
Abstract
The twenty-first century is the century of inconsistency regarding transformation, industrial development, environmental crisis, and technological growth. All these are associated with the attempts to minimise the dependence on petroleum-based fuels and products which leads to an increasing need to investigate more sustainable materials and environmentally friendly products to replace existing materials. Lignocellulosic fibrous polymeric composite materials are an attractive replacement for heavier metals due to their comparative superior fatigue and corrosion properties in many applications with respect to other synthetic and ceramics materials. This chapter considers the manufacturing methods by a variety of possible and diverse methods that permit the conversion of kenaf bast (stem) fibres to reinforced epoxy composites into a wide variety of applications and industrial products with properties that are comparable to existing synthetic composites. Among the various method compression moulding and resin transfer moulding processes are the most commonly used for engineered composites involving both thermoplastics and thermosets; but resin infusion is prior for thermosets. The properties of natural fibre-reinforced polymer composites are generally governed by the pretreated process of fibre and the manufacturing process of the composites. The performance of a composite material varies greatly with the choice of suitable processing techniques along with the fibre–matrix bond strength.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
5.1 Introduction
Environmental legislation as well as consumer pressure impelled the probing of novel supernumerary for traditional non-renewable material quite exclusively (Deka et al. 2013). Natural fibre, a distinguished type of new renewable reinforcement sources, is used to supplement polymer-based materials (Ho et al. 2012). All biofibres are cellulosic in nature and exclusively consisted of cellulose, hemicellulose, lignin, and pectin. The amount of cellulose can vary depending on the species and age of the plant (Mahjoub et al. 2014). However, many innumerable demerits such as hydrophilic nature, poor fibre/matrix interfacial adhesion, and poor thermal stability of natural fibres can be overwhelmed by chemical treatment or compatibiliser which amended the adhesion between matrix and fibre face (Saba et al. 2015). Kenaf fibre (Hibiscus cannabinus L.) is a type of natural fibre offering many advantages and possesses high potential as reinforcement in composite materials, especially polymer composites. Thermosets resin is one of the well-known polymer matrix which shows maximum reinforcement of both natural and synthetic fibres from historical times which includes epoxies, polyester, and phenolics. Among these epoxies are highly recommended and most noteworthy matrices rendering its involvement in fibre-reinforced polymer for industrial exploitations. Polymer matrix composites are being increasingly used in engineering application due to their lightweight, strength, and stiffness compared to unreinforced polymers (Yahaya et al. 2014). The alarming environmental and renewable issues universally force the progress and advancement of high-performance engineering and novel low-cost products from natural resources (Akil et al. 2011; Deka et al. 2013). Thus, providing an approach to getting rid of the widespread dependence on fossil fuel. Hybrid composite in composite field generally used to describe a matrix containing at least two types of reinforcements or two types of polymer blends with one type of fibre reinforcement to develop some unique features in the end product. The three most important configurations usually obtained are imagined in Fig. 5.1. The simplest and cheapest method for producing a hybrid composite is shown in Fig. 5.1a, while Fig. 5.1b, c are quite complicated, entitled intralayer and intrayarn hybrid composite configuration (Swolfs et al. 2014). Many research studies are also made on kenaf fibre-reinforced hybrid composite involving both synthetic fibre such as glass or Kevlar to maintain the advantages of both fibres and alleviate some disadvantages (Yahaya et al. 2015; Atiqah et al. 2014).

Showing the three main hybrid configurations: (a) interlayer, (b) intralayer and (c) intrayarn (Swolfs et al. 2014)
5.2 Natural Fibre and Kenaf Fibre
Natural fibres are inexpensive, ample, readily available and could be obtained in billions of tons around the world (Karimi et al. 2014). Natural fibres have found to exhibit a number of advantages in terms of specific modulus, cost per weight, and cost per unit length along with the renewable and biodegradable nature (Dittenber and Rao 2012; Nishino et al. 2003; Ochi 2008). Other advantages which include high toughness, low density, reduction in tool wear, comparable specific strength properties, decreased energy of fabrication, ease of separation, CO2 neutrality or sequestration (Paridah et al. 2011; Mohanty et al. 2000) and renewability are quite attractive (Ishak et al. 2009).
According to researchers, the bast fibres exhibit attractive mechanical properties providing replacements to glass fibres as reinforcing components in polymer composites (Faruk et al. 2012; Liu et al. 2007; Zampaloni et al. 2007). Natural fibres are non-toxic (Zini and Scandola 2011) consequently providing opportunity for developing composites with certainly lesser human health hazards and environmental damage throughout their life cycle during production/processing/use/disposal (Dicker et al. 2014). The life cycle for the natural fibre-reinforced bio-composite is illustrated in Fig. 5.2. Besides this they are safer in handling and processing operational conditions compared to synthetic reinforcements (glass fibres) and are nonabrasive towards moulding and mixing equipment. They can easily subsidise the reductions in substantial equipment maintenance cost, reduction in risk of dermal or respiratory problems and present positive environmental impact (Akil et al. 2011).

Life cycle of bio-composites (Akil et al. 2011)
They are green composites (environmentally friendly) which reflect appropriate ancillary for traditional fibre (i.e. glass, carbon and aramid fibre) reinforced petroleum-based composites (Low et al. 2007; Marsh 2003). Natural fibres can be highly preferable to synthetic fibres in automotive, construction and furniture production industries (Paukszta and Borysiak 2013) and in another applications where stiffness and weight are primary concerns (Dittenber and Rao 2012). Until now natural fibres are successfully used in different industries to produce environmentally friendly products (Akil et al. 2011; Ochi 2008; Paridah et al. 2011; Xue et al. 2009). Moreover, high moisture absorption tendency, low thermal stability, poor wettability during processing and weaker adhesion with the synthetic counterparts confine their use in certain advanced industrial application (Demir et al. 2006).
