
Abstract
This work reports the use of Bambusa vulgaris bamboo fibers (BF) as a biomass source for obtaining cellulose nanocrystals (CNCs). The fibers were first subjected to an alkali treatment, followed by bleaching and subsequent acid hydrolysis with concentrated sulfuric acid. The materials were chemically characterized according to TAPPI standards. Moreover, their structural, thermal and morphologic characteristics were studied through Fourier transform infrared spectroscopy (FTIR), X-ray diffraction (XRD), thermogravimetric analysis (TGA), differential scanning calorimetry (DSC) and scanning electron microscopy (SEM). FTIR and XRD results demonstrated a reduction in non-cellulosic constituents and an increase in crystallinity after bleaching and acid hydrolysis. TGA and DSC analysis revealed a good thermal stability of CNCs. From SEM and TEM images, defibrillation of the fibers occurred, and the CNCs have a needle/time-like structure with nanometer dimensions. These results confirm the production of CNCs with high potential for application in nanocomposites. These results confirm the production of CNCs with high potential for application in nanocomposites.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Recent global environmental issues have driven researches around the world to look for the development of cleaner, sustainable and ecologically friendly materials. Biomass is a renewable and abundant resource of natural materials that attracted great interest due to the depletion of natural sources and new environmental regulations [1]. Cellulose is the most abundant biopolymer in earth and has attracted considerable attention due to its biodegradability, renewability, sustainability, biocompatibility and possibility of numerous modifications. Due to these characteristics, cellulose has been continuously considered as a green alternative to fossil fuels-based polymers for a wide range of applications [2, 3].
Cellulose can be obtained from different sources, which includes algae, wood pulp, cotton, bamboo, among others [4,5,6]. Among the most desirable non-woody raw materials for the paper industry, bamboo is known as a renewable alternative resource for the production of wood-based cellulose due to its combination of high cellulose content, excellent tensile strength, rapid growth and regrowth, easy propagation and large planting areas in many countries [7, 8]. However, it is still a challenge to isolate pure cellulose from bamboo due to the complex structure of cellulose fibrils surrounded by the lignin matrix and hemicellulose [9].
In recent years, different mechanical, chemical and chemomechanical methods have been reported to extract cellulose from bamboo [5]. Alkaline treatment, acid chlorite (bleaching), acid hydrolysis, TEMPO ((2,2,6,6-tetramethylpiperidin-1-yl) oxyl) mediated oxidation and enzymatic treatment are the most commonly used chemical methods. Alkaline treatment ensures the segregation of amorphous segments present in cellulosic biomass including hemicellulose and lignin [10]. Acid-chlorite treatment is used for delignifying cellulosic fibers and is extensively employed in the pulp and fabric industry [11]. Acid hydrolysis eradicates the disordered domains in cellulose leaving behind the ordered ones. Mechanical treatments like ultrasonication, high-speed grinding, ball milling, etc. ensure the cleavage of large microfibrils up to nanometer-scale by high-intensity shear forces [12].
Some researchers have successfully extracted the nanocellulose/nanocrystals of various natural fibers using different methods such as chemo-mechanical, cryocrushing and high-speed grinding [13]. Mandal and ChakrabartyX obtained nanocellulose of bagasse by acid hydrolysis, with improved thermal stability and crystallinity when compared to other fibers. The same method was also used to isolate the nanocrystalline cellulose of bamboo, and it was found that its crystallinity index (71.98%) was higher than that of other non-wood materials [14]. Chandra et al. (2016) [15] extracted nanocellulose of areca nut husk with an average diameter less than 3–5 nm and a good aspect ratio ranging from 120 to 150 using the chemo-mechanical method.
Furthermore, when cellulose is produced as nanofibers, excellent properties such as high mechanical strength, high surface area, biocompatibility, low density, biodegradability and non-toxicity are achieved, resulting in potential of application in food packaging, papermaking, and as a reinforcement in polymer composites [16]. The nanocellulose properties are known to be strongly dependent not only on isolation process, but also on the extraction sources such as leaves, stems and roots of plants. Compared with cellulose microfibrils, cellulose nanocrystals (CNCs) have a large specific surface area [17, 18]. High strength, specific modulus, high aspect ratio (L/D), presence of reactive and low density hydroxyl groups that can facilitate the grafting of chemical species from the surface, non-abrasive nature, non-toxic character, biocompatibility and biodegradability are some specific useful characteristics of CNCs that make them promising nanoparticles [19].
Hydrolysis with sulfuric acid has been described as the most widely used route to prepare CNCs, since it is simple process that results in nanoparticles with high crystallinity, rigidity and also proved to be effective in eliminating amorphous components [20].
2 Experimental
2.1 Materials
The Bambusa vulgaris bamboo biomass was collected during March 2021, in the interior of Rio Grande do Sul State, Morro Redondo, Brazil, and can be seen in Fig. 1. The biomass was crushed in knife mill, dried in an oven a 50 °C overnight and had its particle size standardized in a 32-mesh sieve. Commercial brands of sodium hypochlorite (NaClO, from Girando Sol), sodium hydroxide (NaOH) and sulfuric acid (H2SO4), obtained from Dinâmica Química Contemporânea LTDA, Brazil, were used for CNC extraction. All solvents and reagents were used without further purification.

