
Abstract
The study involved fabrication of mung bean starch–based biodegradable nanocomposite films impregnated with varying concentration (5 to 25%, w/w) of platelet-like sweet potato starch nanocrystals. The developed nanocomposite films were investigated for their solubility, water vapor transmission rate, and thermal and mechanical properties. Results revealed that the addition of sweet potato starch nanocrystals affected a significant decrease in transparency of nanocomposite films with the increased roughness and unevenness of the films consistent with the increasing concentration of nanocrystals. A concentration of starch nanocrystals varying from 10 to 25% (w/w) significantly (p < 0.05) improved the tensile strength of the nanocomposite films over the native counterpart. However, the water vapor transmission rate of nanocomposite films was significantly lower (p < 0.05) than the control film. Thermo-gravimetric analysis study revealed highest degradation temperature for the nanocomposite film loaded with 20% (w/w) SNC. The findings of the study concluded that sweet potato starch nanocrystals could be suitably incorporated in the mung bean starch films to fabricate composite films with improved thermo-mechanical properties.
Graphical Abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Alarming concern of petroleum-based plastic polymers in respect to air, water, and soil pollution ascribed to their non-degradability or very slow degradability has posed a global challenge for the environmentalists as well as manufacturers [1, 2]. Therefore, in a quest to reduce plastic as packaging material, the researches in the last decades have been focused on degradable packaging materials [3]. It has led to the exploration and use of renewable, sustainable, and environment-friendly alternatives including manufacturing of biodegradable natural polymeric, and cost-competitive materials for food packaging and other value-added utilities [4, 5].
There is an abundance of natural biopolymers in the form of polysaccharides and proteins [6]. Polysaccharides are the most abundant biomacromolecules present in nature and these could be suitably used as a raw material for the fabrication of biodegradable plastics [7]. Among the natural polysaccharides, starch has received a considerable attention as a biodegradable polysaccharide material attributed to its neutral organoleptic properties, biocompatibility, wide availability, renewability, complete degradability, cost-effectiveness, non-toxicity [8,9,10], and its favorable thermoplastic properties [11]. Interestingly, biopolymers like starch can be used for the production of packaging materials in the form of edible packaging to meet out the special needs like gluten-free food [12]. Therefore, recently the researchers have been focusing on the development of starch-based edible films and coating. The edible films and coatings are skinny layers made of edible materials for the primary packaging of food products. But in terms of technology, there is a small difference in edible films and coatings [13]. Edible coatings are thin layers made of edible material developed as a coating on a food product and produced by immersing the food items into the liquid, while the edible films are performed as solid sheets made of edible materials and applied as wrapping on the food products [14]. Starch can be turn out into varied forms such as molded, extruded, and the blown articles [15] and high amylose content of starch is responsible for its good film forming properties [16]. Casting and extrusion are the frequently used methods for material processing and film forming [17].
Starch-based bioplastics are widely used for the production of biodegradable packaging materials [18]. However, application profile of the starch for this specific purpose is constrained by the poor mechanical and barrier properties and long-term instability of these biopolymer-based films [19]. To overcome such limitations, nanotechnology has been exploited as a potential tool in the field of polymer science paving the ways for the development of starch-based nanocomposite films. Bio-nanocomposites are generally structured through assembling of biopolymers and organic/inorganic materials having at least one nanometric scale [20].
Although inorganic nanoparticles in the form of metal and metal oxides have been widely used in the food industries such as silver nanoparticles as antimicrobial agents in food products and food packaging materials [21], zinc oxide and titanium dioxide nanoparticles as food additives [22, 23], silicon dioxide nanoparticles in powder based as anticaking agents [24], but despite their wonderful properties, inorganic nanoparticles/nanocrystals still have their associated health hazards due to their toxic effect on the human body [25, 26]. Therefore, the growing interest focussed towards the eco-friendly and biodegradable nanocomposite materials has evolved into production of starch nanocrystals (SNC)/starch nanoparticles (SNP) and their utilization in bio-composites.
Many studies have reported the use of SNC/SNP as nanofillers in the starch and protein-based bio-nanocomposite films [27,28,29,30] to ameliorate their mechanical, barrier, and thermal properties. For the last decade, numerous commercial sources of starch such as potato, rice, waxy maize, cassava, and corn are being used for the fabrication of nanoparticles/nanocrystals targeted to be used in several food and non-food applications including nanocomposite films [30,31,32]. Hence, there is a wide scope for the production of nanoparticles/nanocrystals using less exploited or underutilized tuber and legume-based starches. The sweet potato tuber could be an admirable alternative for starch extraction and production of SNC/SNP and their utilization for the manufacturing of starch-based bio-nanocomposite films. Starch potato tubers are composed of 50–80% of starch [33]. But unfortunately, a large amount of sweet potato tubers is wasted due to inefficient processing and lack of proper storage infrastructure in the countries like India. Therefore, isolation of sweet potato starch and its utilization in film formation can appreciably reduce this wastage [34, 35]. Mung bean (Vigna radiata L.) seeds are also comprised of about 31–58% starch [36, 37] with high amylose content of 37 to 42% [38], which makes mung bean starch as a preferred choice for the film formation. Previous literature evidenced that no research study has been carried out on the use of sweet potato SNC in biodegradable nanocomposite films. Further, since the specific characteristics of the developed SNC/SNP are governed by the type and source of starch, it becomes imperative to assess the suitability of sweet potato SNC in bio-nanocomposite films. Therefore, the aim of the present research study was to assess the suitability of incorporation of sweet potato starch–based SNC in mung bean starch–based films in respect to modification of their thermal, mechanical, and functional properties.