5.2.1 Kenaf Fibre
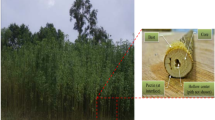
Currently natural fibres are highly appraised, as being cheap, renewable, abundant and simply recyclable (Zampaloni et al. 2007) substitutes of other nonrecyclable fibres replaced by such as oil palm, flax, hemp, kenaf, jute, sisal and roselle fibres. Among them kenaf (H. cannabinus L. and family Malvaceae), a viable cellulosic source, economically viable and ecologically friendly fast-growing plant requiring only few treatments during growth and positively withstands harsh and tough climates (Yu and Yu 2010). The kenaf word originated from Persian language in the late nineteenth century. Kenaf plantation and fibre are shown in Fig. 5.3. It can grow up to 5 m in less than 6 months in many parts of the world, including several regions of the USA (Parikh et al. 2002) with maximum dry yields of 4 ton/ha under suitable conditions. Kenaf plant has a particular and fascinating character with long and unbranched stem possessing external layer (bark) and a core providing long stiff fibre (Mahjoub et al. 2014). Kenaf is a multipurpose plant with a diversity of harvestable plant components (seed, leaves, stalk bark and stalk core Yang et al. 2014).It yields comparably higher than other plant fibres such as hemp, flax and jute, therefore providing cheaper raw material (Paridah et al. 2011). However, the actual yield and composition of its components are heavily dependent on many factors such as soil type, plant populations, planting date and month, photosensitivity, variety, planting density, length of growing season and plant maturity (Batouli et al. 2014). Furthermore, kenaf has been actively cultivated in recent years owing to some important causes (Rouison et al. 2004):

Images showing the kenaf plantation and fibre (Saba et al. 2015)
-
Kenaf average absorption rate for nitrogen (0.81 g/m2/day) and phosphorus (0.11 g/m2/day) from the soil is several times higher.
-
It can accumulate carbon dioxide at a considerably higher rate.
-
It has a higher photosynthesis rate than orthodox trees (Nishino et al. 2003; Nishino 2004).
Kenaf fibre compared to glass fibre exhibits high specific mechanical properties, low cost and low density and is easily recycled like most other natural fibres (Mohanty et al. 2000). It is broadly recognised for its stiff and strong agro-based fibres (bast and core fibre) devouring sufficient potential to reinforce polymers. Kenaf fibre consists of mainly cellulose (45–57 %), hemicelluloses (21.5–35 wt.%), lignin (8–14 wt.%), pectin (3–5 wt.%), waxy substances (Akil et al. 2011) and small amounts of extractives and ash (Mazuki et al. 2011; Davoodi et al. 2010). Customarily kenaf plant fibre is denoted as industrial kenaf due to the keen interest in the production of diverse industrial raw and polymer composite materials (Saba et al. 2015). Kenaf fibres are gratifying increasingly widespread throughout the world including Bangladesh, the USA, South Africa, India, Thailand, Indonesia. Beside this, kenaf also extending in south-east Europe and Malaysia as the significant natural material source contributing towards the development of eco-friendly assets for the automotive, sports industries, food packaging and furniture (Anuar and Zuraida 2011), textiles, paper pulp and fibre-board-based industries (Nishino et al. 2003).
5.3 Thermoset Polymer
Recently, the involvement of natural fibres such as hemp, flax, sisal, banana, kenaf and jute as reinforcements in the polymeric matrices has extended a pronounced attention in engineering applications (Alamri et al. 2012). It has unique combinations of properties such as high modulus, excellent chemical, low shrinkage, heat resistance and relatively high strength (Alamri et al. 2012). Thermoset polymer matrices offer the following advantages in the fabrications of natural fibre-reinforced composites (Rosa et al. 2013; Liu et al. 2012; Shahzad 2012; Eichhorn et al. 2010) as shown in Fig. 5.4. Instead of the advantages, these thermoset polymer matrix composites also suffer from few shortcomings such as high curing time and non-recycling process (Akil et al. 2011; Bogoeva-Gaceva et al. 2007; George et al. 2001).

Advantages of thermoset polymer for natural fibre-reinforced composites
5.4 Natural Fibre Composite
Composite materials are promptly developed into a material of choice as an alternative to other traditional materials such as metals with profound applications in many industrial sectors (Kafi et al. 2011). Over the past few decades, several attempts and needs are breaking out to investigate more environmentally friendly, sustainable materials to replace the existing glass fibre and carbon fibre-reinforced materials in composite solicitations, for minimising the reliance on petroleum fuels and its products (Akil et al. 2011). Besides this, both aerospace and automotive industries for reducing vehicle weight established an awareness and attention towards fabrication and applications of more natural fibre-reinforced composites by shifting from steel to aluminium and from aluminium to composites (Zampaloni et al. 2007). Natural fibre composites are abundant, renewable and cost-effective; possess tool-wearing rates, better formability, thermal insulation, and acoustic properties hence are comparably safer towards health and environment (Davoodi et al. 2010). Many innumerable demerits are associated with plant–fibre-reinforced polymeric composites such as hydrophilic nature, poor wettability, poor fibre/matrix interfacial adhesion, poor thermal stability of natural fibres and incompatibility with some polymeric matrices. This can be overcome by chemical treatment or by adding compatibiliser which amended the adhesion between the matrix and fibre (Saba et al. 2015; Rosa et al. 2010; Dhakal et al. 2007).
5.5 Manufacturing Techniques
Customarily traditional manufacturing techniques are applied for the natural fibre polymer composites, which are designed for conventional fibre-reinforced polymer composites with thermoplastics and thermosets. These techniques include direct extrusion, vacuum infusion, compression moulding, resin transfer moulding (RTM), compounding and injection moulding (Ho et al. 2012). Usually methods such as extrusion, compression and injection moulding are used to introduce fibres into the thermoplastic matrix (Salleh et al. 2014). Manufacturing of natural fibre polymer composites is classified in two types as open and closed moulding techniques that can be further classified as shown in Table 5.1. Closed moulding processes are ideal for efficient fabrication of consistent, quality parts at medium and high volume with relatively little waste and harmful emissions. Open mould methods allow for a rapid product development cycle as the tooling fabrication process is simple and relatively low in cost. Each of the fabrication technique of reinforced natural fibre polymer matrix composite has its unique importance and running features. Figure 5.5a–n illustrates most common manufacturing techniques used for natural fibre polymer composite both in small and large scale. However owing to some drawbacks of natural fibres with polymeric matrix and their manufacturing techniques (Ho et al. 2012), highly advanced and sophisticated technical processes are required with manageable feature. Consequently, the consequential features of final composites in relation to the choice of suitable materials, preprocessing methods and (fabricating) manufacturing process are intricately entangled (Ho et al. 2012).



