
Abstract
Optimal conditions for the production of oligosaccharides from sacha inchi shell (SL) and defatted kernel cake (KC) were studied by combining chemical and enzymatic treatments. Growth enhancement of Lactobacillus spp. and resistance to digestion under simulated gastrointestinal conditions were also assessed. SL and KC powders were subjected to alkali, delignification, and combined alkali and delignification pretreatments. The pretreated materials were then hydrolyzed by the commercial cellulases cellulase SS (CSS) and cellulase XL-531 (CXL). Pretreating SL with delignification and pretreating KC with alkali before hydrolysis by CSS gave the highest content of reducing sugars and various types of oligosaccharides. Response surface methodology gave optimized conditions for SL oligosaccharide (SLO) as 60 °C, 4 h, and pH 5.14 with an enzyme concentration of 1.52% (v/v), while optimized KC oligosaccharide (KCO) was recorded at 45.68 °C, 4.5 h, and pH 4 with an enzyme concentration of 1.05% (v/v). The crude oligosaccharides were then purified by Saccharomyces cerevisiae, which removed 80.80% and 99.97% of glucose from SLO and KCO, respectively. Both SLO and KCO profiles were analyzed by thin layer chromatography (TLC), containing cellobiose, xylobiose, and xylotriose. The oligosaccharides were evaluated for their prebiotic properties—enhancement of the growth of Lactobacillus brevis, L. delbrueckii subsp. bulgaricus, and L. plantarum. SLO stimulated probiotic growth more than KCO. The oligosaccharides also promoted growth of L. brevis, with a highest specific growth rate similar to that of commercial xylo-oligosaccharides. SLO withstood in vitro digestion (77.89% being retained), demonstrating the prebiotic potential of SL for oligosaccharide production.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Sacha inchi (Plukenetia volubilis L.) is a perennial plant of the Euphorbiaceae family. The fruits are green and ripen to blackish brown with capsules of four to seven lobes. Sacha inchi seeds have protein content of 27% and oil content of 35% to 60%. The oil is rich in essential fatty acids including omega-3, omega-6, vitamin A, and vitamin E with widespread industrial oil extraction [1]. Following the sacha inchi oil squeezing process, the remaining by-products such as sacha inchi shells (SL) and defatted kernel cake (KC) account for up to 50% of the raw material, with no current value-added benefits.
Recently, research has focused on extraction of the protein in sacha inchi by-products that are also high in fiber. SL contains 85.45% fiber, while KC contains 25.26%, but research to support the utilization of dietary fiber from these by-products is lacking [2]. Nondigestible carbohydrates, including dietary fiber, oligosaccharides, and resistant starch, serve a variety of physiologic activities, and many nondigestible carbohydrates have an effect on well-being, improved health and disease prevention [3]. Soluble and insoluble dietary fibre from plants consists of lignocellulosic material such as wheat straw, corn stove, orange peel, cassava, and almond shell and can be converted into oligosaccharides as prebiotic ingredients. A prebiotic can be defined as a functional food, carbohydrate or non-carbohydrate, that withstands digestion and absorption in the upper gastrointestinal tract, encourages beneficial microorganisms as probiotics in the colon, and provides health benefits in the gastrointestinal tract and throughout the body [4]. The gut microbial diversity could be changed according to the nutritional behavior [5]. The essential final components of carbohydrate metabolism are short-chain fatty acids, in particular acetic acid, propionic acid, and butyric acid, which are fermented by probiotics and used as an energy source by the host organism.
Oligosaccharides can be produced by three different methods, the isolation of plant resources, enzymatic synthesis, and enzymatic hydrolysis of polysaccharides [6]. Using enzymes and chemically assisted treatment are good ways to produce large amounts of high-purity oligosaccharides due to specific site activity [7]. Lignocellulosic materials mainly consist of the three polymers cellulose, hemicellulose, and lignin. These polymers are inter-associated in a complex hetero-matrix formed by intrapolymer and interpolymer linkages, connected by strong bonds that are highly resistant to attack by enzymes. The pretreatment process is one of the steps in the conversion of lignocellulose to oligosaccharides by increasing the surface contact area of the material, making it more accessible to enzymatic reactions that increase sugar yields with high-purity oligosaccharide production. This research investigated the optimal conditions for producing oligosaccharides from SL and KC by combining chemical and enzymatic treatments. Growth enhancement of Lactobacillus spp. and resistance to digestion under simulated gastrointestinal conditions were also assessed.
2 Materials and methods
2.1 Materials
SL and KC were obtained from The Ultimate Bangkok Ltd., Thailand. The materials were ground and passed through a 60-mesh sieve. The samples were then dried at 50 °C until the moisture content was lower than 10% (w/w). Commercial cellulase SS and cellulase XL-531 were purchased from Nagase ChemteX Corporation, Tokyo, Japan. All chemicals and solvents used in this study were of analytical grade.
2.2 Chemical and structural carbohydrate composition analysis
The methods of the Association of Official Analytical Chemists were used to determine the moisture, crude fiber, protein, fat, ash, and carbohydrate content [8]. Holocellulose and insoluble lignin were assessed by the TAPPI T222 om-98 method. Determination of structural carbohydrates in SL followed the National Renewable Energy Laboratory method. In brief, 400 mg of SL was mixed with 4.5 mL of 72% sulfuric acid and ground for 30 min. The solution was added to 85 mL of distilled water and heated in an autoclave at 121 °C for 1 h. After completion, the hydrolysate was cooled and filtered. Structural carbohydrate analysis was performed using barium carbonate to neutralize each sample to pH 5.0–6.0 and then passed through a 0.45 μm cellulose acetate membrane. Next, HPAEC-PAD analysis was performed. Briefly, a Dionex CarboPac PA-1 column (250 mm × 4 mm) with a guard column (50 mm × 4 mm) was used at a flow rate of 1.0 mL/min. The post-column pump had a controlled flow rate of 0.5 mL/min. A stepwise linear gradient was applied over 20 min. Peaks of monosaccharides were assigned using xylose (Merck), arabinose (Sigma), mannose (Merck), galactose (Sigma), and glucose (Sigma) standards at 1–5 ppm.
2.3 Pretreatment methods
For the alkali pretreatment method, SL and KC powders were soaked in 0.5 M sodium hydroxide solution at a ratio of 1: 10 with continuous stirring for 6 days and then washed with distilled water three times and filtered through a mesh sieve filter. The pH was adjusted to neutral by 1 M hydrochloric acid followed by drying at 50 °C [9].
For the delignification method, 50 g of SL and alkali-pretreated SL powder were applied to 1600 mL of distilled water, and the mixture was stirred to ensure uniformity for 15 min. Then, 10 mL of acetic acid and 30 g of sodium chlorite were added to the suspension every hour, eight times with continuous stirring. The suspension was placed in a water bath at 70 °C in a chemical hood to contain chlorine dioxide gas from the reaction of lignin in the SL. The delignified suspension was soaked in a cold-water bath for 20 min, then filtered to separate the liquid, and washed with hot water 3–4 times until the sample became white. Finally, the sample was precipitated twice with 95% ethanol and once with acetone before drying at 50 °C.