2 Materials and methods
The mung bean (Vigna radiata L.) seeds and sweet potato (Ipomoea batatas) tubers used for starch extraction were procured from a local store in Rohtak (India). All the chemicals and reagents used in the present study were of analytical grade and made available by the authorized dealers of the standard manufacturing companies (Himedia and Sigma-Aldrics fine chemicals); and all chemicals/reagents were of high purity (sulfuric acid, ≥ 98%; glycerol, 99.5%).
2.1 Preparation of starch-based nanocomposite films
The platelet-like sweet potato SNC synthesized via acid hydrolysis (sulfuric acid, 3.16 M, 7 days) with a mean hydrodynamic diameter of 184 nm and 57% crystallinity with a melting temperature of 84 °C [39] was used for impregnation as nanofillers into mung bean starch–based films. The mung bean starch (oval- and kidney-shaped granules) with an average diameter of 24 µm was used for films formulation [40]. The starch-based nanocomposite films were manufactured by casting method. The casting material was comprised of aqueous solution of mung bean starch (3% w/v), plasticizer (glycerol, 40% w/w of dry starch). and sweet potato SNC dispersions at varying concentrations (5 to 25% (w/w) of native starch).
Dry starch (3 g) was added to deionized water (100 ml) and the mixture was heated at 95 °C on a hot plate accompanied with non-stop stirring for 30 min to facilitate complete gelatinization of starch. The solution was cooled to 50 °C and the plasticizer was added followed by stirring for 10 min. The dispersions of variable amount of SNC (up to an extent of 5 to 25%, w/w, dwb at an interval of 5%) in deionized water were sonicated (10 min) and mixed into the film solution while being stirred for 30 min in an incubator shaker (100 rpm) at 50 °C. For the fabrication of nanocomposite films, the composite mix was casted into rectangular tray and transferred into an oven at 45 °C with continuous air flow for 24 h. The films were cooled down to ambient temperature prior to peeling off. The translucent, flexible, and films free from holes and cracks were obtained and stored in air tight polythene bags for further characterization. Three replicate samples of each individual nanocomposite film were prepared.
2.2 Characterization of starch-based nanocomposite films
2.2.1 Morphology of starch-based nanocomposite films
Microstructure of starch-based nanocomposite films was characterized by Zeiss EVO 50 scanning electron microscope. The vacuum-dried film samples (6 mm) were coated with a layer of gold and examined at an accelerating voltage of 15 kV and at a magnification of 1000 × .
2.2.2 Moisture content
The moisture content of films was determined by adapting Müller et al. [41] procedure with slight amendment. The film specimens were collected (3 cm × 3 cm) and placed on pre-weighed Petri dishes and dried in hot air oven at 100 °C for 24 h followed by weighing of the dried samples. Moisture content and calculated as percentage of weight loss based on the original weight of the sample and three determinations were made for each sample.
2.2.3 Solubility of starch nanocomposite films in water
The solubility was measured by previously described method of Nafchi et al. [42] with minor modification. Prior to testing, the film specimens were desiccated with silica gel for 48 h. After that, each film was (3 cm × 3 cm) immerged into distilled water (100 ml) and stirred constantly for 1 h at 25 °C. The weight of dry matter in the initial and final film sample was calculated by drying film sample in a hot air oven at (55 °C) until the constant weight. All determinations were performed in triplicate.
2.2.4 Water vapor transmission rate (WVTR)
WVTR of films was estimated using the ASTM-F1249 [43] standard method employing a water vapor permeability tester (PermeH2O model, extra solution s.r.l). The films were subjected to conditioning at 23 ± 2 °C temperature and 50 ± 5% RH before the actual testing. Circular film samples (10 cm diameter) were sealed between wet and dry chambers. The relative humidity of testing chamber was set at 90% and temperature was 38 °C. This system measured WVTR using a pressure-modulated sensor. The WVTR of nanocomposite films was measured in g/m2/day.
2.2.5 Thickness
Film thickness was measured at different points employing a digital thickness meter (0.001 least count). The calculated mean value was applied to estimate the mechanical strength and WVTR of films.
2.2.6 Transparency
Shi et al. [44] method with minor alterations was applied to evaluate the transparency of films. Rectangular (0.5 × 4 cm)–shaped film pieces were put inside a spectrophotometer cell. Using air as a reference, the absorbance was noted at a wavelength of 600 nm. The opacity level of the films was evaluated by determining the mean area under the absorbance curve using three replicates.