(a) Spray-up process (www.cyccomposites.net), (b) hand lay-up process (www.flexidynamic.com), (c) pultrusion process (www.sparecomposites.com), (d) compression moulding process (www.the-warren.org), (e) extrusion moulding process (www.the-warren.org), (f) vacuum infusion process (www.gopixpic.com), (g) vacuum bagging process (www.bertram31.com), (h) light resin transfer moulding (LRTM) (www.moldedfiberglass.com), (i) filament winding (www.frpmachining.com), (j) extrusion process (www.wintechmold.com), (k) centrifugal casting (www.custompartnet.com), (l) injection moulding (www.imgarcade.com), (m) resin transfer moulding (www.coremt.com) and (n) reaction injection moulding (www.coremt.com)
5.5.1 Classification and Applications of Manufacturing Techniques
All these techniques can be further divided according to the volume of production produced and the types of structural applications in industry shown by composite products. Selection of manufacturing process depends on many factors including materials, cost, size and chiefly the volume of production. Figures 5.6 and 5.7 show the manufacturing processes that are suitable and greatly depend on production amounts and the possible types of applications in the different sectors for structural components, respectively. The compression and injection moulding processes are general methods used in manufacturing natural fibre-reinforced composites (Liu et al. 2007). Injection moulding upsurges tensile and flexural properties by improving the fibre dispersion (Mohanty et al. 2004). Disparately, compression moulding conserves the isotropic properties of the composites and diminishes the variations in physical properties as it neither damages nor orients the fibres during processing (Liu et al. 2007). Extrusion moulding affects the properties of the composite materials with natural as well as traditional fibres by resulting changes in length and diameter distribution of the fibres consequently (Carneiro and Maia 2000). Noteworthy fabrication of thermosetting composites is a very complex procedure, involving processes of different physics and scales.

The volume production dependency on different fabrication techniques of composite

The applications of different manufacturing techniques in fabrication of structural components
5.5.2 Problems and Challenges
Major problem and challenges encountered during manufacturing of composites by using natural fibre such as kenaf, through most frequently used techniques like compression and injection moulding are shown in Fig. 5.8 crafting complication in the overall process. These technical problems restrict the usage of natural fibres and biodegradable polymers for innovative composite development (Ho et al. 2012). As the mechanical, thermal and structural properties of the natural fibres and biodegradable polymers are quite different compared to synthetic fibres and petroleum-based plastics, respectively, verifying their unsuitability for natural fibre-reinforced polymer composites. To overcome these complications, several emerging technologies—such as micro-braiding, long fibre pellet and textile insert moulding—are being considered for fabrication of composite (Leong et al. 2014).

Representing the challenges and technical problems faced during manufacturing of natural fibre composite
5.6 Manufacturing Uncertainty
The manufacturing process of composite materials involves many uncertainties which can result in a considerable amount of scrap associated with significant cost and environmental implications. Each of the steps of composite manufacturing (forming, consolidation/impregnation and curing) introduces variability to the subsequent manufacturing processes, creating strong interdependencies between the process parameters and their variability and properties of the product. The schematic representation of interdependencies in composite manufacturing is depicted in Fig. 5.9 (Mesogitis et al. 2014). Architecture variability arises during the forming/ draping stage, edge effects and void formation and due to different handling and storage conditions or shear deformations.

Schematic representation of interdependencies in composites manufacturing (Mesogitis et al. 2014)
5.6.1 Dry Textiles and Pre-preg Variability
This type of variability is usually present in all pre-preg and dry textiles and is related with tow waviness shown in Fig. 5.10, tow size, shape variations, distribution of fibres inside the tows and resin content variations. It is generated during production, handling or storage stages (Skordos and Sutcliffe 2008; Verleye et al. 2010; Potter et al. 2008).

Tow waviness (Mesogitis et al. 2014)
5.6.2 Forming/Draping Stages
Substantial shear deformation in the case of doubly curved components (Cao et al. 2008) results wrinkles and is eradicated using localised stitching (Duhovic et al. 2011) during the forming/draping stage of the manufacturing process.
5.6.3 Impregnation/Consolidation
The major sources of uncertainty in the impregnation stage involve resin viscosity variations, foreign material inclusion and preform volume fraction variations, as well as accidental misplacement of the preform in the mould (Padmanabhan and Pitchumani 1999; Opperer et al. 2004). These cause macroscopic and microscopic voids and random experimental errors. However, permeability of dry reinforcement is the key parameter controlling the impregnation step in liquid composite moulding processes.
5.6.4 Composites Curing Stage
The cure process is a complex thermo-mechanical phenomenon involving several sources of uncertainty such as material and tooling characteristics variation as well as environmental/boundary condition uncertainties (Mesogitis et al. 2014). These uncertainties result in under-curing, over-curing, cure-induced voids and severe temperature overshoots which may cause thermal degradation and can affect the formation of residual stresses (Potter 2009; Guo et al. 2005).