For deproteinization, KC and alkali-pretreated KC powder were added to distilled water at a ratio of 1: 10. The mixture was adjusted to pH 9.0 with 2 M sodium hydroxide and soaked for 2 h. The pH was then adjusted to neutral with 1 M hydrochloric acid followed by drying at 50 °C.
All pretreated samples were also hydrolyzed with commercial cellulase to determine whether the pretreatment process improved oligosaccharide production. The commercial cellulases used in this study were cellulase SS (CSS) and cellulase XL-531 (CXL) (Nagase ChemteX Corporation, Japan). CSS contains cellulase, β-glucanase, β-1,3 glucanase, and xylanase (1936 U/g, 394,575 U/L, 535 U/L, and 755 U/g, respectively), while CXL contains cellulase, β-1,3 glucanase, and xylanase (1559 U/g, 995 U/L, and 1451 U/g, respectively). In brief, pretreated samples were added to 1 M sodium acetate buffer pH 5.0 at a ratio of 1: 20. The commercial cellulases were used at an enzyme concentration of 0.5% (v/v) and incubated at 50 °C with continuous shaking at 170 rpm for 0, 8, and 24 h. Next, the reducing sugar content was analyzed using the colorimetric dinitrosalicylic acid (DNS) method with glucose as a standard [10]. The sugar profile was analyzed using thin layer chromatography (TLC) performed on Merck TLC silica gel 60 (20 × 20 cm aluminum sheets). The plates were developed once with 1-butanol: acetic acid:water in the ratio 2: 1: 1. Spots were verified by spraying with 10% sulfuric acid in ethanol with 0.2% orcinol and then heated at 110 °C and compared with standard mixtures of the xylo-oligosaccharides (XOS) xylobiose (X2), xylotriose (X3), xylotetraose (X4) and xylopentaose (X5) (Wako, Japan), cellobiose (C2) (Sigma), and glucose (G) (Megazyme, Ireland).
2.4 Optimization of oligosaccharide production
For oligosaccharide production, temperature, time, pH, and enzyme concentration were considered important factors influencing sugar production. A Box–Behnken design (BBD) was used to investigate the interaction between the studied parameters affecting the amount of sugar generated. The BBD experiments were established based on references, with maximum and minimum values for temperature (F1), time (F2), pH (F3), and enzyme concentration (F4) [11]. BBD coded values and experimental data for oligosaccharide production are presented in Table 1. Optimal conditions producing the highest sugar yields were determined using response surface methodology (RSM). The calculations were carried out using Design Expert 7.0. The four distinct variables were studied at the same concentration of substrate (50 mg/mL) in 1 M sodium acetate buffer. After completion, the crude oligosaccharide was freeze-dried and analyzed for reducing sugar content using the DNS method.
2.5 Purification of oligosaccharides
Saccharomyces cerevisiae (TISTR 5019) and Candida pulcherrima (JCM 1631) were used for the purification of crude oligosaccharides. Briefly, 1% of 6 log CFU/mL initial starter culture was added to yeast and mould medium consisting of 0.4% peptone, 0.1% yeast extract, 0.1% potassium dihydrogen phosphate, and 0.05% magnesium sulfate in 100 mL of distilled water. The culture was incubated at 30 °C for 24–72 h. After completion, the culture was centrifuged at 6000 rpm to separate the cells, filtered through a 0.2 μm filter syringe, and freeze-dried. The purified oligosaccharide was analyzed for sugar profile by TLC and for monosaccharide content by HPAEC.
2.6 Evaluation of prebiotic properties
2.6.1 Growth enhancement of lactic acid bacteria
The probiotics used in this research were strains of Lactobacillus spp.: Lactobacillus plantarum (JCM1149T), Lactobacillus delbrueckii subsp. bulgaricus (JCM1002), and Lactobacillus brevis (TISTR860). Activated Lactobacillus spp. were added to modified 1% (v/v) De Man, Rogosa, and Sharpe medium (MRS) consisting of 10 g of peptone, 10 g of beef extract, 5 g of yeast extract, 2.6 g of dipotassium hydrogen phosphate, 5 g of sodium acetate, 1.7 g of ammonium monohydrogen citrate, 0.2 g of magnesium sulfate, 0.05 g of manganese sulfate, and 1 mL of Tween 80 in 1000 mL of distilled water. The obtained oligosaccharide was used as a carbohydrate source instead of dextrose. Glucose was used as a positive control and modified MRS without a carbohydrate source was used as a negative control. Each carbohydrate source was added at 2% (w/v) to modified MRS and compared to commercial XOS. The culture medium was incubated at 37 °C for 48 h, and optical density was measured at 600 nm every 10 min. The culture medium was spread in MRS agar to determine the microbial growth curve at 0–40 h incubation time.
2.6.2 Resistance to digestion under simulated human gastrointestinal tract conditions
Simulated gastric fluid buffer (SGF) and simulated intestinal fluid buffer (SIF) were prepared as described by Hongpattarakere et al. [12]. Ten milliliters of the obtained oligosaccharide and commercial XOS (2%, w/v) were mixed with 7.5 mL of SGF buffer and 1.6 mL of 25,000 U/mL pepsin. The pH of these mixtures was adjusted to 2.0 with 1 M HCl, and they were incubated at 37 °C for 2 h. Then, 20 mL of the mixtures was mixed with 11 mL of SGF buffer, 0.5 mL of 800 U/mL porcine pancreatin, and 2.5 mL of 160 mM bile salt. The pH of these mixtures was adjusted to 6.9 with 1 M NaOH, and they were incubated at 37 °C for 2 h. All samples were collected at 2 and 4 h and analyzed for reducing sugar content using the DNS method and for total sugar [13] content using the phenol–sulfuric acid method. The percentage of hydrolysis is calculated as
2.7 Experimental design and statistical analysis
A completely randomized design (CRD) with three replications and analysis of variance (ANOVA) were used to compare mean values by Duncan’s multiple range test (DMRT) at 95% confidence level.
