
Abstract
Many researchers are searching for viable substitutes for the highly polluting synthetic plastics/fibres, driven by the depletion of petroleum crude and the environmental risks posed by petroleum-based polymers. Hence, there is a mounting interest in the utilization of natural materials especially the reinforcement materials. This is because the use of lignocellulose derived from natural fibres is seen to be intriguing. Natural fibres have been found to have both economic and ecological advantages over their synthetic counterparts. In this aspect, several natural fibres have been used as substitutes for the synthetic based fibres in thermoplastic composites. This review focuses on the utilization kenaf fibre as a reinforcement material in thermoplastic based composite materials. Emphasis is given on the fibre structure, properties, chemical modification, and mechanical and dynamic mechanical properties. Kenaf fibre-based thermoplastics composites have emerged as a potential substitute for various synthetic fibre-based thermoset composites, thereby contributing to the development of environmentally friendly composite materials. This review further deals with the optimization of its mechanical and dynamic features which is crucial for various applications. This review also presents a comprehensive evaluation of the current state-of-the-art characterizations on the mechanical and dynamic mechanical performance of these composites.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Pollution and environmental devastation have become into global concerns. Consequently, governments worldwide are prioritising green technology and the development of recyclable products wherever feasible. This emphasis aims to foster long-term growth while simultaneously maximising environmental and financial benefits [1,2,3]. Kenaf, flax, sisal, jute, coir, hemp, and sugar palm are examples of natural fibres utilized as natural resources. The increasing popularity and demand for natural fibre are mostly due to affordability, lightweight nature, and versatile applications. Moreover, materials derived from a diverse range of natural fibres are readily available and require minimal production energy [4,5,6]. Due to the paucity of global natural resources such as fossil fuels, society is increasingly turning to natural fibres for composite production, either as reinforcing or filler material [7,8,9]. Another reason for the increasing popularity of natural fibre is due to its abundance and biodegradability [10, 11]. As a result, synthetic fibres among others are gradually being replaced by various natural fibres [12,13,14]. Furthermore, the usage of non-renewable resources in composite manufacturing could be reduced, and the incorporation of natural fibres in polymeric composites could mitigate the high cost of composite products through effective reuse of plant by-products.
In Malaysia, kenaf stands out as a prominent industrial and commodity crop. Due of its short harvesting period and diverse traditional uses as a multifunctional crop, such as livestock, food, and other fibre benefits [15,16,17], the crop is considered an alternative to popular plant fibres such as pineapple leaf (PALF) and sugar palm fibres. Within five to six months, kenaf can grow to an approximate height of 4–5 m, demonstrating rapid maturation [18], abundant resources, and swift crop cultivation for industrial-scale production. Kenaf is a biodegradable, renewable, and sustainable fibre [19,20,21]. Kenaf can absorb around 1.4 times its own mass in carbon dioxide and boasts three times the photosynthetic rate of other plants [22]. This fibre has a density of only 1.3 g/cm3. Due to these advantages and benefits, kenaf is increasingly being used to replace existing man-made fibres in various thermoplastic and thermoset composites [23,24,25]. Any polymeric matrix can be reinforced with kenaf fibre utilizing a range of methods such as filament winding, manual lay-up, hot compression, pultrusion, extrusion, injection moulding [26,27,28,29], and fused deposition modelling (FDM) [30, 31]. Kenaf fibre has sparked the interest and curiosity of academics, communities, and businesses as a potential replacement for petroleum-based fibres.
Despite the favourable characteristics of kenaf fibre composites, such as ease of manufacturing, affordability, low energy usage, abundance, renewability, and safety, these composites have limitations and drawbacks in terms of physicomechanical and thermal properties [32,33,34]. A key disadvantage of integrating kenaf fibre into the polymeric resin is the limited surface adhesion between the two phases, resulting in lower characteristics in the final biocomposite laminate. Jaafar et al. [11] attributed the poor interfacial bonding to impurities present on the surface morphology of the fibres, resulting in a rough topography. Impurities including pectin, lignin, and hemicellulose, hinder the fibre’s compatibility with the polymer matrix. Additionally, Krishna and Kanny [35] noted that these impurities, originated from hydroxyl groups, contribute to the hydrophilic nature of kenaf fibre. However, the hydrophobic properties of commonly used polymer resins such as polypropylene (PP) and polyester (PE) prevent the formation of strong chemical interactions with the kenaf fibres. Apart from that, the incorporation of kenaf fibre into the matrix often leads to fibre agglomeration, a condition attributed to inadequate dispersion due to fibres’ proclivity to form covalent connections [36, 37].
To address the aforementioned drawbacks, such as inadequate interfacial bonding and the hydrophilic nature of kenaf cellulosic fibre, various chemical treatments can be employed to modify the compatibility between the kenaf fibre and its matrix. The main purpose of the chemical treatment is to enhance interfacial adhesion and compatibility between fibre and its matrix, leading to improved mechanical strength [11] and thermal stability [38]. A successful crosslinking method between kenaf fibre and its matrix can be performed through the complete removal of hydroxyl groups from the fibre, facilitating stronger chemical bond between two phases, culminating in the formation of a well-connected network [39]. Hence, the use of kenaf fibre can be broadened across several industries, including marine and automobile sectors. This process enhances the material’s resistance to creep, wear, and tear, as indicated by previous studies [40, 41]. These enhancements in material properties have the potential to improve its durability, particularly when exposed to challenging conditions such as high temperatures, high humidity, and acidic environments [42,43,44,45].
In the selection of polymer matrix for composites, it is important to opt for “green” thermoplastic material that can be recycled at the end of its life cycle. Thermoplastic composites have made significant strides in structural applications, such as automotive, aerospace, construction, and materials handling sectors [46]. The most notable advantage of thermoplastic composites is their chemical stability, which enables them to be heated and softened at the end of their lifecycle and remoulded without experiencing degradation [47]. Besides, it can also solidify into desired shape during the cooling process, making it ready to be repurposed for new products. This recyclability may significantly reduce waste accumulation in landfills. In short, kenaf fibre holds a huge potential as reinforcement for thermoplastic polymers to create composite materials.
In light of the existing literature, it becomes apparent that while kenaf fibre holds significant potential across various contemporary industrial sectors (flooring [15], home items [48], and vehicle interior components [49]), there remains a notable gap in our understanding, especially in the matter of challenges related to interfacial adhesion and the hydrophilic nature of kenaf fibres. These challenges triggered and motivated researchers to explore chemical treatments to alter the fibre structure and enhance compatibility with polymer matrices. Yet, there is a lack of comprehensive overview on the mechanical and dynamic mechanical characteristics of kenaf fibre reinforced thermoplastic composites, along with their applications in various contexts. This article seeks to fill this gap by offering valuable insights into the efficacy various fibre treatments, such as silane, alkali, and acetylation treatments, in improving the thermal characteristics of thermoplastic composites reinforced with chemically modified kenaf fibres. By addressing these knowledge gaps, this article aims to contribute to the advancement of sustainable kenaf fibre reinforced thermoplastic composites and their applications.
2 Kenaf: background and its fibres
Kenaf, scientifically referred to as Hibiscus cannabinus L., is a herbaceous annual plant that can thrive in a variety of climates. Kenaf plant is a commonly grown source of fibres, which are obtained from both the outside (bast) and interior (core) parts of the plant. Kenaf is cultivated for commercial use in over 20 countries, with Bangladesh, India, Thailand, and China being the major contributors, accounting for over 95% of its output. The natural habitats of kenaf plants are located in Malaysia, India, Thailand, Indonesia, Japan, Vietnam, and Pakistan [50]. Currently, India and China have the distinction of being the foremost global producers of kenaf. In addition, the cultivation of this plant is undertaken for specific purposes in the United States, such as its use as a food source in Chana, animal feed, and oil spill absorbent [51].
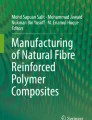
Owing to its comparatively short growth cycle spanning 150 to 180 days, kenaf fibre production requires less water leading to a yield of 1700 kg per hectare [52]. Under normal climatic conditions, kenaf fibre has a growth rate of 10 cm per day. On average, the growth cycle of kenaf spans around 150 days, during which it exhibits a vertical growth ranging from 2.4 to 6 m and a basal diameter varying between 3 and 5 cm. Figure 1 illustrates a kenaf plantation in visual form, as well as a cross-sectional view of a kenaf stem. The stem has an external covering called bark, as well as a central core with a linear and non-branching structure. Various methods, such as chemical retting, enzymatic retting, or a combination of both, may be used to effectively separate the component portions of the stem, particularly the core and bark. The bark constitutes around 30 to 40% of the stem's dry weight and has a significant and sturdy composition. In contrast, the core of the stem is composed of woody tissue, constituting around 60 to 70% of its overall structure. The core has a mostly amorphous and isotropic structure. The bark, on the other hand, has a distinctive fibre arrangement characterized by a high degree of crystallinity [53].

Cultivation of kenaf plant with its cross-sectional structure of the stem. Reproduced from [52]. Creative Common CC BY license
Kenaf filaments, according to Akil et al. [54], are made up of individual fibres that are typically 2 to 6 mm long. The features of individual fibres and filaments may differ depending on factors such as the origin of the fibres, their age, the method of separation, and their history. The plant consists of several useful constituents, including stalks, leaves, and seeds, each possessing distinct components that may be utilized, such as fibre strands and fibres, allelopathic compounds, proteins, and oils. The microfibril size and chemical content of the kenaf stem are shown in Table 1 [54, 55]. The fibres are typically composed of 60 to 80% cellulose, 5 to 20% lignin (pectin), and a maximum moisture content of 20%. According to studies, the qualities of kenaf fibre’s fundamental components affect its overall attributes. The cellulose components of fibres contribute to their strength and stiffness by means of hydrogen bonds and other intermolecular connections. On the contrary, hemicellulose aids in, thermal degradation, moisture absorption and fibre biodegradation, while lignin (specifically pectin) exhibits thermal stability. Yet, it is accountable for the ultraviolet (UV) destruction of the fibres.
According to Ishak et al. [56], kenaf fibre derived from the bast region differs from kenaf fibre derived from the core region. Table 2 presents the chemical composition of kenaf fibre derived from three distinct portions, namely the stem, bast, and core [57]. One notable attribute of kenaf is its high proportion of useable fibre in the stem, amounting to over 40%. This percentage is nearly double that of other fibres such as jute, hemp, or flax [58]. The comparatively higher yield percentage of this fibre renders it more economically advantageous in comparison to fibres derived from other plant sources. The cultivar selected, the planting date, the photosensitivity of the plants, plant populations, plant age, and the duration of the growing season are all factors that influencing the composition and production of various plant components. The geographical location of the facility and the alterations within a 500 mm radius from ground level have an impact on the physical characteristics of the fibre [50]. The agronomic advantages of kenaf fibres stem from their ability to withstand adverse climatic conditions, resist diseases, and deter pests. Table 3 presents a comparative analysis of the chemical composition of kenaf fibre and many other natural fibres. On the other hand, Table 4 provides a comprehensive comparison of the physical and mechanical qualities shown by both natural and artificial fibres.
