
Abstract
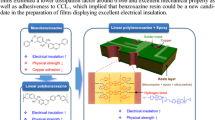
Printed circuit board application shows how banana fiber-reinforced polymer composites can be used to make printed circuit boards (PCBs). The study looks into how well banana fiber works as a reinforcement material for polymer composites and how it could be used to make PCBs. The banana fabric is treated with alkali to improve its mechanical properties. It is then mixed with epoxy resin to make a composite material. The composite’s mechanical, thermal, and electrical properties were characterized. The results showed that the banana fiber-reinforced composites exhibited comparable mechanical properties and thermal stability to the conventional substrates. The dielectric constant and loss tangent of the composite were also within the acceptable range for PCB applications. The paper concludes that banana fabric-incorporated polymer composites have great potential for PCB fabrication, especially in applications where environmental sustainability is a priority. The use of natural fibers like banana can reduce the environmental impact of PCB fabrication while also providing good mechanical and electrical properties. This study opens up new opportunities for the use of natural fiber-reinforced composites in the electronics industry.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Sales of printed circuit boards (PCBs) hit a record $54.30 billion in 2020, thanks in large part to the increasing demand for electronic goods around the world. This resulted in an estimated 60 million square meters of laminate usage and 300 million square meters of prepreg usage. Concerns have been expressed concerning the environmental fate of PCBs because of the increased resources and energy needed for their production, the toxicity of these compounds, and the absence of feasible disposal options. However, it appears that there are currently no other options that can meet the same criteria. The standard approach to environmental design for electronics has been to recycle or reuse components whenever possible; this works well for simple components like housings but not for complicated hardware like printed circuit boards. Therefore, a new strategy is desperately needed to lessen the environmental risks of PCBs, and it must place a greater emphasis on the selection and design of materials. In this way, scientists all over the world have been looking into ways to add biodegradable natural fibers to the polymer matrix. Researchers are becoming increasingly interested in this area because natural fiber-based composites have superior mechanical, thermal stability, electrical, optical, and wear resistance qualities compared to a wide range of pure polymers. Typical uses for PMCs can be found in aerospace, automotive, and electronic devices. PCBs are typically made using paper, glass fiber mat, nonwoven glass fibers, nonwoven aramid fibers, and other fibers as reinforcements in addition to woven glass fiber cloths. PCB base materials can be found in a wide range of forms and dimensions. Resin systems, reinforcements, and conductors can be found in all of them. Many different types of resins are employed, including but not limited to epoxy, cyanate ester, polyimide, polyester, and polytetrafluoroethylene. Fiber-reinforced thermoplastic composites have shown their superior qualities in a wide range of technical applications. Natural fibers are becoming increasingly popular as a thermoplastic reinforcing material due to their low density, superior thermal insulation, mechanical qualities, reduced tool wear, endless availability, low cost, and easy disposal [1,2,3,4,5,6]. These bio-based composite materials can be worked with in many ways, like milling, drilling, slotting, and finishing the surface. All of these can improve the mechanical properties of the material. It would be ideal to use these biofibers in PCBs, as doing so would make the PCBs more environmentally friendly and less expensive. To the best of the authors’ knowledge, there has been very little study conducted on bio-based PCBs and published on them. Bharath et al. developed bio-based PCBs. The bio-based composite made from rice husk-epoxy resin could replace traditional PCB composites. Tensile, bending, dielectric, thermal, moisture absorption, microdrilling, biodegradability, and flammability were evaluated. These biocomposites showed promise for PCB use. Guna et al. created biodegradable PCBs. Biocomposites are manufactured from agricultural wastes like banana stems and wheat gluten. PCBs using electronic-friendly composites were made [7]. Lincoln et al. developed a PCB utilizing a thermoset matrix of deoxidized linseed oil, melamine polyphosphate, and woven flax fiber. The laminates prepared passed thermal, mechanical, and electrical tests utilizing IPC 4101A/24 for thick PCB laminates, except for wet conditioning. Sodium hydroxide and octa-decyltrichloro silane improved flax fibers moisture resistance. The upgraded bio epoxy-flax PCB design is a viable alternative to current PCBs with lesser environmental implications [8]. Genc et al. made Luffa fiber-reinforced/epoxy PCB (Luffa-PCB) laminates. The frequency dependence of dielectric permittivity, capacitance, ac conductivity, impedance, and electric modulus of Luffa-PCB laminates for prospective PCB applications was examined using impedance spectroscopy from 10 Hz to 10 MHz. An electrometer/high resistance meter and resistivity test fixture were used to test the electrical resistivity of Luffa-PCB laminates. All results were compared to FR2 and FR4 PCB laminates. According to the results, Luffa-PCB laminates can replace standard laminates [9]. Zawawi et al. used oil palm empty fruit bunch to make PCBs. As filler, polypropylene (PP) was put to oil palm empty fruit bunch. Five natural fiber loadings reinforced with varied percentages of PP were modeled for the prototype [10]. Sun et al. examined using recycled glass fibers from waste printed circuit boards (WPCB) as sound absorption and thermal insulation. Fluidized-bed recycling produced glass fibers. RGF acoustic qualities were compared to expanded perlite (EP), expanded vermiculite (EV), and commercial glass fiber. Zhan and Wool developed greener PCBs for their study [11]. Soybean oil resins, chicken feathers, and E-glass were used to make bio-composites. Halogen-free melamine polyphosphate and diethylphosphinic salt flame-retard PCBs. Mechanical, electrical, thermal, flammability, and peel strength of bio-composites/bio-PCBs were tested. PCB-friendly features were observed [12]. Hidehito et al. did a microdrilling on PCBs to find out if there was a link between the quality of the hole and the radial run-out of the drills. During the whole drilling process, a drill with a diameter of 0.1 mm was used, and the speed of rotation was kept at 3 × 105 min−1 [13]. Bharath et al. suggested Moringa oleifera fruit fibers as a possible green fiber for natural fiber-based polymer composites. XRD, thermogravimetric analysis (TGA), differential scanning calorimetry (DSC), and SEM analyses, as well as anatomy, density, and tensile tests, were done. The results show that these fibers could be used in commercial engineering goods [14]. Chaturvedi et al. discussed on the popularity of environmentally friendly bionanocomposites reinforced with cellulose fibers. The authors explored the mechanical and thermal properties, fabrication processes, and physical properties and tribology of bionanocomposites reinforced with agro-industrial wastes. The chapter also covered the use of cellulose nanofibers in various polymers such as natural rubber, xylan, polyvinyl alcohol, and others [15]. Arpitha et al. look into how corncob waste and boron nitride particles can be used as reinforcement materials in making epoxy-based composites that are good for the environment and do not cost too much. The composites are characterized through various tests, and the results show that the 3.5/3.5 boron nitride and corncob ratio composite possesses the best flexural strength and exhibits 2–3 times improvement in tensile strength compared to neat epoxy resin. The authors suggest that natural fibers may play an important role in developing biodegradable composites to address ecological and environmental problems [16]. Arpitha et al. used sugarcane bagasse and alumina micro-fillers to reinforce epoxy polymer composites, with optimal contents of 3.5 wt.%. The fillers improved the physical, thermal, and mechanical properties of the epoxy resin, as confirmed by SEM examination [17]. Vinod et al. looked at the effect of surface modification on agro-waste soy stem fibers and their composites to see if they could be used as a sustainable and renewable resource in polymer matrices. Chemical treatments increased cellulose content and improved thermal stability and mechanical performance. Silane treatment showed the best results, followed by oxalic acid and alkali treatments. The study shows that agro-waste soy fiber can be used for lightweight structural applications [18]. Binoj et al. looked into how discarded fruit waste could be used to reinforce polymer composites. They looked at the properties of the areca and tamarind fibers that were made from the waste of the fruit. The study showed that these fibers could be used as a reliable reinforcement in polymer composites for lightweight and home applications. The use of these natural fibers can help reduce deforestation and promote effective waste management, making it a sustainable option for the composites industry [19].
In this work, a bio-based composite made of chemically treated banana fabric and an epoxy L-12 matrix was made to see if it could be used as a PCB material. To ensure the rationale of using the produced composites as PCB materials, tests for critical qualities such as mechanical properties, dielectric properties, thermal properties, moisture absorption, microdrilling, biodegradability, and flammability were carried out.
2 Experimental
2.1 Materials
In this experiment, the composite laminate was made by putting together different materials. Banana fibers, an epoxy Lapox L12 matrix, a K-6 hardener, and sodium hydroxide (NaOH) were used to treat the fabric chemically. The banana fibers that were used in the experiment came from Go Green Products, which is in the Indian state of Tamil Nadu. The company provided woven plain fabrics made from the collected banana fibers. The physical characteristics of the banana fibers are detailed in Table 1. To complete the fabrication process, the epoxy Lapox L12 matrix, K-6 hardener, and sodium hydroxide (NaOH) were procured from Yuje Enterprises, located in Bengaluru, India. The physical characteristics of the epoxy Lapox L12 matrix are detailed in Table 2. Overall, the combination of these materials and their respective characteristics played a crucial role in the success of the fabrication process.
NaOH treatment is a standard approach to improving natural fabrics' polymer matrix compatibility. A simple and inexpensive NaOH solution removes contaminants, hemicellulose, and lignin and increases the fibers’ cellulose content, surface area, and crystallinity. This improves the mechanical, thermal, and chemical properties of the composite. According to various studies, NaOH treatment affects the properties of hybrid composites. Refaii et al. tested untreated and NaOH-treated ramie-hemp composites for mechanical properties. A 6% diluted NaOH solution was used to hand-lay up woven ramie and hemp fibers in different stacking sequences. Hemp-based hybrid composites were stronger than four-layer composites. NaOH-treated hybrid composites are stronger. Impact sample H/R/H/R was the best. Their work is part of a hybrid composite high-velocity impact application [20]. Ramesh et al. examined the wear testing of Calotropis gigantea fiber-reinforced epoxy composites treated with NaOH. Compression molding was used to make composites from NaOH and KMnO4-modified fibers. Varying wear time affects tribological properties. NaOH-treated CGF composites had better tribological behavior than untreated and KMnO4-treated composites, losing between 0.0013 and 0.0018 g [21]. Siakeng et al. looked at PLA hybrid composites with different amounts of coir fibers that had been treated with alkali and pineapple leaf fibers (PALF). The strongest C3P7 hybrid composites were alkali-treated. SEM showed alkali-induced fiber-matrix adhesion. CF's higher lignin concentration boosted C1P1 and C7P3’s thermal stability and char content. Due to their improved mechanical, thermal, physical, and CTE properties, treated hybrid composites were suitable for outdoor and food packaging applications [22].
In the study, a NaOH solution was used to improve the mechanical properties of the banana fibers. A normal NaOH solution of 5% was prepared by mixing it with water, and the banana fiber mat was submerged in the solution for a full day. This treatment was done to obtain the desired characteristics of the fibers. After this, the fibers were sun-dried completely. Figure 1a and b illustrates the process of mixing the NaOH solution with water and the banana fiber mat after it was treated with NaOH [23]. This treatment process played a crucial role in modifying the fibers and making them suitable for the fabrication process. By utilizing this technique, the mechanical properties of the fibers were significantly improved. The resulting fibers were more robust and durable, which made them ideal for use in the fabrication process. The use of NaOH solution treatment was a key factor in achieving the desired properties of the fibers and creating a successful final product.