2.2.7 Tensile strength and elongation at break
Mechanical properties of tensile strength and elongation at break were measured with a universal testing machine (Shimadzu, AG-IS-100KN, Japan) based upon ASTM D 882 standard method [45] with minor modification. The film samples were preconditioned at 55% relative humidity and 25 °C temperature. The predefined film strips (1 × 10 cm) were fixed between clamps separated apart with 50 mm distance. The clamps were moved with a crosshead speed of 500 mm/min until the film strip broke. Tensile strength was determined by dividing the maximum force with cross-sectional area of the sample film. The percent elongation at break was estimated as follows:
where E, elongation at break (%) L0, sample length before test (mm); L, sample length at break (mm).
2.2.8 Thermo-gravimetric analysis (TGA)
TGA of nanocomposite films was conducted using a thermo-gravimetric apparatus (Hitachi, STA7300) by adopting Liu et al. [46] method. Specimen (10 mg each) was thermally scanned from 30 to 600 °C under a nitrogen environment with a flow rate of 30 ml/min with a scanning rate of 10 °C/min. The loss of mass was assessed as a function of temperature.
2.2.9 Statistical analysis
SPSS version 19.0 was used for Tukey’s HSD test for data analysis (one-way ANOVA) at a significance level p < 0.05. All determinations were recorded in triplicate and the results were represented as mean ± SD.
3 Results and discussion
3.1 Morphological characteristics
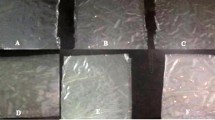
It can be deciphered from Fig. 1 that the developed films were flexible, translucent, and free from cracks, holes, and bubbles. The microstructure of the native starch film and starch-based nanocomposite films as analyzed by SEM technique is demonstrated in Fig. 2. The surface of the native starch film (control) was observed to be smooth and clean whereas nanocomposite films became rougher with an increasing concentration of SNC. It was observed that when nanocrystals were used at a level of 5 to 15% (w/w), nanofillers got dispersed uniformly throughout the film’s matrix. Nonetheless, nanocomposite films exhibited many protuberances or microscale particles with more rough and uneven surface beyond 15% (w/w) loading level which could be attributed to the aggregations of the nanocrystals and platelet-like shapes of the sweet potato SNC. The aggregations of nanocrystals in the micrographs suggested that the nanocrystals were arranged asymmetrically in the mung bean starch matrix. The findings of the present study indicate that the SNC can get dispersed more homogeneously at lower concentration than the higher concentration. Thus, at lower filler content, SNC can be supposed to have more proximity with starch matrix consequently attaining stronger interaction and interfacial adhesion, which was in harmony with the results of tensile strength (Table 2). Surface roughness has been reported to be increased in corn starch films impregnated with taro starch nanoparticles [29, 47] and rice starch nanocomposite films impregnated with rice SNC beyond 25% (w/w) levels [48]. Moreover, at lower concentrations, the filler distributed uniformly throughout the film matrix, but due to aggregation of nanocrystals at a higher filler content, the uniformity of film got disturbed and it reduced the interaction between starch matrix and SNC and thus culminating in to the reduced compactness of film.

Photographic images of mung bean starch–based nanocomposite films reinforced with sweet potato SNC (5 to 25% (w/w) concentrations)

SEM micrographs of mung bean starch–based nanocomposite films reinforced with sweet potato SNC (5 to 25% (w/w) concentrations (A–F)); the encircled portions indicate rough area of micrographs
3.2 Moisture content, solubility, and WVTR of films
The extent of solubility of biodegradable films in water is a crucial attribute affecting its biodegradability [49]. Water insolubility of films may be useful in products integrity and water resistance [50]. It can be deduced from the data given in Table 1 that there was an inconsistent effect of SNC concentration on the moisture content of the nanocomposite films. When compared to native starch film moisture content, at a SNC concentration of 5%, the moisture content of the nanocomposite film decreased significantly followed by a significant increase at 10% concentration and a significant decrease at 25% concentration.
The moisture content of nanocomposite films did not differ to an appreciable extent when compared to their control counterpart. However, the incorporation of SNC induced a significant decline in water solubility of nanocomposite films reaching to a minimum level at 20% conc. (w/w) of nanofiller (Table 1). However, it showed a slight increase at higher filler content (25%, w/w). The incorporation of nanoparticles decreased the solubility of nanocomposite films reinforced with SNC up to 20% (w/w) to a maximum extent of 42%. The poor solubility behavior of nanocomposite films may be ascribed to the presence crystalline form of SNC, which were less prone to hydration, thus contributing to the intactness and stability of nanocomposite films in water. Decreased water solubility has been reported in the case of corn starch films impregnated with waxy maize SNP [46] and potato starch nanocomposite films incorporated with potato SNP [30].