5.7 Kenaf Fibre Composite
Among the many different types of natural resources such as jute, hemp, coir, ramie sisal, etc., kenaf plants have been extensively exploited over the past few years for the composite fabrication (Akil et al. 2011). Kenaf bast fibre is unique, multipurpose and potentially reliable among the other natural and synthetic fibres; besides this it exhibits low-density, high specific mechanical properties and interesting physical and non-abrasiveness properties, during processing leading to attraction towards composite industry (Fiore et al. 2015). Comparative mechanical properties of some important natural fibres and synthetic fibres are tabulated in Table 5.2. Table 5.2 clearly depicts that properties of kenaf fibre are comparable to conventional fibre, and thus it can be successfully used to reinforce the polymer for fabricating composite through the conventional fibre composite manufacturing process.
Currently, kenaf fibre-reinforced composite displays bright future and great attention among other natural fibre-reinforced composites owing to its specific ecological excellent properties (Akil et al. 2011). Researchers utilise its availability, cost-effectiveness, lightweight and readiness through various manufacturing processes and certify that kenaf fibre-reinforced composite would emerge as a typical substitute composite material, exclusively in construction (building) and automotive industries (Akil et al. 2011). The lightweight of kenaf fibre composites causes improvement in the fuel consumption and emission particularly in automotive industries (Mahjoub et al. 2014). Nowadays kenaf fibre successively been used as reinforcement for plastic and synthetic product, cosmetic product, organic filler and medicine (Salleh et al. 2014). The most general or typical pathway for the production of kenaf fibre-reinforced polymer composite that can be alienated into six stages initiating from the cultivation of plant and its use through its fibre involvement in the polymer matrix to its termination as shown in Fig. 5.11.

Typical life cycle of kenaf-based polymer reinforced composite
5.7.1 Processing of Kenaf Fibre-Reinforced Composites
Mostly kenaf fibre-reinforced composites are processed by well-known following techniques such as compression moulding, slit jig, sifting process, pultrusion and solution blending. Furthermore, the most important and extensively accepted manufacturing process for fabricating polymeric composite is the compression moulding owing to its simplicity (Liu et al. 2007; Zampaloni et al. 2007; Serizawa et al. 2006; Avella et al. 2008). However, in the development of kenaf fibre-reinforced composites, this technique appeared to be the most effective and appropriate for producing high-quality composite products. The uneven fibre distribution by compression moulding in the kenaf fibre composite system offered major obstacles that need to be addressed during fabrication, as it creates difficulties during manual separation and is found to be discrete evenly while manufacturing (Zampaloni et al. 2007).
Pultruded profiles of kenaf and other natural fibre composite are found to be proven over an extensive range of high-performance and structural constituent requirements in the industrial and engineered products (Velde and Kiekens 2001). Another important novel processing method is solution blending which is considered as an alternative and promising process. However, it but required extra precautions during manufacturing process as it gets extremely entrapped with emulsifiers, contaminants, stabilisers, initiators residues, chain transfer, etc. in open air conditions, which might be altering the final products properties.
However, these techniques are most often being used for fabricating kenaf fibre-reinforced composites, exclusively in the form of thin film (Julkapli and Akil 2008, 2010; Julkapli et al. 2008), and also in the production of higher-quality (uniformity) thinner-film chitosan nanocomposites filled with kenaf (Julkapli et al. 2008) that are exclusively free from pinhole patterns or dull finishes, etc. Morever important demerits for kenaf fibre (or filler) incorporation in polymer composites are:
-
(a)
Poor interfacial bonding within fibre–matrix components results weaker properties in the end product (Tserki et al. 2006; Vilay et al. 2008; Edeerozey et al. 2007).
-
(b)
Humidity aging or water absorption usually originates undesirable effects to the mechanical properties and affects the natural fibre composite durability underneath water (Kim and Seo 2006) and dimensional stability of composites. The only one solution to these limitations and challenges is the chemical treatments or modification of (natural fibres) kenaf by reagents having functional groups adept of bonding with the hydroxyl group of kenaf fibres. The isocyanate treatment, silane treatment, acetylation and alkaline treatment (George et al. 2001) reported by researchers are the most important and effective methods. However, alkaline treatment (or mercerisation), carried out by engrossing the fibres within NaOH solution for a certain interval (Li et al. 2007; Bogoeva-Gaceva et al. 2007; Kulkarni and Ochoa 2006), are most effective especially when reinforcing thermoplastics and thermosets (Han et al. 2007; Huda et al. 2008; Edeerozey et al. 2007; Li et al. 2007).
5.8 Different Fabrication Techniques of Kenaf Polymer Composite
Kenaf fibre-reinforced polymer composite is being fabricated from a variety of techniques. The Table 5.3–5.4 summarised the list of research work done on the Kenaf fibre-reinforced polymer composite with different thermosets and thermoplastics. Some reputed work is also carried out with the biodegradable polymer like PLA, starch, etc.
5.8.1 Fibre/Thermoplastic Polymer Composite
Research studies are extensively investigating on kenaf, and its modified fibres with a wide range of polymer matrices such as polyolefins, polyethylene, and polypropylene showed improvements in mechanical properties. Within the area of biopolymers, polylactides have been investigated (Yang et al. 2014). Table 5.3 tabulates the kenaf fibre-reinforced thermoplastic polymer composite fabricated by different methods.
5.8.2 Fibre/Thermosetting Polymer Composite
Kenaf has been largely used as reinforcement both in thermoplastic polymers (Tajeddin et al. 2009; Avella et al. 2008) and in thermoset polymers (Rassmann et al. 2011; Mutasher et al. 2011). Moreover, kenaf fibres have been used as nonwoven mats in the automotive, textiles, fibreboard and civil and electronic industries (Magurno 1999; Davoodi et al. 2010; Elsaid et al. 2011; Serizawa et al. 2006). Some of the important research studies on the kenaf fibre-reinforced thermosetting polymeric composite by different techniques are summarised in Table 5.4.
