
Abstract
Poly(ether-ketone) (PEK) based polymer matrix composites filled with fly ash (FA) powder up to 50 wt% were fabricated via ball milling followed by hot pressing. Scanning electron microscopy (SEM) revealed uniform distribution of FA particles in the PEK and a good interfacial bonding. The addition of FA was very effective in decreasing the coefficient of thermal expansion by ~ 33.6% and increasing the thermal conductivity by more than 50% with respect to neat PEK. The 50 wt% FA reinforced PEK composite exhibited the best results. The dielectric constant and dissipation factor of the composites were comparable with that of commercial FR-4. In addition, the composites exhibited thermal stability for more than 550 °C. Due to the low cost and effective reinforcing effects of FA, the PEK/FA composites may prove as potential candidate materials for the printed circuit board or electronic substrate applications.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
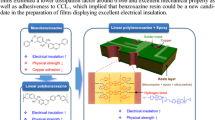
Poly (ether-ether-ketone) (PEEK) and poly(ether-ketone) (PEK) are semi-crystalline thermoplastic polymers which exhibit excellent mechanical, thermal and electrical properties. They belong to the high-performance polymer family of poly(aryl-ether-ketone) (PAEK). PEK has a relatively higher melting temperature (Tm) than that of PEEK. Similar to other polymers, they exhibit high coefficient of thermal expansion (CTE), low stiffness, and low thermal conductivity. However, a low CTE and a high thermal conductivity are desirable for mitigating the thermal expansion mismatch between the bonded substrates in electronic packaging. A decrease in linear CTE and increase in thermal conductivity depends upon the size distribution, volume fraction, intrinsic CTE of the reinforcing particles and the nature of the interface between the particles and the matrix [1]. Goyal et al. reported a decrease in linear CTE from 58 × 10−6 °C−1 for the neat PEEK to 22 × 10−6 °C−1 for PEEK/43 vol% Al2O3 composite and to 23 × 10−6 °C−1for PEEK/12 vol% Al2O3 nanocomposite [2]. Similarly, PEK/graphene nanoplatelets (GNP) nanocomposites exhibited lower CTE (or better dimensional stability) and higher thermal stability [3]. In addition to this, a significant increase in thermal stability was found for the PEEK/AlN [4] and PEEK/ZnO [5]. The addition of carbon nanotube (CNT) [6] and carbon nanofiber (CNF) [7] into the PEEK improved mechanical properties significantly. Along with thermal properties, enhanced electronic and dielectric properties can be obtained by combining different types of polymers with oxides and carbon-based materials which have earned great technological interest in recent years [8, 9]. The addition of second phase particles may significantly improve the properties of composites [10, 11]. However, the cost of pure ceramics, GNP, CNT, CNF etc. is challenging and hence there is a need for low-cost reinforcements.
For the last few decades, fly ash (FA) powder has attracted researcher’s attention towards use of low-cost FA as reinforcements in the polymer and metal matrix composites. FA is a particulate waste generated by combustion of coal in thermal power plants and forms about more than 40% of total waste from coal combustion. In India, primarily electricity-producing plants are coal-based, resulting in abundant availability of FA which is further utilized in various applications like manufacturing of cement, soil stabilization, mineral and structural filler for asphalt road, geopolymers, waste treatment etc. However, a large portion of produced FA still remains unused and thus [12,13,14], it can be utilized as a cost effective reinforcement in the composites. The use of FA can add value to this waste and benefit the environment. FA primarily consisting of silica, alumina and iron oxides. The oxides and their precursors can be synthesized via different methods like sol-gel, hydrothermal, co-precipitation etc [15, 16]. FA particles are obtained as by-products from thermal power plants in hollow and solid forms. Hollow FA particles termed as cenospheres possess a low density [17,18,19,20], while solid FA particles are denser. Due to presence of oxides precursors in FA, it is expected that the FA has lower CTE and better thermal conductivity. Recently, it was reported that the addition of 20–25 wt% FA doubled the modulus of PEEK [21, 22] due to increased interfacial interaction between the FA and the PEEK [23]. The addition of 20 wt% FA enhanced flame retardancy of LDPE/FA [24] and epoxy/FA composites [25]. Nevertheless, 20–25% halogen compound are used as fire retardant for the epoxy/glass laminates in electronic applications. The selection of FA as reinforcement may eliminate the need to use the halogen compounds which are not only dangerous to human and environment but they also impair mechanical and dielectric properties of materials [26]. It is well established that the addition of ceramics into the polymer matrix, owing to their higher polarizability, increases the dielectric constant and dielectric loss. Being a mixture mainly of silica, alumina and iron oxide, FA also exhibit higher polarizability. Though various oxides like ferrites have shown excellent electronic properties and are known to have applications in the electronic and biomedical fields [27,28,29,30], the use of FA gives advantage of waste-management and low-cost composites. It is also expected to further enhance the composite properties with FA reinforcement due to presence of second phases of FA which is a mixture of various oxides.
Compared to PEEK, PEK exhibits high Tm(~ 367 °C vs. ~ 343 °C for neat PEEK) and high glass transition temperature (Tg). Furthermore, PEK exhibits excellent chemical resistance and fire retardancy property which makes it very attractive as a substitute of commercial material in electronics and aerospace sectors. However, similar to PEEK, PEK is an expensive polymer, i.e., the price of neat PEK is about 150 $/kg, thus significantly increasing the manufacturing cost of its components. Therefore, there is a demand to use minimum 20–30 wt% FA powder as a reinforcement and thus, producing low-cost PEK/FA composites compared to neat PEK. Nevertheless, the price of FA is less than one-hundredth of the cost of neat PEK.
In this work, an effort has been made to reinforce 0–50 wt% FA particles into the PEK matrix using planetary ball mill followed by hot pressing. The resultant composites were tested for their CTE, thermal conductivity, thermal stability, and dielectric properties. Moreover, the dispersion of FA particles in the matrix was examined by scanning electron microscope. It was found that the composites exhibited remarkable improvement in the CTE and the thermal conductivity with a minimal increase in dielectric constant and dissipation factor.
