
Abstract
The aim of this study was to study the microstructure and mechanical properties of individual bamboo fibers after alkali treatment. The individual bamboo fibers were treated by sodium hydroxide (NaOH) solution with varying concentration (6, 8, 10, 15 and 25%) followed by rinsing and freeze-drying treatments. The alkali treated individual bamboo fibers were subsequently characterized by scanning electron microscopy, atomic force microscopy, Fourier transform infrared spectroscopy, X-ray diffraction, confocal laser scanning microscopy and tensile strength tests. The results indicated that the alkali treatment resulted in more wrinkles and pores on the surface of bamboo fibers. Microfibril aggregates treated by 15 and 25% NaOH solution changed from a randomly interwoven structure to a granular structure. Cellulose I was transformed to cellulose II after 15 and 25% NaOH solution treatment. The alkali treatment reduced the diameter, lumen and cross sectional area of fiber, leading to the cracks in cell wall. The tensile strength and modulus of elasticity (MOE) of individual bamboo fibers decreased with alkali treatment. NaOH concentration almost did not affect the tensile strength but influenced the MOE significantly. The elongation at break of treated individual fiber increased significantly. When compared to untreated individual fibers, the elongation at break of the fiber was increased by 232 and 221% after 15 and 25% NaOH treatments, respectively. Besides, increasing alkali concentration caused the change of the fibers from brittleness to ductility, indicating that alkali treated bamboo fibers have a promising application in textile.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In recent decades, there has been an increasing effort to exploit the renewable raw materials to produce sustainable products so as to reduce the use of fossil fuels, and to decrease the environmental pollution. The natural fibers as raw materials became a major alternative to synthetic fibers since they are widely abundant in nature. The natural fibers have great potential applications in composites (Lee and Wang 2006; Okubo et al. 2004), pulp (Yang et al. 2008) and textile (Liu et al. 2011; Nayak and Mishra 2016). There have been lots of researches studied on the mechanical properties of natural fiber, e.g. wood (Burgert et al. 2002; Groom et al. 2002), jute (Saha et al. 2010), kenaf and ramie (Wang et al. 2011). The fibers derived from bamboo have attracted more interests and attention due to their extraordinary mechanical performances (e.g. average tensile strength 1.43–1.69 GPa, and modulus 32–34.6 GPa, Yu et al. 2011) and plenty sources for the production of bamboo fibers. Compared with other natural fibers, such as kenaf (average tensile strength 0.98 GPa, modulus 19 GPa) and ramie (average tensile strength 1 GPa, modulus 11 GPa), bamboo fibers have better tensile strength and modulus, but lower elongation at break (bamboo 7.1%, kenaf 8.3%, remie 8.9%) (Wang et al. 2011). In 2013, there are 1.88 billion bamboo culms consumed creating a total production value of 27.4 billion US dollar in China (SFA 2014). In Jiangxi province, China, the bamboo industry provides 0.86 million jobs linked to bamboo products including pulp, textile, composites, furniture etc., creating about 4.6 billion US dollar in 2014 reported by society of bamboo industry (http://blog.sina.com.cn/jxzcy09). However, the utilization rate of bamboo material is still very low, only about 40% (Wang et al. 2016).
At present, bamboo based textiles have not yet achieved their full potential. As reported, almost all available bamboo fabric in market is made using the viscose process (Nayak and Mishra 2016). Consequently, most bamboo textiles in market are not natural fibers but come from a natural source (Liese and Köhl 2015). It was reported that natural bamboo fibers has antibacterial properties (Xing and Liu 2004). But the natural coarse and stiff quality of natural bamboo fibers restricted their applications in the field of textile, fine and soft fibers are highly desirable for the textile (Liu et al. 2011; Nayak and Mishra 2016). Many techniques have been employed successfully for chemical modification of natural fibers. The microstructures and performances of natural fibers varied depending on different treatments such as NaOH (Das and Chakraborty 2008; Liu and Hu 2008; Ray and Sarkar 2001), HNO3–KClO3 (Liu et al. 2012), NaClO (Chen et al. 2011), benzoate (Amel et al. 2013). Alkali treatment has been considered as one of the most popular and cost-effective methods to obtain high-performance natural fibers (Liu et al. 2011). Many studies reported that the alkali treatment is important in determining the structure and properties of natural fibers, such as wood (Chen et al. 2015b; Ishikura et al. 2010; Nakano 2010), abaca (Cai et al. 2015), hemp (Kabir et al. 2013; Liu et al. 2013; Ouajai and Shanks 2005), jute (Gassan and Bledzki 1999; Ray and Sarkar 2001; Saha et al. 2010; Sinha and Rout 2008), oil palm (Chowdhury et al. 2013), cotton (Keshk 2015; Eronen et al. 2009), kenaf (Amel et al. 2013; Nitta et al. 2013) and Alfa (Borchani et al. 2015).