3 Results and discussion
3.1 Chemical and carbohydrate composition of sacha inchi residues
The chemical composition of sacha inchi residues was determined (Table 2). SL contained 47.20% carbohydrate and 37.20% fiber, consisting of 0.14% soluble fiber and 37.06% insoluble fiber. KC contained protein and fat as the major components. Sathe et al. [14] reported the extraction of protein from sacha inchi seeds to produce a protein powder to increase its value. KC contained 7.17% fiber consisting of 1.39% soluble fiber and 5.78% insoluble fiber. The composition of SL is substantially less well known compared to KC. de Souza et al. [15] reported that the seed shell of sacha inchi contains 1.24% total lipids and is low in saturated fatty acids and high in α-tocopherol, consisting of n-3 fatty acids at 438.7 mg/g of total lipid. Sacha inchi shell biomass extract has been used to synthesize silver nanoparticles with silver nitrate solution [16]. Sacha inchi shells are high in phenolic compounds and antioxidants; one study reported a total phenolic compound content of 74.56 mg/g, with condensed tannins (93.1%) accounting for the majority of the phenolic compounds in the shell [17]. The lipid content of sacha inchi oil press-cake is reported as 5–25%. Previous studies reported that sacha inchi oil press-cake contains protein 32–62% and 11.1–25.3% total dietary fiber [2, 18, 19]. Many researchers have studied the extraction of protein from sacha inchi KC. Chirinos et al. [20] reported that alkali and enzyme-assisted protein extraction from defatted sacha inchi cake meal provided a maximum protein yield of 46% at an enzyme (Alcalase 2.4L) concentration of 5.6%, extraction time of 40.4 min, meal: solvent ratio of 1: 50 (w/v), pH 9.0, and 50 °C. The essential amino acid composition of sacha inchi press-cake includes lysine, histidine, and leucine as well as high amounts of isoleucine, valine, tryptophan, and phenylalanine [19]. Sacha inchi hydrolysates obtained with Alcalase-Neutrase for 4 h at 50 °C demonstrated the lowest ACE inhibition and IC50 value, with high antioxidant activity determined by the 2,2′-azino-bis(3-ethylbenzothiazoline-6-sulfonic acid) method of 1.19 μmol Trolox equivalent/mg [1]. However, the literature contains no evidence of the use of dietary fiber from sacha inchi residue from sacha inchi oil manufacturing.
Lignocellulose is the most abundant biopolymer found in waste biomass and is commonly used for biofuel production. The transformation of lignocellulose into functional sugar depends on its nutritional properties. Hence, this study focused on the oligosaccharides obtained from lignocellulose degradation of sacha inchi residues. SL consisted of 13.37% cellulose and 12.17% hemicellulose, and KC consisted of 17.71% cellulose and 3.18% hemicellulose, while lignin was 16.56% of SL but not found in KC. The results showed that cellulose was the main component of SL and KC. Commercial cellulase enzymes are used in the production of oligosaccharides. Table 2 shows the chemical composition of sacha inchi residues. SL contained high amounts of lignin (16.56%), and this should be removed before the production of oligosaccharides. Conversely, KC did not contain lignin, but the protein in KC should be eliminated. Therefore, selection of the pretreatment method is critical to maximize the conversion of lignocellulosic materials into sugars by enzymatic hydrolysis [21]. Previous reports indicate that an alkaline reagent improves the degradation of lignocellulose [22].
The monosaccharide composition of sacha inchi residues is shown in the HPAEC chromatogram (Fig. 1). SL consisted of two main monosaccharides, glucose (14.49%), and xylose (5.90%), while KC consisted of 3.68% glucose and 1.27% arabinose. Glucose was the main component in SL and KC. As a result, the predicted oligosaccharides produced were divided into three categories: cello-oligosaccharide, XOS, and arabinoxylo-oligosaccharide. Polysaccharides previously extracted from sacha inchi seeds consisted of 69.76% glucose, 14.86% mannose, 10.53% arabinose, 2.42% galactose, 1.23% ribose, 0.27% rhamnose, and 0.93% xylose [23]. Non-isothermal autohydrolysis of peanut shells at 210 °C presented an XOS yield of 48.24% [24]. Almond shells have a high xylan content, with an XOS yield of 63% for autohydrolysis at 190 °C for 19 min [25]. The highest XOS production reported in the literature was achieved from hazelnut shell by autohydrolysis at 190 °C for 15 min, yielding 62% of the initial xylan [26].

HPAEC chromatograms showing monosaccharide compositions of SL (a) and KC (b)
3.2 Effect of pretreatment on reducing sugar content and sugar profile
Because of differences in their chemical composition, the methods of pretreating SL and KC were specific, as shown in Table 2. SL pretreated with alkali appeared as a dark-brown powder, while SL pretreated by delignification and alkali-delignification was a light powder (Fig. 2a–c). KC pretreated with alkali gave a light-brown powder and deproteinization provided a light-yellow powder while alkali-deproteinization provided a dull-brown powder (Fig. 2d–f). Pretreatment is an important stage in the cellulose and hemicellulose conversion process since it prepares the cellulosic components for enzymatic reaction [21]. During lime pretreatment at mild temperatures of 60–90 °C, lignin and hemicellulose were preferentially removed but cellulose was unaffected. Alkali pretreatment generally requires lower temperatures, pressures, and residence periods depending on the nature of the biomass feedstock, particularly its lignin content [27]. Saponification of intermolecular ester linkages, cross-connected xylan hemicelluloses and other components during alkaline hydrolysis, and the porosity of the lignocellulosic biomass increase as the cross links are removed [28]. Alkali pretreatment increases the susceptibility of poplar wood to enzymatic hydrolysis due to partial degradation of the lignin which prevents cellulase penetrating the biomass [29]. Furthermore, alkali treatment decomposes lignin preferentially without affecting the polysaccharide component of lignocellulose [30]. According to Zheng et al. [31], 6% w/w NaOH is the strongest alkali chemical, achieving an 85% increase in glucose yield by enzymatic hydrolysis from rice straw in 24 h at 25 °C. Delignification with sodium chlorite has been studied to reduce the lignin content of lignocellulosic material. Enzymatic hydrolysis improves with an increase of accessible pore capacity to a specific majority after removal of lignin by sodium chlorite delignification. Sodium chlorite delignification results in substantial enzymatic conversion when the lignin content is reduced to 15%, corresponding to 0.30–0.35 g/g accessible pore volume in forest biomass [32].

SL images pretreated with alkali (a), delignification (b), and alkali-delignification (c), and KC pretreated with alkali (d), deproteinization (e), and alkali-deproteinization (f)
Pretreated SL and KC were used as precursors for the production of oligosaccharides by CSS and CXL. Increasing the incubation time increased the reducing sugar content in all samples. The reducing sugar content of SL pretreated with alkali, delignification, and alkali-delignification then hydrolyzed with CSS for 24 h was 2655.0, 84,900.0, and 9025.0 ppm, respectively, while hydrolysis with CXL gave 3552.5, 6077.5, and 5630.0 ppm, respectively (Table 3). SL pretreated by delignification had the highest reducing sugar content, followed by that pretreated with alkali-delignification, while SL pretreated with alkali provided the lowest reducing sugar content. Delignification pretreatment removed 44.2% of the lignin content and gave a yield of 84.0% (data not shown). The reducing sugar content of KC pretreated with alkali, deproteinization, and alkali-deproteinization then hydrolyzed with CSS for 24 h was 20,680.0, 6805.0, and 7105.0 ppm, respectively, while hydrolysis with CXL gave 11,510.0, 12,010.0, and 7130.0 ppm, respectively. KC pretreated with alkali had the highest reducing sugar content, followed by that subjected to deproteinization and alkali-deproteinization, respectively. Alkali pretreatment removed 94.2% of the protein content (data not shown).