3 Issues and challenges regarding thermoplastic composites reinforced with kenaf fibre
The kenaf fibre is composed of many plant constituents, which contribute to the development of a robust, resilient, and environmentally degradable fibre. Nevertheless, some significant shortcomings may be identified in relation to the compatibility between cellulosic fibres and polymeric resin in creating a high-quality composite laminate. The observed phenomena can be attributed to the significant moisture absorption capacity of kenaf fibre, which ultimately results in the formation of a composite material of inferior quality [20, 67]. The substantial absorption of water by plant fibre can be attributed to its hydrophilic properties, which are influenced by the chemical constituents of the fibre [68, 69]. Furthermore, it should be noted that wood fibres, including kenaf, consist of hydroxyl group components that are highly concentrated. These components have an important role in shaping the qualities of the hydrophilic fibre [70,71,72]. Consequently, the presence of hydrophilic characteristics and strong polar in fibres, as well as polymer materials’ polarity and hydrophobicity, contribute to a weaker interaction between fibre and matrix [73,74,75]. Therefore, the inadequate bonding between the fibre and matrix results in a limited capacity for stress transmission between the two components. This, in turn, causes changes in the composite's dimensions and the propagation of microcracks. These effects may be attributed to the insufficient interlocking between the separate phases of the composite [76,77,78]. Cellulosic fibre chemical modification allows for the improvement of overall material properties such as chemical, physical, mechanical, and electrical performances [79,80,81].
Thermoplastic composites have made great advances in their use as structural polymer composites in several industries [46]. One of the primary advantages associated with the use of these materials is their inherent resistance to chemical instability. Upon reaching the conclusion of their life cycle, thermoplastic composites possess the ability to undergo heating, resulting in their softening and subsequent remoulding without any degradation [47]. Several research have conducted studies on hybridizing kenaf with thermoplastic resins to form composite products. However, most research shows the kenaf fibre lack of compatibility with the thermoplastic matrices due to interfacial adhesions, which lead to low thermal performance. One possible approach to resolving the compatibility challenge between hydrophilic fibres and hydrophobic thermoplastic properties involves implementing chemical alterations, particularly via the use of fibre treatments. These modifications aim to improve kenaf fibre’s overall performance as a composite material [82]. Various fibre treatments, including acetylation, silane treatment, and alkalization, have been shown to effectively remove hemicellulose, wax, lignin, and oil [83, 84]. Additionally, these treatments have been seen to decrease the fibre diameter [85], hence facilitating stronger adhesive bonding between thermoplastic matrix and lignocellulosic fillers.
In terms of processing, high temperatures should be avoided as they can cause fibre deterioration and degradation. The primary problem in employing lignocellulosic fibres is maintaining low processing temperatures to avoid fibre degradation and possible emissions that could affect composite characteristics. Typically, processing temperatures are limited to roughly 200 °C, while elevated temperatures can be utilized for brief periods. This constraint limits the thermoplastics that can be used with lignocellulosic fibres, typically limiting them to commodity thermoplastics such as polypropylene (PP), polyethylene (PE), polystyrene (PS), and polyvinyl chloride (PVC) [86]. Composition of kenaf fibres decomposed at various temperatures: cellulose (275–500 °C), hemicellulose (150–350 °C), and lignin (250–500 °C). Increasing the temperature can cause kenaf composites to behave like viscous materials, resulting in energy dissipation and requiring more stress to break the material bonding, reducing the storage modulus. Kenaf fibres degrade at temperatures above 120 °C, decreasing composite bonding [87]. Heat-treated kenaf fibres’ tensile strength decreases at 160 °C, even with longer heating durations. However, in one study, kenaf fibre heat-treated at 180 °C for 30 min had equivalent tensile strength to non-heat-treated kenaf fibres but dropped at 200 °C [88].
Aside from thermal deterioration, kenaf fibre degradation may be caused by high humidity and ultraviolet (UV) exposure to the fibre’s cellulose, hemicellulose, and lignin content during exposure in the accelerated weathering chamber [89]. UV radiation can degrade the cellulose, lignin, and hemicellulose content of the fibres, compromising the interfacial interaction between fibre and matrix. Weak interfacial bonding leads to reduced mechanical characteristics and, ultimately, decreases composite efficiency [90].
Other issues in the production of thermoplastic reinforced kenaf fibre composites, particularly for short kenaf fibre, include uneven fibre distribution. During the manufacturing process, it is difficult to manually separate and visually distribute the kenaf fibres [91]. Low kenaf fibre composition leads to poor kenaf fibre dispersion, which results in poor energy dissipation [92]. Nonetheless, increasing fibre length and composition above the optimum amount reduces strength due to fibre “balling”, which occurs when fibres cluster together during the mixing phase, causing difficulties with consolidation and non-uniform distribution. Non-uniform fibre dispersion reduces fibre strength [93]. Several studies have discovered a possible maximum fibre content at which porosity increases significantly and composite characteristics worsen [92]. For instance, Ku et al. [94] observed that increasing fibre loading above 40% reduces ultimate strength, when the fibres were uniformly and well dispersed during processing, indicating an equitable distribution of the fibres in the composite system and excellent stress transfer [95]. This is because the fibres act as load carriers in the matrix, and high tensile strength is more dependent on effective and uniform stress distribution [92].
To summarize, the issues regarding thermoplastic composites reinforced with kenaf fibre include the following: (1) the hydrophilic nature of kenaf fibre causes moisture absorption and microcracks in the composite, resulting in dimensional instability and poor mechanical properties when reinforced in composites [96]; (2) the hydrophobic nature of the thermoplastic polymer is incompatible with the hydrophilic kenaf fibre, resulting in weak interfacial bonding [97]; (3) the degradation temperature of kenaf fibre typically ranges from 150 °C to 300 °C [98], depending on various factors such as the processing method, fibre treatment, and environmental conditions; (4) uneven distribution of kenaf fibre is due to insufficient or excessive fibre loading or fibre geometry [92, 93]; and (5) kenaf fibres are susceptible to UV degradation [90].
4 Mechanical properties of thermoplastic composites reinforced with chemically modified kenaf fibre
Numerous studies have been conducted to investigate the impact of chemical treatment on the mechanical characteristics of kenaf fibre reinforced thermoplastic composites [99,100,101], with the aim of enhancing their performance. The fundamental objective of implementing chemical treatment on kenaf fibres is to enhance interfacial bonding and ensure compatibility with thermoplastic resin, while also achieving uniform dispersion of the fibres. Chemical treatment of natural fibres, such as kenaf, prior to incorporation into composites made of thermoplastic can have a variety of effects on mechanical properties. Common treatments include alkali treatment, acetylation, and silane treatment. The following are the impacts of chemical treatment on the mechanical characteristics of kenaf fibre reinforced thermoplastic composites.
-
Improved adherence: Chemical treatments can improve the adherence of kenaf fibres to thermoplastic matrix. This stronger interfacial bonding promotes transference of stress between the fibres and the matrix, which results in improved mechanical characteristics.
-
Increased mechanical properties: Chemical treatments can improve the mechanical strength of kenaf fibres by eliminating impurities like lignin and hemicellulose and exposing more cellulose. This results in stiffer individual fibres, which are responsible for higher strength in the composite material.
-
Reduced water absorption: Some chemical modifications can diminish kenaf fibres’ ability to absorb water. Reduced absorption of water helps to maintain the physical properties of the composite material as it ages, particularly in humid or damp situations where moisture can degrade untreated fibres.
-
Improved structural integrity: Chemical treatments may enhance the dimensional integrity of kenaf fibre reinforced composites by minimizing swelling and shrinkage caused by changes in moisture or temperature. This level of stability improves long-term performance and durability.
It is crucial to note that the specific consequences of chemical treatment can differ based on the kind of treatment, concentration, processing circumstances, and the type of thermoplastic matrix utilized in the composites [102]. As a result, thorough experimental research and characterization techniques are often used to determine the precise effect of chemical treatments on the mechanical properties of kenaf fibre reinforced thermoplastic composites for particular applications. Several works have been devoted in the chemical treatment of kenaf fibre-based composites for enhanced properties. Table 5 presents the mechanical properties of thermoplastic composites that have been reinforced with kenaf fibre.
Huda et al. [101] employed alkalization, silane, and a hybrid alkali-silane treatment approach to make laminated films from kenaf fibres reinforced polylactic acid (PLA). The empirical evidence suggests that the use of Focused Ion Beam Surface Modification technique, specifically using a silane solution, on kenaf fibre results in the most advantageous outcomes with regards to the mechanical characteristics of the composite material. Moreover, the use of Focused Ion Beam Nanoscale Surface Modification combined with hybrid alkali-silane treatment results in the highest flexural values. The observed phenomenon may be attributed to the increased nucleation density of the silane-treated cellulose fibre composite compared to the untreated fibre composite. The observed rise in nucleation density leads to the formation of smaller crystals and the development of a transcrystalline interphase region characterized by improved bonding between the thermoplastic material and the fibres [109, 110]. The research findings indicate that the impact strength of all treated fibre composites exhibited a significant improvement ranging from 38 to 45% in comparison to the impact strength seen in pure PLA. The observed enhancement may be ascribed to the removal of impurities and pollutants present in the untreated composites. The use of treatments enhances the adhesive properties of the fibre surface, leading to the development of a textured surface topography that facilitates the establishment of a strong fibre-poly(lactic acid) (PLA) network.
In their study, Cho et al. [104] used employing three distinct silane coupling agents in their investigation to explore the influence of silane treatment on composite properties: 3-aminopropyltriethoxysilane (APS), 3-glycidoxypropyltrimethoxy silane (GPS), and 3-methacryloxypropyltrimethoxysilane (MPS). The researchers discovered that alkali treatment with NaOH-silane (also known as GPS) improved the strength of kenaf/unsaturated polyester (UPE) and kenaf/polypropylene (PP) composites compared to alkali-silane or alkali treatment alone. The enhanced mechanical properties of composites, such as tensile and flexural strength, may be linked to the chemical groups that are potentially present on the surfaces of the fibres. These chemical groups could interact chemically and physically with the polymer resin during the production of the composite. The untreated composite specimen exhibits gaps between the kenaf fibre and the surrounding matrix, indicating a deficiency in robust interfacial adhesion between the kenaf fibre and the PP or UPE matrix (Fig. 2a). The application of silane treatment on the fibre led to the establishment of a robust interfacial connection between the fibre and the matrix, as seen in Fig. 2b.

Reproduced with permission from ref. [104]. Copyright 2012 Taylors and Francis
a Untreated kenaf polymer composite and b silane-treated kenaf polymer composite.