However, there are a limited number of researches on the bamboo fibers with alkali treatment, especially on the individual bamboo fibers. Alkali treatments with different concentrations in bamboo strips and bamboo dusts brought about changes in dimensions, morphology and mechanical properties (Chen et al. 2016; Das and Chakraborty 2006, 2008). Bamboo fiber bundles treated by NaOH with different concentrations in different times have various structures (Liu and Hu 2008). To my knowledge, there is no report on the microstructure and mechanical properties of alkali treated individual bamboo fiber, because natural individual bamboo fiber is very small (length is 1.49–2.28 mm, diameter is 12.24–17.32 µm) (Tian 2015) and much harder than many plant fibers (average hardness is almost 0.5 GPa) (Yu et al. 2011). Therefore, it is difficult to characterize the microstructure and mechanical properties of individual bamboo fibers.
To expand the application of bamboo fibers in the textile, chemical modification bamboo fibers is of great importance. In this research individual bamboo fibers (Neosinocalamus affinis) were isolated from bamboo strips. The individual fibers were treated by NaOH solutions with varying concentrations and were characterized by FE-SEM, AFM, FIIR, XRD, CLSM and micro tensile strength testing. The objective of this research is to investigate the effects of NaOH concentrations on the microstructure and mechanical properties of individual bamboo fibers.
Experimental
Samples preparation
Raw materials were obtained from bamboo (Neosinocalamus affinis) grown in Chengdu, Sichuan Province, China. Bamboo was taken from the culm where was 2 m high from the ground with an initial moisture content of 8–12%. Bamboo was cut into small strips (30 mm longitudinally and 2 × 2 mm in cross section). Individual bamboo fibers were isolated by immersing the small bamboo strips in a chemical solution (one part 30% hydrogen peroxide and one part glacial acetic acid) at 65 °C for 18.5 h (Wang et al. 2011). Individual bamboo fibers were washed with deionized water to neutrality and then one part was dipped in 6, 8, 10, 15 and 25% NaOH solution at room temperature (23 ± 2 °C) for 2 h maintaining fiber weight to alkali volume ratio of 1:100 (Das and Chakraborty 2008; Zhang 2011). After the treatment, individual bamboo fibers were thoroughly washed using deionized water in order to remove NaOH from the fibers until the pH was 7. Both the untreated and treated fiber suspension were frozen in liquid nitrogen followed by drying for 24 h in a freeze dryer.
Surface morphology
The morphology of the freeze-dried fibers was selected randomly to observe with a field emission scanning electron microscope (FE-SEM, XL30 ESEM FEG, FEI Company, OR, USA). The microfibrillated aggregates on the bamboo fiber surfaces were imaged by Icon atomic force microscope (AFM, Burker Corporation, CA, USA). The specimens were scanned under tapping mode using sharp tapping mode probes with a tip radius 8 nm. The length of the cantilever was 125 μm, the spring constant was 42 N/M and the resonant frequency was 320 kHz. The samples were scanned at room temperature of 23 ± 2 °C and ambient humidity of 35 ± 5%. Images were captured as 512 × 512 pixel images. Real time scanning was performed with scan rates 1.0 Hz, scan angle 0°, and tapping frequencies ranging from 340–380 kHz. Images were obtained in the phase mode, where the phase lag was used to determine differences in materials, as presented by Fahlén and Salmén (2005). Ten specimens for each treatment were selected and scanned, and untreated fiber specimen was characterized as control.
Fourier transform infrared spectroscopy (FTIR) analysis
The FTIR spectra of treated and untreated bamboo fibers were obtained in Nexus 670 spectrometer (Thermo Nicolet, CA, USA) within the range of 4000–500 cm−1, with a resolution of 4 cm−1 and 64 scans. The KBr pellet consisting of KBr and fibers selected randomly with a weight ratio of 100:1 was prepared prior to the measurement. The FTIR analysis for each sample was performed in triplicate.
X-ray diffraction (XRD) analysis
The crystal structure of the treated and untreated fibers selected randomly was characterized using a Panalytical X-ray Diffractometer (Panalytical Corporation, Almelo, Netherlands). The X-ray diffraction patterns of the treated and untreated fibers were obtained in the diffractometer with a CuKα radiation source (X-ray wavelength λ = 0.154178 nm) with a detector placed on a goniometer scanning the range from 5° to 45°. The XRD analysis for each sample was performed in triplicate.
Confocal laser scanning microscopy (CLSM) analysis
The areas of cross-section of bamboo cell wall were observed with a confocal laser scanning microscopy (CLSM; Zeiss, LSM 510 Meta, Germany). Prior to CLSM observation, the fibers were dyed with acridine orange solution. Axio vision software (Zeiss, Germany) was used to calculate the fiber area (Yu et al. 2011; Wang et al. 2011). Fifteen specimens for each treatment were tested.