a Mixing of NaOH solution with water; b NaOH treated banana fiber mat
2.2 Volume fraction calculation
To determine the volume fraction of a composite material, we need to add the volumes of both the reinforcement and matrix together. This will give us the total volume of the composite. Before starting the fabrication process, it is crucial to decide the percentage of matrix and reinforcement that will be utilized. Once the volume or mass of composite material required for the given mold dimensions has been established, it can be added to the mix. Table 3 indicates the volume fraction calculation performed in this study.
2.3 Preparation of composites
The fabrication method used here is hand lay-up followed by pressure application using a hydraulic press. After laying down a banana fiber mat over a polished mold (flat granite slab of 200 × 200 mm3) that has been treated with a releasing agent, the next step in the manufacturing process involves working a liquid thermosetting resin, i.e., epoxy Lapox L12 into the reinforcement by hand using a brush. Pre-mixed resin and hardener are typically designed to cross-link and harden when the temperature is at or near room temperature. This manufacturing process has a significant amount of flexibility, which allows it to accommodate a wide variety of mold sizes and complex shapes. This is the primary benefit of using this method. After placing one layer of banana fiber mat on the mold, the calculated quantity of resin and hardener in the ratio of 10:1 was then taken for the 13 layers of banana fiber mat with a consistent cross-section. After that, the resin is applied one layer at a time until the composite is finished being assembled. After the hand-layup method has been completed in its entirety, the composite material is placed into a hydraulic press for 24 h. The layers of the composite are entirely bound together as a result of the weights being maintained on the composite. Finally, after the composite has been thoroughly dried, it is cut to the desired size as per standard ASTM methods so that it can be used for further study. The composite preparation employed in the present study is illustrated in Fig. 2.