In a prior study, Asumani et al. [105] included an alkali-silane treatment into the production process of composite goods made from kenaf fibre reinforced polypropylene (PP). This experiment used three types of kenaf fibre: untreated kenaf fibre, kenaf fibre treated with a sodium hydroxide (NaOH) solution, and kenaf fibre treated with a NaOH solution followed by treatment with alkali-silane treatment. The flexural and tensile characteristics of kenaf/PP composites show notable improvement when subjected to alkali treatment, followed by alkali-silane treatment. Significantly, the improvement obtained in the kenaf/PP composite treated with alkali-silane is comparable to the increase reported in the glass/PP composite. The kenaf/PP composite exhibits a flexural strength that is 89% of the flexural strength of the glass fibre composite. Additionally, it demonstrates a specific tensile strength that is 96% of the specific tensile strength of the glass fibre composite, and a tensile strength modulus that is 82% of the tensile strength modulus of the glass fibre composite. The enhanced flexural and tensile characteristics may be ascribed to the enhanced adhesion between the fibres and matrix seen subsequent to alkali-silane treatment. The observed enhancement may be ascribed to the elimination of substantial accumulations of non-cellulosic substances, such as wax, lignin, and hemicellulose, from the outer layer of kenaf fibres. The presence of these deposits has the potential to impede the interfacial adhesion between the fibres and the matrix, resulting in a diminished bonding capability. The use of a silane solution resulted in a substantial enhancement in the adhesion between the polypropylene (PP) matrix and kenaf fibres. The observed enhancement, as seen in Fig. 3b, may be ascribed to the lack of surface deposits on the fibres and the robust interfacial bonding resulting from the alkali-silane treatment. Consequently, the tensile properties exhibited enhancement. When there is effective load transfer between the matrix and the fibres, an augmentation in the modulus of the fibres has a favourable influence on the tensile strength of the composite.

Reproduced with permission from ref. [105]. Copyright 2012 Elsevier
a The surface deposits seen on kenaf fibres treated with a 3% sodium hydroxide (NaOH) solution in the absence of silane treatment. b A robust polypropylene (PP) matrix is seen to strongly adhere to the surface of kenaf fibres subsequent to undergoing an alkali-silane treatment.
In a previous study, the researchers used various concentrations (from 0 to 3%) of three distinct silane coupling agents to modify polyurethane (PU) composites reinforced with kenaf core. The three silane coupling agents employed were tetramethyl orthosilicate (TMOS), trimethoxyphenylsilane (TMPS), and vinyltrimethoxysilane (VTMS) [106]. According to the authors’ findings, the efficacy of kenaf core reinforcement treated with silane improved with higher silane proportions, regardless of the type of silane used. Chemical treatment of kenaf core may increase mechanical properties due to improved interfacial bonding, which gives a new site for chemical interlocking. Because of changes in their interfacial properties, the flexural and tensile properties of treated kenaf core and PU matrices have been improved. In addition, the researchers concluded that TMPS outperformed alternative coupling agents for kenaf core filler in the production of kenaf core PU-based composite materials. This is because TMPS has a phenyl branch, which increases the stiffness of the kenaf core PU and improves the interaction between the filler and matrix. As a result, a beneficial interface between the filler and matrix is obtained. The observed phenomena could be explained by the interaction of silane molecules with the surface of the kenaf core, which results in their deposition on the filler surface. This deposition contributes to an increase in the filler’s weight percentage gains. It is worth noting that TMPS exhibits higher reactivity in comparison to VTMS and TMOS.
Oyekanmi et al. [107] conducted a silane treatment on cellulose nanofibrils (CNFs) derived from kenaf bast fibres. The objective of this procedure was to produce biopolymer films suitable for packaging applications. The films underwent immersion in a 40% silane solution, followed by testing to assess their properties. The results indicate that the tensile strength of the treated biopolymer films surpasses that of the untreated ones. This suggests that the treatment facilitated the formation of intermolecular hydrogen bonds between the -OH group of the kenaf fibre cellulose nanofibrils (CNF) and the macroalgae matrix, leading to enhanced compatibility and dispersion. Consequently, a mechanism for achieving effective and uniform load distribution from macroalgae matrices to the CNF was established.
Salehuddin et al. [108] examined the impact of silane treatment on the tensile and morphological characteristics of kenaf bast-filled natural rubber latex foam (NRLF). The tensile strength and modulus at 100% elongation of kenaf bast-filled samples treated with silane were found to be greater compared to untreated kenaf bast-filled samples. However, the treated samples exhibited lesser elongation at break in comparison. Based on the results of the morphological analysis, it can be seen from Fig. 4a, b that the treated kenaf bast-filled NRLF exhibits a reduced cell size compared to the untreated kenaf bast-filled NRLF. The strength of foam is influenced by the dimensions of its pores, whereby an observable reduction in tensile strength is seen as the size of the holes rises. In addition, it can be shown from Fig. 5 that the kenaf fibre exhibits strong adhesion to the matrix, resulting in the formation of a tiny void. This indicates that the treated sample demonstrates a beneficial interaction between the filler (kenaf fibre) and the matrix.

Reproduced from ref. [108]. Creative Common CC BY license
a Kenaf bast-filled natural rubber latex foam (NRLF) without any treatment. b Kenaf bast-filled natural rubber latex foam (NRLF) treated with silane.

Reproduced from ref. [108]. Creative Common CC BY license
a Kenaf bast-filled natural rubber latex foam (NRLF) without any treatment. b Kenaf bast-filled natural rubber latex foam (NRLF) treated with silane.
4.1 Effect of chemical treatment on the mechanical properties of thermoplastic composites reinforced with kenaf fibre
Chemical treatment is applied to improve natural fibres’ surface properties, remove impurities, increase fibre strength, and improve matrix interaction [111]. Samanth and Bhat [112] mention various types of chemical treatments, with the most common being an alkaline treatment using a sodium hydroxide (NaOH) solution, followed by a silane treatment [58]. Kenaf fibre undergoes an alkaline treatment that partially removes the outer layer of the fibre cell wall, which includes lignin, oils, and wax. The cellulose in the fibre is depolymerized during this process, which makes it possible for short-length crystallites to form. The alkaline treatment breaks down the hydrogen bonds in the system structure, which raises surface roughness and influences the extraction of lignin, hemicellulosic compounds, and cellulose fibrils in addition to polymerization levels [58]. The increased surface roughness or area improves mechanical interaction between the fibre and matrix. Furthermore, the alkaline treatment exposes cellulose on the fibre surface, increasing possible reaction sites [113], and so improving the mechanical properties of the composite. The majority of research has concentrated on the effects of NaOH concentration percentage and treatment duration on treated fibre strength, with few studies looking into the effect of temperature on mechanical properties [58]. Higher alkali concentrations may over-delignify fibres, causing damage or weakening. For example, raising the NaOH content from 6 to 8% caused a considerable drop in the tensile strength of a single kenaf fibre from 267.69 MPa to 89.58 MPa [114].
Chemical treatment of kenaf fibre can significantly alter the mechanical properties of thermoplastic composites supplemented with this natural fibre. Chemical treatment on these composites improves adhesion with thermoplastic polymer, increases interfacial bonding to increase overall strength and stiffness, reduces moisture absorption for improved dimensional stability, and improves interfacial bonding between kenaf fibre and the thermoplastic matrix for improved mechanical properties. Overall, chemical treatment tends to improve the mechanical properties of thermoplastic composites reinforced with kenaf fibre, resulting in increased strength, stiffness, and impact resistance. Researchers and manufacturers frequently experiment with different chemical treatments to improve the performance of these composites for a wide range of applications.
4.2 Influence of surface modification of the mechanical behaviour of kenaf/thermoplastic composites
Cellulose fibres with high polarity do not bond well with hydrophobic thermoplastic polymer matrix. To improve the compatibility and dispersibility of the fibre and matrix, a hydrophobic coating can be coated on the fibre’s surface before mixing with the matrix [113]. A silane coupling agent, a typical form of chemical modification in glass fibre composites, is a chemical compound that interacts with both the fibre reinforcement and the polymer matrix in the composite [104]. These coupling agents play an important role in optimizing stress transmission at the fibre-matrix interface by creating chemical interactions between the bulk polymer and fibre phases [104, 113]. Effective coupling agents, such as silanes, isocyanates, and titanate-based compounds, are critical for increasing the strength and toughness of a composite [113].
The mechanical properties of composites can be influenced by the types and concentrations of coupling agents used. Cho et al. [104] investigated the effect of various types and concentrations of silane coupling agents on the mechanical properties of thermoplastic reinforced kenaf fibre. The study found that kenaf fibre modified with 3-glycidoxypropyl- trimethoxy silane (GPS) at a concentration of 0.5 wt.% had mechanical properties similar to E-glass composites made with the same polymer matrix, fibre length, and loading. The flexural strength of the untreated kenaf/PP composite improved by approximately 26.3%, from 38 to 48 MPa, with the fibre treatment, peaking at 0.5 wt.% of GPS. This peak value was comparable to that of the E-glass/PP composite, which was around 47 MPa. Furthermore, the flexural modulus increased to nearly 2 GPa after the silane treatment at 0.5 wt.%, significantly exceeding the E-glass/PP composite, which was around 1.8 GPa.
Silanes play an important function in maintaining good adhesion between fibres and a polymer matrix, which improves composite material stability [58]. The application of a silane coupling agent acts as an adhesion promoter by modifying the surface of fibrils and lowering cellulose hydroxyl groups. This procedure strengthens bonds and reduces surface debonding. The interaction of the fibre’s hydroxy group with hydrolysable alkoxy groups produces silanols, which subsequently react with other fibre’s hydroxyl groups, forming stable covalent connections with the cell wall. Silanols are chemically adsorbed onto fibre surfaces. The covalent connections created between the matrix and the fibre, aided by the hydrocarbon chains generated during silane treatment, establish an interconnected lattice structure that holds the fibre bundle in place and prevents fibre swelling [115]. Silane coupling agents increase the binding between the fibre and the matrix by changing the fibre-polymer lattice and boosting cross-linking at the interface, resulting in greater composite strength and heat stability. Furthermore, silane treatment strengthens the connection between the fibre and the matrix by increasing fibre surface area [101, 104]. The inclusion of silicon in silanes enhances their flame-retardant properties, resulting in reduced flammability via silanization. Silane-treated composites have improved tensile strength, flexural characteristics, and thermal stability. Following treatment, the weight of the fibres reduces while their hydrophobicity increases [112].
Apart from silane coupling agent, Idumah et al. [116] investigated the effect of cetyl-trimethylammonium bromide-modified kenaf flour on recycled polypropylene (RPP) graphene nanoplatelets (3 phr) nanocomposites with various fibre fractions. The researchers used a dual process technique to modify the surface of the kenaf fibres, increasing the hydrophilic characteristics of the kenad flour and reducing the polarity difference between the thermoplastic polymer matrix and the kenaf fibre. The aim of this adjustment was to improve adhesion at the interface. As a modifier and cationic surfactant, cetyl-trimethylammonium bromide was essential in promoting chemical interaction with kenaf flour that had been treated with NaOH to improve the electrostatic, interfacial, and surface absorption of the fibre. When compared to the unmodified composites, the kenaf xGNP nanocomposites treated with C-TAB showed improved tensile and flexural strengths.
Modifying the chemical composition of kenaf fibre can result in various impacts on thermoplastic reinforced kenaf fibre composites. These effects include enhanced compatibility, adhesion, and interfacial bonding between the kenaf fibres and the thermoplastic matrix, leading to improved mechanical properties and overall performance of the composite material. Furthermore, the modification can also lead to an increased in thermal stability, enabling them to withstand higher temperatures without significant degradation. By specifically adjusting the surface chemistry of kenaf fibres, the properties of thermoplastic composites such as stiffness, strength, and impact resistance can be customized to suit different applications. Ultimately, chemical modification of kenaf fibre can greatly enhance the performance and characteristics of thermoplastic reinforced kenaf fibre composites, making them more suitable for a wide range of industrial uses.