2 Materials and Experimental procedure
2.1 Materials
Commercial PEK powder (Grade 1100PF) supplied by Gharda Chemicals Ltd. Mumbai, India, under the trade name G-PAEK™ was used as the matrix material in the present work. FA powder (used as reinforcement) is not synthesized by any method given in literature [15, 16], but was supplied by M/s JSW Energy Plant, Barmer, India, and was used in its as-received condition.
2.2 Fabrication of PEK/FA composites
As-received PEK and FA powders were blended mechanically using a high-energy planetary mono ball mill (Fritsch Pulverisette 6) for 5 h at 300 rpm to obtain a homogeneous mixture. The different weight proportions of FA reinforcements used in the present study were 10, 30, and 50 wt%. Ball milling was done at room temperature in the dry state with a ball to powder ratio (BPR) of 10:1 using tungsten carbide vial and balls. The expected rise in temperature inside the vial due to continuous running was taken care of by providing a pause time of 30 min after every 1 h milling cycle (intermittently) for an effective milling time of 5 h. Further, there are minimal possibilities of entrapment of moisture from the atmosphere during its storage and handling. Hence, vacuum drying was carried out for 2 h at 200 °C (~ 500 mm Hg) for the removal of volatile material and moisture content. Pellets of different diameters and heights were prepared by hot compaction of these powders at a temperature of 380 ± 5 °C under a load of 30 MPa using a 15T hot compaction machine (Kimaya Engineering, Thane, India). A dwell time of 30 min was provided before cooling the compacted pellets to 130 °C (< Tg). Different dimensions of the pellets were fabricated for various testing. The fabricated composites containing 0, 10, 30, and 50 wt% FA powder were represented as FA-X, where X indicates wt% of FA in the PEK (Table 1). The volume fraction for a given weight fraction was determined using Equation; Vf = Wf/[Wf + Wm.ρf /ρm], where Vf, Wf,Wm, ρf and ρm are the volume fraction of FA particles, weight fraction of FA particles, weight fraction of the PEK matrix, density of FA particles and density of the PEK matrix, respectively. The ρf and ρm have been experimentally determined.
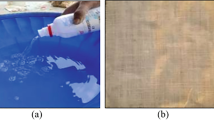
Since, there was large variation in the values of density and CTE of the FA reported in literature, theoretical density and CTE of the FA pellet was determined for the pellet fabricated experimentally. Pellets of FA were fabricated using polyvinyl alcohol (PVA) as a binder for the FA pellet. 20 gm of FA was taken in 100 ml of deionized water and sonicated using ultrasonicator (LMUC-2 A) for 30 min at room temperature. 1 wt% (0.2 gm) of PVA was added and sonicated further for 10 min at room temperature. The mixture was stirred at 300 rpm and 150 °C until a thick viscous paste was obtained. Subsequently, this paste was spread on a glass plate and dried in a vacuum oven at 150 °C (~ 500 mm Hg) for 2 h for complete removal of the solvent. The resultant film was used for preparing the FA pellets using hot compaction, at a temperature of 150 ± 5 °C under a load of 30 MPa as mentioned earlier. Finally, the prepared PVA/FA pellets were heated at a temperature of 700 °C for 6 h to remove PVA completely [31,32,33]. The resultant pellet was coded as FA100 and its density, CTE and dielectric constant was measured.
2.3 Characterizations
2.3.1 Microstructural characterization and EDS analysis
3 mg of as-received FA was suspended in an ethanol in an Eppendorf tube using ultra sonicator (LMUC-2 A). Subsequently, a couple of drops were placed on a glass slide and dried for microscopic study. The particle size distribution of the FA suspended in an ethanol was done using Zetasizer Nano ZSP (ZEN 5600). The PEK/FA composite pellets were cut into the required size across the cross-section and polished. Thereafter, a gold coating on the surface of composite pellets and FA powder was done using a plasma sputter (QuorumQ150T ES). Field Emission Scanning Electron Microscope (FE-SEM, Nova Nanosem 450) equipped with EDS (Bruker) was used to investigate the morphology of FA powder and its dispersion in the matrix.
2.3.2 Density measurement
The experimental density of the neat FA100 pellet and neat PEK (or FA0) was measured using Archimedes principle with ethanol (density = 0.79 g/cm3) as the immersion medium. The average reading of two samples of FA100 and FA0 was found 2.37 g/cm3 and 1.27 g/cm3, respectively. These values were used for calculating theoretical density of the composites using the rule of mixture (ROM), \({\rho }_{c}={V}_{m}{\rho }_{m}+ {V}_{f}{\rho }_{f}\), and the experimental density was determined using Archimedes Principle.
2.3.3 XRD/XRF analysis
XRD patterns of FA0 (i.e., neat PEK), FA10, FA30 and FA100 were recorded on Bruker (D8 Advance) with Cu Kα radiation (λ = 1.54) for angular 2θ ranging from 10° to 90° with scan rate of 0.01°/s operated at 40 kV and 40 mA. The obtained peaks were indexed using JCPDS file as the reference. The chemical composition of the FA was analysed by X-ray Fluorescence (XRF) (Supermini 200 Rigaku Corporation, Japan) spectrometer.