Mechanical properties test
Mechanical properties test of the individual bamboo fibers was conducted in accordance with the procedure described in Chen et al. (2011). First, individual bamboo fibers were selected with length more than 2 mm. Then fibers were glued on an organic, channeled glass plate with one droplet of glue at each end, and then placed in ambient condition (25 ± 2 °C, 35 ± 5% RH) for at least 24 h. The tensile strength test of individual fibers was conducted at a high-resolution commercial mechanical tester with the measurement accuracy of 0.005 N (Microtester 5848, Instron, MA, USA). A constant strain rate of 48 μm/min was set at 25 °C and 20% RH. The fibers were removed from the tensile apparatus immediately upon failure and stored for subsequent CLSM imaging of cross-sectional area for tensile modulus and strength calculations. Typical failures of individual fibers were observed in FE-SEM and CLSM, respectively. Fifteen specimens for each treatment were tested.
Results and discussion
Surface morphology
The surface morphologies of individual bamboo fibers treated by NaOH solutions with varying concentrations are presented in Figs. 1 and 2.

SEM images of the surface morphology of individual bamboo fiber treated by NaOH solutions with different concentrations (a untreated; b 6%; c 8%; d 10%; e 15%; f 25%)

Higher-magnification SEM images of the surface morphology of individual bamboo fiber treated by NaOH solutions with different concentrations (a untreated; b 6%; c 8%; d 10%; e 15%; f 25%)
With increasing NaOH concentration, the diameter of individual bamboo fiber decreased as shown in Fig. 1, the similar phenomenon was also reported for fruit fibers (Boopathi et al. 2012). The average diameters (13 individual fibers measured for each type) were 16.46 ± 4.47, 15.23 ± 1.33, 11.47 ± 3.55, 9.75 ± 4.10, 7.42 ± 2.05, 8.02 ± 1.57 µm for individual bamboo fibers treated by 0, 6, 8, 10, 15 and 25% alkali solution, respectively, while the average lengths (30 individual fibers measured for each type) were 2.65 ± 0.64, 2.75 ± 0.55, 2.99 ± 0.64, 3.07 ± 0.65, 2.37 ± 0.49, 2.59 ± 0.56 mm for individual bamboo fibers. The diameter decreased with increasing alkali concentration, while the length increase at low alkali concentration and then decreased with high alkali concentration. For the dimension change of fiber, it possibly resulted from the loss of matrix and microfibrils aggregations with alkali treatment.
Meanwhile the wrinkle on the surface was increasingly apparent and the microfibril aggregates became more distinguishing. The untreated fibers surface was smooth. The orientation of cellulose microfibril aggregates was not obvious as shown in Figs. 1a and 2a but can be observed distinctly in Figs. 1b–d and 2b–d.
Furthermore, the cellulose microfibril aggregates not only can be seen clearly, but also some pores were observed between microfibril aggregates in Fig. 2e, f at high magnification.
It indicated that matrix in the cell wall were removed after alkali treatment. In our previous research, the isolated method used in this paper can remove the lignin of bamboo fiber (Chen et al. 2013). In addition, FT-IR indicated the absence of the peaks at 1510 and 1423 cm−1 in Fig. 3 assigned to aromatic skeletal vibration and aromatic skeletal vibration combined with C–H in plane deformations, respectively (Qin et al. 2004; Tian 2015), suggesting lignin in bamboo fibers have been removed during the isolation process. There was no lignin in the isolated individual fibers, either treated by alkali or untreated.

FT-IR spectra of bamboo fibers treated by NaOH solutions with different concentrations
However, as shown in Fig. 3, there was peaks at 1718 cm−1 in fiber untreated and treated by alkali with concentration at 6 and 8%, respectively. The band at 1718 cm−1 was attributed to C=O stretching vibration in hemicellulose presenting in bamboo fibers (Das and Chakraborty 2006). There was still hemicellulose in fiber treated by 6 and 8% NaOH solution.
As the concentration of alkali increased to 10, 15 and 25% respectively, the bands at 1718 cm−1 disappeared, which indicated hemicellulose in bamboo fiber was almost removed. It is widely reported that alkali treatment can remove hemicellulose at certain NaOH concentrations (Ariawan et al. 2015; Ouajai and Shanks 2005; Rajulu et al. 2003; Saha et al. 2010; Zuluaga et al. 2009). In our case, it seems the NaOH concentration at 10% is adequate to remove all the hemicellulose that exists in the individual bamboo fibers.
In addition, microfibrils were prone to aggregate easily when the cell wall lost lignin and hemicellulose, which might be partly responsible for the reduction in the diameter of fiber with the alkali treatment at higher concentration.