Bamboo culm sections cut in 50 cm long
2.2 Preparation of cellulosic material
The bamboo-derived cellulose fiber was obtained through the typical alkaline treatment followed by bleaching and was prepared similarly as the processes described by Qian et al. (2018) [20] and Wijaya et al. (2019) [21]. Firstly, the bamboo biomass was treated with an alkaline 10% treatment (w/v) NaOH solution at 80 °C for 1 h. The resulting material was filtered and washed several times with distilled water until reaching neutral pH. Subsequently, the biomass was bleached with a 20% (w/v) NaClO solution. The mixture was filtered with distilled water and oven dried for 24 h at 50 °C. Figure 2 shows a schematic representation of the process for obtaining cellulose.

Schematic representation of the process of obtaining cellulose
2.3 Preparation of CNCs
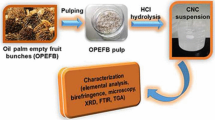
The CNCs were obtained by acid hydrolysis performed at 45 °C for 1 h using a 35 wt% H2SO4 solution. In a typical experiment, the cellulosic material was mixed with H2SO4 in a 1:20 mass/volume ratio (1 g of cellulose and 20 ml of H2SO4). Then, cold distilled water was added to the solution, followed by centrifugation at 3600 rpm for 10 min. The resulting precipitate was dialyzed with distilled water to reach neutral pH and freeze-dried through lyophilization for further characterizations [20]. Figure 3 illustrates the process of obtaining CNCs derived from bamboo fiber.

Illustration of the process for obtaining CNCs derived from bamboo fiber
2.4 Characterizations
The chemical composition of the cellulose was investigated according to TAPPI standards T 258, T 204, T 222, T 257 and T 204, aiming to evaluate the content of soluble extractives, insoluble lignin, hemicellulose, holocellulose and cellulose, respectively. All tests were performed in triplicate for statistical comparison. The bamboo fibers, cellulose and CNCs were also characterized by Fourier-Transform Infrared Spectroscopy (FTIR), in a Shimadzu Prestige-21 equipped with ATR-8200 HA. The spectrum was recorded from 400 to 4000 cm−1 with 32 scans and 4 cm−1 resolution. The crystallinity of the samples was determined using a D8 Advance diffractometer Bruker, with wavelength (ƛ = 1.541 Å), operating at 40 kV and 40 mA. Scanning was performed in the 2θ range between 10 and 60°, at a rate of 1°/min. The Segal crystallinity index [22] was calculated according to the following equation:
where I200 refers to the maximum intensity of the 200 lattice diffraction peak at 2θ = 22° and Iam is the intensity of diffraction for the amorphous part at 2θ = 18.5°.
The thermal behavior of the samples was first evaluated by differential scanning calorimetry (DSC), using a TA Instruments equipment, model Q 2000, with nitrogen as carrier gas, in a constant flow of 50 ml/min, heating ramp of 10 °C/min, from 20 to 200 °C. The thermal stability of the materials was measured by thermogravimetric analysis (TGA, TA Instruments, model Q50). Tests were performed in N2 atmosphere, from 30 to 800 °C, with heating rate of 20 °C/min. The morphology of the bamboo fibers, cellulose and CNCs was observed by scanning electron microscopy (SEM, Jeol, JSM-6610LV). CNCs were also observed by transmission electron microscope (TEM, Jeol, JEM-1400).
3 Results and discussion
3.1 Chemical composition
The chemical composition of the cellulose obtained from the bamboo fiber biomass after the alkaline and bleaching treatments was determined according to TAPPI standards, and the results are summarized in Table 1. As it is well known, the bamboo fiber has a highly stable structure, which is mainly composed of cellulose, hemicellulose and lignin. Cellulose provides structural support in cell walls, while the hemicellulose and lignin are complex organic polymers that acts as binding agents, being responsible for holding cellulose fibers together, providing rigidity to the structure. These three components are entangled in a thin layer and are responsible for the formation of bamboo cell walls [23, 24]. In addition to lignocellulosic structures, bamboo also contains a variety of low-molecular-weight organic compounds known as extractives (resins, fatty acids, waxes and phenols) that can be removed [23, 25]. During the heat treatment, the chemical components of bamboo undergo chemical reactions, which induce changes in the contents of holocellulose, α-cellulose, lignin and extractives. The mass fraction of cellulose, hemicellulose, holocellulose and lignin were 70.04%, 17.13%, 64.08% and 3.37%, respectively, which are compatible with other similar studies reported as described in Table 1. Furthermore, a low fraction of extractives was obtained, which can be attributed to their dissolution associated to the degradation of cellulose and hemicellulose [26]. Similarly, the relatively low concentration of hemicellulose suggests that the chemical treatment partially degraded is structure. Hemicellulose is a heterogeneous low molecular weight material composed of acetyl and glycosyl groups, which are not thermally stable structures. Also, the high portion of cellulose and the low fraction of lignin indicate that the methodology was efficient for the fabrication of the cellulosic material.