The WVTR plays a crucial role for packaging materials as it governs the moisture migration between food and the atmosphere across the film. Low WVTR is considered preferred quality attribute of films. It can be deduced from the results as tabulated in Table 1 that incorporation of SNC lowered the WVTR of the nanocomposite films when compared to the control counterpart. However, the extent of decrease in WVTR was not consistent with the increasing concentration of SNC as after an initial consistent decrease of up to about 28% up to a concentration of 10%, there was an abrupt decrease of about 83% in WVTR at 15% concentration of SNC followed by a non-significant decrease in WVTR at the highest concentration of SNC, i.e., 25% when compared to the control film sample. This decrease in WVTR is attributed to the increased compactness of films due to nanometric size of fillers and/or due to the uniform layering by the SNC all over the film matrix. Moreover, attributed to the higher compactness of film, diffusion of water molecules will be hampered through the film resulting into lower WVTR. Additionally, this reduction in WVTR of nano starch composite films may also be ascribed to the platelet-like geometry of sweet potato SNC, which can generate a meandering or zigzag pathway for water vapors and slow the diffusion through the composite film by forming a longer diffusive path as also reported by Charoenthai [51]. Likewise, WVTR of corn starch–based nanocomposite films impregnated with taro SNP– and potato starch–based nanocomposites filled with potato SNP decreased radically up to 10% (w/w) [29, 30]; however, when SNC content was increased further to 20% (w/w), the WVTR start increasing but it was still lower than control film. This observation can be explained on the basis that at higher concentration of SNC probably reaching to the threshold concentration, nanocrystals would tend to form clusters or aggregates which might not diminish the diffusion of water molecules. A similar decline in water resistance of starch-based film reinforced with sago SNP above 8% (w/w) level has been reported by Ahmad et al. [27] supported by the hypothesis that presence of high number of nanoparticles with abundant hydroxyl groups ensured more affinity for water than starch.
3.3 Thickness and transparency of nanocomposite films
The film thickness is the most important parameter influencing the mechanical strength of nanocomposite films. The results as shown in Table 2 evidence that the film thickness was inflated significantly with the incorporation of SNC beyond 5% level and a thickness 0.120 mm for the control film increased to 0.151 mm at 25% level of SNC. This increase in thickness of nanocomposite films could be ascribed possibly to the incremented total dry mass content. Studies have documented a similar behavior in thickness of potato starch–based composite films reinforced with potato SNP (0.5 to 10%, w/w) [30] and corn starch films containing waxy corn SNP (1 to 25%, w/w) [42]. Uniformity of film thickness bears an important role in influencing the mechanical and barrier properties of films [52].
The transparency of nanocomposite films faded away decreased gradually with the rising SNC concentration 5 to 25% (w/w) and at the highest filler content of 25% (w/w) it decreased by 2.5%. The decreased in the transparency could possibly be due to the higher crystallinity of SNC (57%) as evidenced by the XRD study [40], as the crystalline zone easily influence reflection and refraction of light [46] curtailing the transmission of visible light through the nanocomposite films.
3.4 Mechanical properties of nanocomposite films
Generally, food packaging materials require high stress with deformation in accordance with the specific use. The mechanical strength of packaging materials is measured by tensile strength and elongation at break test. The effect of sweet potato SNC on tensile strength and elongation at break of composite films is illustrated in Table 2. The tensile strength of films improved significantly (p < 0.05) as the concentration of SNC increased beyond 15% (w/w). However, the maximum tensile strength of the composite films was recorded at 15% SNC concentration (683 MPa) followed by the films with 20% (637 MPa) and 25% (600 MPa) concentration of SNC. The improved tensile strength of composite films can be ascribed to the stronger nanofiller-nanofiller and nanofiller-matrix interfacial interactions on account of the larger surface area facilitated by SNC. Strong interactions due to hydrogen bonding favored by compatible chemical structure of filler material and matrix facilitated the balance of stress between film matrix and nanocrystals, which improved the load carrying capacity and strength of nanocomposite films [46]. Moreover, the SNC act as additional cross-links in the matrix network and may align them in the direction of stretch, which may also contribute to the outstanding tensile strength [53]. Dai et al. [29] reported higher reinforcing effect on tensile strength of corn starch composite films when the concentration of taro starch nanoparticles was increased up to 10% (w/w). However, in the present study, the initial significant increase in tensile strength was followed by a decrease at a nanofiller concentration beyond 15% (w/w), although it was superior to control film. Formation of SNC aggregates and affinity changes between the nanocrystals aggregates and native starch matrix might be held accountable for the less strengthening effect in films beyond a loading concentration of 15%. Aggregations of nanocrystals in the matrix caused attenuated the hydrogen bonding interaction, consequently facilitating the slippage and creating a material with lower strength [29]. In addition, the strength of nanocomposite films can be affected by processing methods, geometry of nanofillers, and compatibility between filler and matrix [54].