It showed that alkali concentration is an important factor affecting the surface morphology of bamboo fibers. The higher concentration tended to cause more cracks as shown in Figs. 1 and 2, leading to a rougher surface of bamboo fibers. The similar phenomena were also reported on other plant fibers after alkali treatment (Liu et al. 2013; Saha et al. 2010; Sinha and Rout 2008).
The phase images, obtained by AFM, of individual bamboo fiber treated with various NaOH concentrations are shown in Figs. 4 and 5. It can be found that cellulose microfibril aggregates in cell wall varied depending on NaOH concentrations.

AFM images of the arrangement of microfibrils of bamboo fiber treated by NaOH solutions with different concentrations (a untreated; b 6%; c 8%; d 10%; e 15%; f 25%)

Higher-resolution AFM images of the arrangement of microfibrils of bamboo fiber treated by NaOH solutions with different concentrations (a untreated; b 6%; c 8%; d 10%; e 15%; f 25%)
The microfibril aggregates in surface of bamboo fiber treated by low concentration (6 and 8%) showed a randomly interwoven structure in Figs. 4b, c and 5b, c, which is similar with the untreated ones in Figs. 4a and 5a.
However, the microfibril aggregates began to change when the NaOH concentration increased up to 10% as shown in Figs. 4d and 5d. In the case of 15 and 25% NaOH treatment, the randomly interwoven structure of cellulose microfibril aggregates disappeared. Granular structure was observed, which might be due to the transformation of cellulose I to cellulose II (Das and Chakraborty 2006; Liu and Hu 2008) or the damage of fine fiber structure as the alkali concentration increased more than 10% (Cai et al. 2015). Microfibrils were swollen and more granular in cellulose II than in cellulose I (Eronen et al. 2009). In addition, the transformation of cellulose I into cellulose II was irreversible at both the crystallographic level and the morphological level (Dinnad et al. 2002).
X-ray diffraction
The XRD patterns of bamboo fibers treated with various NaOH concentrations are shown in Fig. 6.

XRD patterns of bamboo fiber treated by NaOH solutions with different concentrations
In Fig. 6, two characteristic peaks in the XRD patten of untreated bamboo fiber were observed at 2θ = 16.01° and 22.25°, which correspond to typical cellulose I with crystallities having preferred orientation along the fiber axis (indicated by reduced tensity near 34.7°) (French 2014). The similar XRD patterns of the 6, 8 and 10% alkali treated fibers were observed as the untreated one, showing the similar cellulose I structure. As reported by Sun et al. (2014), for poplar treated by Ca(OH)2 solution at low concentration, there was no transition of cellulose I into II occurred and the relative carbohydrate was not significantly altered.
However, when the NaOH concentration increased up to 15 and 25%, XRD patterns changed, the peaks at 2θ = 12.25°, 20.2° and 21.8° correspond to (1–10), (110) and (020) planes of typical cellulose II with preferred orientation of the crystallites along the fiber axis (indicated by no peak near 34.7°), respectively (French 2014). This finding is consistent with the phenomenon reported by Das and Chakraborty (2006), Eronen et al. (2009), and Liu and Hu (2008). Therefore, when NaOH concentration exceeded 15%, cellulose II was the major component in the fiber (El Oudiani et al. 2011). The chains in cellulose I organized in sheets packed in a “parallel-up” fashion (Nishiyama et al. 2002, 2003), while cellulose II structure is antiparallel (Langan et al. 1999). In compact cell wall, microfibrils of opposite polarity co-existed side by side in native cellulose system. In an alkali treatment, during the swelling process, neighboring cellulose chains belonging to microfibrils of opposite polarity would get close enough to meet each other. At washing and drying step, the cellulose chains would recrystallize into antiparallel form which is thermodynamically more stable (Dinnad et al. 2002; Nishimura and Sarko 1987; Okano and Sarko 1985; Wang and Chen 1996).
The patterns of untreated fibers showed that there was only cellulose I in bamboo fiber, the alkali treatment led to different lattice transformation when the concentration increased. Lattice transformation from cellulose I to cellulose II have been reported occurring in many alkali treated plant fibers such as wood (Borysiak and Doczekalska 2005; Ishikura et al. 2010; Nakano and Nakano 2014), ramie (Kobayashi et al. 2011), abaca (Cai et al. 2015), Alfa (Borchani et al. 2015).
CLSM analysis
The cross-sectional area and cross sections of cell wall in individual bamboo fiber are shown in Table 1 and Fig. 7, respectively. It indicated that different alkali treatment significantly influenced the lumen and cross sectional area of cell wall of the fibers.

Typical CLSM images of the cross section of individual bamboo fibers treated by NaOH solutions with different concentrations (a untreated; b 6%; c 8%; d 10%; e 15%; f 25%)
The cross-sectional area of all the treated individual bamboo fibers were smaller than that in untreated one that might be due to partial removal of amorphous materials in fiber as a result of alkali treatment.