5.9 Conclusion
Natural cellulosic fibres most importantly kenaf and their respective polymer composites offer a number of advantages over conventional materials such as considerable toughness, flexibility, easy processing, recyclability, ecofriendliness, etc. Kenaf fibre has appropriate properties for use in engineering as filler in fibre-reinforced polymer composite. The manufacturing method for a composite material affecting the mechanical properties is strongly related to matrix type, size, length and type and direction of fibre reinforcement. The fabrication of thermosetting composites is a very complex procedure, involving processes of different physics and scales at each step of composite manufacturing (forming, consolidation/impregnation and curing). The fabrication with compression moulding machine, hand lay and pultrusion methods is quite critical in order to maintain optimal thermal and structural characteristics of composites without scarifying their environmental performance when using long kenaf fibres. Kenaf fibre-reinforced composite is fabricated through different manufacturing processes such as pultrusion, and extrusion. Moreover potentially compression moulding and filament winding. Thus, generating increased attention which conveys an optimistic future compared to other natural fibre-reinforced composites.
5.10 Future Perspective
Currently, the need towards greener and safer environment is growing in the future.So some supplementary fundamental studies and comprehensive researches are required on some of the issues:
-
Product commercialisation and manufacturing processing challenges including interfacial attachment and pressure transfer properties to broaden the submissions of the kenaf fibres in resolving ecological complications, especially for large-scale end products in engineering/bioengineering industries
-
Investigation on development and integration of stochastic replication strategy within the present viable traditional simulation tools and their design for providing both tremendous benefits in terms of costs and to overcome uncertainty during manufacturing stages
-
Adoption of automatic lay-up process instead of existing lay-up process required to be highlighted for increasing the economical production rate of composite along with safety environments to human
-
Further highlights needed towards determining the statistical characterisation, relevant sources of uncertainty and variability in composites manufacturing (forming/draping and cure step)
References
Akil HM, Omar MF, Mazuki AAM, Safiee S, Ishak ZAM, Bakar AA (2011) Kenaf fiber reinforced composites: a review. Mater Des 32:4107–4121
Alamri H, Low IM, Alothman Z (2012) Mechanical, thermal and microstructural characteristics of cellulose fibre reinforced epoxy/organoclay nanocomposites. Compos B Eng 43:2762–2771
Alkbir MFM, Sapuan SM, Nuraini AA, Ishak MR (2014) Effect of geometry on crashworthiness parameters of natural kenaf fibre reinforced composite hexagonal tubes. Mater Des 60:85–93
Anuar H, Zuraida A (2011) Improvement in mechanical properties of reinforced thermoplastic elastomer composite with kenaf bast fibre. Compos B Eng 42:462–465
Asumani OML, Reid RG, Paskaramoorthy R (2012) The effects of alkali–silane treatment on the tensile and flexural properties of short fibre non-woven kenaf reinforced polypropylene composites. Compos A Appl Sci Manuf 43:1431–1440
Atiqah A, Maleque MA, Jawaid M, Iqbal M (2014) Development of kenaf-glass reinforced unsaturated polyester hybrid composite for structural applications. Compos B Eng 56:68–73
Avella M, Bogoeva-Gaceva G, Bužarovska A, Errico ME, Gentile G, Grozdanov A (2008) Poly (lactic acid) based biocomposites reinforced with kenaf fibers. J Appl Polym Sci 108(3542):51
Bakar N, Chee CY, Abdullah LC, Ratnam CT, Azowa N (2014) Effect of methyl methacrylate grafted kenaf on mechanical properties of polyvinyl chloride/ethylene vinyl acetate composites. Compos A Appl Sci Manuf 63:45–50
Bakar NA, Chee CY, Abdullah LC, Ratnam CT, Ibrahim NA (2015) Thermal and dynamic mechanical properties of grafted kenaf filled poly (vinyl chloride)/ethylene vinyl acetate composites. Mater Des 65:204–211
Batouli SM, Zhu Y, Nar M, D’Souza NA (2014) Environmental performance of kenaf-fiber reinforced polyurethane: a life cycle assessment approach. J Clean Prod 66:164–173
Bernard M, Khalina A, Ali A, Janius R, Faizal M, Hasnah KS, Sanuddin AB (2011) The effect of processing parameters on the mechanical properties of kenaf fibre plastic composite. Mater Des 32:1039–1043
Bogoeva-Gaceva G, Avella M, Malinconico M, Buzarovska A, Grozdanov A, Gen-tile G (2007) Natural fiber eco-composites. Polym Compos 28(1):98–107
Cao J, Akkerman R, Boisse P, Chen J, Cheng HS, de Graaf EF (2008) Characterization of mechanical behavior of woven fabrics: experimental methods and benchmark results. Compos A Appl Sci Manuf 39(6):1037–1053
Carneiro OS, Maia JM (2000) Rheological behavior of carbon fiber/thermoplastic composites. Part I: The influence of fiber type, processing conditions and level of incorporation. Polym Compos 21(6):960–969
Davoodi MM, Sapuan SM, Ahmad D, Ali A, Khalina A, Jonoobi M (2010) Mechanical properties of hybrid kenaf/glass reinforced epoxy composite for passenger car bumper beam. Mater Des 31:4927–4932
Davoodi MM, Sapuan SM, Ahmad D, Aidy A, Khalina A, Jonoobi M (2012) Effect of polybutylene terephthalate (PBT) on impact property improvement of hybrid kenaf/glass epoxy composite. Mater Lett 67:5–7