Composite laminate preparation in the present study. a Composite laminate preparation using hand lay-up technique. b Prepared banana fiber mat composite laminate
3 Mechanical testing
3.1 Tensile test
In the current research investigation, the tensile test was carried out using the standard ASTM D638 method. The experiment was carried out with the assistance of a universal testing machine (KIC-2-1000-C) that had a capacity of 100 kN and a loading rate capacity of 2.5 mm/min. During the experiment, the top and bottom jaws were used to grip the specimens, and the jaws were gradually opened further and further apart at a consistent rate in order to stretch out the specimens. The tensile specimens both before and after they were tested are depicted in Figs. 3 and 4 respectively.

Tensile specimen before fracture

Tensile specimen after fracture
3.2 Bending test
In general, bending tests are carried out on brittle materials such as ceramics, plastics, glasses, woods, and stones. This is because these materials tend to break in a straight line when they break. The UTM that was used for the tensile test was also used for the bending test. The bending test was performed using a bending test fixture that had a load cell of 10 kN. The current investigation made use of the standard dimensions specified in ASTM D790-07, and Figs. 5 and 6 display flexural specimens both before and after being put through testing.

Bending specimen before fracture

Bending specimen after fracture
3.3 Flammability test
An examination of the flammability of the finished composites was carried out using a standard UL-94 method. As can be seen in Figs. 7 and 8, the dimensions of the specimen were 125 × 13 × 1.5 mm. The apparatus that was utilized was a laboratory burner with a tube length of 100 ± 10 mm and an interior diameter of 9.5 ± 0.3 mm along with a burner mounting fixture, ring stands, timing devices, wire gauze, a supply of methane gas, and a measurement scale. The burner was adjusted so that it produced a blue flame that was 20 ± 1 mm in height. In the course of the test, both horizontal (UL94HB) and vertical (UL94V) burning circumstances were replicated. In this work, the procedure for carrying out the flammability test was as follows: (a) applying the flame 10 mm below the bottom end of the specimen and maintaining it for 10 s; (b) following that, withdrawing the burner away from the specimen and noting down the after flame time, t1; (c) finally, when the after flaming of the specimen was stopped, the burner shall be again placed below the specimen for a time of 10 s and removed to note down the after flame time.

Vertical flammability test specimen

Horizontal flammability test specimen
3.4 Thermogravimetric analysis
Thermogravimetric analysis (TGA) measures weight loss while heating a substance to assess its thermal stability and voltaic fraction. It measures mass when the sample temperature changes. Many other measurements can be generated from mass, temperature, and time in TGA. TGA of the composites that were synthesized in the study in powder form was performed on a PerkinElmer thermogravimetric analyzer in a nitrogen atmosphere. TGA provides an accurate representation of the thermal stability and decomposition behavior of the materials that are the subject of the investigation by expressing the results in terms of the percentage weight loss as a function of temperature. Throughout the entirety of the investigation, the heating rate was kept at 10 °C/min, and the temperature remained between 0 and 1000 °C.
3.5 Differential scanning calorimetry analysis
Differential scanning calorimetry (DSC) quantifies the amount of temperature and heat flow associated with material thermal transitions. It involves the investigation, selection, comparison, and assessment of the end-use performance of materials in research, quality control, and manufacturing applications. For this experiment, a Mettler DSC 822 was utilized for the purpose of determining the temperature transitions of the composites. A heat scan was performed on 10 mg of samples that were kept in a Tzero hermetic alumina pan and subjected to temperatures ranging from 0 to 450 °C. During the course of the analysis, a nitrogen atmosphere with a pressure of 20 psi was maintained, and the sample purge flow rate was kept within a range of 50 mL min−1. Additionally, the heat rate was kept at approximately 10 °C/min. Figures 9 and 10 envy TGA and DSC test samples respectively.

TGA test sample

DSC test sample
3.6 Moisture absorption test
This method uses the change in mass of an exposed sample over time to calculate and track changes in the amount of water in the sample. This technique of testing allows us to quantify the amount of water taken in after being exposed to it in a free-water environment. ASTM D5229 standard is used for the preparation of moisture absorption specimen. The specimens are immersed in three types of water conditions for moisture absorption analysis, i.e., normal water, sea water, and underground water. Each day, the weight and thickness of the specimen is measured and recorded. It is recorded for around 11 days until it reaches saturation. The experiment was conducted at an ambient temperature range of 24 °C. Figure 11 shows water absorption specimens under three different immersed water conditions.

Moisture absorption specimens. a Normal water. b Sea water. c Underground water
3.7 Biodegradability test
The biodegradability test is a complicated biochemical reaction process that takes place when specific types of microbes devour a certain kind of material. This method of testing assesses the degree of aerobic biodegradation of composite materials as well as the rate at which it occurs when the materials are exposed to an environment of controlled composting in a laboratory setting. The ASTM D6400 standard is followed when checking the biodegradability of a polymer based composites in an aerobic environment. In a closed respirometer, the amount of oxygen needed was measured to find out how well organic compounds in cow dung break down in an aerobic environment. Figure 12a and b depicts the biodegradability test specimen and set-up used in this study.