The areas of individual bamboo fiber treated by 6 and 8% NaOH solution were slightly smaller in comparison with the untreated one. Furthermore, after alkali treatment with 10% NaOH solution, the cross-sectional area of individual bamboo fiber decreased to be the minimum. While increasing NaOH concentration up to 15 and 25%, the cross-sectional areas increased when compared with fibers with 10% NaOH treatment. It might be attributed to transformation of cellulose I to cellulose II.
Lumens in cross sections of bamboo fibers treated by both 6 and 8% NaOH solution were observed, which was similar with the one untreated.
However, when NaOH concentration increased to 10, 15 and 25%, the lumens disappeared and a crack appeared between different layers. Bamboo fiber has a polylamellate structure of alternating broad and narrow lamellae which is different from that in wood cell wall (Liese and Köhl 2015). The removal of cementing materials during alkali treatment led to better packing of cellulose microfibrils (Das and Chakraborty 2008). The aggregation of cellulose microfibrils may result in various stresses in different layers in bamboo cell wall and thus created cracks between layers as shown in Fig. 6d–f.
Mechanical properties
In this study, it was found that mechanical properties were significantly affected by the alkali treatment due to the change of fiber structure.
The typical stress–strain curves of untreated individual bamboo fibers and fibers treated by NaOH with various concentrations are shown in Fig. 8.

Typical tensile stress–strain curves of individual bamboo fibers treated by NaOH solutions with different concentrations
The stress–strain curves of individual bamboo fibers treated with 6 and 8% NaOH are similar to the untreated one. However, the stress–strain curves of 10, 15 and 25% NaOH treated fibers appeared differently in comparison of the untreated one.
The tensile strength, the modulus of elasticity (MOE) and the elongation at break are summarized in Table 2.
The tensile strength of all alkali treated individual bamboo fibers decreased as compared to untreated fiber as shown in Table 2. That might be attributed to the damage and the change in the structure of fine fiber. When concentrations were at 6, 8 and 10%, the alkali treatment removed hemicellulose gradually. While increasing concentration to 15 and 25%, the treatment not only removed the hemicellulose, but also resulted in cellulose transforming from I to II.
MOE of all treated individual bamboo fibers was lower than that of untreated fiber. With increasing NaOH concentration, MOE decreased significantly.
In the case of fibers treated by 6, 8 and 10%, the removal of matrix materials was the main cause of the reduction in the modulus (Fahlén and Salmén 2005; Zhang 2011). For individual bamboo fibers treated by 15 and 25%, the combined effects of the removal of hemicellulose and the transformation of cellulose I to II led to the bigger reduction in the MOE, because the MOE of cellulose I (around 140 GPa) is higher than that of cellulose II (90 GPa) (Northolt et al. 2001).
The elongations at break of all treated individual bamboo fibers were higher than the untreated one. While the NaOH concentration increased to 10%, the elongation at break began to increase significantly. Once the concentration increased to 15 and 25%, the elongation at break increased by 232 and 221%, respectively when compared with untreated fiber. The elongations at break of individual bamboo fibers treated were much higher than that of bamboo fiber bundles (2.61%) which can be used for making yarn (Chen et al. 2015a). It indicated that bamboo fibers had a potentiality to making soft and fine yarn for textile with good quality.
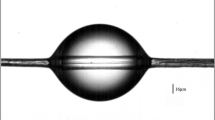
As reported by Salmén (2004) that cellulose microfibril aggregates were filled with the matrix consisting of lignin and hemicellulose. The isolation process and alkali treatment removed matrix in the cell wall resulting in lots of interspace as shown in Fig. 9. When the fiber was pulled, the interspaces first changed to be small, then loading on the microfibril which led to much higher elongations at break of the alkali treated samples. The analysis of FT-IR indicated that NaOH concentration at 10% is adequate to remove all the hemicellulose in the individual bamboo fibers. While the elongations at break treated by 15 and 25% NaOH solution were much higher than that treated by 10% NaOH solution. When the concentration increased to 15 and 25%, not only removal of hemicellulose happened but also transition of cellulose happened. Both accounted for the increase of elongation at break of individual bamboo fiber. As reported by other researchers, the alkali treatment can soften the fibers dramatically (Gassan and Bledzki 1999; Liu et al. 2013).

The model of individual bamboo fiber under load after removing the matrix
The typical fractures of individual bamboo fibers during the tensile testing are shown in Fig. 10. For alkali treated bamboo fibers, chemical and structural changes resulted in the difference in the fracture. The fractures of individual bamboo fiber treated by 6 and 8% were similar to that of untreated fibers presenting as a brush. This type of fracture resulted from the cutting alongside with the microfibril or the microfibrils were pulled away from each other (Rowell 1984). It suggested that most of the fracture happened in the weak interface between microfibrils. The factures of fibers with 15 and 25% NaOH treatment were neat and uniform which indicated the fracture mainly happened in microfibril instead of between the microfibrils as happened in the untreated fibers (Rowell 1984). This fracture form was called broken in pieces by Rowell. In addition, the holes resulted from loss of lignin and hemicellulose in the alkali treatment helped to form brittle facture surface. Microfibrils slippage probably happened due to the decreasing bonding when losing the matrix in cell wall. While for 10% NaOH treated fibers, the fracture was between the “brush type” and the “uniform type”.