Deka H, Misra M, Mohanty A (2013) Renewable resource based “all green composites” from kenaf biofibre and poly (furfuryl alcohol) bioresin. Ind Crop Prod 41:94–101
Demir H, Atikler U, Balköse D, Tıhmınlıoglu F (2006) The effect of fiber surface treatments on the tensile and water sorption properties of polypropylene–luffa fiber composites. Compos A Appl Sci Manuf 37:447–456
Dhakal HN, Zhang ZY, Richardson MOW (2007) Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos Sci Technol 67:1674–1683
Dicker MPM, Duckworth PF, Baker AB, Francois G, Hazzard MK, Weaver PM (2014) Review Green composites: a review of material attributes and complementary applications. Compos A Appl Sci Manuf 56:280–289
Dittenber DB, Rao GHVS (2012) Critical review of recent publications on use of natural composites in infrastructure. Compos A Appl Sci Manuf 43(8):1419–1429
Duhovic M, Mitschang P, Bhattacharyya D (2011) Modelling approach for the prediction of stitch influence during woven fabric draping. Compos A Appl Sci Manuf 42(8):968–978
Edeerozey A, Akil HM, Azhar A, Ariffin M (2007) Chemical modification of kenaf fibers. Mater Lett 61:2023–2025
Eichhorn SJ, Dufresne A, Aranguren M, Marcovich NE, Capadona JR, Rowan SJ (2010) Review: current international research into cellulose nanofibres and nanocomposites. J Mater Sci 45(1):1–33
Elsaid A, Dawood M, Seracino R, Bobko C (2011) Mechanical properties of kenaf fiber reinforced concrete. Constr Build Mater 25:1991–2001
El-Shekeil YA, Sapuan SM, Abdan K, Zainudin ES (2012) Influence of fiber content on the mechanical and thermal properties of Kenaf fiber reinforced thermoplastic polyurethane composites. Mater Des 40:299–303
El-Shekeil YA, Sapuan SM, Jawaid M, Al-Shujaa OM (2014) Influence of fiber content on mechanical, morphological and thermal properties of kenaf fibers reinforced poly (vinyl chloride)/thermoplastic polyurethane poly-blend composites. Mater Des 58:130–135
Faruk O, Bledzki AK, Fink HP, Sain M (2012) Biocomposites reinforced with natural fibers: 2000–2010. Prog Polym Sci 37(11):1552–1596
Fiore V, Bella GD, Valenza A (2015) The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Compos B Eng 68:14–21
George J, Sreekala MS, Thomas S (2001) A review on interface modification and characterization of natural fiber reinforced plastic composites. Polym Eng Sci 41(9):1471–1485
Ghani MAA, Salleh Z, Hyie KM, Berhan MN, Taib YMD, Bakri MAI (2012) Mechanical properties of kenaf/fiberglass polyester hybrid composite. Proc Eng 41:1654–1659. International Symposium on Robotics and Intelligent Sensors (IRIS)
Graupner N, Müssig J (2011) Comparison of the mechanical characteristics of kenaf and lyocell fibre reinforced poly (lactic acid) (PLA) and poly (3-hydroxybutyrate) (PHB) composites. Compos A Appl Sci Manuf 42(12):2010–2019
Guo Z, Du S, Zhang B (2005) Temperature field of thick thermoset composite laminates during cure process. Compos Sci Technol 65(3–4):517–523
Hamma A, Kaci M, Ishak ZAM, Pegoretti A (2014) Starch-grafted-polypropylene/kenaf fibres composites. Part 1: Mechanical performances and viscoelastic behaviour. Compos A Appl Sci Manuf 56:328–335
Han YH, Han SO, Cho D, Kim HI (2007) Kenaf/polypropylene biocomposites: effects of electron beam irradiation and alkali treatment on kenaf natural fibers. Compos Interfaces 14(5):559–578
Hao A, Zhao H, Chen JY (2013) Kenaf/polypropylene nonwoven composites: the influence of manufacturing conditions on mechanical, thermal, and acoustical performance. Compos B Eng 54:44–51
Ho MP, Wang H, Lee JH, Ho CK, Lau KT, Leng J, Hui D (2012) Critical factors on manufacturing processes of natural fibre composites. Compos B Eng 43:3549–3562
Hojo T, Xu Z, Yang Y, Hamada H (2014) Tensile properties of bamboo, jute and kenaf mat-reinforced composite. Energy Proc 56:72–79. 11th Eco-Energy and Materials Science and Engineering (11th EMSES)
Huda MS, Drzal LT, Mohanty AK, Misra M (2008) Effect of fiber surface-treatments on the properties of laminated biocomposites from poly (lactic acid) (PLA) and kenaf fibers. Compos Sci Technol 68:424–432
Ishak M, Leman Z, Sapuan SM, Salleh M, Misri S (2009) The effect of sea water treatment on the impact and flexural strength of sugar palm fibre reinforced epoxy composites. Int J Mech Mater Eng (IJMME) 4:316–320
Islam MS, Church JS, Miao M (2011) Effect of removing polypropylene fibre surface finishes on mechanical performance of kenaf/polypropylene composites. Compos A Appl Sci Manuf 42:1687–1693
Julkapli NM, Akil HM (2008) Degradability of kenaf dust-filled chitosan biocomposites. Mater Sci Eng C 28:1100–1111
Julkapli NM, Akil HM (2010) Influence of a plasticizer on the mechanical properties of kenaf-filled chitosan bio-composites. Polym Plast Technol Eng 49:944–951
Julkapli NM, Ahmad Z, Akil M (2008) Preparation and properties of kenaf dust-filled chitosan biocomposites. Compos Interf 15(7):851–866
Kafi AA, Magniez K, Fox BL (2011) Effect of manufacturing process on the flexural, fracture toughness, and thermo-mechanical properties of bio-composites. Compos A Appl Sci Manuf 42:993–999
Karimi S, Tahir PMT, Karimi A, Dufresne A, Abdulkhani A (2014) Kenaf bast cellulosic fibers hierarchy: a comprehensive approach from micro to nano. Carbohydr Polym 101:878–885
Kim HJ, Seo DW (2006) Effect of water absorption fatigue on mechanical properties of sisal textile-reinforced composites. Int J Fatigue 28:1307–1314