Elongation at break is used to determine the film’s extensibility and elasticity or stretch ability. It corresponds to the point at which the film breaks under the influence of tensile testing. It can be concluded from the results given in Table 2 that incorporation of sweet potato SNC from 5 to 25% (w/w) level gradually and consistently reduced elongation at break value significantly (p < 0.05) and it ultimately decreased to 18.13% when compared to 26.13% of the control sample. This decrease in elongation at break might be attributed to the differential rigidity of nanofillers and starch matrix; due to rigid nature of the fillers, the polymer deformation is attained at high strain resulting in a reduced elongation of nanocomposite films [48]. Additionally, the decreased elongation at break of the films and more rigidity of nanofiller can be ascribed to higher dispersion of nanocrystals in the film’s matrix due to increased hydrogen bonding and Vander waal’s interactions [55]. The mung bean starch nanocomposite films with ameliorated mechanical strength may find their application in safeguarding the food products from the physical and mechanical damage caused by transportation, pressure, vibrations, etc., thus extending the keeping quality of food materials. Thus, it can be concluded from the mechanical properties of the developed composite films that platelet-like sweet potato SNC could suitably be used to improve the mechanical strength of biodegradable polymeric composite films.
3.5 TGA of nanocomposite films
TGA was performed to assess the thermal decomposition of films. The higher degradation temperature represents more excellent stability of nanocomposite films. The thermograms of native starch film and SNC-reinforced nanocomposite films are demonstrated by Figs. 3, 4, 5, 6, 7, and 8. The thermal degradation of nanocomposite films was characterized by three stages. The first stage corresponded to 40 to150 °C temperature range and related to the water loss. The second stage was recorded from 275 to 350 °C and corresponded to the maximum mass loss and fastest decomposition of the films, which was attributed to the decomposition of starch matrix and starch nanocrystals correlated to the depolymerization of carbon chains and elimination of hydroxyl group. The third stage of decomposition was conspicuous at above 350 °C temperature and associated with the general carbonization of nanocomposites [47]. The results of the TGA analysis revealed that the nanocomposite films were stable up to 275 °C and the rate of mass loss for nanocomposite films increased with increasing temperature.

TGA curves of native mung bean starch film

TGA curves of mung bean starch–based nanocomposite film reinforced with 5% (w/w) sweet potato SNC

TGA curves of mung bean starch–based nanocomposite film reinforced with 10% (w/w) sweet potato SNC

TGA curves of mung bean starch–based nanocomposite film reinforced with 15% (w/w) sweet potato SNC

TGA curves of mung bean starch–based nanocomposite film reinforced with 20% (w/w) sweet potato SNC

TGA curves of mung bean starch–based nanocomposite film reinforced with 25% (w/w) sweet potato SNC
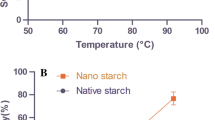
The temperature corresponding to 50% weight loss was the lowest (345 °C) for control sample and it was the highest (352 °C) for the nanocomposite films incorporated with 20% (w/w) SNC, which evidenced that thermal stability of mung bean starch films could suitably be better with the incorporation of the appropriate amount of sweet potato SNC. This increase in decomposition temperature vis-a-vis increasing SNC content could be attributed to the strong crystalline structure of SNC which required more energy and more time for melting of crystals and thus improving the thermal stability [46]. This could also be explained based on the results of DSC (Fig. 9) and XRD studies for sweet potato SNC explained in our previous study [40]. The results of DSC and XRD revealed that the SNC exhibited higher melting temperature, melting enthalpy, and higher percent crystallinity (57%) as compared to native starch granules and the breakdown of amylopectin double helical structures present in SNC required higher thermal energy [56]. The residual amount or char yield of the native starch film was recorded to be 7.26%, whereas it ranged from 8.00 to 9.11% for mung bean starch nanocomposites impregnated with sweet potato SNC varying in concentrations (5 to 25%, w/w). This result revealed that increasing SNC content led to increased char yield of composite films. It may be due to lower water content of SNC-based composites owing crystalline nature which decreased the polar nature of starch compared to the unfilled thermoplastic starch. Typically, the thermal stability improved due to platelet-like sweet potato SNC and char yield increased with the addition of fillers. These results were in consonance with the findings of Liu et al. [46] reporting higher thermal stability and an elevated degradation temperature of 340 °C for a corn starch–based composite film loaded with 15% (w/w) SNP content. Likewise, improvement in thermal stability was also reported for thermoplastic pea starch film reinforced with waxy maize SNC [32] and for corn starch film loaded with taro SNP [29]. The result of the TGA study indicated that the inclusion of platelet-like SNC improved the thermal decomposition attributes of starch nanocomposite films suggesting potential of SNC-reinforced mung bean starch films to withstand thermal stress during processing, transportation, and storage.