The natural fibers exhibited a green coloration, which changed to a dark-brown after the alkaline treatment due to the degradation of hemicellulose and lignin [27]. After the bleaching process, the fibers displayed the typical white color of cellulosic-based materials, suggesting that the treatment was effective in purifying the cellulose fibers, removing non-cellulosic components, such as a part of lignin, hemicellulose, pectin and other extractives [28, 29].
3.2 X-ray diffraction
The XRD patterns of the bamboo fiber biomass before and after the alkaline treatment, cellulose and CNCs are shown in Fig. 4.

X-ray diffraction patterns
The presence of two peaks at 22.30° and 34.56° was clearly observed, corresponding to the (200) and (004) crystallographic planes, respectively [35, 36]. The main peak at 22.30° suffered a slight right shift for the samples that were subjected to alkaline and bleaching treatments, as can be seen in detail in the inset of Fig. 3a. This can be ascribed to a change of crystal order in the (200) plane, which induces hydrolytic cleavage of glycosidic bonds, releasing individual crystallites [37, 38]. Moreover, two overlapped bands were observed at between 14 and 16° corresponding to (1–10) and (110) crystalline reflections, respectively. According to the literature, all crystallographic planes observed confirmed that the cellulose was successfully extracted from the bamboo biomass and indicated that the structural type of CNC samples was Iβ cellulose [38, 39]. Furthermore, the crystallinity index of bamboo fiber was 47.56% (Table 2), while for the CNCs the crystallinity was 72.24%, indicating that the amorphous components related to lignin and hemicellulose were removed [38].
3.3 Fourier transform infrared spectroscopy (FTIR)
The FTIR spectra of bamboo fiber before and after the alkaline treatment, cellulose and CNCs are shown in Fig. 5. All samples presented similar results, with the typical bands characteristic of cellulose, suggesting that the cellulose structure was preserved after all processes and that the methodology was effective, which is in agreement with the results of chemical composition and XRD. A large band between 3000 and 3500 cm−1 and a peak at 1637 cm−1 were observed in all samples and are attributed to OH stretching and bending vibrations of the adsorbed water, respectively. The presence of OH in CNCs is essential for good bonding with a polymer matrix, aiming at their use as a reinforcing agent [40]. The band at 2900 cm−1 is characteristic of asymmetric stretching of C–H bonds on –CH, –CH2 and –CH3 groups [40]. The peaks at 1463 cm−1 and 1512 cm−1 are related to the deformation of the methyl group and elongation of the C–C bond of the lignin aromatic ring, respectively for natural bamboo fiber and alkaline treatment. These two peaks were not observed in the cellulose and CNC samples, confirming the removal of lignin after the acid treatments. Thus, the peak at 1736 cm−1 was attributed to the elongation of the C–O bond of hemicellulose, which was observed only in the bamboo fiber [41]. Characteristic peaks of cellulose were observed between 850 and 1500 cm−1 for all samples. The peak at 1057 cm−1 corresponds to C–O bond at the C-3 position of cellulose. The range between 1200 and 1236 cm−1 is attributed to the C–OH bond in the C-6 plane [42]. The peaks at 1061 and 897 cm−1 are associated to C–O and C–H stretching of cellulose, suggesting that there was no loss of cellulosic material during acid hydrolysis [43].

Fourier transform infrared spectroscopy of the cellulosic-based materials
3.4 Thermal analysis (TGA and DSC)
The thermal stability of the samples was investigated through TGA, and the results are shown in Fig. 6a. It was observed three well-defined weight loss stages: the first in the range of approximately 20–180 °C, which is a non-accentuated weight loss (inferior to 5%) attributed to the evaporation of moisture or volatile residues generated during the nanocellulose isolation processes [5, 44]. The second between 180 and 360 °C, corresponding to a weight loss of approximately 80%, related to the degradation of hemicellulose, lignin and α-cellulose, depolymerization of cellulose chains, dehydration, decarboxylation and decomposition of glycosyl cellulose units; and finally, the third stage at temperatures higher than 360 °C, which is mainly associated to decomposition of α or L-cellulose. Thus, the high stability of lignin groups coincides with the degradation that leaves ash as a residue, generating products of low molecular weight for temperatures higher than 200 °C [31]. In the case of bamboo fiber, the decomposition region for hemicellulose, cellulose and lignin was 200–380 °C, 250–380 °C and 180–800 °C, respectively. Then, with increasing temperature, the cellulose dehydrated and depolymerized intensely, competing to form CO, CO2, H2O and coal [5]. The alkaline treatment and the bleaching process apparently have not influenced the thermal stability fibers, since the thermal degradation temperatures of the samples were similar. These results are in accordance with previous studies, where it is described that the alkaline treatment and bleaching process did not modify the thermal behavior of cellulosic materials obtained from biomass [45, 46]. On the other hand, the thermal degradation of CNCs presented a weight loss of 77% in the temperature range of 230–370 °C. The greater surface area of CNCs can play an important role in reducing thermal stability, in which it is essential for CNCs to be used as an effective reinforcement material. CNCs can provide high rigidity and favorable strength for reinforced composites as there are rich hydroxyl groups on the surface of CNCs. In fact, CNCs have good matrix compatibility and can be evenly distributed in the matrix, which is useful to improve the mechanical properties of nanocomposites [47] (SHEN, P et al., 2022). Cao et al. (2008) [48] extracted CNCs from hemp fibers by sulfuric acid hydrolysis to reinforce nanocomposite materials, successfully improving mechanical properties. In addition, in the process of acid hydrolysis using sulfuric acid, the crystalline and amorphous structures are decomposed, which results in structures that are more sensitive to temperature [49]. Roman and Winter (2004) [49] reported that the activation energy for the degradation of CNCs is significantly reduced by the use of sulfuric acid in the hydrolysis process [44].