Kulkarni R, Ochoa O (2006) Transverse and longitudinal CTE measurements of carbon fibers and their impact on interfacial residual stresses in composites. J Compos Mater 40:733
Kwon HJ, Sunthornvarabhas JS, Park JW, Lee JH, Kim HJ, Piyachomkwan K, Sriroth K, Cho D (2014) Tensile properties of kenaf fiber and corn husk flour reinforced poly (lactic acid) hybrid bio-composites: role of aspect ratio of natural fibers. Compos B Eng 56:232–237
Lee BH, Kim HS, Lee S, Kim HJ, Dorgan JR (2009) Bio-composites of kenaf fibers in polylactide: role of improved interfacial adhesion in the carding process. Compos Sci Technol 69:2573–2579
Leong YW, Thitithanasarn S, Yamada K, Hamada H (2014) Compression and injection molding techniques for natural fiber composites. Nat Fibre Compos 216–232
Li X, Tabil LG, Panigrahi S (2007) Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. J Environ Polym Degrad 15:25–33
Liu W, Drzal LT, Mohanty AK, Misra M (2007) Influence of processing methods and fiber length on physical properties of kenaf fiber reinforced soy based biocomposites. Compos B Eng 38(3):352–359
Liu D, Song J, Anderson DP, Chang PR, Hua Y (2012) Bamboo fiber and its reinforced composites: structure and properties. Cellulose 19(5):1449–1480
Low IM, McGrath M, Lawrence D, Schmidt P, Lane J, Latella BA (2007) Mechanical and fracture properties of cellulose fibre reinforced epoxy laminates. Compos A Appl Sci Manuf 38:963–974
Magurno A (1999) Vegetable fibres in automotive interior components. Die Angew Makromol Chem 272:99–107
Mahjoub R, Yatim JM, Sam ARM, Hashemi SH (2014) Construct Build Mater 55:103–113
Marsh G (2003) Next step for automotive materials. Mater Today 6:36–43
Mazuki AAM, Akil HM, Safiee S, Ishak ZAM, Bakr AA (2011) Degradation of dynamic mechanical properties of pultruded kenaf fiber reinforced composites after immersion in various solutions. Compos B Eng 42(1):71–76
Meon MS, Othman MF, Husain H, Fairuz M, Remeli MF, Syahar M, Syaw M (2012) Improving tensile properties of kenaf fibers treated with sodium hydroxide. Proc Eng 41:1587–1592. International Symposium on Robotics and Intelligent Sensors (IRIS)
Mesogitis TS, Skordos AA, Long AC (2014) Uncertainty in the manufacturing of fibrous thermosetting composites: a review. Compos A Appl Sci Manuf 57:67–75
Misri S, Sapuan SM, Leman Z, Ishak MR (2015) Torsional behaviour of filament wound kenaf yarn fibre reinforced unsaturated polyester composite hollow shafts. Mater Des 65:953–960
Mohanty AK, Misra M, Hinrichsen G (2000) Biofibres, biodegradable polymers and biocomposites: an overview. Macromol Mater Eng 1(24):276–277
Mohanty AK, Wibowo A, Misra M, Drzal LT (2004) Effect of process engineering on the performance of natural fiber reinforced cellulose acetate biocomposites. Compos A Appl Sci Manuf 35(3):363–370
Mutasher SA, Poh A, Than AM, Law J (2011) The effect of alkali treatment mechanical properties of kenaf fiber epoxy composite. Key Eng Mater 471:191–196
Nishino T (2004) Green composites: polymer composites and the environment. Elsevier, United Kingdom
Nishino T, Hirao K, Kotera M, Nakamae K, Inagaki H (2003) Kenaf reinforced biodegradable composite. Compos Sci Technol 63:1281–1286
Ochi S (2008) Mechanical properties of kenaf fibers and kenaf/PLA composites. Mech Mater 4(5):446–452
Opperer JG, Kim SK, Daniel IM (2004) Characterization of local preform defects in resin transfer molding by the gas flow method and statistical analysis. Compos Sci Technol 64(13–14):1921–1935
Padmanabhan SK, Pitchumani R (1999) Stochastic modeling of nonisothermal flow during resin transfer molding. Int J Heat Mass Transfer 42(16):3057–3070
Pang C, Shanks RA, Daver F (2015) Characterization of kenaf fiber composites prepared with tributyl citrate plasticized cellulose acetate. Compos A Appl Sci Manuf 70:52–58
Paridah MT, Basher AB, SaifulAzry S, Ahmed Z (2011) Retting process of some bast plant fibres and its effect on fibre quality: a review. BioResources 4:5260–5281
Parikh DV, Calamari TA, Sawhney APS, Blanchard EJ, Screen FJ, Warnock M, Muller DH, Stryjewski DD (2002) Improved chemical retting of kenaf fibers. Text Res J 7:618–624
Paukszta D, Borysiak S (2013) The influence of processing and the polymorphism of lignocellulosic fillers on the structure and properties of composite materials—a review. Materials (Basel) 6:2747–2767
Potter K (2009) Understanding the origin of defects and variability in composites manufacture. In: Proceedings of the 17th international conference on composite materials, Edinburgh, UK
Potter K, Khan B, Wisnom M, Bell T, Stevens J (2008) Variability, fibre waviness and misalignment in the determination of the properties of composite materials and structures. Compos A Appl Sci Manuf 39(9):1343–1354
Rassmann S, Paskaramoorthy R, Reid RG (2011) Effect of resin system on the mechanical properties and water absorption of kenaf fibre reinforced laminates. Mater Des 32:1399–1405
Rosa DIM, Santulli C, Sarasini F (2010) Mechanical and thermal characterization of epoxy composites reinforced with random and quasi-unidirectional untreated phormium tenax leaf fibres. Mater Des 31:2397–2405
Rosa LAD, Cozzo G, Latteri A, Recca A, Bjorklund A, Parrinello E (2013) Life cycle assessment of a novel hybrid glass-hemp/thermoset composite. J Clean Prod 44:69–76
Rouison D, Sain M, Couturier M (2004) Resin transfer molding of natural fiber reinforced composites: cure simulation. Compos Sci Technol 64:629–644
Saba N, Paridah MT, Jawaid M (2015) Mechanical properties of kenaf fibre reinforced polymer composite: a review. Construct Build Mater 76:87–96