Biodegradability test specimen. a Test specimen. b Set-up
3.8 Dielectric test
The dielectric test, which is also called the “high potential” test, is done to make sure that a part's insulation works well. In this study, flat samples made for this purpose are being put through a short-term test. During testing, simple test electrodes are used to apply a uniform voltage with a frequency of 60 Hz to the opposite sides of the samples. The rate of 500 v/s is used in the study, and the average breakdown time is chosen to be between 10 and 20 s. Table 4 indicates the dielectric test specimen details.
3.9 Tan delta loss/dissipation factor test
Tan Delta, which can also be referred to as the dissipation factor or the Loss Angle, is a diagnostic procedure that is used to evaluate electrical equipment in order to measure the quality of the insulation. In the present study, banana fiber in powder form was evaluated for performing the tan delta loss analysis. The insulation is evaluated with a very low-frequency test voltage. If the tan delta is good, the equipment’s voltage is raised 1.5 to 2 times. The tan delta controller measures values. A loss angle analyzer is attached to a tan delta measuring unit to compare and analyze tan delta values at normal voltage and higher voltages.
3.10 Microdrilling test
In this study, microdrilling was done using a process called microelectrical discharge machining (MEDM), which is a variation on EDM. For testing, a board made of banana fabric-reinforced polymer matrix material was used. The bottom of the composite board was held up by a wooden board, and the two were clamped together. For this test, three drilling trails were done. The microdrilling was done when the temperature in the room was 24 °C.
4 Results and discussions
4.1 Tensile and bending test
In accordance with the findings of the tensile and bending tests, the load and deformation values are given in Tables 5 and 6 respectively. After taking measurements, it was determined that the specimen had a maximum withstanding tensile and bending load capacity of 4.5 kN and 1.0723 kN respectively. Both tests that were performed on the material demonstrated that the composite material, consisting of banana fabric and epoxy matrix, had a beneficial influence on the material’s mechanical strength, and as a result, it strengthened the bonding between the fabric and matrix. This is most likely owing to the banana fabric being properly impregnated with the epoxy matrix during fabrication, resulting in strong interfacial adhesion between the two materials. These discoveries have important implications for the manufacture of a PCBs using this composite material. The material’s excellent tensile and bending load capacities make it a viable candidate for use in electronic devices requiring great mechanical stability and longevity [24].
4.2 Flammability test
This test was made so that pyrolysis and flame spread could be judged more accurately. Table 7 shows how fire resistance affects the composite that has been made. The findings of the flammability test indicate that the utilization of the epoxy resin does, in fact, increase the flammability properties of the composite sample consisting of banana fibers. Epoxy was added to the material, which resulted in a decrease in the material’s flammability and an increase in its loss on ignition (LOI). This finding is supported by the fact that epoxy resin has high thermal stability, resulting in a higher LOI of the composite material. Furthermore, the chemical connection between the banana fibers and the epoxy resin increases the material’s structural integrity and lessens its inclination to catch fire. These findings imply that the composite material consisting of banana fibers and epoxy resin has a significant potential for usage in fire-resistant applications such as PCBs [25].
4.3 TGA analysis
The graph of TGA can be seen in Fig. 13 below. The temperature range for TGA is 0 to 1000 °C at a rate of 10 °C/min. The initial temperature stability was significantly better than average. The fact that the weight of a substance (in this case, banana fiber) does not change up to a temperature of 400 °C is evidence that banana fiber is thermally stable up to this temperature. After 400 °C, the temperature of a substance begins to fall, indicating that the breakdown process has begun. The weight loss was consistent up to a temperature of 1000 °C. After reaching this temperature, the material sample will continue to maintain the same weight. Therefore, these results suggest that banana fiber can maintain its stability and weight up to a specific temperature, making it suitable for various high-temperature applications like PCBs [26].

TGA graph
4.4 DSC analysis
The DSC test graph, which can be shown in Fig. 14, showed that the test started at 25.08 °C. The temperature that is thought to represent the peak’s crystallization temperature is the one that can be found at the peak’s highest point. The temperature at which crystallization occurs is often referred to as the exothermic transition. In this figure, the exothermic transition occurs at a temperature of about 350 °C. The sharp decline in the DSC curve reveals the glass transition temperature to be between 75 and 225 °C. At 397.13 °C, the DSC test was terminated. These findings suggest that the composite material made of banana fibers and epoxy resin has an acceptable glass transition and crystallization temperature for use in PCBs [27].

DSC graph
4.5 Moisture absorption test
According to ASTM D5229 standards, the specimen was cut to a size of 75 × 50 × 10 mm for the moisture absorption test, and the test was then carried out. In the moisture absorption test, the specimen is submerged in three different types of water: freshwater, seawater, and groundwater. Daily measurements are made of the specimen’s weight and thickness, as shown in Table 8 and Figs. 15 and 16. Until saturation is reached, the readings are recorded. The moisture absorption test is critical for PCBs because they are frequently exposed to different environmental conditions, and moisture absorption might alter their effectiveness. According to the results of the test, all of the samples treated with normal water, sea water, and distilled water gained weight over time until they reached saturation. Similarly, the sample’s thickness rose over time and became saturated. These findings suggest that the banana-epoxy composite material used in the PCB has some moisture absorption, which could compromise the PCB’s performance in humid situations. As a result, necessary steps, such as employing a protective coating or encapsulating the PCB, must be taken to avoid or decrease moisture absorption [28].