2.3.4 Thermal properties
Thermal properties of the composites were studied using differential scanning calorimetry (DSC), thermo-gravimetric analyser (TGA), dilatometer and thermal conductivity meter. DSC was performed to determine the transition temperatures (recrystallization temperature and melting temperature) of the composites using DSC (NETZSCH STA 449 F3) in nitrogen atmosphere. Samples placed in an aluminium pan were heated from 30 ºC to 400 °C at a heating rate of 10 °C/min and then cooled to room temperature at a cooling rate of 10 °C/min, followed by the second heating cycle. The data from the first cooling and second heating was considered for further analysis. Thermal stability and derivative weight of the composites were carried out using a TGA (Perkin Elmer STA 6000/8000) in nitrogen atmosphere. A crucible containing 10–15 mg of the sample was heated at a rate of 10 °C/min from 50 to 850 °C. Temperature corresponding to 10% weight loss was represented as degradation temperatures (T10). The first-order derivative of the TGA curve (i.e., DTG) was used to find out the maximum decomposition temperature (Tmax). The out-of-plane linear CTE of the composites (8 mm diameter × 15 mm thickness) after annealing [2] was determined using a dilatometer (NETZSCH DIL 402 C). The CTE was determined over the temperature range of 30 to 300 °C at a heating rate of 5 °C/min in an argon environment. Thermal conductivity was measured in hot disk transient plane sources (TPS 500, A.B., Gothenburg, Sweden) using a plane bifilar spiral pattern hot disk sensor placed between two identical composites of cylindrical shape (13 mm diameter ×10 mm thickness). By applying a stepwise current to this hot disk sensor, joule heating was generated, which resulted in a subsequent increase in temperature of the sensor and thus, the sample. The sensor’s temperature increases as a function of time when a known amount of power was supplied. The thermal conductivity was calculated using equation, \(q\frac{\varDelta x}{\varDelta t}\), where, q is heat flux (W/m2), \(\varDelta x\) is thickness (in meter) and \(\varDelta t\) is the temperature difference (in Kelvin).
2.3.5 Dielectric properties
Dielectric properties of the samples were measured over a frequency range of 1 kHz to 10 MHz using precision impedance analyser (Wayne Kerr 6500B) at room temperature. The detailed procedure of measuring the dielectric properties is discussed elsewhere [1].
3 Results and discussion
3.1 Morphology
FA powder was investigated for its morphology using FE-SEM. Figure 1a shows FE-SEM image of the as-received FA. The particles were observed to be quite irregular with plate-like structure. The plate-like morphology of the particles is associated with high surface energy which may lead to the formation of aggregates. The width of FA particles was in the range of 0.5–2 μm whereas the thickness was less than 100 nm. The same can be seen from the particle size distribution of FA (Fig. 1b) which revealed the particle size in the range of 1–3 μm with an average particle size of 1.74 μm. The average crystallite size and their distribution is important in governing the properties of oxide precursors and oxides reinforced polymer composites. The dependency on the nano and micro size crystallites with wide distribution spectrum on oxides has been analyzed by various researchers [34, 35].
Energy Dispersive Spectroscopy (EDS) gave the elemental composition of as-received FA. “Spot mode” which focuses the beam on a specific location was used to obtain elemental details of FA. Figure 1c, depicts the leading elements of fly ash, including Oxygen, AluminIum, Silicon, Calcium, and Sodium (O, Al, Si, Ca, Na), which were present in the form of oxide (verified from XRF), and the same has been tabulated in Table 2.

a SEM image, b histogram of particle size distribution, and c EDS image of FA powder
Figure 2a–d shows FE-SEM image of the cross-sections of the composites containing 10 wt% and 50 wt% FA. It can clearly be observed that the FA particles were uniformly dispersed in the matrix (Fig. 2a and c). The light gray patches represented FA particles in the dark gray matrix. Number of FA particles present per unit area is lesser in FA10 (Fig. 2a) than that of FA50 (Fig. 2c), and the inter-particle distance decreases tremendously with increasing FA content from 10 wt% (or FA10) to 50 wt% (or FA50). Higher magnification images are shown in the Fig. 2b and d revealing a good interfacial bonding between the FA particles and PEK matrix. Additionally, some FA aggregates associated with pores were also observed in the FA50 which were expected due to the higher surface energy of FA particles.

SEM image of the cross-section of the composites pellet: a and b FA10 and c and d FA50
3.2 Density
Figure 3 shows variation in the theoretical density and experimental density of the composites with increasing FA content. The experimental density increased linearly with increasing FA content and exhibited a good agreement with theoretical densities. This can be attributed primarily to a good interfacial bonding between the FA particles and the PEK matrix as observed from FE-SEM images. It is expected that these composites have a very low porosity content. A similar observation was reported by Goyal et al. [36] and Bakar et al. [37].

Theoretical and experimental densities of the PEK/FA composites
3.3 XRD analysis
Figure 4 shows the x-ray diffraction patterns of neat PEK (FA0), neat FA powder (FA100) and their composites reinforced with 10 wt% FA (FA10) and 30 wt% FA (FA30). The diffraction pattern of FA0 showed characteristic diffraction peaks at 2θ = 18.82°, 20.76°, 23.03° and 28.82°, which corresponds to diffraction planes (110), (111), (012), and (221), respectively [38, 39]. For FA0, broader diffraction peaks are observed as a result of superimposing of diffraction peaks from the crystalline and amorphous fractions of the PEK. FA100 exhibited multiple diffraction peaks corresponding to crystalline phases of silica (JCPDS file # 00-033-1161), anhydrite (CaSO4) (JCPDS file # 01-074-2421) and aluminium calcium oxide (ACO) (JCPDS file # 00-006-0495). Weak diffraction peaks from the hematite (JCPDS file # 01-079-0007) can also be seen. However, these weak diffraction peaks are not indexed. From the diffraction pattern of FA10 and FA30, it can be observed that both PEK and FA constituents are visible. Additionally, it is observed that the intensity of FA diffraction peaks increases as the content of FA increases. However, absence of new diffraction peaks indicates that the addition of FA does not affect the morphology of the PEK. Additionally, the chemical composition of the FA powder was determined from XRF which indicated presence of SiO2 (32.7%), CaO (26.45%), Al2O3(25.83%), SO3 (5.01%), Fe2O3 (3.20%), TiO2 (2.11%), and trace amounts of Na2O, MgO and Cl.