Salleh FM, Hassan A, Yahya R, Azzahari AD (2014) Effects of extrusion temperature on the rheological, dynamic mechanical and tensile properties of kenaf fiber/HDPE composites. Compos B Eng 58:259–266
Sallih N, Lescher P, Bhattacharyya D (2014) Factorial study of material and process parameters on the mechanical properties of extruded kenaf fibre/polypropylene composite sheets. Compos A Appl Sci Manuf 61:91–107
Sapuan SM, Pua FI, El-Shekeil YA, AL-Oqla FM (2013) Mechanical properties of soil buried kenaf fibre reinforced thermoplastic polyurethane composites. Mater Des 50:467–470
Serizawa S, Inoue K, Iji M (2006) Kenaf-fiber-reinforced poly (lactic acid) used for electronic products. J Appl Polym Sci 100:618–624
Shahzad A (2012) Hemp fiber and its composites – a review. J Compos Mater 46(8):973–986
Shibata S, Cao Y, Fukumoto I (2006) Lightweight laminate composites made from kenaf and polypropylene fibres. Polym Test 25:142–148
Shukor F, Hassan A, Islam MS, Mokhtar M, Hasan M (2014) Effect of ammonium polyphosphate on flame retardancy, thermal stability and mechanical properties of alkali treated kenaf fiber filled PLA biocomposites. Mater Des 54:425–429
Skordos AA, Sutcliffe MPF (2008) Stochastic simulation of woven composites forming. Compos Sci Technol 68(1):283–296
Suriani MJ, Alia A, Khalina A, Sapuan SM, Abdullah S (2012) Detection of defects in kenaf/epoxy using infrared thermal imaging technique. Procedia Chem 4:172–178
Swolfs Y, Gorbatikh LG, Verpoest I (2014) Fibre hybridization in polymer composites: a review. Compos A Appl Sci Manuf 67:181–200
Tajeddin B, Rahman RA, Abdulah LC, Ibrahim NA, Yusof YA (2009) Thermal properties of low density polyethylene-filled kenaf cellulose composites. Eur J Sci Res 32:223–230
Tawakkal ISMA, Cranb MJ, Bigger SW (2014) Effect of kenaf fibre loading and thymol concentration on the mechanical and thermal properties of PLA/kenaf/thymol composites. Ind Crop Prod 61:74–83
Tserki V, Matzinos P, Panayiotou C (2006) Novel biodegradable composites based on treated lignocellulosic waste flour as filler. Part II. Development of biodegradable composites using treated and compatibilized waste flour. Compos A Appl Sci Manuf 37:1231–1238
Velde VDK, Kiekens P (2001) Thermoplastic pultrusion of natural fiber reinforced composites. Compos Struct 54:355–360
Verleye B, Lomov SV, Long A, Verpoest I, Roose D (2010) Permeability prediction for the meso–macro coupling in the simulation of the impregnation stage of resin transfer moulding. Compos A Appl Sci Manuf 41(1):29–35
Vilay V, Mariatti M, Mat Taib R, Todo M (2008) Effect of fiber surface treatment and fiber loading on the properties of bagasse fiber-reinforced unsaturated polyester composites. Compos Sci Technol 68:631–638
Xue Y, Du Y, Elder S, Wang K, Zhang J (2009) Temperature and loading rate effects on tensile properties of kenaf bast fiber bundles and composites. Compos B Eng 3:189–196
Yahaya R, Sapuan SM, Jawaid M, Leman Z, Zainudin ES (2014) Quasi-static penetration and ballistic properties of kenaf–aramid hybrid composites. Mater Des 63:775–782
Yahaya R, Sapuan SM, Jawaid M, Leman Z, Zainudin ES (2015) Effect of layering sequence and chemical treatment on the mechanical properties of woven kenaf–aramid hybrid laminated composites. Mater Des 67:173–179
Yang B, Nar M, Visi DK, Allen M, Ayre B, Webber CL III, Lu H, D’Souza NA (2014) Effects of chemical versus enzymatic processing of kenaf fibers on poly (hydroxybutyrate-co-valerate)/poly (butylene adipate-co-terephthalate) composite properties. Compos B Eng 56:926–933
Yousif BF, Shalwan A, Chin CW, Ming KC (2012) Flexural properties of treated and untreated kenaf/epoxy composites. Mater Des 40:378–385
Yu H, Yu C (2010) Influence of various retting methods on properties of kenaf fiber. J Text Inst 5:452–456
Yuhazri MY, Phongsakorn PT, Sihombing H (2010) A comparison process between vacuum infusion and hand lay-up method toward kenaf/polyester composites. Int J Basic Appl Sci IJBAS-IJENS 10
Zainuddin SYZ, Ahmad I, Kargarzadeh H, Abdullah I, Dufresne A (2013) Potential of using multiscale kenaf fibers as reinforcing filler in cassava starch- kenaf biocomposites. Carbohydr Polym 92:2299–2305
Zampaloni M, Pourboghrat F, Yankovich SA, Rodgers BN, Moore J, Drzal LT, Mohanty AK, Misra M (2007) Kenaf natural fiber reinforced polypropylene composites: a discussion on manufacturing problems and solutions. Compos A Appl Sci Manuf 38:1569–1580
Zini E, Scandola M (2011) Green composites: an overview. Polym Compos 32:1905–1915
Acknowledgements
The first author, N. Saba acknowledges the International Graduate Research Fellowship (IGRF) UPM-Malaysia to support this work. The authors also thankful to the Universiti Putra Malaysia for supporting this research through Research Grant: GP-IBT/2013/9420700.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Saba, N., Paridah, M.T., Jawaid, M., Abdan, K., Ibrahim, N.A. (2015). Manufacturing and Processing of Kenaf Fibre-Reinforced Epoxy Composites via Different Methods. In: Salit, M., Jawaid, M., Yusoff, N., Hoque, M. (eds) Manufacturing of Natural Fibre Reinforced Polymer Composites. Springer, Cham. https://doi.org/10.1007/978-3-319-07944-8_5
Download citation
DOI: https://doi.org/10.1007/978-3-319-07944-8_5
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-07943-1
Online ISBN: 978-3-319-07944-8
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)