1:667
Shanmugasundaram N, Rajendran I, Ramkumar T (2018) Characterization of untreated and alkali treated new cellulosic fiber from an Areca palm leaf stalk as potential reinforcement in polymer composites. Carbohydr Polym 195:566–575
Rokbi M, Osmani H, Imad A, Benseddiq N (2011) Effect of chemical treatment on flexure properties of natural fiber-reinforced polyester composite. Procedia Eng 10:2092–2097
Bledzki AK, Mamun AA, Jaszkiewicz A, Erdmann K (2010) Polypropylene composites with enzyme modified abaca fibre. Comp Sci Tech 70:854–860
Wong LY, Saad WZ, Mohamad R, Tahir PM (2017) Optimization of cultural conditions forpolygalacturonase production by a newly isolated Aspergillus fumigatus R6 capable of retting kenaf. Ind Crops Prod 97:175–183
George M, Mussone PG, Alemaskin K, Chae M, Wolodko J, Bressler DC (2016) Enzymatically treated natural fibres as reinforcing agents for biocomposite material: mechanical, thermal, and moisture absorption characterization. J Mater Sci 51:2677–2686
Thakur K, Kalia S (2017) Enzymatic modification of ramie fibers and its influence on the performance of ramie-poly (butylene succinate) biocomposites. Int J Plas Tec 21:209–226
George M, Mussone PG, Bressler DC (2014) Surface and thermal characterization of natural fibres treated with enzymes. Ind Crops Prod 53:365–373
Nagula K, Pandit N (2016) Process intensification of delignification and enzymatic hydrolysis of delignified cellulosic biomass using various process intensification techniques including cavitation. Bioresour Technol 213:162–168
Lobregas MOS, Buniao EVD, Leano JL (2023) Alkali-enzymatic treatment of Bambusa blumeana textile fibers for natural fiber-based textile material production. Ind Crops Prod 194:116268
De Prez J, Van Vuure AW, Ivens J, Aerts G, Van de Voorde I (2018) Enzymatic treatment of flax for use in composites. Biotechnol Rep 20:e00294
Segal LGJMA, Creely JJ, Martin AE, Conrad CM (1959) An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Textile Res J 29:786–794
Thuault A, Domengès B, Hervas I, Gomina M (2015) Investigation of the internal structure of flax fibre cell walls by transmission electron microscopy. Cellulose 22:3521–3530
Razali N, Salit MS, Jawaid M, Ishak MR, Lazim Y (2015) A study on chemical composition, physical, tensile, morphological, and thermal properties of roselle fibre: effect of fiber maturity. Bioressources 10:1804–1824
Shah DU (2013) Developing plant fibre composites for structural applications by optimizing composite parameters: a critical review. J Mater Sci 48:6083–6107
Khaldoun AR, Rokbi M, Amrooune S, Zergane S, Benadda A, Nouari N (2022) Determination of the rupture parameters of a plant fiber by using two diameter measurement techniques. Mater Today 53:237–243
Betené ADO, Martoïa F, Dumont PJJ, Betené FE, Ateba A (2023) Gypsum plaster composites reinforced with tropical fibre bundles extracted from Rhecktophyllum camerunense and Ananas comosus plants: microstructure and mechanical performance. Construct Build Mater 392:131815
Ouajai S, Shanks RA (2005) Composition, structure and thermal degradation of hemp cellulose after chemical treatments. Polym Degrad Stab 89:327–335
Tserki V, Zafeiropoulos NE, Simon F, Panayiotou C (2005) A study of the effect of acetylation and propionylation surface treatments on natural fibres. Compos Part A Appl Sc 36:1110–1118
Eyupoglu S, Eyupoglu C, Merdan N (2024) Investigation of the effect of enzymatic and alkali treatments on the physic-chemical properties of Sambucus ebulus L. plant fiber. Int J Biol Mac 266:130968
Banvillet G, Gatt E, Belgacem N, Bras J (2021) Cellulose fiber deconstruction by twin-screw extrusion with in situ enzymatic hydrolysis via bioextrusion. Bioresour Technol 327:124817
Torniainen P, Popescu CM, Jones D, Scharf A, Sandberg D (2021) Correlation of Studies between colour, structure and mechanical properties of commercially produced ThermoWood® treated Norway spruce and Scots pine. Forests 12:1165
Arbelaiz A, Fernandez B, Ramos JA, Mondragon I (2006) Thermal and crystallization studies of short flax fibre reinforced polypropylene matrix composites: effect of treatments. Thermochim Acta 440:111–121
Tanobe VO, Sydenstricker TH, Munaro M, Amico SC (2005) A comprehensive characterization of chemically treated Brazilian sponge-gourds (Luffa cylindrica). Polym Test 24:474–482
Sreekala MS, Kumaran MG, Thomas S (1997) Oil palm fibers: morphology, chemical composition, surface modification, and mechanical properties. J Appl Polym Sci 66:821–835
Teli MD, Jadhav AC (2017) Mechanical extraction and physical characterization of Pandanus odorifer lignocellulosic fibre. Int J Sci Res 6:1370–1374
Fisher T, Hajaligol M, Waymack B, Kellogg D (2001) Low temperature formation of aromatic hydrocarbon from pyrolysis of cellulosic materials. Fuel 80:1799–1807
Mostashari SM, Moafi HF (2007) Thermogravimetric analysis of a cellulosic fabric incorporated with ammonium iron (II)-sulfate hexahydrate as a flame retardant. J Ind Textiles 37:31–42
Abdullah SS, Yusup S, Ahmad MM, Ramli A, Ismail L (2010) Thermogravimetry study on pyrolysis of various lignocellulosic biomass for potential hydrogen production. Cellulose 20:42–20
Sain M, Panthapulakkal S (2006) Bioprocess preparation of wheat straw fibers and their characterization. Ind Crops Prod 23:1–8
Khalid M, Ratnam CT, Chuah TG, Ali S, Choong TS (2008) Comparative study of polypropylene composites reinforced with oil palm empty fruit bunch fiber and oil palm derived cellulose. Mater Des 29:173–178
Bessadok A, Roudesli S, Marais S, Follain N, Lebrun L (2009) Alfa fibres for unsaturated polyester composites reinforcement: effects of chemical treatments on mechanical and permeation properties. Compos Part A Appl Sci 40:184–195
Bismarck S, Mishra M, Lampke T (2005). Plant fibers as reinforcement for green composites. In: Mohanty AM (ed) Natural fibres, biopolymers and biocomposites 37–108
Sparnins E, Andersons J (2009) Diameter variability and strength scatter of elementary flax fibers. J Mater Sci 5:5697–5699
Inacio WP, Lopes FPD, Monteiro SN (2010) Diameter dependence of tensile strength by Weibull analysis: part III sisal fiber. Mater 15:124–130
Acknowledgements
The authors are thanking Christine Millot and Ousseynou Cisse for their technical support during the research.
Author information
Authors and Affiliations
Contributions
Sabrine Hanana: conceptualization, investigation, methodology, and writing—original draft. Afef Fajraoui: methology and experimental discussion. Vincent Placet: review and supervision, conceptualization, and funding acquisition. Ahmed Elloumi: review and editing and supervision. Chedly Bradai: supervision and review and editing. Hafedh Belghith: supervision and review.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Hanana, S., Fajraoui, A., Placet, V. et al. Effect of enzymatic treatments on mechanical, structural, and thermal properties of alfa fibers. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-06057-4
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-024-06057-4