FE-SEM images of the fracture after the tensile testing of individual bamboo fiber treated by NaOH solutions with different concentrations (a untreated; b 6%; c 8%; d 10%; e 15%; e 25%)
Conclusions
The effect of alkali concentration on microstructure and mechanical properties of individual bamboo fibers were investigated. The results obtained are as follows:
-
1.
Alkali treatment changed the surface morphology and the microfibril aggregates in cell wall. The alkali treatment resulted in more wrinkles in the surface of bamboo fibers when compared with the untreated ones. The 15 and 25% NaOH treatment caused the change of the microfibril aggregates from a randomly interwoven structure to a granular structure.
-
2.
The transformation of cellulose I to II depended on alkali concentration. For concentrations of 6, 8 and 10%, the alkali treatment did not affect the cellulose. But cellulose I transformed to cellulose II when NaOH concentration increased up to 15 and 25%.
-
3.
The lumens of individual bamboo fiber collapsed and cracks appeared between layers in cell wall after 10, 15 and 25% NaOH treatments. The diameter and cross sectional area of individual bamboo fiber treated was smaller than that of untreated fiber but changed different with increasing concentrations. Diameter decreased with increasing concentrations. However the cross sectional area of fibers treated by 10% NaOH was minimum. When the alkali concentration exceeding 10%, the cross sectional areas of treated fibers increased with increasing concentration because of cellulose lattice transformation and microfibril swollen.
-
4.
The tensile strength and MOE of individual bamboo fibers decreased after treated by the alkali. Alkali concentration almost did not affect the tensile strength but influenced MOE significantly. For NaOH treated fibers, the elongations at break were higher than the untreated one. When with strong alkali treatment (10, 15 and 25%), the elongation at break increased significantly, especially at 15 and 25%, the elongation at break increased by 232 and 221% comparing with the untreated fiber, respectively. Alkali treatment caused individual bamboo fibers from brittle to ductile with increasing NaOH concentrations.
References
Amel BA, Paridah MT, Sudin R, Anwar UMK, Hussein AS (2013) Effect of fiber extraction methods on some properties of kenaf bast fiber. Ind Crops Prod 46:117–123
Ariawan D, Mohd Ishak ZA, Salim MS, Taib MR, Thirmizir MZA (2015) Wettability and interfacial characterization of alkaline treated kenaf fiber-unsaturated polyester composites fabricated by resin transfer molding. Polym Compos. doi:10.1002/pc.23609
Boopathi L, Sampath PS, Mylsamy K (2012) Investigation of physical, chemical and mechanical properties of raw and alkali treated Borassus fruit fiber. Compos Part B Eng 43(8):3044–3052
Borchani KE, Carrot C, Jaziri M (2015) Untreated and alkali treated fibers from Alfa stem: effect of alkali treatment on structural, morphological and thermal features. Cellulose 22(3):1577–1589
Borysiak S, Doczekalska B (2005) X-ray diffraction study of pine wood treated with NaOH. Fibres Text East Eur 13(5):87–89
Burgert I, Keckes J, Frühmann K, Fratzl P, Tschegg SE (2002) A comparison of two techniques for wood fibre isolation—evaluation by tensile tests on single fibres with different microfibril angle. Plant Biol 4(01):9–12
Cai M, Takagi H, Nakagaito AN, Katoh M, Ueki T, Waterhouse GI, Li Y (2015) Influence of alkali treatment on internal microstructure and tensile properties of abaca fibers. Ind Crops Prod 65:27–35
Chen H, Wang G, Cheng HT (2011) Properties of single bamboo fibers isolated by different chemical methods. Wood Fiber Sci 43(2):1–10
Chen H, Fei BH, Cheng HT, Jiang ZH, Wang G (2013) Then implication of different chemical treatments on chemical components of bamboo fibers. China For Prod Ind 3:49–51
Chen H, Cheng H, Wang G, Yu Z, Shi SQ (2015a) Tensile properties of bamboo in different sizes. J Wood Sci 61(6):552–561
Chen Z, Hu TQ, Jang HF, Grant E (2015b) Modification of xylan in alkaline treated bleached hardwood kraft pulps as classified by attenuated total-internal-reflection (ATR) FTIR spectroscopy. Carbohydr Polym 127:418–426