TGA (a), DTG (b) and DSC (c) analysis of the cellulose-based materials obtained from bamboo fiber biomass
According to the data found, the studied samples have different pyrolysis behaviors, with different temperature ranges; the chemical treatment performed increased the thermal stability of the fibers, although the thermal stability of CNC was lower than that of cellulose, but sufficient for most practical applications. It was also possible to notice that the high portion of cellulose and low fraction of lignin indicate that the methodology used was effective for the production of cellulosic material as reported by previous characterization techniques such as chemical composition, XRD and FTIR. Therefore, the CNCs developed in this work have feasible thermal stability to be applied in food packaging, such as polyolefins, since both the processing temperature and the working temperature of these packaging materials are lower than the CNC degradation temperature [50].
Results obtained from DTG shown in Fig. 6b confirm that the main stage of mass loss occurs between 180 and 360 °C for all samples, which is in agreement with other studies that described a similar behavior [8]. Figure 4c further shows the DSC thermograms of the samples, and the values corresponding to the crystalline melting temperature (Tm) and enthalpy of melting (ΔHm) are described in Table 3. The Tm showed a slight deviation, while the ΔHm values increased after each treatment performed to obtain the CNCs. Through the DSC results, it was also verified that the initial thermal transition occurs around 100 °C for each of the analyzed samples; such behavior can be attributed to the absorption of thermal energy [51].
3.5 Morphologic characterization
The surface characteristics of the samples were observed by SEM, and the micrographs are shown in Fig. 7. In addition, the TEM micrograph of the CNCs can be seen in Fig. 8. The bamboo fibers (Fig. 7a) exhibited a rough surface covered by globular particles. Thus, the presence of amorphous constituents such as lignin and hemicellulose was also observed [52]. After the alkaline treatment (Fig. 7b), the fibers became less stacked, i.e. the removal of lignin separated the fibers into individual structures [53,54,55]. The cellulose (Fig. 7c) showed more uniform fibrils in terms of morphology, with the elimination of residual lignin [7, 56] indicating that the pre-treatment with sodium hypochlorite (NaClO2) induced the oxidation of aromatic rings of lignin and removed most of non-cellulosic constituents, which covered the outer surface of the cell wall of the fibers [52, 57]. Finally, the CNCs were fragmented into crystals, resulting in a uniform fibrous morphology [57]. The CNCs presented a structure similar to small stems, which are connected to each other, as can be seen in Fig. 7d. It is also verified that the CNCs presented a less aggregated morphology and with fibrils with smaller diameter compared to the other samples. This result can be attributed to differences in cellulosic materials and chemical treatment conditions [36].

SEM images of the bamboo fibers (a), the fibers after the alkaline treatment (b), cellulose (c) and CNCs (d)

TEM micrograph of CNCs isolated from bamboo fiber
Through the TEM analysis depicted in Fig. 8, it can be stated that the CNCs exhibit individual needle-like nanometric structures, thus confirming the expected morphology for CNCs isolated from bamboo fiber [58]. The micrograph shows individual nanocrystals and some aggregates. This is due to the high density of hydroxyl groups on the surface of the cellulose chain molecules, coming from the formation of hydrogen bonds [59, 60]. The surface availability of hydroxyl groups is due to the hydrophilic nature of CNCs [61].
The existence of fibers as fine filaments suggests that the amorphous region has been removed during the acid hydrolysis process. The existence of the aggregates may also be a result of the TEM sample preparation when the dispersion medium was removed [62] (Shojaeiarani, J., Bajwa, D. S., & Chanda, S. (2021)). The reinforcing capacity depends mainly on its structure. The type of morphology is important in determining its surface area, since the greater the surface area, the greater its reactivity and the better the likelihood that CNCs will be used as reinforcement in polymer nanocomposites [63].
The length of CNCs ranges from 200 to 300 nm in length, which is in agreement with the bamboo-derived CNC in the study reported by [58]. Furthermore, the CNC width found in this work ranged from 10 to 20 nm is also in the range of values found for hemp (15 nm) [65] and sisal (9.45 nm) [66]. The aspect ratio (length/width) found for the CNCs was 10 to 15. In the literature, the aspect ratio ranges from 10 to 70 for different natural sources of CNCs. The high aspect ratio provides high stiffness for the nanoparticles and results in increased reinforcement effect, which is important for the use of CNCs as filler in composites [29].