5 Dynamic mechanical analysis (DMA)
5.1 DMA: fundamental and theories
The emergence of contemporary Dynamic Mechanical Analysis (DMA) methodologies has sparked a revival in thermal analytical techniques throughout the past several decades. The implementation of the DMA is primarily intended for quality control applications and the comparative evaluation of material performance. The DMA remains a crucial instrument in material engineering and characterization due to its ability to accurately detect dimensional changes in solid materials under particular stresses, even at the micro-scale [117]. The administration of this test often occurs under diverse situations, which are contingent upon the specific objectives. The dynamic mechanical properties of polymeric composites in relation to temperature is commonly conducted using established standards such as ASTM D5279, ASTM D4440, and ASTM D4065 [118]. The DMA is commonly employed to evaluate variations in glass transition temperature (Tg), damping, and stiffness of polymeric composites throughout the curing process [119].
The outputs showcase the values of storage modulus (E'), which is directly associated with the Young’s modulus of the composite material. Material researchers utilize the storage modulus, denoted as E′, to ascertain the stiffness characteristics of composites. The parameter E′ typically characterizes the energy storage capacity of a material or composite for its intended use [120]. The loss modulus (E″) or dynamic loss modulus is the term used to describe the viscous response of a material or composite [121, 122]. The parameter E″ is utilized to quantify the release of applied energy by materials or composites, and it is commonly associated with the concept of internal friction. The parameter E″ exhibits sensitivity to various relaxation processes, morphological characteristics, transitions, molecular movements, and other heterogeneities within the material structure. The use of DMA assists material engineers and researchers in quantifying the extent to which polymer chains are immobilized by the surface of the filler material, as described by [123]. Equations (1) and (2) provide the fundamental equations employed to calculate the values of E′ and E″.
The mechanical damping factor, denoted as tan δ, may be obtained by calculating the ratio of E′ to E″, as shown in Eq. 3. In the context of the study, it is often observed that higher values of tan δ suggest the presence of a nonelastic strain component in the material or composite. Conversely, lower values of tan δ indicate a higher degree of elasticity. The drop in the tangent delta (tan δ) value of the composite material may be attributed to the favourable compatibility between the matrix and the fibres. This compatibility reduces the mobility of molecular chains at the interfaces between the different phases. The mechanical damping factor, tan δ, is influenced by molecular mobility and viscoelasticity. Additional small imperfections, such as dislocations, phase variations, grain boundaries, and diverse interfaces, have an impact on the tangent delta (tan δ) [124].
5.2 Glass transition temperature
The determination of the glass transition temperature (Tg) is a crucial aspect in the study of composite materials. The Tg serves as an indicator for alterations in mechanical properties or the initiation of phase transitions. The Tg identification is utilized in thermal analysis to determine the temperature range at which a material transitions from a glassy (rigid) to a rubbery (flexible and malleable) state [125].
In general, the Tg serves as an indicator of the physical condition of a material. A low glass transition temperature (Tg) signifies a condition of brittleness, whereas a high Tg signifies a state of elasticity. The glassy zone has a significant presence of interlocking connections, stiffness, and limited molecular mobility within certain regions. The rubbery area demonstrates the increased mobility of molecular chains when subjected to higher temperatures [126]. Nevertheless, several polymers have practical usage beyond their respective glass transition temperature (Tg), whereas certain polymers prove to be advantageous at temperatures below the Tg. Rubber elastomers, such as polyisobutylene and polyisoprene, are commonly utilized for their inherent characteristics of softness and flexible in the rubbery condition. The glassy states of hard polymers, such as polystyrene and PMMA, are used when they are maintained below their glass transition temperature (Tg), which is roughly 100 °C higher than the ambient temperature. A recent study has demonstrated a notable distinction between the Tg and the melting temperature (Tm). The sample undergoes a phase transition into a molten state at the Tm, whereas it has a softening effect at the temperature Tg [127]. Other thermal analysis techniques, including thermomechanical analysis (TMA) and differential scanning calorimetry (DSC), can also be used to determine Tg.
5.3 DMA of thermoplastic composites reinforced with kenaf fibres
In recent times, a handful of research has been conducted to examine the impact of kenaf fibre surface modifications on the dynamic mechanical characteristics of thermoplastic composites made from kenaf cellulosic fibres. Table 6 presents the experimental setup and results of DMA tests conducted on thermoplastic composite reinforced with modified kenaf fibre.
Lee et al. [128] investigated the influence of glycidoxypropyltrimethoxysilane (GPS) concentrations of 1, 3, and 5 parts per hundred (pph) on the dynamic mechanical performance of a composite material composed of long bast kenaf fibre and PLA. Their findings show that kenaf biocomposites treated with three parts per hundred (pph) GPS and manufactured with a kenaf to PLA ratio of 1:1 exhibit exceptional E′ values. The use of silane treatment with GPS as a coupling agent increased the viscoelastic properties of the kenaf/PLA green composite substantially.
Sis et al. [129] discovered that modifying the kenaf fibre with a 2 wt.% concentration of (3-aminopropyl)trimethoxysilane (APTMS) can eliminate the hydroxyl components while also improving the hydrophilic fibre’s compatibility with hydrophobic resins, resulting in an increase in the E′ of kenaf/PLA/PBAT composites. After treatment, the tan values of thermoplastic composites made of kenaf/PLA/PBAT are lowered. The observed result can be attributed to the polymer chain’s limited molecular mobility as a result of the tight closeness to the fibre surface caused by chemical bridging during their interfacial contact [133, 134].
Chung et al. [130] studied the influence of different immersion durations of 0.5, 1, 2, and 3 h in a 28.5 vol.% acetic acid solution on the properties of kenaf/PLA thermoplastic composites. The experimental results show that the E′ decreases significantly after 2 and 3 h of acetic acid immersion, indicating a negative influence on the kenaf/PLA composites. The improved adhesive qualities caused by the alteration of the hydrophilic character of the kenaf fibre can be attributed to the observation. The tangent delta (tan δ) of the thermoplastic composite containing kenaf improves noticeably after 2 h or more. This improvement could be attributed to increased interfacial adhesion because of the restricted mobility of the polymer chain.
Huda et al. [131] found that including alkali- and silane-treated kenaf fibre composites with a volume proportion of 50% leads in a large increase in E′, with a 161% increase when compared to other kenaf/PLA composites. This enhancement is due to the pretreatment of the kenaf fibre with 3-APS, which accelerates the hydrolysis of the OH group of the fibre by its ethoxy group, resulting in the creation of silanol. As a result, the fibre can form stable covalent connections with the cell wall [135]. The aforementioned procedure therefore successfully enhances the level of crosslinking within the interfacial region between the fibre and matrix. This treatment also provides a favourable bonding outcome and facilitates the generation of a larger surface area for the fibres [136, 137]. The utilization of NaOH solution also helps to improve the compatibility of the fibres and the matrix by removing lignin, which influences the hydrogen bonding profiles and reduces the tan δ of the specific composite.
According to Bakar et al. [132], the PVA/EVA polymer exhibited the greatest E″ values when grafted kenaf fibre was present at a loading of 30%. The Tg of a polyvinyl chloride (PVC) composite containing grafted kenaf–polymethyl methacrylate (PMMA) increased as compared to an ungrafted kenaf fibre composite. Furthermore, when compared to both the PVC/EVA blend and the ungrafted kenaf composites, the damping peak in the grafted kenaf composites has a substantially lower tan δ value. This could be due to the increased interfacial adhesion between kenaf and PVA/EVA during the grafting process.
6 Potential applications of thermoplastic composites reinforced with kenaf fibres
Recently, there has been tremendous growth in the use of thermoplastic reinforced kenaf fibre in an extensive variety of uses, from domestic items to technical applications. The usage of thermoplastic reinforced kenaf fibre to meet the engineering industry’s environmental sustainability needs has been proposed [138, 139]. Furthermore, these materials have been widely used in a variety of industries due to their minimal carbon footprint and energy usage during the manufacturing process, as well as their inexpensive raw material costs. Composites, particularly kenaf thermoplastic composites, have recently been used in a range of industries, including aerospace, automotive, construction, and energy transmission. This trend may be attributed to the efforts of several researchers and scientists who are focused on developing structural loading components.
Apart from chemical treatment, kenaf fibres can be surface modified with epoxy coating before being compounded with polyethylene terephthalate (PET) to improve their suitability for high-temperature engineering applications [140]. After being treated with sodium hydroxide solution and covered with epoxy resin, the kenaf fibres were extruded and compression moulded at higher temperatures ranging from 240 to 260 °C. This procedure yields a reinforced PET composite made from modified kenaf fibres [140]. Owen et al. [141] found that surface coating natural fibres with diluted epoxy resin thermoset increases adhesion and thermal stability between the polymer matrix and the fibres. The overall thermal and performance attributes of the thermoplastic composites produced are improved. The finding shows that kenaf fibres can be used as reinforcement in engineering polymer composites for high-temperature applications in industries including automotive and construction. More research and development into the mechanical and thermal properties of natural kenaf fibres using polymer matrices such as PET, polyphenylene ether (PPE), and acrylonitrile butadiene styrene (ABS) is also encouraging.
The studies provide information on the utilization of kenaf thermoplastic composites in specialized structural applications. These works demonstrate the efficacy of kenaf fibre as a reinforcing material in such applications, highlighting its potential for future utilization [142,143,144]. Table 7 presents the progression of kenaf fibre thermoplastic composites across several industries.
Atiqah et al. [148] investigated the mechanical characteristics of polyester reinforced with hybridized glass/kenaf fibre composites in the context of their prospective application in structural purposes, specifically car composites. In subsequent years, Mansor et al. [149] identified polyester reinforced with hybridized glass/kenaf fibre composites as the optimum solution for the construction of automobile brake levers. Thirteen different natural fibre materials were investigated using the Analytic Hierarchy Process (AHP), and it was determined that the kenaf bast fibre received the highest scores among the evaluated materials. In a follow-up to the previous study, Mansor et al. [49] investigated the conceptual design of a parking lever brake using polymer reinforced kenaf fibre composites. As indicated by extant research literature, several investigations on the production of vehicle engine rubber components [146] and car spoilers [145] employing polymer reinforced kenaf fibre composites have been conducted. Furthermore, automobile coatings are used on both the interior and the exterior of automobiles, including front and rear bumpers, wall panels, roofs, and furniture [147, 150]. From this standpoint, it is clear that polymer reinforced kenaf fibre composites have significant potential as a suitable substitution to traditional materials like plastic and steel for various automotive parts such as front and rear fenders, exterior body panels, decklids, doors, hoods, trunk floor/spare tyre wells, and other secondary support structures [122, 151]. conducted an evaluation of the mechanical properties of hybrid unidirectional glass/kenaf reinforced epoxy composites. The purpose of their investigation was to assess the suitability of these composites for use as bumper beams in passenger vehicles. Based on the findings of the research, it has been determined that the flexural and tensile characteristics of hybrid composites composed of glass and kenaf fibres are comparable to those of glass fibre composites. It is worth noting that glass fibre composites are now favoured as the preferred material for car bumpers. In addition, the viability of using kenaf fibre reinforced polymer composites for the production of high temperature vehicle front-end components was investigated by Xue et al. [152]. No statistically significant differences in tensile modulus were seen when participants were exposed to escalating temperature treatments.