DSC thermograms of native sweet potato starch and SNC
4 Conclusions
In the present research study, composite films were prepared by incorporating acid hydrolyzed platelet-like sweet potato SNC as nanofiller in native mung bean starch film matrix. The findings of the current research revealed that the reinforcement of mung bean starch with sweet potato SNC had a considerable impact on the mechanical thermal and water barrier properties of nanocomposite films. Transparent and flexible films were obtained. The water solubility of nanocomposite films decreased by 42% at a loading level of 20% (w/w) SNC in association with unfilled film. Nanocomposite film impregnated with 15% (w/w) SNC demonstrated the lowest (631.36 g/m2/24 h) WVTR as compared to the control film. In contrast to the unfilled film, the nanocomposites containing 15% (w/w) SNC content had the highest mechanical strength of about 6.83 MPa and it was recorded to be 4.46 MPa for native starch film. Furthermore, the inclusions of sweet potato SNC into the starch film also increased the thermal degradation temperature of nanocomposites and improved the thermal stability of mung bean starch nanocomposites. The maximum degradation temperature was recorded 345 °C for pure starch film and 352 °C for the nanocomposite films reinforced with 20% (w/w) SNC. The findings of the current study demonstrate the potential of mung bean starch and sweet potato SNC to develop eco-friendly biodegradable and energy-saving starch nanocomposite films for industrial use. Additionally, the prepared starch nanocomposite film could be enhanced for its burst strength and barrier properties against gases that may have potential possibilities for use in different applications. In the future, these nanocomposites could be used to carry out the storage stability experiments to check the suitability of films for extending or improving the shelf life of different food item like fruits, vegetables, and bakery products. Further, new dimensions to the functionality of these nanocomposites can be added by incorporating suitable functional ingredients like antioxidants and antimicrobial agents and their suitability can be assessed for theses functionalities.
Abbreviations
- DSC:
-
Differential scanning calorimetry
- SNC:
-
Starch nanocrystals
- SNP:
-
Starch nanoparticles
- TGA:
-
Thermo-gravimetric analysis
- W/W:
-
Weight/weight
- WVTR:
-
Water vapor transmission rate
- XRD:
-
X-ray diffraction
References
Westlake JR, Tran MW, Jiang Y, Zhang X, Burrows AD, Xie M (2023) Biodegradable biopolymers for active packaging: demand, development and directions. Sustain Food Technol 1:50–72
Crisafi F, Valentino F, Micolucci F, Denar R (2022) From organic wastes and hydrocarbons pollutants to polyhydroxy alkanoates: bioconversion by terrestrial and marine bacteria. Sustainability 14:1–29
Ordoñez et al (2022) R. Ordoñez, L. Atarés, A. Chiralt (2022) Properties of PLA films with cinnamic acid: effect of the processing method. Food Bioprod Process 3:25–33
Moreno O, Atarés L, Chiralt A (2015) Effect of the incorporation of antimicrobial/antioxidant proteins on the properties of potato starch film. Carbohydr Polym 133:353–364
Shankar S, Reddy JP, Rhim JW, Kim HY (2015) Preparation characterization and antimicrobial activity of chitin nanofibrils reinforced carrageenan nanocomposite films. Carbohydr Polym 117:468–475
Shankar S, Rhim JW (2015) Amino acid-mediated synthesis of silver nanoparticles and preparation of antimicrobial agar/silver nanoparticles composite films. Carbohydr Polym 130:353–363
Thakur VK, Thakur MK (2015) Handbook of sustainable polymers. Pan Stanford Publishing Singapore
Oyom W, Yu L, Dai X, Li Y-C, Zhang Z, Bi Y, Tahergorabi R (2022) Starch-based composite coatings modulate cell wall modification and softening in Zaosu pears. Prog Org Coat 171:107014
Punia S (2020) Barley starch: structure properties and in vitro digestibility—a review. Int J Biol Macromol 155:868–875
Sanyang ML, Sapuan SM, Jawaid M, Ishak MR, Sahari J (2015) Effect of plasticizer type and concentration on tensile thermal and barrier properties of biodegradable films based on sugar palm (Arenga pinnata). Starch Polymers 7:1106–1124
Imre B, Pukánszky B (2015) Compatibilization in bio-based and biodegradable polymer blends. Eur Polym J 49:1215–1233
Mohammed AA, Hasan Z, OmranAAB EAM, Khattak MA, Ilyas RA, Sapuan SM (2023) Effect of various plasticizers in different concentrations onphysical, thermal, mechanical, and structural properties of wheat starch-based films. Polymers 15(1):63
Hassan B, Chatha SAS, Hussain AI, Zia KM, Akhtar N (2018) Recent advances on polysaccharides, lipids and protein based edible films and coatings - a review. Int J Biol Macromol 109:1095–1107