XRD pattern of neat PEK (FA0), FA powder (FA100) and their composites
3.4 Differential scanning calorimetry (DSC)
The non-isothermal crystallization behavior of the PEK/FA composites was studied using DSC to determine the effect of FA particles on the melting temperature (Tm), onset crystallization temperature (Ton) and crystallization temperature (Tc) of the composite. Figure 5a and b shows the heating and cooling cycles, respectively. The melting temperature of the PEK obtained from the heating curve was about 361 °C which is very close to the reported value [6]. Further, no change in the Tm of the FA10 (362 °C) and FA30 (362 °C) was recorded. A similar trend in Tm for the PEEK/aluminIum nitride [4], polypropylene/carbon black [40] and PET/silica [41] composites was reported in literature. The half time (t1/2) of non-isothermal crystallization temperature was evaluated using Equation; \(t_{{1/2}} = \left( {T_{{on}} - T_{c} } \right)/rate\,of\,cooling\). It can be seen from Table 3 that the t1/2 value of the composites increased with FA content with respect to neat PEK indicating that the FA particles retard the crystallization rate. The decrease in Tc may be attributed to the restricted chain mobility of the PEK from the FA particles [42].

DSC of the PEK/FA composites during a heating and b cooling cycle
3.5 Thermogravimetric analysis (TGA)
Effect of FA particles on the thermal stability of the PEK in nitrogen atmosphere was investigated using a TGA. Figure 6a and b shows residual weight (%) and derivative weight of the composites, respectively, as a function of temperature. When a significant weight loss begins, there is a sharp increase in the derivative, which then reaches a maximum rate of weight loss. After the maximum, the derivative curves tend to level off slightly. It can be observed that FA0 as well as all the PEK/FA composites exhibit single-stage thermal decomposition.

a TGA and b DTG curves for the PEK, FA10, FA30 and FA50 composites
From Fig. 6a, it can be noted that FA0 shows a T10 at 564 °C, which corresponds to the start of decomposition of PEK. The onset temperatures for FA10, FA30 and FA50 are 551 °C, 554 °C and 547 °C, respectively (Table 4). The Tmax for the FA0 is 578 °C, which is decreased to 554 °C, 558 °C and 550 °C for FA10, FA30 and, FA50, respectively. In contrast to this, several polymer matrix composites/nanocomposites have shown an increase in T10 and Tmax due to strong interaction and/or interfacial bonding between the matrix and the reinforcements [4, 5]. Compared to the FA0, the lower thermal stability of the PEK/FA composites may be expected due to loss of interfacial bonding at the elevated temperature (above 500 °C) occurring between the PEK and FA particles. The char yield determined at 850 °C for the FA0 is 56.80% and increased to 71.90% for the FA50. The increase in the char yield for the composites compared to FA0 is expected due to the presence of thermally stable oxides (like SiO2, Al2O3, CaO etc. as confirmed from XRF/XRD) in FA particles which act as barrier for the escape of decomposed PEK products [4].
3.6 Coefficient of thermal expansion (CTE)
For designing composite, dimensional stability (or inverse of CTE) is a very important property. Lowering CTE of the composites by adding FA is the intended drive to reduce the thermal mismatch between the dissimilar materials. Figure 7a shows the thermal strain of the PEK/FA composites as a function of temperature. It can be noted that the rate of thermal strain for the composites increases with increasing temperature due to increasing vibration of (i) PEK macromolecules and (ii) ions of FA particles, but the total strain decreases with increasing FA content in the matrix. It is due to fact that the thermal strain of FA over the temperature range of 30–300 °C is about 0.2% only [43] which is much lower than that of one-tenth of neat PEK. In other words, neat PEK exhibits thermal strain of 2.5% over the same temperature range (i.e., 30–300 °C). For the composites, there is a significant reduction in thermal strain, i.e., from 2.5% for the neat PEK (FA0) to 1.8% for the 50 wt% composite (FA50), thus causing a significant improvement in dimensional stability. The CTE of the composites can be determined from the slope of the curve between the thermal strain and temperature [44]. From the intersection of the tangents drawn on a curve “thermal strain versus temperature” a Tg of about 160 °C was obtained. Below Tg (i.e., 60–130 °C), about 34% decrease in CTE was observed, i.e., the CTE decreased from 52.9 × 10−6/°C for FA0 to 35.1 × 10−6/°C for FA50. For temperature higher than Tg (i.e., 200–270 °C), a decrease in CTE of the composites was also found, i.e., the CTE decreased from 137.5 × 10−6/°C for the FA0 to 102.0 × 10−6/°C for the FA50.

a Thermal strain vs. Temperature and b CTE vs. volume % of FA in the PEK
A significant reduction in CTE of the composites could be attributed to the lower intrinsic CTE of the FA (vs. 53 × 10−6/°C for neat PEK) [45, 46]. The presence of FA particles into the matrix hinder the mobility of PEK molecular chains and thus, reduces the CTE [2]. As shown in SEM images, a good interaction between the FA particles and the PEK yielded a decrease in the mobility of the polymeric chain and thus reduced free volume of the PEK [1]. Additionally, the theoretical CTE of the composites (αc) can be determined from the RoM using Equation; \({\alpha }_{c}={V}_{m}.{\alpha }_{m}+ {V}_{f}.{\alpha }_{f},\) where, \({\alpha }_{m}\) and \({\alpha }_{f}\) are the CTEs of the matrix and the FA, respectively.The experimental CTE values of FA pellet determined from the plot between the thermal strain and temperature over the temperature range of 60 °C–130 °C and 200 °C–270 °C are 4.5 × 10−6 /°C and 9.7 × 10−6/°C, respectively. Below Tg, Fig. 7b shows a good correlation between the experimental CTEs and the theoretical CTEs indicating that FA particles are effective in reducing the CTE with respect to neat PEK. Above Tg, the experimental CTE values of the composites with FA less than 5.6 vol% are very close to the theoretical CTEs. However, beyond 5.6 vol% FA the experimental CTEs deviate towards higher CTEs than the theoretical CTEs. This indicates that the FA particles are less effective in reducing the CTEs of the composites above Tg compared to below Tg. A comparison of experimental CTE and theoretical CTE of the PEK/FA composites is shown in Table 5.