In addition to its automotive applications, Misri et al. [153] proposed that a hollow kenaf composite tube might be used in sporting equipment such as tennis rackets, badminton rackets, fishing rods, and hockey sticks. Mazani et al. [48] used the concurrent engineering approach in their work to create and build a shoe rack made of polyester reinforced with kenaf fibres. Figure 6 shows a shoe rack that uses kenaf fibre as a reinforcement material in a polymer composite structure. Furthermore, the use of kenaf reinforced thermoset composites may improve the structural integrity of reinforced concrete beams. This is due to the large gains in deflection and ultimate flexural strength seen as a result of integrating kenaf fibre composites, which can reach up to 24% and 40%, respectively [154].

Reproduced with permission from ref. [48]. Copyright 2019 Elsevier
Shoe rack made of kenaf fibre reinforced polymer composites.
Hamidon et al. [58] undertook a study with the objective of investigating innovative methodologies for the production of rayon grade dissolving pulp. The study focused on using Malaysian kenaf stalk as the primary raw material for this purpose. It is anticipated that the projected increase in kenaf production for the purpose of dissolving pulp, which would subsequently be used in the manufacture of rayon, would have advantageous implications for both the batik industry and kenaf cultivators located along the east coast. In addition, Abdelrhman et al. [155] discovered that incorporating a blend of kenaf core and bast fibre as reinforcement in composite materials, along with the inclusion of other fillers, for the production of automotive components has the potential to reduce environmental burdens by improving carbon sequestration within the vehicle structure. Moreover, increasing the proportion of fibre in the manufactured components would result in higher quality industrial output during the life of the car. It should be noted, however, that not all required certification examinations have been completed. Finally, the flexural and tensile strength of kenaf fibre composites can be concluded to be enough for the applications. The findings and discoveries are encouraging for the advancement of kenaf fibre reinforced thermoplastic composites in the future.
7 Challenges and future scope
Addressing challenges inherent in kenaf fibre reinforced thermoplastic composites is critical for widespread adoption and advancement. Achieving strong interfacial adhesion between the kenaf fibres and polymer matrices is one of the most prominent challenges, in order to ensure optimal load transfer and mechanical performance. Apart from that, another significant challenge is the high moisture absorption capacity of kenaf fibres, requiring a strategy to reduce its impact on the mechanical properties and performance. Another crucial challenge that needs to be overcome is to ensure uniform dispersion of kenaf fibres within the polymer matrix, as uniformity of kenaf fibres dispersion leads to better consistency in mechanical properties and structural integrity. Another key focus area that researchers must pay attention to is on enhancing the chemical compatibility between kenaf fibres and thermoplastic matrices. As discussed previously, chemical treatments and surface modifications are very promising approaches for improving compatibility and bonding, enhancing the overall performance of the composite material.
To address these challenges, several opportunities arise for future research and development by furthering and continuing the work of improving kenaf fibre reinforced thermoplastic composites. Exploring advanced processing techniques to improve fibre dispersion and composite production efficiency is one such opportunity. Moreover, there is a growing emphasis on sustainability and environmental responsibility, making it imperative to develop eco-friendly and recyclable materials. Efforts should be invested by focusing on the exploration of multifunctional applications for kenaf fibre reinforced thermoplastic composites across various sectors, such as automotive, construction, and packaging. In short, effort in overcoming the challenges or drawbacks will be instrumental and influential in advancing the performance and properties of kenaf fibre reinforced thermoplastic composites. By addressing these key areas, researchers can pour effort and contribute in the development of high performance, sustainable materials with diverse range of applications.
8 Conclusions
Kenaf fibre offers considerable potential as a substitute for manmade fibres such as glass fibre. However, additional research is needed to investigate the potential substitution of various synthetic fibres, like carbon fibre. Furthermore, the study of kenaf fibre reinforced thermoplastic composites for both structural and non-structural applications show potential for improving product manufacturing through the use of environmentally friendly methods. This review provides a vital source of information for improving the properties of kenaf fibre composites by chemical modification. The chemical modification of kenaf fibre influences the interfacial adhesion, mechanical performance, absorption and thermal stability of the ensuing composites. Chemical treatments such as alkali treatment, acetylation, or silane treatment have contributed to improved adhesion, increased strength, reduced water absorption, enhanced thermal stability, and improved dimensional stability. The fibrillation process of alkalizing kenaf fibre divides the single-fibre bundle into smaller bundles, hence increasing surface area. This process makes it easier for the fibre and polymer parts of composites to interact mechanically, which improves the loading and dynamic mechanical qualities at the interface. The improved mechanical and dynamic properties resulting from fibre treatment make kenaf fibre reinforced thermoplastic composites suitable for various industries such as automotive, construction, aerospace, and consumer goods. It is very clear from the earlier reports that there are few challenges or limitations encountered, such as variations in treatment methods or inconsistencies in testing methods which requires proper optimization of treatment processes, exploring novel treatment methods, investigating long-term durability, and evaluating environmental sustainability aspects. Hence, to conclude it is necessary to understand the significance of the effects of fibre treatment on kenaf fibre reinforced thermoplastic composites and more importantly continued research in this area to further enhance the functional properties, durability, and applicability of these eco-friendly composite materials in diverse industrial sectors is required.
Data availability
All data and materials are available within this research article.
References
Razman MR, Hadi AH, Jahi JM et al (2011) Transformation for better living environment in urban region: application of the principle of transboundary liability and the montreal protocol experiences. Akademika 81:93–102
Ali SSS, Razman MR, Awang A (2020) The nexus of population, GDP growth, electricity generation, electricity consumption and carbon emissions output in Malaysia. Int J Energy Econ Policy 10:84–89. https://doi.org/10.32479/ijeep.8987
Golar M, Malik A et al (2019) The adaptive-collaborative as a strategy comunications for conflict resolution on the national park. Ecol Environ Conserv 25:352–359
Zainuddin S, Mascunra Amir A, Kibi YR et al (2019) Social engineering model of natural resources management of Palu City. J Eng Appl Sci 14:275–279. https://doi.org/10.36478/jeasci.2019.275.279
Farid MAA, Lease J, Andou Y (2023) Mechanochemical reactions in lignocellulosic materials: a review. J Nat Fibre Polym Compos 2:1–14
Asyraf MRM, Ishak MR, Sapuan SM, Yidris N (2021) Influence of additional bracing arms as reinforcement members in wooden timber cross-arms on their long-term creep responses and properties. Appl Sci 11:2061. https://doi.org/10.3390/app11052061
Al ESSO, Hua LS, Ashaari Z, Halip JA (2022) Effects of dip-treatment in palm oil on dimensional stability of particleboard made from rubberwood and oil palm trunk. J Nat Fibre Polym Compos 1:1
Harussani MM, Sapuan SM (2022) Tensile and flexural properties of compression molded composites of epoxy reinforced with treated sugar palm fibre. J Nat Fibre Polym Compos 1:1
Asyraf MRM, Ishak MR, Syamsir A et al (2023) Filament-wound glass-fibre reinforced polymer composites: potential applications for cross arm structure in transmission towers. Polym Bull 80:1059–1084. https://doi.org/10.1007/s00289-022-04114-4
Ilyas RA, Sapuan SM, Atiqah A et al (2020) Sugar palm (Arenga pinnata [Wurmb.] Merr) starch films containing sugar palm nanofibrillated cellulose as reinforcement: water barrier properties. Polym Compos 41:459–467. https://doi.org/10.1002/pc.25379
Jaafar CNA, Rizal MAM, Zainol I (2018) Effect of kenaf alkalization treatment on morphological and mechanical properties of epoxy / silica / kenaf composite. Int J Eng Technol 7:258–263. https://doi.org/10.14419/ijet.v7i4.35.22743
Rajawat AS, Singh S, Gangil B et al (2022) Effect of marble dust on the mechanical, morphological, and wear performance of basalt fibre-reinforced epoxy composites for structural applications. Polymers 14:1325. https://doi.org/10.3390/polym14071325
Harussani MM, Gwyth M, Tarique J (2022) An overview of mechanical performance of arrowroot starchbased biopolymer composites. J Nat Fibre Polym Compos 2:1
Asyraf MRM, Ishak MR, Razman MR, Chandrasekar M (2019) Fundamentals of creep, testing methods and development of test rig for the full-scale crossarm: a review. J Teknol 81:155–164. https://doi.org/10.11113/jt.v81.13402
Saba N, Paridah MT, Jawaid M et al (2015) Potential utilization of kenaf biomass in different applications. In: Hakeem KR, Jawaid M, Alothman OY (eds) Agricultural biomass based potential materials. Springer, Switzerland, pp 1–34
Zainudin MZ, Mansor MR, Ali MB et al (2023) Effect of varying fibre loadings on the impact performance of kenaf and coir reinforced bioepoxy composites. J Nat Fibre Polym Compos 2:1–8
Fitri MFM, Asyraf MRM, Hassan SA, Ilyas RA (2024) Unveiling the physico‐mechanical properties of kenaf yarn fiber‐reinforced acrylonitrile butadiene styrene composites: effect of quasi‐isotropic lay‐up sequences. Polym Compos 1–14. (In-Press) https://doi.org/10.1002/pc.28414