Result of moisture absorption test (weight variation)

Result of moisture absorption test (thickness swelling)
4.6 Biodegradability test
The weight variation test is a simple and common way to find out if natural fibers can break down in nature. Figures 17 and 18 illustrate the result of the biodegradability test w.r.t. weight variation and thickness variation, respectively. The test was carried out for a period of time during which the weight and thickness of the samples were increased. A higher weight loss percentage indicates that the fiber has undergone significant biodegradation and is more environmentally friendly. However, it is important to note that other factors, such as the type of soil or compost and the conditions in which the sample is buried, can also affect the biodegradation rate [29]. Overall, the biodegradability test results are encouraging and suggest that the composite material has potential for use in PCBs. Table 9 indicates the results of the biodegradability tests carried out in the present investigation.

Result of biodegradability test (weight variation)

Result of biodegradability test (thickness variation)
4.7 Dielectric test
The dielectric constant was measured for the PCB samples at room temperature and at a frequency ranging from 10 kHz to 1 MHz. The results are shown in Fig. 19, where the logarithmic frequency is plotted on the x-axis and the dielectric constant (real) is plotted on the y-axis. It was observed that the dielectric constant decreased with an increase in frequency but increased with an increase in temperature. The dispersion in the dielectric constant was rapid at lower frequencies, while it was slow at higher frequencies. The maximum dielectric dispersion was observed at frequencies between 20 and 40 kHz. The dielectric constant of any material is generally due to dipolar, electronic, ionic, and interfacial polarizations. In the case of PCBs, dipolar and interfacial polarizations were found to play a dominant role at lower frequencies. Lower dielectric values are desirable in integrated circuits since a decrease in the dielectric constant increases the operating speeds, particularly at higher temperatures [30, 31]. The results of the dielectric constant tests carried out in the present investigation are presented in Table 10.

Result of dielectric constant test
4.8 Tan delta loss/dissipation factor test
In Fig. 20, the logarithmic frequency is used as the x-axis and Tan as the y-axis to show the results of the Tan test. The results of the tan delta test carried out in the present investigation are presented in Table 11. It is discovered that the dielectric loss tangent decreases with frequency. The variance of dielectric losses is significantly influenced by a material’s density. Low dielectric losses are the result of high porosity and low density. If the insulation is flawless in tan, the loss factor will be almost the same across the whole range of test frequencies. Yet, it is evident from the graph that a material's loss factor progressively increases with higher frequencies, indicating that the material’s insulation is adequate. The dielectric loss tangent’s frequency response exhibits strange behavior, with smaller-than-expected peaks (relaxation processes) at higher frequencies. In a condensed material, distinct ions are typically surrounded by different environments, which are commonly linked to the dispersion of relaxation times [32, 33].