3.7 Thermal conductivity
As shown in Fig. 8, the thermal conductivity of the PEK/FA composites measured at room temperature increases with FA content in the PEK. A gradual increasing trend in thermal conductivity was recorded after 5.6 vol% (or 10 wt%) FA. An increase of nearly 1.5 times of thermal conductivity of FA50 compared to FA0 was obtained. This increase in thermal conductivity may be attributed to the higher thermal conductivity of FA (1.694 W/mK) [47], which is 6 times the intrinsic thermal conductivity of the PEK matrix (0.287 W/mK) at room temperature. A similar trend was reported for the epoxy/silica [46] and HDPE/FA composites [48]. It is well known that complex 3d-metal oxides can have oxygen deficiency and excess during synthesis. This change in oxygen content significantly affects the conductivity and electronic properties of the materials [49, 50]. In case of composites, the interactions of reinforced oxides among themselves and with the matrix plays dominant role in governing the final properties of composite materials. A significant improvement in thermal conductivity of the PEK/FA composites may be attributed to the tendency of forming a 3-dimensional network of FA particles [51] in the matrix which probably makes easy path to the flow of phonons.

Thermal conductivity of the PEK/FA composites as a function of FA content
3.8 Dielectric properties
Figure 9a and b shows the variation in the dielectric constant of the PEK/FA composite with increasing frequency and FA content, respectively. The dielectric constant of the neat PEK (FA0) and its composites with FA content up to 30 wt% (or 18.68 vol%) is almost independent of increasing frequency which may be attributed to the dominant role of non-polar PEK fraction in the composites. For a given frequency, the dielectric constant of the composites is higher than that of neat PEK, i.e., the dielectric constant of the composites increases marginally with increasing FA content. It is due to higher value of dielectric constant (i.e., 10 @ 1 kHz) for the FA [52] than that of neat PEK (i.e., 3.2 @ 1 kHz). At 1 kHz and room temperature, the dielectric constant of 50 wt% (34.89 vol %) FA filled composite (i.e., FA50) is 8.3 and decreased to 5.5 at 10 MHz indicating dominating role of ionic FA compared to neat PEK. This is due to relaxation of interfacial polarization (or Maxwell-Wagner-Sillars effect) [53,54,55]. A similar trend was reported for the epoxy/FA composites [20]. Fig. 10a and b demonstrates the change in dissipation factor (tan δ) as a function of frequency and FA content, respectively, for the composites. It increases marginally but remains less than 0.0245 when FA content increases to 30 wt% (or 18.68 vol%). However, when the FA content increases to 50 wt% (or 34.89 vol%), the tan δ increases to 0.27 at 1 kHz which decreases to one-tenth (i.e., 0.027) at 10 MHz. Composite with 50 wt% FA exhibited higher value of tan δ due to the pores and formation of FA aggregates as confirmed from SEM images which probably lead to higher interfacial polarization [56,57,58].

Variation in dielectric constant as a function of a frequency and b FA content for the PEK/FA composites

Variation in dissipation factor as a function of a frequency and b FA content for the PEK/FA composites
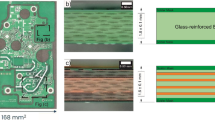
Table 6 shows comparison of dielectric and thermal properties of the PEK/FA composites with the values reported for epoxy/E-glass laminates (FR-4) and other composite systems. The dielectric constant and tan δ of the PEK/FA composite (FA30) are comparable to that of commercial FR-4. Additionally, PEK/FA composites exhibited thermal stability about 554 °C which is significantly higher than that of reported value of FR-4 (i.e., 326 °C) [1]. Furthermore, FA30 has shown better thermal conductivity and lower CTE (or better dimensional stability) and thus, making them useful as high temperature alternative printed circuit board materials. In contrast to about 20% halogen compounds added to the commercial FR-4, the fabricated PEK/FA composites are self-fire retardant.
4 Conclusions
Environment friendly composites based on PEK as matrix and fly ash particles as reinforcement were fabricated by a ball mill followed by hot pressing. Composites exhibited a remarkable improvement in the dimensional stability and thermal conductivity with a minor increase in dielectric constant and dissipation factor. The thermal stability and char yield of the composites were found significantly higher than that of commercial FR-4. A significant decrease in linear CTE of the 30 wt% and 50 wt% composites was attributed to the better dispersion of fly ash particles in the matrix and a good interface between the fly ash and matrix as confirmed by SEM. This resulted in a decreased mobility of macromolecular chains and their free volume. The thermal conductivity of the composites increased up to 53% compared to neat PEK. The dielectric constant and tan δ of the composite are comparable to that of commercial FR-4. Additionally, the PEK/fly ash composites exhibited thermal stability about 554 °C which is significantly higher than that of reported value of FR-4 (i.e., 326 °C). Based on the experimental data, there is no hesitation in recommending PEK/fly ash composite as an alternative material for the high temperature printed circuit board or di substrate.
Data availability
All data generated during study are included in this article.