4 Conclusion
This work described an effective methodology to produce CNCs derived from bamboo pulp. Results demonstrated that the proposed experimental process was able to produce high aspect ratio nanocrystals using bamboo fibers as resource. Isolated cellulose and CNCs contained low amounts of hemicellulose and lignin, as confirmed by chemical characterization, XRD and FTIR results. The CNCs showed substantially higher crystallinity compared to the other samples, and the TGA revealed good thermal stability of CNCs. The CNCs showed a stem-shaped morphology, which can help to achieve good dispersion and interaction of these materials with polymer matrices in nanocomposites.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Spiridon I, Darie-Nita RN, Hitruc GE, Ludwiczak J, Spiridon IAC, Niculaua M (2016) New opportunities to valorize biomass wastes into green materials. J Clean Prod 133:235–242. https://doi.org/10.1016/j.jclepro.2016.05.143
Naduparambath S, Jinitha TV, Shaniba V, Sreejith MP, Balan AK, Purushothaman E (2018) Isolation and characterisation of cellulose nanocrystals from sago seed shells. Carbohyd Polym 180:13–20. https://doi.org/10.1016/j.carbpol.2017.09.088
Nagarajan KJ, Ramanujam NR, Sanjay MR, Siengchin S, Rajan BS, Basha KS, Madhu P, Raghav GR (2021) A comprehensive review on cellulose nanocrystals and cellulose nanofibers: pretreatment, preparation, and characterization. Polymer Composites 42(4):1588–1630. https://doi.org/10.1002/pc.25929
Chen YW, Lee HV, Juan JC, Phang SM (2016) Production of new cellulose nanomaterial from red algae marine biomass Gelidium elegans. Carbohyd Polym 151:1210–1219. https://doi.org/10.1016/j.carbpol.2016.06.083
Lin Q, Huang Y, Yu W (2021) Effects of extraction methods on morphology, structure and properties of bamboo cellulose. Ind Crops Prod 169:113640. https://doi.org/10.1016/j.indcrop.2021.113640
Pennells J, Godwin ID, Amiralian N, Martin DJ (2020) Trends in the production of cellulose nanofibers from non-wood sources. Cellulose 27(2):575–593. https://doi.org/10.1007/s10570-019-02828-9
Lu HF, Cai CJ, Zeng XS, Campbell DE, Fan SH, Liu GL (2018) Bamboo vs. crops: an integrated emergy and economic evaluation of using bamboo to replace crops in south Sichuan Province. China J Cleaner Production 177:464–473. https://doi.org/10.1016/j.jclepro.2017.12.193
Seta FT, An X, Liu L, Zhang H, Yang J, Zhang W, Nie S, Yao S, Cao H, Xu Q, Bu Y, Liu H (2020) Preparation and characterization of high yield cellulose nanocrystals (CNC) derived from ball mill pretreatment and maleic acid hydrolysis. Carbohydr Polymers 234:115942. https://doi.org/10.1016/j.carbpol.2020.115942
Klemm D, Heublein B, Fink HP, Bohn A (2005) Cellulose: fascinating biopolymer and sustainable raw material. Angew Chem Int Ed 44(22):3358–3393. https://doi.org/10.1002/anie.200460587
Johar N, Ahmad I, Dufresne A (2012) Extraction, preparation and characterization of cellulose fibres and nanocrystals from rice husk. Ind Crops Prod 37(1):93–99. https://doi.org/10.1016/j.indcrop.2011.12.016
Mateo S, Peinado S, Morillas-Gutiérrez F, La Rubia MD, Moya AJ (2021) Nanocellulose from agricultural wastes: products and applications—a review. Processes 9(9):1594. https://doi.org/10.3390/pr9091594
Varshney S, Mulpuru V, Mishra N, Gupta MK (2022) Microwave-irradiated novel isolation of nanocellulose from waste rice husk via modified chemo-mechanical route: characterization, in-silico prediction, and its antibacterial activity. Mater Technol 37(13):2608–2622. https://doi.org/10.1080/10667857.2022.2051939
Khalil HA, Davoudpour Y, Islam MN, Mustapha A, Sudesh K, Dungani R, Jawaid M (2014) Production and modification of nanofibrillated cellulose using various mechanical processes: a review. Carbohyd Polym 99:649–665. https://doi.org/10.1016/j.carbpol.2013.08.069
Gond RK, Gupta MK, Jawaid M (2021) Extraction of nanocellulose from sugarcane bagasse and its characterization for potential applications. Polym Compos 42(10):5400–5412. https://doi.org/10.1002/pc.26232
Chandra J, George N, Narayanankutty SK (2016) Isolation and characterization of cellulose nanofibrils from arecanut husk fibre. Carbohyd Polym 142:158–166. https://doi.org/10.1016/j.carbpol.2016.01.015
Kumar R, Rai B, Gahlyan S, Kumar G (2021) A comprehensive review on production, surface modification and characterization of nanocellulose derived from biomass and its commercial applications. Express Polymer Lett 15(2):104–120. https://doi.org/10.3144/expresspolymlett.2021.11