Chen JH, Xu JK, Huang PL, Sun RC (2016) Effect of alkaline pretreatment on the preparation of regenerated lignocellulose fibers from bamboo stem. Cellulose 23(4):2727–2739
Chowdhury MNK, Beg MDH, Khan MR, Mina MF (2013) Modification of oil palm empty fruit bunch fibers by nanoparticle impregnation and alkali treatment. Cellulose 20(3):1477–1490
Das M, Chakraborty D (2006) Influence of alkali treatment on the fine structure and morphology of bamboo fibers. J Appl Polym Sci 102(5):5050–5056
Das M, Chakraborty D (2008) Evaluation of improvement of physical and mechanical properties of bamboo fibers due to alkali treatment. J Appl Polym Sci 107(1):522–527
Dinnad E, Vignon M, Chanzy H, Heux L (2002) Mercerization of primary wall cellulose and its implication for the conversion of cellulose I → cellulose II. Cellulose 9:7–18
El Oudiani A, Chaabouni Y, Msahli S, Sakli F (2011) Crystal transition from cellulose I to cellulose II in NaOH treated Agave americana L. fibre. Carbohydr Polym 86(3):1221–1229
Eronen P, Österberg M, Jääskeläinen AS (2009) Effect of alkaline treatment on cellulose supramolecular structure studied with combined confocal Raman spectroscopy and atomic force microscopy. Cellulose 16(2):167–178
Fahlén J, Salmén L (2005) Pore and matrix distribution in the fibre wall revealed by atomic force microscopy and image analysis. Biomacromolecules 6:433–438
French AD (2014) Idealized powder diffraction patterns for cellulose polymorphs. Cellulose 21:885–896
Gassan J, Bledzki AK (1999) Alkali treatment of jute fibers: relationship between structure and mechanical properties. J Appl Polym Sci 71(4):623–629
Groom LH, Mott L, Shaler S (2002) Mechanical properties of individual southern pine fibers. Part I. Determination and variability of stress–strain curves with respect to tree height and juvenility. Wood Fiber Sci 34(1):14–27
Ishikura Y, Abe K, Yano H (2010) Bending properties and cell wall structure of alkali-treated wood. Cellulose 17(1):47–55
Kabir MM, Wang H, Lau KT, Cardona F (2013) Effects of chemical treatments on hemp fibre structure. Appl Surf Sci 276:13–23
Keshk SM (2015) Effect of different alkaline solutions on crystalline structure of cellulose at different temperatures. Carbohydr Polym 115:658–662
Kobayashi K, Kimura S, Togawa E, Wada M (2011) Crystal transition from Na–cellulose I to cellulose II monitored using synchrotron X-ray diffraction. Carbohydr Polym 83(2):483–488
Langan P, Nishiyama Y, Chanzy H (1999) A revised structure and hydrogen-bonding system in cellulose II from a neutron fiber diffraction analysis. J Am Chem Soc 121:9940–9946
Lee SH, Wang SQ (2006) Biodegradable polymers/bamboo fiber biocomposite with bio-based coupling agent. Compos Part A 37(1):80–91
Liese W, Köhl M (eds) (2015) Bamboo: the plant and its uses. Springer, Berlin
Liu Y, Hu H (2008) X-ray diffraction study of bamboo fibers treated with NaOH. Fibers Polym 9(6):735–739
Liu LF, Wang QL, Cheng LD, Qian JF, Yu JY (2011) Modification of natural bamboo fibers for textile applications. Fibers Polym 12(1):95–103
Liu DG, Song JW, Anderson DP, Chang PR, Hua Y (2012) Bamboo fiber and its reinforced composites: structure and properties. Cellulose 19:1449–1480
Liu H, You L, Jin H, Yu W (2013) Influence of alkali treatment on the structure and properties of hemp fibers. Fibers Polym 14(3):389–395
Nakano T (2010) Mechanism of microfibril contraction and anisotropic dimensional changes for cells in wood treated with aqueous NaOH solution. Cellulose 17(4):711–719
Nakano S, Nakano T (2014) Change in circularity index of cell lumen in a cross-section of wood induced by aqueous NaOH. J Wood Sci 60(2):99–104
Nayak L, Mishra SP (2016) Propect of bamboo as a renewable textile fiber, historical overview, labeling, controversies and regulation. Fash Text 3(1):1–23
Nishimura H, Sarko A (1987) Mercerization of cellulose. III. Changes in crystallite sizes. J Appl Polym Sci 33:855–866
Nishiyama Y, Langan P, Chanzy H (2002) Crystal structure and hydrogen-bonding system in cellulose Iβ from synchrotron X-ray and neutron fiber diffraction. J Am Chem Soc 124:9074–9082
Nishiyama Y, Sugiyama J, Chanzy H, Langan P (2003) Crystal structure and hydrogen bonding system in cellulose Iα from synchrotron X-ray and neutron fiber diffraction. J Am Chem Soc 125:14300–14306
