
Abstract
The industrialization and application of bacterial cellulose (BC) are restricted by high production cost and low productivity. In this paper, enzymatic hydrolysate of kitchen waste (KWH) was used as an alternative low-cost source to produce BC, aiming to facilitate its economic feasibility of industrial production. When KWH containing 13.11% total sugar and 1.27% total protein was used as medium of kombucha, BC yield was rapidly increased to 6.05 ± 0.17 g L−1 at 7 days of fermentation. As the extra nutrients, adding 5% glucose and 0.5% ammonium sulfate would significantly decrease the BC yield, while 0.5% peptone could promote the production of BC. Furthermore, the optimal KWH medium was determined through the Box-Behnken design as diluting KWH with distilled water at ratio of 1:0.8, adding 0.6% peptone, and adjusting initial pH to 5.5. The BC yield of 7.21 ± 0.25 g L−1 was obtained when kombucha was cultivated using this medium at 28 °C for 7 days, which was higher than many reported BC yield also taking organic waste as alternative source. Property characterization indicated that the obtained BC film had typical microfiber network; its Young’s modulus and tensile strength values were 3314.7 ± 193.5 MPa and 106.9 ± 25.6 MPa, respectively, and the water holding capacity value was 98.8%. In conclusion, this paper realized the high efficient conversion of kitchen waste to high-performance BC film, which will provide a technical reference for decreasing the producing cost of BC and a strategy for realizing the green and high-value utilization of KW.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Bacterial cellulose (BC) is a kind of porous network biopolymer material produced by microbial fermentation. Compared with plant cellulose, BC has obvious advantages including high purity degree (≥ 99%), high crystallinity, high porosity and water holding capacity, high tensile strength, and excellent biocompatibility and fermentability [1]. Therefore, BC is recognized as an excellent alternative to be used in many fields including medicine, textiles, food, and packaging [2, 3]. However, the industrialization and application of BC were restricted by the high producing cost and low productivity. Currently, strategies to solve these dilemmas are mainly focused on screening strains with high BC productivity and developing cost-effective alternative source as the culture medium [4].
Traditionally, many types of carbon sources, such as glucose, sucrose, fructose, glycerol, mannitol, and arabitol, can be employed for BC production. However, these carbon sources are not economical to be used in industrial scale production of BC. Therefore, searching alternative and cost-effective sources as the fermentation substrate to produce BC aroused worldwide attentions [5]. Currently, various natural carbon sources from organic biomass have been used for BC production, such as fruit processing waste, beverage industrial waste, and fermentation waste [6,7,8]. In addition, the hydrolysate of lignocellulose biomass and starchy biomass, such as sweet sorghum, corn stalk, and kitchen waste/food waste, has also been successfully used as the source to produce BC [9,10,11]. Kitchen waste (KW) is considered as a kind of excellent organic biomass for the production of high-value products owing to the enrichment of cellulosic and starchy compositions [12, 13]. On the other hand, the annual increasing of KW has caused various serious pollution, which makes its environmental-friendly and effective disposal the urgent problem of the world [13, 14]. Considering that KW is rich in carbohydrates (starch, cellulose, and hemicellulose), proteins, and other nutrients of microbes, the BC production using KW as alternative source was reported [11, 15].
Finding BC-producing strain with high productivity is another significant issue for achieving the economically feasible production of BC. Kombucha is a kind of functional beverage containing a floating film composed of bacterial cellulose. The microbes in the kombucha, including the genera of Gluconobacter, Acetobacter, Zygosaccharomyces, Saccharomyces, and Schizosaccharomyces, are present in a symbiotic relationship and benefit for producing cellulose fibrils extracellularly forming a biofilm at the air–liquid interface [16, 17]. Several strains have been isolated from kombucha and applied for BC production, such as Komagataeibacter rhaeticus [11, 18], Gluconacetobacter xylinus [19], and K. hansenii [20]. In addition, studies have shown that the BC produced using the symbiotic community of bacteria and yeast (SCOBY) of kombucha was higher than that produced by individual strains isolated from kombucha. It was because of the strong symbiotic relationship between the yeast and bacteria in the kombucha and their complex metabolic pathway [17, 21].