Rashdi AAA, Sapuan SM, Ahmad MMHM, Khalina A (2009) Water absorption and tensile properties of soil buried kenaf fibre reinforced unsaturated polyester composites (KFRUPC). J Food Agric Environ 7:908–911
John MJ, Thomas S (2008) Biofibres and biocomposites. Carbohydr Polym 71:343–364. https://doi.org/10.1016/j.carbpol.2007.05.040
Joseph K, Thomas S, Pavithran C (1996) Effect of chemical treatment on the tensile properties of short sisal fibre-reinforced polyethylene composites. Polymer 37:5139–5149. https://doi.org/10.1016/0032-3861(96)00144-9
Manral A, Bajpai PK, Khanna P (2023) Effect of non-acidic chemical treatment of kenaf fiber on biodegradation and thermal degradation of kenaf/PLA green composite laminates. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-023-05010-1
Serizawa S, Inoue K, Iji M (2006) Kenaf-fiber-reinforced poly(lactic acid) used for electronic products. J Appl Polym Sci 100:618–624. https://doi.org/10.1002/app.23377
Bajuri F, Mazlan N, Ishak MR, Imatomi J (2016) Flexural and compressive properties of hybrid kenaf/silica nanoparticles in epoxy composite. Procedia Chem 19:955–960. https://doi.org/10.1016/j.proche.2016.03.141
Wambua P, Ivens J, Verpoest I (2003) Natural fibres: can they replace glass in fibre reinforced plastics? Compos Sci Technol 63:1259–1264. https://doi.org/10.1016/S0266-3538(03)00096-4
Ng LF, Yahya MY, Leong HY et al (2023) Evaluation of physical and mechanical properties of pineapple leaf and kenaf fabrics as potential reinforcement in bio-composites. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-023-04525-x
Tamta N, Palsule S (2023) Kenaf fiber reinforced chemically functionalized styrene-acrylonitrile composites. J Thermoplast Compos Mater 37:5–27. https://doi.org/10.1177/08927057231168560
Kumar S, Dang R, Manna A et al (2023) Effect of chemically treated kenaf fiber on the mechanical, morphological, and microstructural characteristics of PLA-based sustainable bio-composites fabricated via direct injection molding route. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-023-04916-0
Dev B, Rahman A, Alam R et al (2023) Mapping the progress in natural fiber reinforced composites: preparation, mechanical properties, and applications. Polym Compos 44:3748–3788. https://doi.org/10.1002/pc.27376
Dev B, Rahman MA, Repon MR et al (2023) Recent progress in thermal and acoustic properties of natural fiber reinforced polymer composites: preparation, characterization, and data analysis. Polym Compos 44:7235–7297. https://doi.org/10.1002/pc.27633
Han SNMF, Taha MM, Mansor MR, Rahman MAA (2022) Investigation of tensile and flexural properties of kenaf fiber-reinforced acrylonitrile butadiene styrene composites fabricated by fused deposition modeling. J Eng Appl Sci 69:1–18. https://doi.org/10.1186/s44147-022-00109-0
Mohammadsalih ZG, Muawwidzah M, Siddiqui VU, Sapuan SM (2023) Mechanical properties of wood fibre filled polylactic acid (PLA) composites using additive manufacturing techniques. J Nat Fibre Polym Compos 2:1–10
Davoodi MM, Sapuan SM, Ahmad D et al (2010) Mechanical properties of hybrid kenaf/glass reinforced epoxy composite for passenger car bumper beam. Mater Des 31:4927–4932. https://doi.org/10.1016/j.matdes.2010.05.021
Azlan KA, Mansor MR, E. Mohamad B (2023) New sustainable conceptual design framework for biocomposite automotive headrests based on concurrent engineering approach. J Nat Fibre Polym Compos 2:1–8
Yiow RV, Mansor MR (2022) Natural fibre selection for sustainable two-stroke marine diesel engine crosshead bearing. J Nat Fibre Polym Compos 1:1
Krishna KV, Kanny K (2016) The effect of treatment on kenaf fiber using green approach and their reinforced epoxy composites. Compos Part B Eng 104:111–117. https://doi.org/10.1016/j.compositesb.2016.08.010
Asyraf MRM, Syamsir A, Bathich H et al (2022) Effect of fibre layering sequences on flexural creep properties of kenaf fibre-reinforced unsaturated polyester composite for structural applications. Fibers Polym 23:3232–3240. https://doi.org/10.1007/s12221-022-4386-7
Nurazzi NM, Shazleen SS, Aisyah HA et al (2021) Effect of silane treatments on mechanical performance of kenaf fibre reinforced polymer composites: a review. Funct Compos Struct 3:045003. https://doi.org/10.1088/2631-6331/ac351b
Asim M, Paridah MT, Saba N et al (2018) Thermal, physical properties and flammability of silane treated kenaf/pineapple leaf fibres phenolic hybrid composites. Compos Struct. https://doi.org/10.1016/j.compstruct.2018.06.068
Aziz SH, Ansell MP (2004) The effect of alkalization and fibre alignment on the mechanical and thermal properties of kenaf and hemp bast fibre composites: Part 1 - polyester resin matrix. Compos Sci Technol 64:1219–1230. https://doi.org/10.1016/j.compscitech.2003.10.001
Zhang Q, Zhang D, Lu W et al (2020) Production of high-density polyethylene biocomposites from rice husk biochar: effects of varying pyrolysis temperature. Sci Total Environ 738. https://doi.org/10.1016/j.scitotenv.2020.139910
D’Antino T, Pisani MA (2019) Long-term behavior of GFRP reinforcing bars. Compos Struct 227. https://doi.org/10.1016/j.compstruct.2019.111283
Li YL, Zhao XL, Singh Raman RK (2018) Mechanical properties of seawater and sea sand concrete-filled FRP tubes in artificial seawater. Constr Build Mater 191:977–993. https://doi.org/10.1016/j.conbuildmat.2018.10.059
Majeed K, Ahmed A, Abu Bakar MS et al (2019) Mechanical and thermal properties of montmorillonite-reinforced polypropylene/rice husk hybrid nanocomposites. Polymers (Basel) 11:1557. https://doi.org/10.3390/polym11101557
Amir AL, Ishak MR, Yidris N et al (2021) Potential of honeycomb-filled composite structure in composite cross-arm component: a review on recent progress and its mechanical properties. Polymers 13:1341. https://doi.org/10.3390/polym13081341
Amir AL, Ishak MR, Yidris N et al (2021) Advances of composite cross arms with incorporation of material core structures: manufacturability, recent progress and views. J Mater Res Technol 13:1115–1131. https://doi.org/10.1016/j.jmrt.2021.05.040
Ayu RS, Khalina A, Harmaen AS et al (2020) Characterization study of empty fruit bunch (EFB) fibers reinforcement in poly(butylene) succinate (PBS)/starch/glycerol composite sheet. Polymers (Basel) 12:1571. https://doi.org/10.3390/polym12071571
Hasan KMF, Horváth PG, Bak M, Alpár T (2021) A state-of-the-art review on coir fiber-reinforced biocomposites. RSC Adv 11:10548–10571
Mazani N, Sapuan SM, Sanyang ML et al (2019) Design and fabrication of a shoe shelf from kenaf fiber reinforced unsaturated polyester composites. In: Ariffin H, Sapuan SM, Hassan MA (eds) Lignocellulose for Future Bioeconomy, 1st edn. Elsevier Inc., Amsterdam, Netherland, pp 315–332
Mansor MR, Sapuan SM, Zainudin ES, Nuraini AA (2014) Conceptual design of kenaf fiber polymer composite automotive parking brake lever using integrated TRIZ-Morphological Chart-Analytic Hierarchy Process method. Mater Des 54:473–482. https://doi.org/10.1016/j.matdes.2013.08.064
Ramesh P, Prasad BD, Narayana K (2018) Characterization of kenaf fiber and its composites: a review. J Reinf Plast Compos 37:731–737. https://doi.org/10.1177/0731684418760206
Ezekiel Babatunde O, Mohamad Yatim J, Ishak MY et al (2015) Potentials of kenaf fibre in bio-composite production: a review. J Teknol
Amin MHM, Arifin AMT, Hassan MF et al (2017) An Evaluation of mechanical properties on kenaf natural fiber/polyester composite structures as table tennis blade. J Phys Conf Ser 914:012015. https://doi.org/10.1088/1742-6596/914/1/012015
Hao LC, Sapuan SM, Hassan MR, Sheltami RM (2018) Natural fiber reinforced vinyl polymer composites. Elsevier Ltd
Nayeri MD, Paridah MT, Harun J et al (2013) Effects of temperature and time on the morphology, pH, and buffering capacity of bast and core kenaf fibres. BioResources 8:1801–1812. https://doi.org/10.15376/biores.8.2.1801-1812
Abdul Khalil HPS, Yusra AFI, Bhat AH, Jawaid M (2010) Cell wall ultrastructure, anatomy, lignin distribution, and chemical composition of Malaysian cultivated kenaf fiber. Ind Crops Prod 31:113–121. https://doi.org/10.1016/j.indcrop.2009.09.008
Ishak MR, Leman Z, Sapuan SM et al (2010) Mechanical properties of kenaf bast and core fibre reinforced unsaturated polyester composites. IOP Conf Ser Mater Sci Eng 11:012006. https://doi.org/10.1088/1757-899x/11/1/012006
Tezara C, Siregar JP, Lim HY et al (2016) Factors that affect the mechanical properties of kenaf fiber reinforced polymer: a review. J Mech Eng Sci 10:2159–2175. https://doi.org/10.15282/jmes.10.2.2016.19.0203
Hamidon MH, Sultan MTH, Ariffin AH, Shah AUM (2019) Effects of fibre treatment on mechanical properties of kenaf fibre reinforced composites: a review. J Mater Res Technol 8:3327–3337. https://doi.org/10.1016/j.jmrt.2019.04.012
Azeez MA, Orege JI (2018) Bamboo, its chemical modification and products. In: Abdul Khalil HPS (ed) Bamboo - current and future prospects. InTech, London, UK, pp 25–48
Haghdan S, Renneckar S, Smith GD (2016) Sources of lignin. In: Faruk O, Sain M (eds) Lignin in polymer composites, Elsevier, Amsterdam, pp 1–11
Zainudin ES, Yan LH, Haniffah WH et al (2014) Effect of coir fiber loading on mechanical and morphological properties of oil palm fibers reinforced polypropylene composites. Polym Compos 35:1418–1425. https://doi.org/10.1002/pc.22794
Ansell MP, Mwaikambo LY (2009) The structure of cotton and other plant fibres. In: Ansell, MP, Mwaikambo, LY, Eichhorn, SJ et al (eds) Handbook of textile fibre structure. Elsevier, Amsterdam, pp 62–94
Daud Z, Mohd Hatta MZ, Mohd Kassi AS, Mohd Aripi A (2014) Analysis of the chemical compositions and fiber morphology of pineapple (Ananas comosus) leaves in Malaysia. J Appl Sci 14:1355–1358. https://doi.org/10.3923/jas.2014.1355.1358
Barreto ACH, Rosa DS, Fechine PBA, Mazzetto SE (2011) Properties of sisal fibers treated by alkali solution and their application into cardanol-based biocomposites. Compos Part A Appl Sci Manuf 42:492–500. https://doi.org/10.1016/j.compositesa.2011.01.008
Norizan MN, Abdan K, Salit MS, Mohamed R (2017) Physical, mechanical and thermal properties of sugar palm yarn fibre loading on reinforced unsaturated polyester composites. J Phys Sci 28:115–136. https://doi.org/10.21315/jps2017.28.3.8
Alias AH, Norizan MN, Sabaruddin FA et al (2021) Hybridization of MMT/lignocellulosic fiber reinforced polymer nanocomposites for structural applications: a review. Coatings 11:1355. https://doi.org/10.3390/coatings11111355