Oligosaccharide profiles were observed by TLC (Fig. 3). Fewer monosaccharides should be present in the optimal oligosaccharide profile because monosaccharides can be absorbed in the small intestine and used by pathogens in the colon, resulting in fewer prebiotic properties. SL pretreated with delignification and alkali-delignification produced oligosaccharides with a degree of polymerization (DP) greater than 2, while the main product of SL pretreated with alkali was DP 2 oligosaccharide. By contrast, KC pretreated with alkali and hydrolyzed with CSS gave the highest reducing sugar content and an oligosaccharide DP greater than 2. Furthermore, the two commercial enzymes used in this study were compared. CSS provided greater oligosaccharide variety than CXL, while monosaccharide amounts were lower with both materials. The different composition of the commercial enzymes caused the variety of oligosaccharides produced, with CSS containing cellulase, glucanase and xylanase, and CXL containing mostly cellulase and xylanase. Thus, SL pretreated with delignification and KC pretreated with alkali hydrolyzed by CSS, having the highest reducing sugar content and lower monosaccharide content, were further optimized for effective oligosaccharide production by RSM. However, the purity of the oligosaccharides was reduced due to the presence of monosaccharides that have reduced prebiotic potential because of their ability to rapidly absorb through the upper part of the small intestine [33]. Díaz et al. [34] reported that enzymatic hydrolysis of banana pseudostem pulp provides the highest cello-oligosaccharide content using a low dosage of cellulase, slowing the rate of glucose production. As a result, reducing the monosaccharide content of the mixture is critical for improving the quality of the final oligosaccharide product from enzymatic hydrolysis [35, 36].

TLC chromatograms of sugar profiles obtained from SL pretreated with alkali (a), delignification (b), alkali-delignification (c), and oligosaccharide obtained from KC pretreated with alkali (d), deproteinization (e), and alkali-deproteinization (f) after hydrolysis by commercial cellulases at pH 5.0, 50 °C for 8, and 24 h. Lane 1, standard glucose; lane 2, standard cellobiose; lane 3, mixture of standard XOS; lane 4, CSS at 8 h; lane 5, CXL at 8 h; lane 6, CSS at 24 h; lane 7, CXL at 24 h
3.3 Optimization of oligosaccharide production by enzyme hydrolysis
The concentrations of reducing sugars obtained using the generated BBD experimental conditions for both SK and KC are reported in Supplementary Table 1. Concentration ranges of sugars from SL and KC, respectively, were 8641.27–37,176.70 and 4913.23–20,514.30 ppm. Based on the experimental data and the resulting amount of sugars, polynomial equations for reducing sugar production using SL and KC are presented as follows:
The RSM contour plots in Fig. 4 reveal the interaction between the studied variables affecting the amount of reducing sugar. The contours were parabola-shaped with the crown identifying the maximum values of the produced sugar. The optimal values were in the middle of the generated contours, implying that the established BBD models are applicable for the investigation of optimal conditions. For oligosaccharide production using SL, the optimal conditions were 60.00 °C, 4 h, pH 5.14, and an enzyme concentration of 1.52%, resulting in a reducing sugar content of 35,187.30 ppm (R2 0.9094; R2 adjusted 0.8036). Conversely, the optimal conditions for sugar production using KC were 45.68 °C, 4.5 h, pH 4.00, and an enzyme concentration of 1.05%, resulting in a reducing sugar content of 18,641.27 ppm (R2 0.9177; R2 adjusted 0.8217). To experimentally validate the optimization results, the sugar production processes were carried out using the obtained optimal conditions, resulting in a reducing sugar content of 35,187.30 and 18,641.27 ppm, respectively, for SL and KC with error values of 0.84 and 3.22, respectively.

RSM contour plots for SL showing interaction between time (F2) and pH (F3) (a) and for KC showing interaction between temperature (F1) and pH (F3) (b) affecting the amount of sugar produced
3.4 Purification of oligosaccharides
Impurities of SL oligosaccharide (SLO) and KC oligosaccharide (KCO) included glucose and other monosaccharides. A biological approach was used in this study for purification due to the low economic cost and ease of processing. Another method of purifying oligosaccharides is to use yeast to ferment unintended monosaccharide impurities into ethanol, which increases XOS purity [37]. S. cerevisiae and C. pulcherrima are two yeast strains that effectively use monosaccharides as a carbon source. Instead of glucose, 2% crude oligosaccharides were added to the yeast culture medium and incubated at 30 °C for 24–72 h. The glucose band on TLC disappeared in SLO purified with S. cerevisiae and was substantially reduced in SLO purified with C. pulcherrima (Fig. 5), while both yeasts removed the glucose band in KCO. Furthermore, the glucose band was still apparent after 1 day of incubation, while it was removed, and the other sugar profiles remained the same after 48 and 72 h of incubation (data not shown). S. cerevisiae is the most commonly used microorganism for industrial ethanol production from hexoses. It is also widely used as a cell factory to make advanced biofuels, chemicals, and pharmaceuticals. According to Lian et al. [38], S. cerevisiae utilizes 50 mM glucose and galactose completely within 24 h. S. cerevisiae has also been used to purify gluco-oligosaccharides, despite the fact that only the monosaccharide can be removed [39]. In a previous study, C. pulcherrima eliminated 6.5% of xylose within 4 days but did not assimilate xylobiose and the DP of the sugar remained constant [40]. As a result, S. cerevisiae was employed for purification for 2 days due to its ability to remove the glucose in both SLO and KCO.

TLC chromatograms of sugar profiles obtained from crude SLO and KCO after purification by fermentation with S. cerevisiae and C. pulcherrima at 30 °C for 48 h. Lane 1, standard glucose; lane 2, standard cellobiose; lane 3, mixture of standard XOS; lane 4, crude SLO; lane 5, SLO purified by S. cerevisiae; lane 6, SLO purified by C. pulcherrima; lane 7, crude KCO; lane 8, KCO purified by S. cerevisiae; lane 9, KCO purified by C. pulcherrima
The purified SLO and KCO were analyzed for removal of monosaccharides by HPAEC. SLO contained glucose as a major monosaccharide (71.59% w/w), as shown in Table 4. Purification of SLO with S. cerevisiae removed 80.80% of the glucose and all of the mannose and galactose. SLO contained small amounts of xylose and arabinose that S. cerevisiae was unable to remove. KCO had total monosaccharides less than SLO but also contained glucose as a major monosaccharide (43.24% w/w). Purification of KCO with S. cerevisiae removed all the glucose, mannose, and galactose, while xylose and arabinose were slightly reduced. According to Subtil et al. [41], D-glucose reduces the simultaneous utilization of pentoses primarily by inhibiting pentose uptake, while intracellular D-glucose does not inhibit pentose utilization. D-glucose catabolism also impedes pentose utilization. L-arabinose utilization in S. cerevisiae has been accomplished through the use of multi-step oxidoreductive fungal or bacterial pathways. The fungal L-arabinose utilization pathway, like the fungal D-xylose utilization pathway, employs NADPH- and NADH-dependent redox reactions, resulting in severe co-factor imbalances [42].