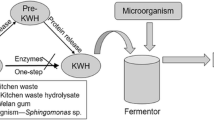
In this paper, the BC production of kombucha taking the enzymatic hydrolysate of KW (KWH) as low-cost alternative resource was investigated. First, based on the chemical composition analysis of KWH, the fermentation process of kombucha in KWH was investigated, as well as the effect of the content of nutrients in KWH medium on the BC production. Then, the optimal parameters for kombucha to produce BC using KWH as substrate were determined by Box-Behnken design (BBD). Finally, the physicochemical properties of the BC obtained from KW were studied, including morphological structure, mechanical properties, and water holding capacity (WHC). From the literature survey, it appears that fermentation with the SCOBY of kombucha using KW as alternative source was the first comprehensive report on the BC production.
2 Materials and methods
2.1 Kitchen waste
Kitchen waste was collected from the dining room located in the Institute of Process Engineering, Chinese Academy of Sciences, and was majorly composed of vegetables, meat, and rice. The kitchen waste was mixed with boiled water at a weight (wet basis) to volume ratio of 1:1. After been soaked for 5 min, the solid kitchen waste was collected by filter. Then, the wet solid KW was crushed with a blender (MJ-WBL2501B, Media, China) and stored at 4 °C for use. The major characteristics of the KW are shown in Table 1.
2.2 Enzymes and the enzymatic hydrolysis of KW
Glucoamylase (GLA) and α-amylase (AAM) were purchased from Sunson Industry Group Co., Ltd (Beijing, China). The activities of these enzymes were assayed and defined by the manufacturer. The enzymatic hydrolysis of KW was conducted as follows. Distilled water was added into the KW slurry with a solid-to-liquid ratio of 1:1 (w/v). The mixture was sequentially hydrolyzed with 50 U g−1 KW of AAM at 90 °C for 60 min and 400 U g−1 KW of GLA at 50 °C for 60 min. Then, the residues were centrifuged at 6000 rpm; the collected supernatant was KWH.
2.3 Preparation of kombucha inoculum
The black tea and kombucha were purchased from local stores (Beijing, China). The black tea media were obtained by soaking 5 g of black tea in 500 mL boiling deionized water for 20 min and then 100 g L−1 of sucrose was added after removing the solid leaves. The purchased kombucha starter was inoculated into the black tea infusion and fermented at 25–28 °C for 3–5 days. The fermentation broth was used as pre-culture for the BC production using KWH as medium.
2.4 Bacterial cellulose fermentation of kombucha in KWH
A total of 100 mL media was loaded into 250 mL Erlenmeyer flask and autoclaved at 115 °C for 30 min. Inoculated 10 mL of pre-cultured kombucha inoculum into the cooled KWH medium, and statically cultivated at 28 °C for 14 days. The variation of sugar concentration, pH value, and BC yield during the fermentation process was monitored.
Then, the KWH was diluted with distilled water at ratio of 1:0.3 (v/v, KWH-D0.3), 1:1 (v/v, KWH-D1), and 1:2 (v/v, KWH-D2), respectively. Then the diluted KWH was used as medium for kombucha to investigate the effect of the nutrient content in KWH on BC production.
The effects of additional nutrients of 3% glucose, 5% glucose, 0.5% ammonium sulfate (AS), and 0.5% peptone (PT) on the production of bacterial cellulose from kombucha fermented KWH were also investigated respectively. Then, 10 mL of pre-cultured kombucha solutions were inoculated into the cooled media and statically conducted at 28 °C for 7 days.
2.5 Optimize the KWH medium for kombucha to produce BC
The Box-Behnken design (BBD) is a nonlinear optimization method that uses multiple quadratic regression involving three-level incomplete factorial design to fit the functional relationship between each factor and the response value. Compared to other RSM designs, BBD method has the advantages of few trials, convenient application, and easier to arrange and interpret experiments [22, 23]. Three factors BBD was applied in this study in order to investigate the individual and the interactive effects of dilution ratio of KWH (A), peptone content (B), and initial pH (C) on the BC production of kombucha. The studied factors along with their experimental levels are presented in Table 2. A total of fifteen experiments were carried out (Table 4).
2.6 Analytic methods
2.6.1 Chemical composition analysis of KWH
The total reducing sugar content in the KWH was determined by using the standard method of 3,5-dinitrosalicyclic acid (DNS) method [24]. The composition of monosaccharides in the KWH was analyzed with HPLC (Agilent HPLC 1260, American) equipped with a refractive index detector and a PL Hi-Plex H column (300 × 7.7 mm, 8 µm). The column temperature was 65 °C and 5 mM H2SO4 solution was used as elution at a flow rate of 0.6 mL min−1 [25].