Joseph PV, Joseph K, Thomas S (2002) Short sisal fiber reinforced polypropylene composites: the role of interface modification on ultimate properties. Compos Interfaces 9:171–205. https://doi.org/10.1163/156855402760116094
Sreekala MS, Kumaran MG, Joseph S et al (2000) Oil palm fibre reinforced phenol formaldehyde composites: influence of fibre surface modifications on the mechanical performance. Appl Compos Mater 7:295–329. https://doi.org/10.1023/A:1026534006291
Sreekala MS, Thomas S (2003) Effect of fibre surface modification on water-sorption characteristics of oil palm fibres. Compos Sci Technol 63:861–869. https://doi.org/10.1016/S0266-3538(02)00270-1
Makarona E, Koutzagioti C, Salmas C et al (2017) Enhancing wood resistance to humidity with nanostructured ZnO coatings. Nano-Structures and Nano-Objects 10:57–68. https://doi.org/10.1016/j.nanoso.2017.03.003
Deeraj BDS, R. H, Jayan JS et al (2020) Enhanced visco-elastic and rheological behavior of epoxy composites reinforced with polyimide nanofiber. Nano-Struct Nano-Objects 21:100421. https://doi.org/10.1016/j.nanoso.2019.100421
Yallappa S, Deepthi DR, Yashaswini S et al (2017) Natural biowaste of Groundnut shell derived nano carbons: synthesis, characterization and itsin vitro antibacterial activity. Nano-Struct Nano-Objects 12:84–90. https://doi.org/10.1016/j.nanoso.2017.09.009
John MJ, Anandjiwala RD (2008) Recent developments in chemical modification and characterization of natural fiber-reinforced composites. Polym Compos 29:187–207. https://doi.org/10.1002/pc.20461
John MJ, Francis B, Varughese KT, Thomas S (2008) Effect of chemical modification on properties of hybrid fiber biocomposites. Compos Part A Appl Sci Manuf 39:352–363. https://doi.org/10.1016/j.compositesa.2007.10.002
Zainuddin N, Ahmad I, Kargarzadeh H, Ramli S (2017) Hydrophobic kenaf nanocrystalline cellulose for the binding of curcumin. Carbohydr Polym 163:261–269. https://doi.org/10.1016/j.carbpol.2017.01.036
Paul SA, Joseph K, Mathew GDG et al (2010) Influence of polarity parameters on the mechanical properties of composites from polypropylene fiber and short banana fiber. Compos Part A Appl Sci Manuf 41:1380–1387. https://doi.org/10.1016/j.compositesa.2010.04.015
Paul SA, Reussmann T, Mennig G et al (2007) The role of interface modification on the mechanical properties of injection-moulded composites from commingled polypropylene/banana granules. Compos Interfaces 14:849–867. https://doi.org/10.1163/156855407782106555
Farahani GN, Ahmad I, Mosadeghzad Z (2012) Effect of Fiber content, fiber length and alkali treatment on properties of kenaf fiber/UPR composites based on recycled PET wastes. Polym Plast Technol Eng 51:634–639. https://doi.org/10.1080/03602559.2012.659314
Pottathara YB, Bobnar V, Finšgar M et al (2018) Cellulose nanofibrils-reduced graphene oxide xerogels and cryogels for dielectric and electrochemical storage applications. Polymer 147:260–270. https://doi.org/10.1016/j.polymer.2018.06.005
Pottathara YB, Thomas S, Kalarikkal N et al (2019) UV-Induced reduction of graphene oxide in cellulose nanofibril composites. New J Chem 43:681–688. https://doi.org/10.1039/C8NJ03563F
Pottathara YB, Bobnar V, Gorgieva S et al (2016) Mechanically strong, flexible and thermally stable graphene oxide/nanocellulosic films with enhanced dielectric properties. RSC Adv 6:49138–49149. https://doi.org/10.1039/c6ra06744a
Liu Y, Lv X, Bao J et al (2019) Characterization of silane treated and untreated natural cellulosic fibre from corn stalk waste as potential reinforcement in polymer composites. Carbohydr Polym 218:179–187. https://doi.org/10.1016/j.carbpol.2019.04.088
Gopakumar DA, Pai AR, Pottathara YB et al (2018) Cellulose nanofiber-based polyaniline flexible papers as sustainable microwave absorbers in the X-band. ACS Appl Mater Interfaces 10:20032–20043. https://doi.org/10.1021/acsami.8b04549
Saba N, Alothman OY, Almutairi Z, Jawaid M (2019) Magnesium hydroxide reinforced kenaf fibers/epoxy hybrid composites: mechanical and thermomechanical properties. Constr Build Mater 201:138–148. https://doi.org/10.1016/j.conbuildmat.2018.12.182
Bledzki AK, Gassan J (1999) Composites reinforced with cellulose based fibres. Prog Polym Sci 24:221–274. https://doi.org/10.1016/S0079-6700(98)00018-5
Aziz NA (2011) Mechanical performance of kenaf fibre reinforced thermoplastic composite. PhD Thesis, Universiti Malaysia Pahang
Radzuan NAM, Tholibon D, Sulong AB et al (2020) Effects of high-temperature exposure on the mechanical properties of kenaf composites. Polymers 12:1643. https://doi.org/10.3390/POLYM12081643
Tholibon D, Tharazi I, Sulong AB et al (2019) Kenaf fiber composites: a review on synthetic and biodegradable polymer matrix. J Kejuruter 31:65–76. https://doi.org/10.17576/jkukm-2019-31(1)-08
Zaki Abdullah M, Dan-Mallam Y, Megat Yusoff PSM (2013) Effect of environmental degradation on mechanical properties of kenaf/polyethylene terephthalate fiber reinforced polyoxymethylene hybrid Composite. Adv Mater Sci Eng 2013:1–8. https://doi.org/10.1155/2013/671481
Vedrtnam A, Gunwant D, Verma H, Kalauni K (2022) Effect of aging and UV exposure on mechanical properties of natural fiber composites. In: Muthukumar C, Krishnasamy S, Thiagamani SMK, Siengchin S (eds) Aging effects on natural fiber-reinforced polymer composites: durability and life prediction. Springer Singapore, pp 189–217
Zampaloni M, Pourboghrat F, Yankovich SA et al (2007) Kenaf natural fiber reinforced polypropylene composites: a discussion on manufacturing problems and solutions. Compos Part A Appl Sci Manuf 38:1569–1580. https://doi.org/10.1016/j.compositesa.2007.01.001
Salman SD, Leman Z, Sultan MTH et al (2016) Influence of fiber content on mechanical and morphological properties of woven kenaf reinforced PVB film produced using a hot press technique. Int J Polym Sci 2016:1–11. https://doi.org/10.1155/2016/7828451
Abbas AGN, Aziz FNAA, Abdan K et al (2022) Kenaf fibre reinforced cementitious composites. Fibers 10:1–24. https://doi.org/10.3390/fib10010003
Ku H, Wang H, Pattarachaiyakoop N, Trada M (2011) A review on the tensile properties of natural fiber reinforced polymer composites. Compos Part B Eng 42:856–873. https://doi.org/10.1016/j.compositesb.2011.01.010
Owen MM, Achukwu EO, Romli AZ et al (2023) Improved thermal and mechanical properties of kenaf fiber/ ABS polymer composites via resin coating treatment. Pertanika J Sci Technol 31:39–57. https://doi.org/10.47836/pjst.31.S1.03
Mansingh BB, Binoj JS, Manikandan N et al (2022) Kenaf fibers, their composites and applications. In: Sanjay MR, Parameswaranpillai J et al (eds) Plant fibers, their composites, and applications. Elsevier, Amsterdam, pp 283–304
Mohammed M, Jawad AJ afar M, Mohammed AM et al (2023) Challenges and advancement in water absorption of natural fiber-reinforced polymer composites. Polym Test 6:108083. https://doi.org/10.1016/j.polymertesting.2023.108083
Loganathan TM, Sultan MTH, Ahsan Q et al (2022) Thermal degradation, visco-elastic and fire-retardant behavior of hybrid Cyrtostachys Renda/kenaf fiber-reinforced MWCNT-modified phenolic composites. J Therm Anal Calorim 147:14079–14096. https://doi.org/10.1007/s10973-022-11557-4
Asumani O, Paskaramoorthy R (2021) Fatigue and impact strengths of kenaf fibre reinforced polypropylene composites: effects of fibre treatments. Adv Compos Mater 30:103–115. https://doi.org/10.1080/09243046.2020.1733308
Ragunathan S, Zainab NAN, Andrew AM et al (2021) Characterization and properties of PP/NBRv/kenaf fibre composites with silane treatment. In: Bahari M, Harun A, Zainal Abidin Z et al (eds) Intelligent manufacturing and mechatronics. Lecture notes in mechanical engineering. Springer, Singapore, pp 785–791
Huda MS, Drzal LT, Mohanty AK, Misra M (2008) Effect of fiber surface-treatments on the properties of laminated biocomposites from poly(lactic acid) (PLA) and kenaf fibers. Compos Sci Technol 68:424–432. https://doi.org/10.1016/j.compscitech.2007.06.022
Fauzi MFM, Asyraf MRM, Hassan SA et al (2023) Hybrid kenaf fibre/fibreglass meshes reinforced thermoplastic ABS composites based on quasi-isotropic Mechanism: a brief review. J Nat Fibre Polym Compos 2:1–9
Nematollahi M, Karevan M, Mosaddegh P, Farzin M (2019) Morphology, thermal and mechanical properties of extruded injection molded kenaf fiber reinforced polypropylene composites. Mater Res Express 6:1–12. https://doi.org/10.1088/2053-1591/ab2fbd
Cho D, Lee HS, Han SO (2009) Effect of fiber surface modification on the interfacial and mechanical properties of kenaf fiber-reinforced thermoplastic and thermosetting polymer composites. Compos Interfaces 16:711–729. https://doi.org/10.1163/092764409X12477427307537
Asumani OML, Reid RG, Paskaramoorthy R (2012) The effects of alkali-silane treatment on the tensile and flexural properties of short fibre non-woven kenaf reinforced polypropylene composites. Compos Part A Appl Sci Manuf 43:1431–1440. https://doi.org/10.1016/j.compositesa.2012.04.007
Azizah AB, Rozman HD, Azniwati AA, Tay GS (2020) The effect of filler loading and silane treatment on kenaf core reinforced polyurethane composites: mechanical and thermal properties. J Polym Environ 28:517–531. https://doi.org/10.1007/s10924-019-01623-8
Oyekanmi AA, Saharudin NI, Hazwan CM et al (2021) Improved hydrophobicity of macroalgae biopolymer film incorporated with kenaf derived cnf using silane coupling agent. Molecules 26:2254. https://doi.org/10.3390/molecules26082254
Sallehuddin NJ, Ismail H (2020) Effects of silane treatment on tensile properties and surface morphology of kenaf bast filled natural rubber latex foam. AIP conference proceedings 2267:020012. https://doi.org/10.1063/5.0016555
Sreekala MS, Kumaran MG, Thomas S (1997) Oil palm fibers: Morphology, chemical composition, surface modification, and mechanical properties. J Appl Polym Sci 66:821–835. https://doi.org/10.1002/(sici)1097-4628(19971031)66:5%3c821::aid-app2%3e3.3.co;2-l
Zou H, Wang L, Gan H, Yi C (2012) Effect of fiber surface treatments on the properties of short sisal fiber/poly(lactic acid) biocomposites. Polym Compos 33:1659–1666. https://doi.org/10.1002/pc.22295
Nirmal U, Hashim J, Megat Ahmad MMH (2015) A review on tribological performance of natural fibre polymeric composites. Tribol Int 83:77–104. https://doi.org/10.1016/j.triboint.2014.11.003
Samanth M, Subrahmanya Bhat K (2023) Conventional and unconventional chemical treatment methods of natural fibres for sustainable biocomposites. Sustain Chem Clim Action 3:100034. https://doi.org/10.1016/j.scca.2023.100034