Result of Tan delta test
4.9 Microdrilling
In this investigation, banana fiber composite board was evaluated using the micro-drilling technique. The lower component of the composite board was bolted to a wooden backing board that was used to provide stability. Three drilling experiments were conducted at room temperature (25 °C) during the experiment. The drill diameter was altered while the spindle speed and input rate remained constant. The primary purpose of the drilling experiment was to establish the cutting speed for various parameter combinations. Drilling circuit boards requires careful consideration of the hole’s quality and the extent of the burr. Burr formation results from material deformation, which can cause damage to the circuit board and impair its functionality. Therefore, the burr form was evaluated to determine the cavity quality and burr size. The results of the micro-drilling test can assist in determining the optimal drilling parameters for the composite board made from banana fiber. This information is essential for the production of circuit boards of superior quality [34,35,36,37]. Table 12 presents the details of cutting speed for different drill diameters.
5 Conclusion
In the end, this study looked at how natural cellulose fiber could be used as an environmentally friendly alternative to make biodegradable printed circuit boards (PCBs). The biocomposites made of banana fibers showed promising results in terms of their mechanical, thermal, and electrical properties. Tensile and bending tests showed that the composites had about the right amount of strength and flexibility for most uses. The TGA and DSC analyses indicated that the composites were thermally stable up to 200 °C and had good thermal degradation properties. The Tan/Delta test showed that the composites had a low dielectric loss, which is desirable for electronic applications. Furthermore, the biodegradability test confirmed that the composites had undergone significant biodegradation and were environmentally friendly. The dielectric test demonstrated that the dielectric constant decreased with an increase in frequency, and lower dielectric values were desirable for faster operating speeds in integrated circuits. The biodegradability test showed that these composites can undergo significant biodegradation and are environmentally friendly, although the biodegradation rate can be affected by factors such as the type of soil or compost and burial conditions. Additionally, the micro-drilling test demonstrated that the composites prepared in this investigation can be drilled with sufficient quality and burr size for most applications. In summary, the use of natural cellulose fiber in the development of biodegradable PCBs is a promising and sustainable solution for reducing electronic waste and promoting environmental stewardship. The composites made of banana and coir fibers have the potential to replace conventional PCBs in most electronic applications while minimizing their environmental impact.
Data availability
Not applicable.
References
Dhanasekar S, Stella TJ, Thenmozhi A, Bharathi ND, Thiyagarajan K, Singh P, Reddy YS, Srinivas G, Jayakumar M (2022) Study of polymer matrix composites for electronics applications. J Nanomat 2022:8605099
Khrustalev D, Tirzhanov A, Khrustaleva A, Mustafin M, Yedrissov A (2022) A new approach to designing easily recyclable printed circuit boards. Sci Rep 12(1):22199
Rao CH, Avinash K, Varaprasad BKSVL, Goel S (2022) A review on printed electronics with digital 3D printing: fabrication techniques, materials, challenges and future opportunities. J Electr Mat 51(6):2747–2765
Wang Y, Wang H, Liu F, Wu X, Xu J, Cui H, Wu Y, Xue R, Tian C, Zheng B, Yao W (2020) Flexible printed circuit board based on graphene/polyimide composites with excellent thermal conductivity and sandwich structure. Comp Part A: Appl Sci Manuf 138:106075
Nassajfar MN, Deviatkin I, Leminen V, Horttanainen M (2021) Alternative materials for printed circuit board production: an environmental perspective. Sustainability 13(21):12126
Bharath KN, Madhu P, Gowda TG, Verma A, Sanjay MR, Siengchin S (2020) A novel approach for development of printed circuit board from biofiber based composites. Polymer Comp 41(11):4550–4558
Guna VK, Murugesan G, Basavarajaiah BH, Ilangovan M, Olivera S, Krishna V, Reddy N (2016) Plant-based completely biodegradable printed circuit boards. IEEE Trans Elect Devices 63(12):4893–4898
Wang Y, Wang H, Liu F, Wu X, Xu J, Cui H, Wu Y, Xue R, Tian C, Zheng B, Yao W (2020) Flexible printed circuit board based on graphene/polyimide composites with excellent thermal conductivity and sandwich structure. Comp Part A: Appl Sci Manuf 138:106075
Lincoln JD, Shapiro AA, Earthman JC, Saphores JDM, Ogunseitan OA (2008) Design and evaluation of bioepoxy-flax composites for printed circuit boards. IEEE Trans Electr Packaging Manuf 31(3):211–220
Irimia-Vladu M, M. (2014) “Green” electronics: biodegradable and biocompatible materials and devices for sustainable future. Chem Soc Rev 43(2):588–610
Marques AC, Cabrera JM, de Fraga Malfatti C (2013) Printed circuit boards: a review on the perspective of sustainability. J Environ Manag 131:298–306
Irimia-Vladu M, Głowacki ED, Voss G, Bauer S, Sariciftci NS (2012) Green and biodegradable electronics. Mater Today 15(7-8):340–346
Reddy N (2015) Non-food industrial applications of poultry feathers. Waste Manage 45:91–107