The total protein content in the KWH was measured using coomassie brilliant blue method with bovine serum albumin (BSA) as a standard. A total of 2 mL of appropriate diluted samples or standard BSA solutions were mixed with 2.0 mL coomassie brilliant blue G250 solution evenly. Then, the absorbance was measured at 595 nm using the UV–Vis spectrophotometer (754 PC, Jinghua Technology Co., Ltd, Shanghai, China) [26].
2.6.2 Quantification analysis of BC
The BC pellicle was separated from the medium by filtration and washed with distilled water to remove the residual KWH medium and kombucha cells. The BC film was purified with 0.3 M NaOH solution at 90 °C for 1 h, and then washed with distilled water until neutral [27]. The purified BC film was dried at 30 °C to constant weight. The BC yield was calculated according to Eq. (1).
where, WBC and WKW are the dry weight of BC film (g) and kitchen waste (g), respectively.
2.6.3 The characteristic of KW
The pH value was measured with a pH-meter (PHS-3E, INESA Scientific Instrument Co., Ltd, China). Total solid (TS) content of KW was measured by drying it at 105 °C to constant weight. The volatile total solids of KW were determined by heating at 550 °C for 4 h in a muffle furnace (SRJX-4–13, Shanghai LiChen Instrument Technology Co., Ltd, China). Total starch and lipid content in KW were analyzed using the national standard methods GB/T5009.9–2016 [28] and GB/T5009.6–2016 [29], respectively.
2.7 Characterization of BC
The SU8020 field emission scanning electronic microscope (SEM) (Hitachi, Japan) was employed to observe the micro-structure of the BC film at a room temperature of 5.0 kV. Prior to observation, BC sample was dried again and coated with a layer of gold.
The mechanical properties of the BC film were performed on the tensile tester (AGS-X, Shimadzu, Japan). The tested BC film was cut into rectangular strips with the length of 30 mm and width of 5 mm and then the sample was stretched at a constant rate of 0.25% elongation per minute until the sample broke. The applied stress and the strain at break were calculated according to Eqs. (2) and (3), respectively. Then, the Young’s modulus, tensile strength, and strain at break were calculated according to the reference of [30].
where, F is the applied force (N × 106); W and T are the width (mm) and thickness (mm) of BC film, respectively; ΔL is the length of elongation (mm); and L0 is the original length of the BC strips (mm).
The water holding capacity (WHC) of BC film was measured by drying the wet BC sample at room temperature (30 °C) to constant weight and calculated as Eq. (4) [19].
where, Ww and Wd are the weight of the wet film (g) and dried film (g), respectively.
2.8 Statistical analysis
Statistical analysis of the experimental data was performed using Origin 9.0 software package. Experimental values are presented as means with standard deviation (± SD) from at least three independent experiments. The BBD was carried out using Design-Expert version 11 (Stat-Ease, Inc., Minneapolis, USA). Analysis of variance (ANOVA) and F-test were used to evaluate the significance of the models and the experimental factors. P-value < 0.05 was considered as statistically significant.
3 Results and discussion
3.1 Composition analysis of KWH
The major nutritional compositions in the KWH are shown in Table 3. The total RS content in KWH was 130.11 ± 5.76 g L−1, which meant that obviously the sugar-rich KWH would be the potential sources for BC production. The HPLC analysis indicated that glucose was the dominant monosaccharide in the KWH (78.24 ± 3.11 g L−1), and the contents of fructose, xylose, and arabinose were 23.18 ± 1.66 g L−1, 10.62 ± 0.58 g L−1, and 8.46 ± 0.41 g L−1, respectively. Besides, KWH also contained 12.71 ± 0.64 g L−1 of crude protein. It was consistent with the result of Hafid [31], which showed that the sugars in the hydrolysis of KW were mainly monosaccharides and the composition of glucose and fructose accounts for 80% and 20%, respectively. Kwan et al. [32] also found that the major sugars in the enzymatic hydrolysate of food waste were glucose (116.7 ± 0.4 g L−1) and fructose (53.2 ± 1.1 g L−1). It has been reported that glucose and fructose could be used as excellent carbon sources for BC production and the ideal precursors for BC synthesis [33]. In comparison, glucose and fructose were better than other reducing sugar for the BC production of kombucha, such as xylose, mannose, galactose, arabinose, sucrose, lactose, and maltose [34, 35]. Therefore, KWH had great potential as a low-cost alternative source for kombucha to produce BC.