Jagadeesh P, Puttegowda M, Mavinkere Rangappa S, Siengchin S (2021) Influence of nanofillers on biodegradable composites: a comprehensive review. Polym Compos 42(11):5691–5711. https://doi.org/10.1002/pc.26291
Nagarajan KJ, Balaji AN, Ramanujam NR (2018) Isolation and characterization of cellulose nanocrystals from Saharan aloe vera cactus fibers. Int J Polym Anal Charact. https://doi.org/10.1080/1023666X.2018.1478366
Antolín-Cerón VH, González-López FJ, Astudillo-Sánchez PD, Barrera-Rivera KA, Martínez-Richa A (2022) High-performance polyurethane nanocomposite membranes containing cellulose nanocrystals for protein separation. Polymers 14(4):831. https://doi.org/10.3390/polym14040831
Qian S, Zhang H, Yao W, Sheng K (2018) Effects of bamboo cellulose nanowhisker content on the morphology, crystallization, mechanical, and thermal properties of PLA matrix biocomposites. Compos B Eng 133:203–209. https://doi.org/10.1016/j.compositesb.2017.09.040
Wijaya CJ, Ismadji S, Aparamarta HW, Gunawan S (2019) Optimization of cellulose nanocrystals from bamboo shoots using Response Surface Methodology. Heliyon 5(11):e02807. https://doi.org/10.1016/j.heliyon.2019.e02807
Segal Creely, Martin AE, Conrad CM (1959) An empirical method for estimating the degree of crystallinity of native cellulose using the Xray diffractometer. Textile Res J 29(10):786–794
Chen LS, Fei BH, Ma XX, Lu JP, Fang CH (2019) Effects of hygrothermal environment in cooling towers on the chemical composition of bamboo grid packing. Forests 10(3):274. https://doi.org/10.3390/f10030274
Sun Q, Chen WJ, Pang B, Sun Z, Lam SS, Sonne C, Yuan TQ (2021) Ultrastructural change in lignocellulosic biomass during hydrothermal pretreatment. Biores Technol 341:125807. https://doi.org/10.1016/j.biortech.2021.125807
Okolie JA, Nanda S, Dalai AK, Kozinski JA (2021) Chemistry and specialty industrial applications of lignocellulosic biomass. Waste and Biomass Valorization 12(5):2145–2169. https://doi.org/10.1007/s12649-020-01123-0
Meng FD, Yu YL, Zhang YM, Yu WJ, Gao JM (2016) Surface chemical composition analysis of heat-treated bamboo. Appl Surf Sci 371:383–390. https://doi.org/10.1016/j.apsusc.2016.03.015
Rizwan M, Gilani SR, Durrani AI, Naseem S (2021) Cellulose extraction of Alstonia scholaris: a comparative study on efficiency of different bleaching reagents for its isolation and characterization. Int J Biol Macromol 191:964–972. https://doi.org/10.1016/j.ijbiomac.2021.09.155
Collazo-Bigliardi S, Ortega-Toro R, Boix AC (2018) Isolation and characterisation of microcrystalline cellulose and cellulose nanocrystals from coffee husk and comparative study with rice husk. Carbohyd Polym 191:205–215. https://doi.org/10.1016/j.carbpol.2018.03.022
Kallel F, Bettaieb F, Khiari R, García A, Bras J, Chaabouni SE (2016) Isolation and structural characterization of cellulose nanocrystals extracted from garlic straw residues. Ind Crops Prod 87:287–296. https://doi.org/10.1016/j.indcrop.2016.04.060
Pereira PHF, Ornaghi HL Jr, Arantes V, Cioffi MOH (2021) Effect of chemical treatment of pineapple crown fiber in the production, chemical composition, crystalline structure, thermal stability and thermal degradation kinetic properties of cellulosic materials. Carbohyd Res 499:108227. https://doi.org/10.1016/j.carres.2020.108227
Dhali K, Daver F, Cass P, Adhikari B (2021) Isolation and characterization of cellulose nanomaterials from jute bast fibers. J Environ Chem Eng 9(6):106447. https://doi.org/10.1016/j.jece.2021.106447
Tamanna TA, Belal SA, Shibly MAH, Khan AN (2021) Characterization of a new natural fiber extracted from Corypha taliera fruit. Sci Rep 11(1):1–13. https://doi.org/10.1038/s41598-021-87128-8
Raja K, Prabu B, Ganeshan P, Chandra Sekar VS, NagarajaGanesh B (2020) Characterization studies of natural cellulosic fibers extracted from Shwetark stem. J Natural Fibers. https://doi.org/10.1080/15440478.2019.1710650
Jeyabalaji V, Kannan GR, Ganeshan P, Raja K, NagarajaGanesh B, Raju P (2021) Extraction and characterization studies of cellulose derived from the roots of Acalypha indica L. J Natural Fibers. https://doi.org/10.1080/15440478.2020.1867942
Pandi N, Sonawane SH, Kishore KA (2021) Synthesis of cellulose nanocrystals (CNCs) from cotton using ultrasound-assisted acid hydrolysis. Ultrason Sonochem 70:105353. https://doi.org/10.1016/j.ultsonch.2020.105353