Tavassoli-Kafrani E, Shekarchizadeh H, Masoudpour-Behabadi M (2016) Development of edible films and coatings from alginates and carrageenans. Carbohyd Polym 137:360–374
Liu H, Xie F, Yu L, Chen L, Li L (2009) a). Thermal processing of starch- based polymers. Prog Polym Sci 34:1348–1368
Ibrahim MIJ, Sapuan SM, Zainudin ES, Zuhri MYM (2019) Physical, thermal, morphological, and tensile properties of cornstarch-based films as affected by different plasticizers. Int J Food Prop 22:925–941
Madhumitha G, Fowsiya J, Mohana RS, Thakur VK (2018) Recent advances in starch–clay nanocomposites. Int J Polym Anal Charact 23(4):331–345
Gadhave RV, Abhijit D, Mahanwar PA, Gadekar PT (2018) Starch based bio-plastics: the future of sustainable packaging. Open J Polym Chem 8:21–33
Liu P, Xie F, Li M, Liu X, Yu L, Halley PJ, Chen L (2011) Phase transitions of maize starches with different amylose contents in glycerol-water systems. Carbohydr Polym 85:180–187
Da Silva NMC, Lima FF, Fialho RL, Albuquerque EC, Velasco JI, Fakhouri FM (2018) Production and characterization of starch nanoparticles. In: Villalobos RR (ed) Huicochea EF. Applications of Modified Starches, Vienna Austria, pp 41–48
Marin S, Vlasceanu GM, Tiplea RE, Bucur IR, Lemnaru M, Marin MM, Grumezescu AM (2015) Applications and toxicity of silver nanoparticles: a recent review. Curr Top Med Chem 15(16):1596–1604
Jovanovic B (2015) Critical review of public health regulations of titanium dioxide a human food additive. Integr Environ Assess Manag 11:10–20
Sirelkhatim A, Mahmud S, Mohamad SA, Kaus NH, Ann LC, Mohd Bakhori SH, Hasan H, Mohamad D (2015) Review on zinc oxide nanoparticles: antibacterial activity and toxicity mechanism. Nano Micro Lett 7:219–242
Peters R, Kramer E, Oomen AG, Herrera Rivera ZE, Oegema G, Tromp PC, Fokkink R, Rietveld A, Marvin HJP, Weigel S, Peijnenburg AdACM, Bouwmeester H (2012) Presence of nano-sized silica during in vitro digestion of foods containing silica as a food additive. ACS Nano 6(3):2441–2451
Patil US, Adireddy S, Jaiswal A, Mandava S, Lee BR, Chrisey DB (2015) In vitro/in vivo toxicity evaluation and quantification of iron oxide nanoparticles. Int J Mol Sci 16:24417–24450
Singh G, Stephan C, Westerhoff P, Carlander D, Duncan TV (2014) Measurement methods to detect characterize and quantify engineered nanomaterials in foods. Comp Rev Food Sci Food Saf 13:693–704
Ahmad AN, Lim SA, Navaranjan N, Hsu YI, Uyama H (2020) Green sago starch nanoparticles as reinforcing material for green composites. Polymer 202:122646
Condés MC, Añón A, Mauri N, Dufresne A (2015) Amaranth protein films reinforced with maize starch nanocrystals. Food Hydrocoll 47:146–157
Dai L, Qiu C, Xiong L, Sun Q (2016) Characterization of corn starch based films reinforced with taro starch nanoparticles. Food Chem 174:82–88
Gujral H, Sinhmar A, Nehra M, NainV Thory R, Pathera AK, Chavan P (2021) Synthesis characterization and utilization of potato starch nanoparticles as a filler in nanocomposite films. Int J Biol Macromol 186:155–162
Cerqueira de Almeida F, Oliveira de Souza C, Philadelpho BO, França Lemos PV, Cardoso LG, Santana JS, Alves da Silva JB, Camilloto GP, Ferreira ES, Druzian JI (2021) Combined effect of cassava starch nanoparticles and protein isolate in properties of starch-based nanocomposites films. J Appl Polym Sci 138:1–15
Li X, Qiu C, Ji N, Sun C, Xiong L, Sun Q (2015) Mechanical barrier and morphological properties of starch nanocrystals–reinforced pea starch films. Carbohydr Polym 121:155–162
Huang TT, ZhouDN JZY, Xu XM, Chen HQ (2016) Effect of repeated heat-moisture treatments on digestibility physicochemical and structural properties of sweet potato starch. Food Hydrocoll 54A:202–210
Choi I, LeeJY LM, Han J (2017) Intelligent pH indicator film composed of agar/potato starch and anthocyanin extracts from purple sweet potato. Food Chem 2018:122–128
Liu P, Sun S, Hou H, Dong H (2016) Effects of fatty acids with different degree of unsaturation on properties of sweet potato starch-based films. Food Hydrocoll 61:351–357
Li W, Guo H, Wang P, Tian X, Zhang W, Saleh AS, Zheng J, Ouyang S, Luo Q, Zhang G (2015) Physicochemical characteristics of high pressure gelatinized mung bean starch during recrystallization. Carbohydr Polym 131:432–438
Sitanggang A, Sani P, Mastuti T S (2020) Modification of mung bean starch by annealing treatment and acetylation In Proceedings of the 2nd SEAFAST International Seminar (2nd SIS 2019) - Facing future challenges: Sustainable Food Safety Quality and Nutrition, pp 10–19