Bharath KN, Madhu P, Yashas Gowda TG, Sanjay MR, Kushvaha V, Siengchin S (2020) Alkaline effect on characterization of discarded waste of Moringa oleifera fiber as a potential eco-friendly reinforcement for biocomposites. J Polym Environ 28:2823–2836
Chaturvedi S, Kataria A, Chaudhary V, Verma A, Jain N, Sanjay MR, Siengchin S (2023) Bionanocomposites reinforced with cellulose fibers and agro-industrial wastes. In: Cellulose Fibre Reinforced Composites. Woodhead Publishing, pp 317–342
Arpitha GR, Jain N, Verma A, Madhusudhan M (2022) Corncob bio-waste and boron nitride particles reinforced epoxy-based composites for lightweight applications: fabrication and characterization. Biomass Conv Bioref:1–8
Arpitha GR, Mohit H, Madhu P, Verma A (2023) Effect of sugarcane bagasse and alumina reinforcements on physical, mechanical, and thermal characteristics of epoxy composites using artificial neural networks and response surface methodology. Biomass Conv Bioref:1–19
Vinod A, Sanjay MR, Siengchin S, Fischer S (2021) Fully bio-based agro-waste soy stem fiber reinforced bio-epoxy composites for lightweight structural applications: influence of surface modification techniques. Const Build Mater 303:124509
Binoj JS, Raj RE, Hassan SA, Mariatti M, Siengchin S, Sanjay MR (2020) Characterization of discarded fruit waste as substitute for harmful synthetic fiber-reinforced polymer composites. J Mater Sci 55:8513–8525
Refaai MRA, Narayanasamy S, Das VC, Prasad DVSSSV, Nalini N, Thanappan S (2022) Mechanical Properties of Ramie/Hemp Hybrid Composites Influenced by Stacking Arrangement and NaOH Treatment. Adv Polym Technol 2022:8737669
Ramesh M, Deepa C, Rajeshkumar L, Tamil Selvan M, Balaji D (2021) Influence of fiber surface treatment on the tribological properties of Calotropis gigantea plant fiber reinforced polymer composites. Polym Comp 42(9):4308–4317
Siakeng R, Jawaid M, Asim M, Saba N, Sanjay MR, Siengchin S, Fouad H (2020) Alkali treated coir/pineapple leaf fibres reinforced PLA hybrid composites: Evaluation of mechanical, morphological, thermal and physical properties. eXPRESS Polym Lett 14(8). https://doi.org/10.3144/expresspolymlett.2020.59
Jiang Q, Reddy N, Yang Y (2010) Cytocompatible cross-linking of electrospun zein fibers for the development of water-stable tissue engineering scaffolds. Acta biomaterialia 6(10):4042–4051
Tao H, Brenckle MA, Yang M, Zhang J, Liu M, Siebert SM, Averitt RD, Mannoor MS, McAlpine MC, Rogers JA, Kaplan DL (2012) Silk-based conformal, adhesive, edible food sensors. Advanced Materials 24(8):1067–1072
Kim D, Viventi J, Amsden JJ, Xiao J, Vigeland L, Kim YS, Blanco JA, Panilaitis B, Frechette ES, Contreras D, Kaplan DL (2010) Dissolvable films of silk fibroin for ultrathin conformal bio-integrated electronics. Nat Mater 9(6):511–517
Irimia-Vladu M, Troshin PA, Reisinger M, Shmygleva L, Kanbur Y, Schwabegger G, Bodea M, Schwödiauer R, Mumyatov A, Fergus JW, Razumov VF (2010) Biocompatible and biodegradable materials for organic field-effect transistors. Adv Func Mater 20(23):4069–4076
Chang JW, Wang CG, Huang CY, Tsai TD, Guo TF, Wen TC (2011) Chicken albumen dielectrics in organic field-effect transistors. Adv Mater 23(35):4077–4081
Batoo KM, Kumar S, Lee CG (2009) Study of dielectric and ac impedance properties of Ti doped Mn ferrites. Curr Appl Phys 9(6):1397–1406
Nobre MAL, Lanfredi S (2003) Dielectric loss and phase transition of sodium potassium niobate ceramic investigated by impedance spectroscopy. Catalysis Today 78(1-4):529–538
Joseph S, Thomas S (2008) Electrical properties of banana fiber-reinforced phenol formaldehyde composites. J Appl Polym Sci 109(1):256–263
Sreekumar PA, Saiter JM, Joseph K, Unnikrishnan G, Thomas S (2012) Electrical properties of short sisal fiber reinforced polyester composites fabricated by resin transfer molding. Comp Part A: Appl Sci Manuf 43(3):507–511
Tanabe S, Hidaka H, Tatsukawa R (1983) PCBs and chlorinated hydrocarbon pesticides in Antarctic atmosphere and hydrosphere. Chemos 12(2):277–288
Hutzinger O, Veerkamp W (1981) Xenobiotic chemicals with pollution potential. In: FEMS symposium-Federation of European Microbiological Societies
Safe S (1980) Metabolism, uptake, storage and bioaccumulation. Halogenated biphenyls, terphenyls, naphthalenes, dibenzodioxins and related products:81–107
Abramowicz DA (1990) Aerobic and anaerobic biodegradation of PCBs: a review. Cri Rev Biotechnol 10(3):241–251
Bedard DL (1990) Bacterial transformation of polychlorinated biphenyls. Biotechnol Biodegrad:369–388
Furukawa K (2018) Microbial degradation of polychlorinated biphenyls (PCBs). In: Biodegradation and detoxification of environmental pollutants. CRC Press, pp 33–58
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
All authors are equally contributed to conceptualization, methodology, writing—original draft, writing—review and editing.
Corresponding author
Ethics declarations
Ethics approval
The authors hereby state that the present work is in compliance with the ethical standards.
Consent to participate
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Bharath, K.N., Puttegowda, M., Yashas Gowda, T.G. et al. Development of banana fabric incorporated polymer composites for printed circuit board application. Biomass Conv. Bioref. 14, 12599–12612 (2024). https://doi.org/10.1007/s13399-023-04249-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-023-04249-y