Herrera Franco PJ, Valadez-González A (2005) Fiber-matrix adhesion in natural fiber composites. In: natural fibers, biopolymers, and biocomposites, pp 177–230
Ibrahim MI, Hassan MZ, Dolah R et al (2018) Tensile behaviour for mercerization of single kenaf fiber. Malays J Fundam Appl Sci 14:437–439. https://doi.org/10.11113/mjfas.v14n4.1099
Agrawal R, Saxena NS, Sharma KB et al (2000) Activation energy and crystallization kinetics of untreated and treated oil palm fibre reinforced phenol formaldehyde composites. Mater Sci Eng A 277:77–82. https://doi.org/10.1016/S0921-5093(99)00556-0
Idumah CI, Ogbu JE, Ndem JU, Obiana V (2019) Influence of chemical modification of kenaf fiber on xGNP-PP nano-biocomposites. SN Appl Sci 1:1261. https://doi.org/10.1007/s42452-019-1319-1
Gaisford S, Kett V, Haines P (2002) Principles of thermal analysis and calorimetry. Royal society of chemistry, Cambridge, UK
(2020) Dynamic mechanical analysis. In: InTech Gr. Plc. https://www.intertek.com/polymers/testlopedia/dynamic-mechanical-analysis/. Accessed 13 Jul 2020
Anuar H, Zuraida A (2011) Thermal properties of injection moulded polylactic acid – kenaf fibre biocomposite. Malaysian Polym J 6:51–57. https://doi.org/10.1007/s13398-014-0173-7.2
Majhi SK, Nayak SK, Mohanty S, Unnikrishnan L (2010) Mechanical and fracture behavior of banana fiber reinforced polylactic acid biocomposites. Int J Plast Technol 14:57–75. https://doi.org/10.1007/s12588-010-0010-6
Jawaid M, Abdul Khalil HPS, Hassan A et al (2013) Effect of jute fibre loading on tensile and dynamic mechanical properties of oil palm epoxy composites. Compos Part B Eng 45:619–624. https://doi.org/10.1016/j.compositesb.2012.04.068
Ilyas RA, Sapuan MS, Norizan MN et al (2020) Macro to nanoscale natural fiber composites for automotive components: research, development, and application. In: Sapuan MS, Ilyas RA (eds) Biocomposite and synthetic composites for automotive applications. Woodhead Publishing Series, Amsterdam, Netherland, pp 51–105
Joy J, Jose C, Yu X et al (2017) The influence of nanocellulosic fiber, extracted from Helicteres isora, on thermal, wetting and viscoelastic properties of poly(butylene succinate) composites. Cellulose 24:4313–4323. https://doi.org/10.1007/s10570-017-1439-y
Zhang Z, Wang P, Wu J (2012) Dynamic mechanical properties of EVA polymer-modified cement paste at early age. Phys Procedia 25:305–310. https://doi.org/10.1016/j.phpro.2012.03.088
Kosbar LL, Wenzel TJ (2017) Inclusion of synthetic polymers within the curriculum of the ACS certified undergraduate degree. J Chem Educ 94:1599–1602. https://doi.org/10.1021/acs.jchemed.6b00922
Mahdi EM, Tan JC (2016) Dynamic molecular interactions between polyurethane and ZIF-8 in a polymer-MOF nanocomposite: microstructural, thermo-mechanical and viscoelastic effects. Polymer 97:31–43. https://doi.org/10.1016/j.polymer.2016.05.012
Saba N, Jawaid M, Alothman OY, Paridah MT (2016) A review on dynamic mechanical properties of natural fibre reinforced polymer composites. Constr Build Mater 106:149–159. https://doi.org/10.1016/j.conbuildmat.2015.12.075
Lee BH, Kim HS, Lee S et al (2009) Bio-composites of kenaf fibers in polylactide: Role of improved interfacial adhesion in the carding process. Compos Sci Technol 69:2573–2579. https://doi.org/10.1016/j.compscitech.2009.07.015
Sis ALM, Ibrahim NA, Yunus WMZW (2013) Effect of (3-aminopropyl)trimethoxysilane on mechanical properties of PLA/PBAT blend reinforced kenaf fiber. Iran Polym J Eng Ed 22:101–108. https://doi.org/10.1007/s13726-012-0108-0
Chung TJ, Park JW, Lee HJ et al (2018) The improvement of mechanical properties, thermal stability, and water absorption resistance of an eco-friendly PLA/kenaf biocomposite using acetylation. Appl Sci 8:376. https://doi.org/10.3390/app8030376
Huda MS, Drzal LT, Mohanty AK, Misra M (2008) Effect of chemical modifications of the pineapple leaf fiber surfaces on the interfacial and mechanical properties of laminated biocomposites. Compos Interfaces 15:169–191. https://doi.org/10.1163/156855408783810920
Bakar NA, Chee CY, Abdullah LC et al (2015) Thermal and dynamic mechanical properties of grafted kenaf filled poly (vinyl chloride)/ethylene vinyl acetate composites. Mater Des 65:204–211. https://doi.org/10.1016/j.matdes.2014.09.027
Kumar M, Mohanty S, Nayak SK, Rahail Parvaiz M (2010) Effect of glycidyl methacrylate (GMA) on the thermal, mechanical and morphological property of biodegradable PLA/PBAT blend and its nanocomposites. Bioresour Technol 101:8406–8415. https://doi.org/10.1016/j.biortech.2010.05.075
Ibrahim NA, Yunus WM, Othman M et al (2010) Poly(Lactic Acid) (PLA)-reinforced kenaf bast fiber composites: the effect of triacetin. J Reinf Plast Compos 29:1099–1111. https://doi.org/10.1177/0731684409344651
Dupraz AMP, De Wijn JR, Meer SATVD, De Groot K (1996) Characterization of silane-treated hydroxyapatite powders for use as filler in biodegradable composites. J Biomed Mater Res 30:231–238. https://doi.org/10.1002/(SICI)1097-4636(199602)30:2%3c231::AID-JBM13%3e3.0.CO;2-P
Herrera-Franco P, Valadez-Gonzalez A, Cervantes-Uc M (1997) Development and characterization of a HDPE-sand-natural fiber composite. Compos Part B Eng 28:331–343. https://doi.org/10.1016/S1359-8368(96)00024-8
Singh B, Verma A, Gupta M (1998) Studies on adsorptive interaction between natural fiber and coupling agents. J Appl Polym Sci 70:1847–1858. https://doi.org/10.1002/(SICI)1097-4628(19981128)70:93.0.CO;2-P
Ali SSS, Razman MR, Awang A et al (2021) Critical determinants of household electricity consumption in a rapidly growing city. Sustainability 13:4441. https://doi.org/10.3390/su1308444
Roslan ZB, Ramli Z, Razman MR et al (2021) Reflections on local community identity by evaluating heritage sustainability protection in Jugra, Selangor. Malays Sustain 13:8705. https://doi.org/10.3390/su13168705
Owen MM, Achukwu EO, Bin SS et al (2023) Effects of high-temperature optimization and resin coating treatment on the mechanical, thermal, and morphological properties of natural kenaf fiber-filled engineering plastic composites. Polym Compos 44:2512–2529. https://doi.org/10.1002/pc.27260
Owen MM, Achukwu EO, Romli AZ, Akil HM (2023) Recent advances on improving the mechanical and thermal properties of kenaf fibers/engineering thermoplastic composites using novel coating techniques: a review. Compos Interfaces 30:849–875. https://doi.org/10.1080/09276440.2023.2179238
Ilyas RA, Sapuan SM, Harussani MM et al (2021) Polylactic acid (PLA) Biocomposite: processing, additive manufacturing and advanced applications. Polymers 13:1326. https://doi.org/10.3390/polym13081326
Azman MA, Asyraf MRM, Khalina A et al (2021) Natural fiber reinforced composite material for product design: a short review. Polymers 13:1917. https://doi.org/10.3390/polym13121917
Asyraf MRM, Rafidah M, Ishak MR et al (2020) Integration of TRIZ, morphological chart and ANP method for development of FRP composite portable fire extinguisher. Polym Compos 41:2917–2932. https://doi.org/10.1002/pc.25587
Mansor MR, Sapuan SM, Hambali A (2015) Conceptual design of kenaf polymer composites automotive spoiler using TRIZ and morphology chart methods. App Mech Mat 761:63–67. https://doi.org/10.4028/www.scientific.net/AMM.761.63
Azammi AMN, Sapuan SM, Ishak MR, Sultan MTH (2018) Conceptual design of automobile engine rubber mounting composite using TRIZ-Morphological chart-analytic network process technique. Def Technol 14:268–277. https://doi.org/10.1016/j.dt.2018.05.009
Sapuan SM, Purushothman KR, Sanyang ML, Mansor MR (2018) Design and fabrication of kenaf fibre reinforced polymer composites for portable laptop table. In: Kalia S (ed) Lignocellulosic composite materials. Springer Nature, Gewerbestrasse, Switzerland, pp 323–356
Atiqah A, Maleque MA, Jawaid M, Iqbal M (2014) Development of kenaf-glass reinforced unsaturated polyester hybrid composite for structural applications. Compos Part B Eng 56:68–73. https://doi.org/10.1016/j.compositesb.2013.08.019
Mansor MR, Sapuan SM, Zainudin ES et al (2013) Hybrid natural and glass fibers reinforced polymer composites material selection using analytical hierarchy process for automotive brake lever design. Mater Des 51:484–492. https://doi.org/10.1016/j.matdes.2013.04.072
Pang C, Shanks RA, Daver F (2015) Characterization of kenaf fiber composites prepared with tributyl citrate plasticized cellulose acetate. Compos Part A Appl Sci Manuf 70:52–58. https://doi.org/10.1016/j.compositesa.2014.12.003
Nurazzi NM, Asyraf MRM, Rayung M et al (2021) Thermogravimetric analysis properties of cellulosic natural fiber polymer composites: a review on influence of chemical treatments. Polymers (Basel) 13:2710. https://doi.org/10.3390/polym13162710
Xue Y, Du Y, Elder S et al (2009) Temperature and loading rate effects on tensile properties of kenaf bast fiber bundles and composites. Compos Part B Eng 40:189–196. https://doi.org/10.1016/j.compositesb.2008.11.009
Misri S, Ishak MR, Sapuan SM, Leman Z (2015) The effect of winding angles on crushing behavior of filament wound hollow kenaf yarn fibre reinforced unsaturated polyester composites. Fibers Polym 16:2266–2275. https://doi.org/10.1007/s12221-015-5447-y
Hafizah NAK, Bhutta MAR, Jamaludin MY et al (2014) Kenaf fiber reinforced polymer composites for strengthening RC beams. J Adv Concr Technol 12:167–177. https://doi.org/10.3151/jact.12.167
Abdelrhman HA, Shahwahid M, Paridah MT et al (2017) Carbon stored in kenaf fiber utilization of biocomposite applications into automotive components. Int J Latest Eng Res Appl 02:56–53
Acknowledgements
The authors would like to express gratitude for the financial support received from the Universiti Teknologi Malaysia, the UTM Encouragement Research Grant (UTMER) project “Characterizations of Hybrid Kenaf Fibre/Glass fibre Meshes Reinforced Thermoplastic ABS Composites for Future Use in Aircraft Radome Applications, grant number PY/2022/03758—Q.J130000.3824.31J25.”
Author information
Authors and Affiliations
Contributions
MRMA and PS drafted the original manuscript. MRMA, NNM, and DDCV have revised the manuscript. MRMA conceptualized the idea of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Asyraf, M.R.M., Sheng, D.D.C.V., Mas’ood, N.N. et al. Thermoplastic composites reinforced chemically modified kenaf fibre: current progress on mechanical and dynamic mechanical properties. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-05659-2
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-024-05659-2