References
V. Balaji, A.N. Tiwari, R.K. Goyal, Study on high-performance poly(etheretherketone)/ Si3N4 nanocomposites: new electronic substrate materials. Polym. Eng. Sci. 51, 509–517 (2011). https://doi.org/10.1002/pen.21837
R.K. Goyal, A.N. Tiwari, U.P. Mulik, Y.S. Negi, Thermal expansion behaviour of high performance PEEK matrix composites. J. Phys. D Appl. Phys. (2008). https://doi.org/10.1088/0022-3727/41/8/085403
S.D. Bhosale, S.D. Gaikwad, R.D. Gadve, R.K. Goyal, Synergistic effects of graphene nanoplatelets on X-Band electromagnetic interference shielding, thermal expansion and thermal stability of poly(Ether-Ketone) based nanocomposites. Mater. Sci. Eng. B Solid-State Mater. Adv. Technol. 265(January), 115038 (2021). https://doi.org/10.1016/j.mseb.2020.115038
R.K. Goyal, Y.S. Negi, A.N. Tiwari, Preparation of high performance composites based on aluminum nitride/poly(ether-Ether-Ketone) and their properties. Eur. Polym. J. 41(9), 2034–2044 (2005). https://doi.org/10.1016/j.eurpolymj.2005.04.009
D. Vaishnav, R.K. Goyal, Thermal and dielectric properties of high performance polymer/ZnO nanocomposites. IOP Conf. Ser. Mater. Sci. Eng. 64(1), 1–10 (2014). https://doi.org/10.1088/1757-899X/64/1/012016
M. Tiwari, R.D. Gadve, R.K. Goyal, Effect of bamboo-like carbon nanotubes on morphology, electrical properties, and thermal conductivity of poly(Ether-Ketone) Matrix Nanocomposites. Polym. Plast. Technol. Mater. 60, 1292–1307 (2021). https://doi.org/10.1080/25740881.2021.1888991
J. Sandler, P. Werner, M.S.P. Shaffer, V. Demchuk, V. Altstädt, A.H. Windle, Carbon-nanofibre-reinforced poly(Ether Ether Ketone) composites. Compos. Part. A Appl. Sci. Manuf. 33(8), 1033–1039 (2002). https://doi.org/10.1016/S1359-835X(02)00084-2
O.S. Yakovenko, L.Y. Matzui, L.L. Vovchenko, V.V. Oliynyk, V.V. Zagorodnii, S.V. Trukhanov, A.V. Trukhanov, Electromagnetic properties of carbon nanotubes / BaFe12-xGaxO19 / epoxy composites with random and oriented filler distribution. Nanomaterials. 11, 2873 (2021). https://doi.org/10.3390/nano11112873
A.V. Trukhanov, D.I. Tishkevich, S.V. Podgornaya, E.Y. Kaniukov, M.A. Darwish, T.I. Zubar, A.V. Timofeev, E.L. Trukhanova, V.G. Kostishyn, S.V. Trukhanov, Impact of the nanocarbon on magnetic and electrodynamic characteristics of the ferrite/polymer composites. Nanomaterials. 12, 868 (2022). https://doi.org/10.3390/nano12050868
M.A. Almessiere, A.V. Trukhanov, Y. Slimani, K.Y. You, S.V. Trukhanov, E.L. Trukhanova, F. Esa, A. Sadaqat, K. Chaudhary, M. Zdorovets, A. Baykal, Correlation between composition and electrodynamics properties in nanocomposites based on hard/soft ferrimagnetics with strong exchange coupling. Nanomaterials. 9, 202 (2019). https://doi.org/10.3390/nano9020202
A.L. Kozlovskiy, M.V. Zdorovets, Effect of doping of Ce4+/3 + on optical, strength and shielding properties of (0.5–x) TeO2-0.25MoO-0.25Bi2O3-xCeO2 glasses. Mater. Chem. Phys. 263, 124444 (2021)
P.R.S. Kumar, S. Kumaran, T.S. Rao, S. Natarajan, High temperature sliding wear behavior of Press-Extruded AA6061/Fly Ash Composite. Mater. Sci. Eng. A 527(6), 1501–1509 (2010). https://doi.org/10.1016/j.msea.2009.10.016
S. Zahi, A.R. Daud, Fly Ash characterization and application in Al-based mg alloys. Mater. Des. 32(3), 1337–1346 (2011). https://doi.org/10.1016/j.matdes.2010.09.021
A. Yousuf, S.O. Manzoor, M. Youssouf, Fly ash: production and utilization in India - an overview. J. Mater. Environ. Sci. 11(6), 911–921 (2020)
K.K. Kadyrzhanov, D.I. Shlimas, A.L. Kozlovskiy, M.V. Zdorovets, Research of the shielding effect and radiation resistance of composite CuBi2O4 films as well as their practical applications. J. Mater. Sci.: Mater. Electron. 31, 11729–11740 (2020). https://doi.org/10.1007/s10854-020-03724-w
R.E. El-Shater, H. El Shimy, S.A. Saafan, M.A. Darwish, D. Zhou, A.V. Trukhanov, S.V. Trukhanov, F. Fakhry, Synthesis, characterization, and magnetic properties of Mn nanoferrites. J. Alloys Compd. 958, 166954 (2022)
P.K. Rohatgi, N. Gupta, S. Alaraj, Thermal expansion of aluminum-fly Ash cenosphere composites synthesized by pressure infiltration technique. J. Compos. Mater. 40(13), 1163–1174 (2006). https://doi.org/10.1177/0021998305057379
M.V. Deepthi, M. Sharma, R.R.N. Sailaja, P. Anantha, P. Sampathkumaran, S. Seetharamu, Mechanical and thermal characteristics of high density polyethylene-fly ash cenospheres composites. Mater. Des. 31(4), 2051–2060 (2010). https://doi.org/10.1016/j.matdes.2009.10.014
H.T.B.M. Petrus, M. Olvianas, W. Suprapta, F.A. Setiawan, A. Prasetya, F. Sutijan; Anggara, Cenospheres characterization from indonesian coal-fired power plant fly ash and their potential utilization. J. Environ. Chem. Eng. 8(5), 1–9 (2020). https://doi.org/10.1016/j.jece.2020.104116
Z. Dou, G. Wu, X. Huang, D. Sun, L. Jiang, Electromagnetic shielding effectiveness of aluminum alloy-fly ash composites. Compos. Part. A Appl. Sci. Manuf. 38(1), 186–191 (2007). https://doi.org/10.1016/j.compositesa.2006.01.015