3.5 Prebiotic properties of obtained oligosaccharides
Purified SLO and KCO were used to promote the growth of three species of lactic acid bacteria, L. brevis, L. delbrueckii subsp. bulgaricus, and L. plantarum. Lactic acid bacteria were cultured in modified MRS medium at 37 °C for 48 h, and absorbance was measured at 600 nm every 10 min. Glucose, originally contained in normal MRS medium, was replaced by SLO, KCO, and commercial XOS. The positive control was normal MRS, and the negative control was modified MRS without a carbon source. The positive control provided the highest specific growth rate for all lactic acid bacteria, followed by commercial XOS and SLO, while KCO had a low specific growth rate similar to that of the negative control (Table 5). L. brevis is found in milk, cheese, sauerkraut, sour bread, silage, cow manure, feces, and the oral and digestive tracts of humans and rats [43]. It is one of the few lactobacilli known to be capable of growing on and using XOS of low molecular weight [44, 45]. L. brevis displays high growth with XOS consumption, preferring an average DP of 2 for XOS [46]. L. brevis strains also grow well on isomalto-oligosaccharide but growth is lower than on XOS [47]. L. plantarum is found in various foods and in the human gastrointestinal tract [48]. L. plantarum cultured with malto-oligosaccharides grows better than that cultured in fructo-oligosaccharides or galacto-oligosaccharides [49]. L. plantarum prefers to hydrolyze DP7 isomalto-oligosaccharides to produce DP5, rather than using oligosaccharides with a low DP [50]. The strain L. delbrueckii subsp. bulgaricus is used industrially for yogurt production [51]. Growth of L. delbrueckii subsp. bulgaricus strains is significantly different on oligosaccharides with different DPs and including gluco-oligosaccharides, fructo-oligosaccharides, and galacto-oligosaccharides [52].
As a result, SLO was chosen to investigate the growth curve of the three lactic acid bacteria. The three species of cultured lactic acid bacteria were sampled to count the number of cells using the spread plate technique. The highest number of L. brevis cells was cultured in glucose, followed by SLO, commercial XOS, and the negative control (9.0, 8.2, 8.1, and 5.7 log CFU/mL, respectively), while the growth of L. delbrueckii subsp. bulgaricus and L. plantarum on SLO was similar to that on the negative control (Fig. 6a–c). In comparison to other species, L. brevis is substantially promoted by XOS produced from rice by-products utilizing hydrothermal treatment-assisted enzymatic hydrolysis [53]. In addition, L. brevis cultured in glucose has a log phase between 10–14 h, whereas SLO and commercial XOS have faster log phases at 8–12 h. When bacteria reach the stationary phase, the substrate becomes depleted, which may result in a lower number of L. brevis cells being promoted by SLO and commercial XOS than glucose [54]. XOS produced from microwave-assisted enzymatic hydrolysis of rice straw supports L. brevis growth at a slower rate when compared to glucose, but with the same population in the stationary phase [55]. Lactic acid bacteria can produce lactic acid associated with their growth rate; thus, probiotics with a fast log phase can inhibit pathogen activity rapidly [56]. L. brevis produces significant amounts of lactate during cell growth, with linear arabino-oligosaccharides and debranched sugar beet arabinan after 48 h [57]. Spent coffee ground polyphenol extracts can induce the growth of L. brevis as a unique carbon source at a similar level to dextrose, which has a high total phenolic content with antioxidant and anti-pathogenic activity [58]. L. brevis strains exhibit a higher survival rate in gastric conditions and antimicrobial activity against various foodborne pathogens including Listeria monocytogenes, Escherichia coli O157:H4, Staphylococcus aureus, and Salmonella Enteritidis [59]. Brevicin is a natural biopreservative produced by L. brevis NS01, which presents good antimicrobial activity [60]. A previous study reported final populations of L. brevis and L. plantarum fermented with soybean milk after 24 h of 8.98 and 9.03 log CFU/mL, respectively [61]. L. plantarum has good probiotic properties and can tolerate the simulated digestive tract environment. It can metabolize and synthesize bacteriocins, which have a strong inhibitory effect on the growth of both Gram-positive and Gram-negative bacteria [62]. The growth of L. plantarum is rapid between 24 and 48 h of fermentation and produces 3-phenyllactic acid, an antifungal compound with high activity [63]. Although the heat sensitivity of L. plantarum was increased under a severe food process, pressurized carbon dioxide treatment [64], oligosaccharides could enhance growth rate and stress tolerance of the beneficial bacteria [65]. L. delbrueckii subsp. bulgaricus induces growth of neoagaro-oligosaccharides and fructo-oligosaccharides at a concentration of 7.2 log cfu/mL [66]. Oligosaccharides extracted from soy sauce lees strongly promote the proliferation of L. delbrueckii subsp. bulgaricus, with the concentration reaching 9.67 log cfu/mL [67]. The antimicrobial substances of L. delbrueckii subsp. bulgaricus are specific against Gram-negative bacteria [68].

Growth of L. brevis (a), L. delbrueckii subsp. bulgaricus (b), and L. plantarum (c) on oligosaccharides obtained from SL (triangle) compared with glucose (diamond), non-carbon source (circle), and commercial XOS (box) at 37 °C for 40 h
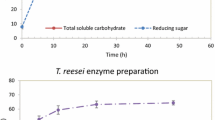
A 2% (w/v) concentration of SLO solution was continuously tested for resistance to digestion in simulated gastrointestinal conditions; 90.4% of commercial XOS withstood simulated digestion, while 83.66% of SLO remained undigested in the stomach simulation system, and 77.89% remained undigested in the small intestine simulation system (Fig. 7a). The sugar type was determined using the TLC technique after SLO was digested under acidic and enzymatic simulated human gastrointestinal conditions for 0, 2, and 4 h. Digested oligosaccharides had a 2–3 times higher DP than undigested oligosaccharides (Fig. 7b). The stomach plays a greater role in hydrolysis via hydrochloric acid, which hydrolyzes the carbohydrate structure randomly [69]. Pancreatic amylase is the major carbohydrate-hydrolyzing enzyme in the intestine [70]. Pancreatic amylases degrade the α-1,4-glycosidic linkages of linear glucans to maltose [71]. Brush border enzymes in the mammalian small intestine also hydrolyze α-1,4- and α-1,6-glycosidic linkages [72]. Cello-oligosaccharides have β-1,4-glycoside linkages formed by linear D-gluco-oligomers, which involve glycoside linkages largely resistant to hydrolytic degradation by human digestive enzymes [73]. Various microorganisms express these enzymes either singly or associated in a macromolecular complex known as the cellulosome [74]. Nevertheless, cello-oligosaccharides enhance cell density by up to 4.1 times in Clostridium butyricum, Lactococcus lactis subsp. lactis, L. paracasei subsp. paracasei, and L. rhamnosus, with reduced efficiency for Bifidobacterium sp. [75]. Cello-oligosaccharide is effectively expressed in lactic acid bacteria and shows direct production of D-lactic acid with lengths ranging from cellobiose to cellohexaose [76].