Rasheed M, Jawaid M, Karim Z, Abdullah LC (2020) Morphological, physiochemical and thermal properties of microcrystalline cellulose (MCC) extracted from bamboo fiber. Molecules 25(12):2824. https://doi.org/10.3390/molecules25122824
Mohamed MA, Salleh WNW, Jaafar J, Ismail AF, Mutalib MA, Mohamad AB, Zain MFM, Awang NA, Hir ZAM (2017) Physicochemical characterization of cellulose nanocrystal and nanoporous self-assembled CNC membrane derived from Ceiba pentandra. Carbohydr Polymers 157:1892–1902. https://doi.org/10.1016/j.carbpol.2016.11.078
Rasheed M, Jawaid M, Parveez B, Zuriyati A, Khan A (2020) Morphological, chemical and thermal analysis of cellulose nanocrystals extracted from bamboo fibre. Int J Biol Macromol 160:183–1919. https://doi.org/10.1016/j.ijbiomac.2020.05.170
Pereira PHF, Waldron KW, Wilson DR, Cunha AP, de Brito ES, Rodrigues THS, Rosa MF, Azeredo HMC (2017) Wheat straw hemicelluloses added with cellulose nanocrystals and citric acid. Effect on film physical properties. Carbohydr Polymers 164:317–324. https://doi.org/10.1016/j.carbpol.2017.02.019
Zhang Y, Li Q, Su J, Lin Y, Huang Z, Lu Y, Sun G, Yang M, Huang A, Hu H, Zhu Y (2015) A green and efficient technology for the degradation of cellulosic materials: structure changes and enhanced enzymatic hydrolysis of natural cellulose pretreated by synergistic interaction of mechanical activation and metal salt. Bioresour Technol 177:176–181. https://doi.org/10.1016/j.biortech.2014.11.085
Xu Y, Xu Y, Yue X (2017) Changes of hydrogen bonding and aggregation structure of cellulose fiber due to microwave-assisted alkali treatment and its impacts on the application as fluff pulp. Cellulose 24(2):967–976. https://doi.org/10.1007/s10570-016-1147-z
Liu CM, Lin KH, Chang TC, Chang FC (2019) Preparation and characterization of moso bamboo-based cellulose nanowhiskers under various acid hydrolysis conditions. BioResources 14(1):1077–1090. http://doi.org/ncsu.edu/bioresources
Nang An V, Nhan C, Thuc H, Tap TD, Van TTT, Van Viet P, Van Hieu L (2020) Extraction of highly crystalline nanocellulose from biorenewable sources of Vietnamese agricultural waste. J Polym Environ 28(5):1465–1474. https://doi.org/10.1007/s10924-020-01695-x
Hemmati F, Jafari SM, Kashaninejad M, Motlagh MB (2018) Synthesis and characterization of cellulose nanocrystals derived from walnut shell agricultural residues. Int J Biol Macromol 120:1216–1224. https://doi.org/10.1016/j.ijbiomac.2018.09.012
Wang Z, Yao Z, Zhou J, Zhang Y (2017) Reuse of waste cotton cloth for the extraction of cellulose nanocrystals. Carbohyd Polym 157:945–952. https://doi.org/10.1016/j.carbpol.2016.10.044
Lamaming J, Hashim R, Leh CP, Sulaiman O, Sugimoto T, Nasir M (2015) Isolation and characterization of cellulose nanocrystals from parenchyma and vascular bundle of oil palm trunk (Elaeis guineensis). Carbohyd Polym 134:534–540. https://doi.org/10.1016/j.carbpol.2015.08.017
Shen, P, Tang, Q, Chen, X, Li, Z. (2022) Nanocrystalline cellulose extracted from bast fibers: preparation, characterization, and application. Carbohydr Polymers 290:119462. https://doi.org/10.1016/j.carbpol.2022.119462
Cao X, Chen Y, Chang PR, Stumborg M, Huneault MA (2008) Green composites reinforced with hemp nanocrystals in plasticized starch. J Appl Polym Sci 109(6):3804–3810. https://doi.org/10.1002/app.28418
Roman M, Winter WT (2004) Effect of sulfate groups from sulfuric acid hydrolysis on the thermal degradation behavior of bacterial cellulose. Biomacromol 5(5):1671–1677. https://doi.org/10.1021/bm034519
Andrade MS, Ishikawa OH, Costa RS, Seixas MV, Rodrigues RC, Moura EA (2022) Development of sustainable food packaging material based on biodegradable polymer reinforced with cellulose nanocrystals. Food Packag Shelf Life 31:100807. https://doi.org/10.1016/j.fpsl.2021.100807
Trilokesh C, Uppuluri KB (2019) Isolation and characterization of cellulose nanocrystals from jackfruit peel. Sci Rep 9(1):1–8. https://doi.org/10.1038/s41598-019-53412-x
Souza NF, Pinheiro JA, Santa Brigida AI, Morais JPS, de Freitas Rosa M (2016) Fibrous residues of palm oil as a source of green chemical building blocks. Ind Crops Prod 94:480–489. https://doi.org/10.1016/j.indcrop.2016.09.012