3.2 Bacterial cellulose production process of kombucha using KWH as medium
The fermentation process of kombucha using KWH as medium was investigated by monitoring the variation of sugar concentration, pH, and BC yield (Fig. 1). During the fermentation, the sugar concentration in the KWH was decreased rapidly from the initial value of 130.82 ± 10.45 mg mL−1 to 51.67 ± 2.94 mg mL−1 at the 7th day of fermentation. After been fermented for 14 days, the reducing sugar in the medium was decreased by 86.7%. Correspondingly, the BC yield was increased rapidly to 6.05 ± 0.17 g L−1 at the 7th d of fermentation and increased slightly from then on. Meanwhile, after been fermented for 14 days, the pH value of fermenting broth was dropped from the initial of 6.36 ± 0.09 to 2.44 ± 0.11. Therefore, the fermentation time for kombucha to produce BC using KWH as medium was determined as 7 days.

The BC fermentation processing of kombucha using KWH as medium. The fermentation of kombucha was conducted statically at 28 °C
3.3 Effect of the nutrient content in KWH on the BC yield of kombucha
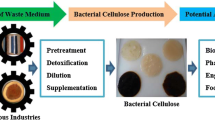
The composition analysis showed that the obtained KWH contained sufficient sugars and proteins, as well as a certain amount of substances that were harmful to the growth and metabolism of microbes, including salt and lipid. Considering the nutrient contents that have a significant impact on BC production, the fermentation of kombucha using the KWH diluted with distilled water at different dilution ratios, and the KWH with extra carbon source and nitrogen source as fermentation medium were investigated, respectively (Fig. 2).

Bacterial cellulose yield (
 ) and reducing sugar degradation rate (■) when fermented with different carbon sources as medium for kombucha to produce BC. The fermentation was conducted at 28 °C for 7 days (KWH, kitchen waste hydrolysate without additional nitrogen source; KWH-D2, KWH-D1, and KWH-D0.3 were the KWH that diluted with distilled water at dilution ratio (v/v) of 1:2, 1:1, and 1:0.3, respectively; KWH + 3%G and KWH + 5%G were KWH with extra 3% and 5% glucose, respectively; KWH + 0.5%AS and KWH + 0.5%PT were KWH with extra 0.5% of ammonium sulfate and 0.5% of peptone, respectively)
) and reducing sugar degradation rate (■) when fermented with different carbon sources as medium for kombucha to produce BC. The fermentation was conducted at 28 °C for 7 days (KWH, kitchen waste hydrolysate without additional nitrogen source; KWH-D2, KWH-D1, and KWH-D0.3 were the KWH that diluted with distilled water at dilution ratio (v/v) of 1:2, 1:1, and 1:0.3, respectively; KWH + 3%G and KWH + 5%G were KWH with extra 3% and 5% glucose, respectively; KWH + 0.5%AS and KWH + 0.5%PT were KWH with extra 0.5% of ammonium sulfate and 0.5% of peptone, respectively)
When the original KWH was used as the medium, the BC yield and sugar degradation rate were 6.19 ± 0.18 g L−1 and 79.39 ± 1.39%, respectively. In comparison, with the dilution ratio increasing, the BC yield was decreased significantly, while the sugar degradation rate was increased. At the dilution ratio of 1:1, the BC yield was decreased by 46.24%, but the sugar degradation rate was increased by 12.85%, compared to original KWH. However, fermenting with the diluted KWH at the dilution ratio of 1:0.3 (KWH-D0.3) as medium had much close BC yield and sugar degradation rate to those with original KWH as medium. The above results indicated that the appropriately diluted KWH had sufficient nutrients to satisfy the cell growth and BC synthesis of kombucha. However, when 5% of extra glucose was added to the KWH, the BC yield and sugar degradation rate of kombucha were all decreased. It has been reported that the excessive high content of carbon source would prolong the lag phase of BC-producing strain and reduce its cell growth, thereby inhibiting the BC production [35, 36]. Meanwhile, the excessive reducing sugar content would cause the generation of other products, such as gluconic acid, acetic acid, and aldehydes, through non-BC synthesis pathways [9, 37, 38]. It was confirmed that gluconic acid could inhibit the sugar-BC conversion resulting in the decrease of BC yield [37].