Percentage carbohydrate digestion of SLO (box) and commercial XOS (circle) (a) and sugar profile of SLO (b) after hydrolysis in in vitro simulated gastric phase and intestinal phase digestion. Lane 1, standard glucose; lane 2, standard cellobiose; lane 3, mixture of standard XOS; lane 4, SLO; lane 5, SLO after incubation with simulated gastric fluid; lane 6, SLO after incubation with simulated intestinal fluid. G, glucose; C2, cellobiose; X2, xylobiose; X3, xylotriose; X4, xylotetraose; X5, xylopentaose
4 Conclusions
Sacha inchi by-products from the oil industry are lignocellulosic materials that can be used for polysaccharide conversion. Oligosaccharides are by-products of polysaccharide conversion that have functional properties and can increase the value of these by-products. Oligosaccharides produced from various materials have potential for consumers, but information on production of oligosaccharides from sacha inchi by-products is limited. The key to oligosaccharide production via enzymatic hydrolysis is lignocellulose pretreatment, which breaks down the complex structure of the substrate and increases the surface area for enzymatic catalysis. Because of their chemical composition, SL and KC require different pretreatment methods. SL and KC were able to produce oligosaccharides using commercial cellulases. A BBD experimental design was used to determine the optimal conditions for oligosaccharide production. S. cerevisiae removed more than 80% of glucose from SLO and KCO. However, KCO was unable to promote lactic acid bacteria as a probiotic, whereas SLO was able to promote L. brevis at the same level as commercial XOS and withstand simulated digestion (90.4% was retained). The study results suggested that oligosaccharides with prebiotic properties can be produced from sacha inchi by-products.
Data availability
The authors confirm that the data supporting the findings of this study are available within the article and its supplementary materials.
References
Chirinos R, Pedreschi R, Campos D (2020) Enzyme‐assisted hydrolysates from sacha inchi (Plukenetia volubilis) protein with in vitro antioxidant and antihypertensive properties. J Food Process Preserv 44. https://doi.org/10.1111/jfpp.14969
Jagersberger J (2013) Development of novel products on basis of sacha inchi – use of press cakes and hulls. (Doctoral dissertation, uniwien).
Dominguez AL, Rodrigues LR, Lima NM, Teixeira JA (2014) An overview of the recent developments on fructooligosaccharide production and applications. Food Bioproc Tech 7:324–337. https://doi.org/10.1007/s11947-013-1221-6
Gibson GR, Hutkins R, Sanders ME et al (2017) Expert consensus document: The International Scientific Association for Probiotics and Prebiotics (ISAPP) consensus statement on the definition and scope of prebiotics. Nat Rev Gastroenterol Hepatol 14:491–502. https://doi.org/10.1038/nrgastro.2017.75
La-ongkham O, Nakphaichit M, Nakayama J et al (2020) Age-related changes in the gut microbiota and the core gut microbiome of healthy Thai humans. 3 Biotech 10:276. https://doi.org/10.1007/s13205-020-02265-7
Crittenden RG, Playne MJ (1996) Production, properties and applications of food-grade oligosaccharides. Trends Food Sci Technol 7:353–361. https://doi.org/10.1016/S0924-2244(96)10038-8
Barreteau H, Delattre C, Michaud P (2006) Production of oligosaccharides as promising new food additive generation. Food Technol Biotechnol 44:323–333
Baur FJ, Ensminger LG (1977) The Association of Official Analytical Chemists (AOAC). J Am Oil Chem Soc 54:171–172. https://doi.org/10.1007/BF02670789
Yoshida S, Kusakabe I, Matsuo N et al (1990) Structure of rice-straw arabinoglucuronoxylan and specificity of Streptomyces xylanase toward the xylan. Agric Biol Chem 54:449–457. https://doi.org/10.1080/00021369.1990.10869948
Miller GL (1959) Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal Chem 31:426–428. https://doi.org/10.1021/ac60147a030
Bezerra MA, Santelli RE, Oliveira EP et al (2008) Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 76:965–977. https://doi.org/10.1016/j.talanta.2008.05.019
Hongpattarakere T, Cherntong N, Wichienchot S et al (2012) In vitro prebiotic evaluation of exopolysaccharides produced by marine isolated lactic acid bacteria. Carbohydr Polym 87:846–852. https://doi.org/10.1016/j.carbpol.2011.08.085
Mecozzi M (2005) Estimation of total carbohydrate amount in environmental samples by the phenol–sulphuric acid method assisted by multivariate calibration. Chemom Intell Lab Syst 79:84–90. https://doi.org/10.1016/j.chemolab.2005.04.005
Sathe SK, Kshirsagar HH, Sharma GM (2012) Solubilization, fractionation, and electrophoretic characterization of inca peanut (Plukenetia volubilis L.) proteins. Plant Foods Hum Nutr 67:247–255. https://doi.org/10.1007/s11130-012-0301-5
de Souza AHP, Gohara AK, Rodrigues ÂC et al (2013) Sacha inchi as potential source of essential fatty acids and tocopherols: multivariate study of nut and shell. Acta Sci Technol 35:757–763. https://doi.org/10.4025/actascitechnol.v35i4.19193
Kumar B, Smita K, Cumbal L, Debut A (2017) Sacha inchi (Plukenetia volubilis L.) shell biomass for synthesis of silver nanocatalyst. J Saudi Chem Soc 21:S293–S298. https://doi.org/10.1016/j.jscs.2014.03.005
Chirinos R, Necochea O, Pedreschi R, Campos D (2016) Sacha inchi (Plukenetia volubilis L.) shell: an alternative source of phenolic compounds and antioxidants. Int J Food Sci Technol 51:986–993. https://doi.org/10.1111/ijfs.13049
Ruiz C, Díaz C, Anaya J, Rojas R (2013) Proximate analysis, antinutrients, fatty acids and amino acids profiles of seeds and cakes from 2 species of sacha inchi: Plukenetia volubilis and Plukenetia huayllabambana. Rev Soc Quím Perú 79:29–36
Rawdkuen S, Murdayanti D, Ketnawa S, Phongthai S (2016) Chemical properties and nutritional factors of pressed-cake from tea and sacha inchi seeds. Food Biosci 15:64–71. https://doi.org/10.1016/j.fbio.2016.05.004
Chirinos R, Aquino M, Pedreschi R, Campos D (2017) Optimized methodology for alkaline and enzyme-assisted extraction of protein from sacha inchi (Plukenetia volubilis) kernel cake. J Food Process Eng 40:e12412. https://doi.org/10.1111/jfpe.12412
Kim JS, Lee YY, Kim TH (2016) A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour Technol 199:42–48. https://doi.org/10.1016/j.biortech.2015.08.085