M.R. Parvaiz, S. Mohanty, S.K. Nayak, P.A. Mahanwar, Polyetheretherketone (PEEK) composites reinforced with fly ash and mica. J. Min. Mater. Charact. Eng. 09(01), 25–41 (2010). https://doi.org/10.4236/jmmce.2010.91003
M.R. Parvaiz, P.V. Thorat, P.V. Mahanwar, Dynamic mechanical analysis and morphological studies of fly Ash/Mica Reinforced Poly(ether- Ether-Ketone)-based hybrid composites. Polym. Compos. 35, 68–78 (2014). https://doi.org/10.1002/pc.22635
M.R. Parvaiz, S. Mohanty, S.K. Nayak, P.A. Mahanwar, Effect of Surface modification of fly Ash on the Mechanical, Thermal, Electrical and Morphological Properties of Polyetheretherketone Composites. Mater. Sci. Eng. A 528, 4277–4286 (2011). https://doi.org/10.1016/j.msea.2011.01.026
A. Porabka, K. Jurkowski, J. Laska, Fly ash used as a reinforcing and flame-retardant filler in low-density polyethylene. Polimery. 60, 251–257 (2015)
T.A. Nguyen, Q.T. Nguyen, X.C. Nguyen, V.H. Nguyen, Study on fire resistance ability and mechanical properties of composites based on epikote 240 epoxy resin and thermoelectric fly ash: an eco-friendly additive. J. Chem. 2019, 2635231 (2019)
M. Soyama, K. Inoue, M. Iji, Flame retardancy of polycarbonate enhanced by adding fly ash. Polym. Adv. Technol. 18, 386–391 (2007)
A.V. Trukhanov, V.G. Kostishyn, L.V. Panina, V.V. Korovushkin, V.A. Turchenko, P. Thakur, A. Thakur, Y. Yang, D.A. Vinnik, E.S. Yakovenko, L.Y. Matzui, E.L. Trukhanova, S.V. Trukhanov, Control of electromagnetic properties in substituted M-type hexagonal ferrites. J. Alloys Compd. 754, 247–256 (2018). https://doi.org/10.1016/j.jallcom.2018.04.150
M.V. Zdorovets, A.L. Kozlovskiy, D.I. Shlimas, D.B. Borgekov, Phase transformations in FeCo - Fe2CoO4/Co3O4-spinel nanostructures as a result of thermal annealing and their practical application. J. Mater. Sci.: Mater. Electron. 32, 16694–16705 (2021). https://doi.org/10.1007/s10854-021-06226-5
K. Dukenbayev, I.V. Korolkov, D.I. Tishkevich, A.L. Kozlovskiy, S.V. Trukhanov, Y.G. Gorin, E.E. Shumskaya, E.Y. Kaniukov, D.A. Vinnik, M.V. Zdorovets, M. Anisovich, A.V. Trukhanov, D. Tosi, C. Molardi, Fe3O4 nanoparticles for complex targeted delivery and boron neutron capture therapy. Nanomaterials. 9, 494 (2019). https://doi.org/10.3390/nano9040494
M.A. Almessiere, A.V. Trukhanov, F.A. Khan, Y. Slimani, N. Tashkandi, V.A. Turchenko, T.I. Zubar, D.I. Tishkevich, S.V. Trukhanov, L.V. Panina, A. Baykal, Correlation between microstructure parameters and anti-cancer activity of the [Mn0.5Zn0.5](EuxNdxFe2-2x)O4 nanoferrites produced by modified sol-gel and ultrasonic methods. Ceram. Int. 46, 7346–7354 (2020). https://doi.org/10.1016/j.ceramint.2019.11.230
H. Yang, S. Xu, L. Jiang, Y. Dan, Thermal decomposition behavior of Poly (Vinyl Alcohol) with different hydroxyl content. J. Macromol. Sci. Part. B Phys. 51, 464–480 (2012). https://doi.org/10.1080/00222348.2011.597687
Z. Peng, L.X. Kong, A thermal degradation mechanism of polyvinyl Alcohol/Silica nanocomposites. Polym. Degrad. Stab. 92, 1061–1071 (2007). https://doi.org/10.1016/j.polymdegradstab.2007.02.012
F. Reguieg, L. Ricci, N. Bouyacoub, M. Belbachir, M. Bertoldo, Thermal characterization by DSC and TGA analyses of PVA hydrogels with organic and sodium MMT. Polym. Bull. 77, 929–948 (2020). https://doi.org/10.1007/s00289-019-02782-3
S.V. Trukhanov, Investigation of stability of ordered manganites. J. Exp. Theor. Phys. 101, 513–520 (2005). https://doi.org/10.1134/1.2103220
A.L. Kozlovskiy, A. Alina, M.V. Zdorovets, Study of the effect of ion irradiation on increasing the photocatalytic activity of WO3 microparticles. J. Mater. Sci.: Mater. Electron. 32, 3863–3877 (2021). https://doi.org/10.1007/s10854-020-05130-8
R.K. Goyal, Y.S. Negi, A.N. Tiwari, High performance polymer composites on PEEK reinforced with aluminum oxide. J. Appl. Polym. Sci. 100, 4623–4631 (2006). https://doi.org/10.1002/app.23083
M.S. Abu Bakar, P. Cheang, K.A. Khor, Thermal processing of hydroxyapatite reinforced polyetheretherketone composites. J. Mater. Process. Technol. 89–90, 462–466 (1999). https://doi.org/10.1016/S0924-0136(99)00060-6
A.M. Patki, R.K. Goyal, High performance polyetherketone-hexagonal boron nitride nanocomposites for electronic applications. J. Mater. Sci. Mater. Electron. 30(4), 3899–3908 (2019). https://doi.org/10.1007/s10854-019-00675-9
M.D. Joshi, A. Goyal, S.M. Patil, R.K. Goyal, Tribological and thermal properties of hexagonal boron nitride filled high-performance polymer nanocomposites. J. Appl. Polym. Sci. 133, 1–9 (2016). https://doi.org/10.1002/app.44409
M. Mucha, J. Marszalek, A. Fidrych, Crystallization of isotactic polypropylene containing carbon black as a filler. Polymer (Guildf) 41, 4137–4142 (2000). https://doi.org/10.1016/S0032-3861(99)00706-5
W. Liu, X. Tian, P. Cui, Y. Li, K. Zheng, Y. Yang, Preparation and characterization of PET/Silica nanocomposites. J. Appl. Polym. Sci. 91, 1229–1232 (2004). https://doi.org/10.1002/app.13284
M.R. Parvaiz, P.A. Mahanwar, S. Mohanty, S.K. Nayak, Fabrication of high performance fly Ash/Mica/Poly(Ether-Ether-Ketone) Hybrid Composites. Int. J. Polym. Mater. Polym. Biomater. 60, 75–88 (2011). https://doi.org/10.1080/00914037.2010.504161