Nitta Y, Goda K, Noda J, Lee W (2013) Cross-sectional area evaluation and tensile properties if alkali-treated kenaf fibres. Compos Part A 49:132–138
Northolt MG, Boerstoel H, Maatman H, Huisman R, Veurink J, Elzerman H (2001) The structure and properties of cellulose fibres spun from an anisotropic phosphoric acid solution. Polymer 42(19):8249–8264
Okano T, Sarko A (1985) Mercerization of cellulose. II. Alkalicellulose intermediate and a possible mercerization mechanism. J Appl Polym Sci 30:325–332
Okubo K, Fujii T, Yamamoto Y (2004) Development of bamboo-based polymer composites and their mechanical properties. Compos Part A 5(3):377–383
Ouajai S, Shanks RA (2005) Composition, structure and thermal degradation of hemp cellulose after chemical treatments. Polym Degrad Stab 89(2):327–335
Qin TF, Huang LH, Zhou Q (2004) The chemical group and bonds characterization of juvenile wood and mature wood lignins of Chinese Fir. Scienta Silvae Sinicae 40(2):137–141
Rajulu VA, Meng YZ, Li XH, Rao GB, Devi G, Raju MK, Reddy RR (2003) Effect of alkali treatment on properties of the lignocellulose fabric Hildegardia. J Appl Polym Sci 90(6):1604–1608
Ray D, Sarkar BK (2001) Characterization of alkali-treated jute fibers for physical and mechanical properties. J Appl Polym Sci 80(7):1013–1020
Rowell R (1984) The chemistry of solid wood. American Chemical Society, Washington, DC
Saha P, Manna S, Chowdhury SR, Sen R, Roy D, Adhikari B (2010) Enhancement of tensile strength of lignocellulosic jute fibers by alkali-steam treatment. Bioresour Technol 101(9):3182–3187
Salmén L (2004) Micromechanical understanding of the cell-wall structure. C R Biol 327(9):873–880
Sinha E, Rout SK (2008) Influence of fibre-surface treatment on structural, thermal and mechanical properties of jute. J Mater Sci 43(8):2590–2601
State Forestry Administration (2014) Report on China Forestry Development in 2013. China Forestry Press, Beijing
Sun Q, Foston M, Sawada D, Pingali SV, O’Neill HM, Li H, Wyman CE, Langan P, Pu Y, Ragauskas AJ (2014) Comparison of changes in cellulose ultrastructure during different pretreatments of poplar. Cellulose 21:2419–2431
Tian GL (2015) The main influence factors of bamboo fibers mechanical properties. Ph.D. dissertation, Chinese Academy of Forestry, Beijing, China
Wang T, Chen J (1996) Study on the structure change of cellulose during mercerization. J Cell Sci Technol 4:13–18
Wang G, Shi S, Wang JW, Yu Y, Cao SP, Cheng HT (2011) Tensile properties of four types of individual cellulosic fibers. Wood Fiber Sci 43(4):353–364
Wang HK, Zhang XX, Jiang ZH, Yu ZX, Yu Y (2016) Isolating nanocellulose fibrils from bamboo parenchymal cells with high intensity ultrasonication. Holzforschung 70(5):401–409
Xing S, Liu Z (2004) The performance and product development of bamboo fiber. China Text Lead 4:43–48
Yang Z, Xu S, Ma X, Wang S (2008) Characterization and acetylation behavior of bamboo pulp. Wood Sci Technol 42(8):621–632
Yu Y, Tian GL, Wang HK, Fei BH, Wang G (2011) Mechanical characterization of single bamboo fibers with nanoindentation and maicrotensile technique. Holzforschung 65:113–119
Zhang SY (2011) Chemical components effect on mechanical properties of wood cell wall. Ph.D. dissertation, Chinese Academy of Forestry, Beijing, China
Zuluaga R, Putaux JL, Cruz J, Vélez J, Mondragon I, Gañán P (2009) Cellulose microfibrils from banana rachis: effect of alkaline treatments on structural and morphological features. Carbohydr Polym 76(1):51–59
Acknowledgments
This work was financed by National Natural Science Foundation of China (31500474, 31370563, 31570552), Zhejiang Provincial Natural Science Foundation of China under Grant (LZ13C16003, LY16C160009), the project (YH-NL-2014002B) and the Priority Academic Program Development of Jiangsu Higher Education Institutions (PAPD), the authors are grateful to Dr. Shang Lili and Zhang Xuexia from International Centre for Bamboo and Rattan for FT-IR testing and Zhang Wenfu from Zhejiang Forestry Academy for the fiber length testing.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Chen, H., Yu, Y., Zhong, T. et al. Effect of alkali treatment on microstructure and mechanical properties of individual bamboo fibers. Cellulose 24, 333–347 (2017). https://doi.org/10.1007/s10570-016-1116-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-016-1116-6