Kim TH (2013) Pretreatment of lignocellulosic biomass. Bioprocessing Technologies in Biorefinery for Sustainable Production of Fuels, Chemicals, and Polymers. John Wiley & Sons, Inc., Hoboken, NJ, USA, pp 91–110
Tian W, Xiao N, Yang Y et al (2020) Structure, antioxidant and immunomodulatory activity of a polysaccharide extracted from sacha inchi seeds. Int J Biol Macromol 162:116–126. https://doi.org/10.1016/j.ijbiomac.2020.06.150
Rico X, Gullón B, Alonso JL et al (2018) Valorization of peanut shells: manufacture of bioactive oligosaccharides. Carbohydr Polym 183:21–28. https://doi.org/10.1016/j.carbpol.2017.11.009
Nabarlatz D, Farriol X, Montané D (2005) Autohydrolysis of almond shells for the production of xylo-oligosaccharides: product characteristics and reaction kinetics. Ind Eng Chem Res 44:7746–7755. https://doi.org/10.1021/ie050664n
Surek E, Buyukkileci AO (2017) Production of xylooligosaccharides by autohydrolysis of hazelnut (Corylus avellana L.) shell. Carbohydr Polym 174:565–571. https://doi.org/10.1016/j.carbpol.2017.06.109
McMillan JD (1994) Pretreatment of lignocellulosic biomass. pp 292–324
Tarkow H, Feist WC (1969) A mechanism for improving the digestibility of lignocellulosic materials with dilute alkali and liquid ammonia. pp 197–218
Binod P, Sindhu R, Singhania RR et al (2010) Bioethanol production from rice straw: an overview. Bioresour Technol 101:4767–4774. https://doi.org/10.1016/j.biortech.2009.10.079
Rawat R, Kumbhar BK, Tewari L (2013) Optimization of alkali pretreatment for bioconversion of poplar (Populus deltoides) biomass into fermentable sugars using response surface methodology. Ind Crops Prod 44:220–226. https://doi.org/10.1016/j.indcrop.2012.10.029
Zheng M, Li X, Li L et al (2009) Enhancing anaerobic biogasification of corn stover through wet state NaOH pretreatment. Bioresour Technol 100:5140–5145. https://doi.org/10.1016/j.biortech.2009.05.045
Yu Z, Jameel H, Chang H, Park S (2011) The effect of delignification of forest biomass on enzymatic hydrolysis. Bioresour Technol 102:9083–9089. https://doi.org/10.1016/j.biortech.2011.07.001
Alvarado F, Lherminier M, Phan HH (1984) Hamster intestinal disaccharide absorption: extracellular hydrolysis precedes transport of the monosaccharide products. J Physiol 355:493–507. https://doi.org/10.1113/jphysiol.1984.sp015434
Díaz S, Ortega Z, Benítez AN, et al (2021) Oligosaccharides production by enzymatic hydrolysis of banana pseudostem pulp. Biomass Convers Biorefin 1-12. https://doi.org/10.1007/s13399-021-02033-4
Mussatto SI, Mancilha IM (2007) Non-digestible oligosaccharides: a review. Carbohydr Polym 68:587–597. https://doi.org/10.1016/j.carbpol.2006.12.011
Gullón B, Gullón P, Sanz Y et al (2011) Prebiotic potential of a refined product containing pectic oligosaccharides. LWT 44:1687–1696. https://doi.org/10.1016/j.lwt.2011.03.006
Guerrero C, Vera C, Novoa C et al (2014) Purification of highly concentrated galacto-oligosaccharide preparations by selective fermentation with yeasts. Int Dairy J 39:78–88. https://doi.org/10.1016/j.idairyj.2014.05.011
Lian J, Chao R, Zhao H (2014) Metabolic engineering of a Saccharomyces cerevisiae strain capable of simultaneously utilizing glucose and galactose to produce enantiopure (2R,3R)-butanediol. Metab Eng 23:92–99. https://doi.org/10.1016/j.ymben.2014.02.003
Aburto C, Guerrero C, Vera C et al (2016) Simultaneous synthesis and purification (SSP) of galacto-oligosaccharides in batch operation. LWT 72:81–89. https://doi.org/10.1016/j.lwt.2016.04.029
Kusakabe I, Yasui T, Kobayashi T (1975) A new method for preparation of xylobiose, eliminating xylose from enzymatic xylan hydrolyzate by yeast. Agric and Biol Chem 39:1355–1362. https://doi.org/10.1080/00021369.1975.10861796
Subtil T, Boles E (2012) Competition between pentoses and glucose during uptake and catabolism in recombinant Saccharomyces cerevisiae. Biotechnol Biofuels 5:14. https://doi.org/10.1186/1754-6834-5-14
Richard P, Putkonen M, Väänänen R et al (2002) The missing link in the fungal L-arabinose catabolic pathway, identification of the L-xylulose reductase gene. Biochem 41:6432–6437. https://doi.org/10.1021/bi025529i
Kandler O (1986) Regular, nonsporing gram positive rods. BMSAB 2:1208–1260
Crittenden R, Karppinen S, Ojanen S et al (2002) In vitro fermentation of cereal dietary fibre carbohydrates by probiotic and intestinal bacteria. J Sci Food Agric 82:781–789. https://doi.org/10.1002/jsfa.1095
Garde A, Jonsson G, Schmidt AS, Ahring BK (2002) Lactic acid production from wheat straw hemicellulose hydrolysate by Lactobacillus pentosus and Lactobacillus brevis. Bioresour Technol 81:217–223. https://doi.org/10.1016/S0960-8524(01)00135-3
Moura P, Barata R, Carvalheiro F et al (2007) In vitro fermentation of xylo-oligosaccharides from corn cobs autohydrolysis by Bifidobacterium and Lactobacillus strains. LWT 40:963–972. https://doi.org/10.1016/j.lwt.2006.07.013
Pennacchia C, Vaughan EE, Villani F (2006) Potential probiotic Lactobacillus strains from fermented sausages: further investigations on their probiotic properties. Meat Sci 73:90–101. https://doi.org/10.1016/j.meatsci.2005.10.019
Arenahalli Ningegowda M, Siddalingaiya Gurudutt P (2012) In vitro fermentation of prebiotics by Lactobacillus plantarum CFR 2194: selectivity, viability and effect of metabolites on β-glucuronidase activity. World J Microbiol Biotechnol 28:901–908. https://doi.org/10.1007/s11274-011-0887-z
Cao P, Wu L, Wu Z et al (2019) Effects of oligosaccharides on the fermentation properties of Lactobacillus plantarum. J Dairy Sci 102:2863–2872. https://doi.org/10.3168/jds.2018-15410
Soto C (2013) Effect of isomaltooligosaccharide and gentiooligosaccharide on the growth and fatty acid profile of Lactobacillus plantarum. Electron J Biotechnol 16. https://doi.org/10.2225/vol16-issue4-fulltext-9
Stefanitsi D, Sakellaris G, Garel J (1995) The presence of two proteinases associated with the cell wall of Lactobacillus bulgaricus. FEMS Microbiol Lett 128:53–58. https://doi.org/10.1111/j.1574-6968.1995.tb07499.x
Ignatova T, Iliev I, Kirilov N et al (2009) Effect of oligosaccharides on the growth of Lactobacillus delbrueckii subsp. bulgaricus strains isolated from dairy products. J Agric Food Chem 57:9496–9502. https://doi.org/10.1021/jf901684z