M. Kumar, R.K. Goyal, S. Sharma, To be submitted
S.D. Gaikwad, S.V. Dravid, B.U. Sonawane, M. Abraham, R.K. Goyal, Dynamic mechanical and creep properties of poly(Ether Ketone)-graphite nanoplatelet (GNP) Nanocomposites. Polym. Plast. Technol. Mater. 58, 1691–1701 (2019). https://doi.org/10.1080/25740881.2018.1563141
J.Z. Jiang, H. Lindelov, L. Gerward, K. Ståhl, J.M. Recio, P. Mori-Sanchez, S. Carlson, M. Mezouar, E. Dooryhee, A. Fitch et al., Compressibility and thermal expansion of cubic Silicon Nitride. Phys. Rev. B - Condens. Matter. Mater. Phys. 65(16), 1–4 (2002). https://doi.org/10.1103/PhysRevB.65.161202
C.P. Wong, R.S. Bollampally, Thermal, Conductivity, Elastic Modulus, and coefficient of thermal expansion of polymer composites filled with ceramic particles for electronic packaging. J. Appl. Polym. Sci. 74, 3396–3403 (1999)
W. Wang, C. Lu, Y. Li, Q. Li, An investigation on thermal conductivity of fly ash concrete after elevated temperature exposure. Constr. Build. Mater. 148, 148–154 (2017). https://doi.org/10.1016/j.conbuildmat.2017.05.068
S. Baglari, M. Kole, T.K. Dey, Effective thermal conductivity and coefficient of linear thermal expansion of high-density polyethylene - fly ash composites. Indian J. Phys. 85(4), 559–573 (2011). https://doi.org/10.1007/s12648-011-0059-x
S.V. Trukhanov, Magnetic and magnetotransport properties of La1-xBaxMnO3-x/2 perovskite manganites. J. Mat. Chem. 13, 347–352 (2003). https://doi.org/10.1039/b208664f
A. Kozlovskiy, K. Egizbek, M.V. Zdorovets, M. Ibragimova, A. Shumskaya, A.A. Rogachev, Z.V. Ignatovich, K. Kadyrzhanov, Evaluation of the efficiency of detection and capture of manganese in aqueous solutions of FeCeOx nanocomposites doped with Nb2O5. Sensors 20, 4851 (2020). https://doi.org/10.3390/s20174851
M. Moniruzzaman, K.I. Winey, Polymer nanocomposites containing Carbon Nanotubes. Macromolecules. 39(16), 5194–5205 (2006). https://doi.org/10.1021/ma060733p
K. Singh, T. Quazi, S. Upadhyay, P. Sakharkar, Development of low permittivity material using fly ash. Indian J. Eng. Mater. Sci. 12, 345–350 (2005)
G.C. Psarras, Fundamentals of dielectric theories (Elsevier Inc, Amsterdam, 2018)
R.K. Goyal, P. Jadhav, A.N. Tiwari, Preparation and properties of new polyphenylene sulfide/AlN composites for electronic packaging. J. Electron. Mater. 40, 1377–1383 (2011). https://doi.org/10.1007/s11664-011-1520-5
R.K. Goyal, S.D. Samant, A.K. Thakar, A. Kadam, Electrical properties of polymer/expanded graphite nanocomposites with low percolation. J. Phys. D Appl. Phys. (2010). https://doi.org/10.1088/0022-3727/43/36/365404
T. Hu, J. Juuti, H. Jantunen, RF properties of BST -PPS composites. J. Eur. Ceram. Soc. 27, 2923–2926 (2007). https://doi.org/10.1016/j.jeurceramsoc.2006.11.027
M. Valant, D. Suvorov, Microstructural phenomena in low-firing ceramics. Mater. Chem. Phys. 79, 104–110 (2003)
R.K. Goyal, S.S. Katkade, D.M. Mule, Dielectric, mechanical and thermal properties of polymer/BaTiO3 composites for embedded capacitor. Compos. Part. B Eng. 44, 128–132 (2013). https://doi.org/10.1016/j.compositesb.2012.06.019
G. Nasr, T. Mohamed, R. Khalil, Dynamic mechanical and dielectric properties of fly ash/(polystyrene/ low-density polyethylene) composites. Mater. Perform. Charact. 9, 654–664 (2020). https://doi.org/10.1520/MPC20200055
S. Baglari, M. Kole, T.K. Dey, Effective thermal conductivity and coefficient of linear thermal expansion of high-density polyethylene - fly ash composites. Indian J. Phys. 85, 559–573 (2011). https://doi.org/10.1007/s12648-011-0059-x
M.T. Ramesan, Processing characteristics and mechanical and electrical properties of chlorinated styrene-butadiene rubber/fly ash composites. J. Thermoplast Compos. Mater. 28, 1286–1300 (2015). https://doi.org/10.1177/0892705713505611
Acknowledgements
The authors acknowledge M/s Gharda Chemicals Ltd., Thane, Maharashtra and M/s JSW Energy Ltd., Barmer, Rajasthan for donating PEK and fly ash powders, respectively, for the research. MK acknowledges the Ministry of Education, Govt. of India for providing the research scholarship. The authors also acknowledge Dr. Anup Kumar Keshri, Associate Professor, IIT Patna for providing access to the research facilities.
Funding
The authors declare that no funds, grants, or other support were received during the preparation of this manuscript. The authors have no relevant financial or non-financial interests to disclose. All authors have contributed equally.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known potential conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kumar, M., Kumar, A., Goyal, R.K. et al. A novel approach of fabricating low-cost high temperature printed circuit board substrate based on poly(ether-ketone)/fly ash composites. J Mater Sci: Mater Electron 34, 1238 (2023). https://doi.org/10.1007/s10854-023-10634-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10854-023-10634-0