Meng F, Wang G, Du X, Wang Z, Xu S, Zhang Y (2019) Extraction and characterization of cellulose nanofibers and nanocrystals from liquefied banana pseudo-stem residue. Compos B Eng 160:341–347. https://doi.org/10.1016/j.compositesb.2018.08.048
Tian SQ, Zhao RY, Chen ZC (2018) Review of the pretreatment and bioconversion of lignocellulosic biomass from wheat straw materials. Renew Sustain Energy Rev 91:483–489. https://doi.org/10.1016/j.rser.2018.03.113
Kabir MM, Wang H, Lau KT, Cardona F (2012) Chemical treatments on plant-based natural fibre reinforced polymer composites: an overview. Compos B Eng 43(7):2883–2892. https://doi.org/10.1016/j.compositesb.2012.04.053
Jiang et al (2020) Acidic deep eutectic solvent assisted isolation of lignin containing nanocellulose from thermomechanical pulp. Carbohyd Polym 247:116727. https://doi.org/10.1016/j.carbpol.2020.116727
Hafid HS, Omar FN, Zhu J, Wakisaka M (2021) Enhanced crystallinity and thermal properties of cellulose from rice husk using acid hydrolysis treatment. Carbohyd Polym 260:117789. https://doi.org/10.1016/j.carbpol.2021.117789
Rasheed M, Jawaid M, Parveez B, Zuriyati A, Khan A (2020) Morphological, chemical and thermal analysis of cellulose nanocrystals extracted from bamboo fibre. Int J Biol Macromol 160:183–191. https://doi.org/10.1016/j.ijbiomac.2020.05.170
Prado KS, Spinacé MA (2019) Isolation and characterization of cellulose nanocrystals from pineapple crown waste and their potential uses. Int J Biol Macromol 122:410–416. https://doi.org/10.1016/j.ijbiomac.2018.10.187
Fagbemi OD, Andrew JE, Sithole B (2021) Beneficiation of wood sawdust into cellulose nanocrystals for application as a bio-binder in the manufacture of particleboard. Biomass Convers Biorefin 1–12. https://doi.org/10.1007/s13399-021-02015-6
Kumar A, Negi YS, Choudhary V, Bhardwaj NK (2020) Characterization of cellulose nanocrystals produced by acidhydrolysis from sugarcane bagasse as agro-waste. J Mater Phys Chem 2:1–8. https://doi.org/10.12691/jmpc-2-1-1
Shojaeiarani J, Bajwa DS, Chanda S (2021) Cellulose nanocrystal based composites: a review. Composites Part C: Open Access 5:100164. https://doi.org/10.1016/j.jcomc.2021.100164
Dominic CDM, Raj V, Neenu KV, Begum PMS, Formela K, Saeb MR, Prabhu DD, Vijayan PP, Ajithkumar TG, Parameswaranpillai J (2022) Chlorine-free extraction and structural characterization of cellulose nanofibers from waste husk of millet (Pennisetumglaucum). Int J Biol Macromol 206:92–104. https://doi.org/10.1016/j.ijbiomac.2022.02.078
Luzi F, Fortunati E, Puglia D, Lavorgna M, Santulli C, Kenny JM, Torre L (2014) Optimized extraction of cellulose nanocrystals from pristine and carded hemp fibres. Ind Crops Prod 56:175–186. https://doi.org/10.1016/j.indcrop.2014.03.006
Chowdhury ZZ, Abd Hamid SB (2016) Preparation and characterization of nanocrystalline cellulose using ultrasonication combined with a microwave-assisted pretreatment process. BioResources 11(2):3397–3415. https://doi.org/10.15376/biores.11.2.3397-3415
Mariano M, Cercená R, Soldi V (2016) Thermal characterization of cellulose nanocrystals isolated from sisal fibers using acid hydrolysis. Ind Crops Prod 94:454–462. https://doi.org/10.1016/j.indcrop.2016.09.011
Dufresne A (2017) Cellulose nanomaterial reinforced polymer nanocomposites. Curr Opin Colloid Interface Sci 29:1–8. https://doi.org/10.1016/j.cocis.2017.01.004
Acknowledgements
The authors would like to acknowledge the CAPES (Coordination for the Improvement of Higher Education Personnel), the Centro de Microscopia Eletrônica do Sul (CEMESUL) of Federal University of Rio Grande, the Department of Materials Engineering of Federal University of São Carlos (DEMa/UFSCar) and Forensic National Institute of Science and Technology (grant number 465450/2014-8).
Funding
Coordenação de Aperfeiçoamento de Pessoal de Nível Superior—Brasil (CAPES)—Finance Code 001.
Author information
Authors and Affiliations
Contributions
MWB—methodology, writing, data analysis; GKM—writing, data analysis; JHA—methodology;
JM—supervision, methodology; ADO—supervision, methodology, data analysis.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Bosenbecker, M.W., Maron, G.K., Alano, J.H. et al. Isolation of cellulose nanocrystals from Bambusa vulgaris pulp via physio-chemical approach. Biomass Conv. Bioref. 14, 14153–14162 (2024). https://doi.org/10.1007/s13399-022-03651-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-022-03651-2