Gunaratne A, Gan R, Wu K, Kong X, Collado L, Arachchi LV, Kumara K, Malvipathirana S SM, Corke H (2018) Physicochemical properties of mung bean starches isolated from four varieties grown in Sri Lanka. Starch/Stärke 70(3-4):1–6
Kumari S, Yadav BS, Yadav RB (2021) Acid hydrolysis induced nano conversion of sweet potato (Ipomoea batatas) starch: effect on morphological rheological and thermal properties. Starch/ Stärke 73:1–9
Kumari S, Yadav BS, Yadav RB (2022) Characterization of acid hydrolysis based nano-converted mung bean (Vigna radiata L) starch for morphological rheological and thermal Properties. Int J Biol Macromol 2011:450–459
Müller CM, Laurindo JB, Yamashita F (2011) Effect of nanoclay incorporation method on mechanical and water vapor barrier properties of starch-based films. Ind Crops Prod 33:605–610
Nafchi AM, Karim AA, Mahmud S, Robal M (2012) Antimicrobial rheological and physicochemical properties of sago starch films filled with nanorod-rich zinc oxide. J Food Eng 113:511–519
ASTM F1249–13 (2023) Standard test method for water vapor transmission rate through plastic film and sheeting using a modulated infrared sensor. ASTM International: West Conshohocken, PA, USA
Shi AM, Wang LZ, Dong L, Adhikari B (2013) Characterization of starch films containing SNP’s part 1: physical and mechanical properties. Carbohydr Polym 96:593–601
ASTM D882–18 (2018) Standard test method for tensile properties of thin plastic sheeting; ASTM International: West Conshohocken, PA, USA
Liu C, Jiang S, Zhang S, Xi T, Sun Q (2016) Xiong L (2016) Characterization of edible corn starch nanocomposite films: The effect of self-assembled starch nanoparticles. Starch/Stärke 68:239–248
Fazeli M, Lipponen J (2022) Developing self-assembled starch nanoparticles in starch nanocomposite films ACS. Omega 7:44962–44971
Piyada K, Waranyou S (2013) Thawien W (2013) Mechanical thermal and structural properties of rice starch films reinforced with rice starch nanocrystals. Int Food Res J 20:439–449
Jaramillo CM, González Seligra P, Goyanes S, Bernal C, Famá L (2015) Biofilms based on cassava starch containing extract of yerba mate as antioxidant and plasticizer. Starch-Stärke 67:780–789
Basiak E, Lenart A, Debeaufort F (2017) Effect of starch type on the physico-chemical properties of edible films. Int J Biol Macromol 2017(98):348–356
Charoenthai N, Wickramanayaka A, Sungthongjeen S, Puttipipatkhachorn S (2018) Use of cassava starch nanocrystals to make a robust rupturable pulsatile release pellet. J Drug Deliv Sci Technol 47:283–290
Fan H, Ji N, Zhao M, Xiong L, Sun Q (2016) Characterization of starch films impregnated with starch nanoparticles prepared by 2 2 6 6-tetramethylpiperidine-1-oxyl(TEMPO)-mediated oxidation. Food Chem 192:865–872
AmramB BL, Queslel JP, Monnerie L (1986) Fourier-transform infra-red dichroism study of molecularorientation in synthetic high cis-1,4-polyisoprene and in natural rubber. Polymer 27:877–882
Pandey JK, Chu WS, Kim CS, Lee CS, Ahn SH (2009) Bio-nano reinforcement of environmentally degradable polymer matrix by cellulose whiskers from grass. Compos B Eng 40:676–680
Selene AS, Heidi M, Palma R, AdrianaI RH (2013) Characterization of films made with chayote tuber and potato starches blending with cellulose nanoparticles. Carbohydr Polym 119:102–107
Kim HY, Park DJ, Kim JY, Lim ST (2013) Preparation of crystalline starch nanoparticles using cold acid hydrolysis and ultrasonication. Carbohydr Polym 98:295–301
Acknowledgements
The authors would like to express their gratitude to the IIT Delhi (India); Central Institute of Petrochemicals Engineering and Technology (CIPET) Murthal (Haryana, India); CIPET Jaipur (Rajasthan India); and CIPET Bengaluru (Karnataka, India) for providing the facility of SEM, tensile strength measurement, TGA, and WVTR respectively, essential for the characterization of nanocomposite films.
Funding
This research work was funded by the Rajiv Gandhi National Fellowship (F1-171/201516RGNF-2015–17-SC-HAR-3446/SA-III/Website) under the aegis of University Grant Commission, New Delhi (India).
Author information
Authors and Affiliations
Contributions
S. K. conducted experiments and wrote original draft of paper. B. S. Y. conceptualized the work, designed the experiments, and interpreted the results and edited the manuscript. R. B. Y. contributed to the final editing and revision of the manuscript.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kumari, S., Yadav, B.S. & Yadav, R. Development and characterization of mung bean starch–based composite films incorporated with sweet potato starch nanocrystals for their morphological and thermo-mechanical properties. Biomass Conv. Bioref. (2023). https://doi.org/10.1007/s13399-023-05212-7
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-023-05212-7