Jaichakan P, Nakphaichit M, Rungchang S et al (2021) Two-stage processing for xylooligosaccharide recovery from rice by-products and evaluation of products: promotion of lactic acid-producing bacterial growth and food application in a high-pressure process. Food Res Int 147:110529. https://doi.org/10.1016/j.foodres.2021.110529
Kim J-H, Shoemaker SP, Mills DA (2009) Relaxed control of sugar utilization in Lactobacillus brevis. Microbiology 155:1351–1359. https://doi.org/10.1099/mic.0.024653-0
Pattarapisitporn A, Thiangthong N, Inthajak P et al (2021) Production of xyloligosaccharides from rice straw by microwave-assisted enzymatic hydrolysis and evaluation of their prebiotic properties. Chiang Mai Univ J of Nat Sci 20(2):2021037
Rezvani F, Ardestani F, Najafpour G (2017) Growth kinetic models of five species of Lactobacilli and lactose consumption in batch submerged culture. Braz J Microbiol 48:251–258. https://doi.org/10.1016/j.bjm.2016.12.007
Moon JS, Shin SY, Choi HS et al (2015) In vitro digestion and fermentation properties of linear sugar-beet arabinan and its oligosaccharides. Carbohydr Polym 131:50–56. https://doi.org/10.1016/j.carbpol.2015.05.022
Klangpetch W (2017) Evaluation of antioxidant, anti-pathogenic and probiotic growth stimulatory activities of spent coffee ground polyphenol extracts. Int Food Res J 24:2246–2252
Kariyawasam KMGMM, Yang SJ, Lee N-K, Paik H-D (2020) Probiotic properties of Lactobacillus brevis KU200019 and synergistic activity with fructooligosaccharides in antagonistic activity against foodborne pathogens. Food Sci of Anim Resour 40:297–310. https://doi.org/10.5851/kosfa.2020.e15
Duraisamy S, Kasi M, Balakrishnan S et al (2015) Optimization of Lactobacillus brevis NS01 brevicin production and its application in apple juice biopreservation using food-grade clarifying agent silica as a carrier. Food and Bioproc Tech 8:1750–1761. https://doi.org/10.1007/s11947-015-1536-6
Niyibituronsa M, Onyango AN, Gaidashova S et al (2019) The growth of different probiotic microorganisms in soymilk from different soybean varieties and their effects on anti-oxidant activity and oligosaccharide content. J Food Res 8:41. https://doi.org/10.5539/jfr.v8n1p41
Spano G, Massa S (2006) Environmental stress response in wine lactic acid bacteria: beyond Bacillus subtilis. Crit Rev Microbiol 32:77–86. https://doi.org/10.1080/10408410600709800
Prema P, Smila D, Palavesam A, Immanuel G (2010) Production and characterization of an antifungal compound (3-phenyllactic acid) produced by Lactobacillus plantarum strain. Food and Bioproc Tech 3:379–386. https://doi.org/10.1007/s11947-008-0127-1
Noma S, Klangpetch W, Nakamura S et al (2010) Effect of low-pressure carbonation on heat inactivation of yeast and bacterial vegetative cells. Food Sci Technol Res 16:389–394. https://doi.org/10.3136/fstr.16.389
Wang J, Wang S, Liu H et al (2019) Effects of oligosaccharides on the growth and stress tolerance of Lactobacillus plantarum ZLP001 in vitro, and the potential synbiotic effects of L. plantarum ZLP001 and fructo-oligosaccharide in post-weaning piglets1. Sci J Anim Sci 97:4588–4597. https://doi.org/10.1093/jas/skz254
Hu B, Gong Q, Wang Y et al (2006) Prebiotic effects of neoagaro-oligosaccharides prepared by enzymatic hydrolysis of agarose. Anaerobe 12:260–266. https://doi.org/10.1016/j.anaerobe.2006.07.005
Yang B, Prasad KN, Xie H et al (2011) Structural characteristics of oligosaccharides from soy sauce lees and their potential prebiotic effect on lactic acid bacteria. Food Chem 126:590–594. https://doi.org/10.1016/j.foodchem.2010.11.048
Miteva V, Ivanova I, Budakov I et al (1998) Detection and characterization of a novel antibacterial substance produced by a Lactobacillus delbrueckii strain 1043. J Appl Microbiol 85:603–614. https://doi.org/10.1046/j.1365-2672.1998.853568.x
Boron WF, Boulpaep EL (2012) Medical physiology, 2e updated edition e-book: with student consult online access. Elsevier Health Science
Bernfeld P (1955) Amylases, alpha and beta. Meth Enzymol I:149–158
Bach Knudsen KE, Hedemann MS, Lærke HN (2012) The role of carbohydrates in intestinal health of pigs. Anim Feed Sci Technol 173:41–53. https://doi.org/10.1016/j.anifeedsci.2011.12.020
Hooton D, Lentle R, Monro J, et al (2015) The secretion and action of brush border enzymes in the mammalian small intestine. Rev Physiol Biochem Pharmacol 59–118
Murai T, Ueda M, Kawaguchi T et al (1998) Assimilation of cellooligosaccharides by a cell surface-engineered yeast expressing β-glucosidase and carboxymethylcellulase from Aspergillus aculeatus. Appl Environ Microbiol 64:4857–4861. https://doi.org/10.1128/AEM.64.12.4857-4861.1998
Lamed RAPHAEL, Setter E, Kenig RINA, Bayer EA (1983) Cellulosome: a discrete cell surface organelle of Clostridium thermocellum which exhibits separate antigenic, cellulose-binding and various cellulolytic activities. Biotechnol Bioeng Symp (United States) Aviv Univ., Ramat Aviv, Israel.
Zhong C, Ukowitz C, Domig KJ, Nidetzky B (2020) Short-chain cello-oligosaccharides: intensification and scale-up of their enzymatic production and selective growth promotion among probiotic bacteria. J Agric Food Chem 68:8557–8567. https://doi.org/10.1021/acs.jafc.0c02660
Okano K, Zhang Q, Yoshida S et al (2010) D-lactic acid production from cellooligosaccharides and β-glucan using L-LDH gene-deficient and endoglucanase-secreting Lactobacillus plantarum. Appl Microbiol Biotechnol 85:643–650. https://doi.org/10.1007/s00253-009-2111-8
Acknowledgements
We would like to thank The Ultimate Bangkok Ltd., Thailand for generously supplying the sacha inchi residues throughout this study.
Funding
This research work was financially supported by Thailand Research Fund (contract no. MSD60I0145) and partially supported by Chiang Mai University.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that the research was conducted with no known competing financial interests or personal relationships that could be construed as a potential conflict of interest.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Panpa, W., Pattarapisitporn, A., Jaichakan, P. et al. Conversion of sacha inchi (Plukenetia volubilis L.) residues into potential prebiotic oligosaccharides. Biomass Conv. Bioref. 14, 6835–6848 (2024). https://doi.org/10.1007/s13399-022-02975-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-022-02975-3