Nitrogen sources are indispensable for the cell growth and BC production [39, 40]. The appropriate nitrogen source has the potential to increase the BC production by approximately 21.5–43.2% [41]. According to the chemical composition analysis, the total protein content in the KWH was 12.71 ± 0.64 g/L. The effect of extra nitrogen source, including ammonium sulfate (AS) and peptone (PT), on the BC fermentation of kombucha using KWH as medium was further investigated. KWH on were investigated. The results indicated that the fermented BC yield of kombucha would be decreased by 43.1 ± 0.22% when 0.5% AS was added, while it was increased by 3.15 ± 0.29% when 0.5% of PT was added. It was obviously that peptone was preferred than ammonium sulfate as the extra nitrogen source of KWH to satisfy the fermentation condition of kombucha to produce BC. Hungund and Gupta [42] also reported that the BC yield fermented by Gluconacetobacter Persimmonis GH-2 with peptone as nitrogen source was higher than that with ammonium sulfate.
3.4 Optimizing the KWH medium for BC production using BBD
Three independent variables, namely, dilution ratio of KWH to water (A), adding amount of peptone (B), and initial pH (C), were applied for BBD to optimize the BC production. Taking the yield of BC (YBC) as response, multivariate study of the above variables was carried out with a total of 15 experiments and the results are shown in Table 4.
The ANOVA analysis of the yield of BC is presented in Table 5. The obtained F-value of 84.64 suggests the model is significant. There is only a 0.01% chance that an F-value this large could occur due to noise. P-values less than 0.05 indicate model terms are significant. In this case, A, B, C, AB, A2, B2, and C2 are significant model terms. The Lack of Fit F-value of 1.01 means the Lack of Fit is not significant relative to the pure error. There is a 53.3% chance that a Lack of Fit F-value this large could occur due to noise.
By analyzing the experimental data with Design-Expert software, the mathematical relation between the YBC and coded independent variables could be expressed as Eq. (4). The R2 value of 0.9935 was quite high and was close to the adjusted R2 value (0.9817), indicating a good correlation for the yield of BC. Meanwhile, the difference between predicted R2 (0.9314) and adjusted R2 was less than 0.2, which was an indication of the close correlation between experimental and predicted values.
In sum, small p-value (< 0.0001), high coefficient R2 (0.9935), and insignificant lack of fit (0.0595) suggested the high statistical significance of the model and the ability of presenting the actual relationship between response and independent variables [43]. The low variation coefficient (CV% = 2.37) and large F-value (84.64) confirmed the high degree of precision and good reliability of the fitted model [44]. The adaptability of the model was diagnosed by establishing the relationship between the actual and predicted YBC (Fig. 3). The location of the data points was close enough to a straight line, which represented a reasonable correlation between the experimental data and the predicted data, indicating that the obtained model had satisfactory predictive ability.

Diagnostic plots of model adaptability
According to the p-value of each fermentation parameter shown in Table 5, the BC yield was significantly influenced by the dilution ratio of KWH (A, p-value < 0.0001) and its second-order (A2, p values < 0.05), the adding amount of peptone (B) and its second-order (B2, p value < 0.05), and the initial pH (C) and its second-order (C2, p value < 0.05), as well as the interaction of dilution ratio of KWH and adding amount of peptone (AB, p value < 0.05). Keeping one factor constant at its center level, the relationship and interaction between the other two operational variables and the response value were demonstrated in the three-dimensional response surface maps and contour maps in Fig. 4a–f.

The surface and contour plots indicating the influences of operational parameters on bacterial cellulose (BC) yield of kombucha. a, b 3-D response surface plot for BC yield by fixing initial pH at 6.0 but varying the dilution ratio of KWH to water and the adding peptone content; c, d varying the the dilution ratio of KWH to water and the initial pH at the fixed adding peptone content of 0.5%; e, f fixed the dilution ratio of KWH to water to 1:1, varying the adding peptone content and initial pH. The kombucha was culivated in the KWH medium for 7 days at 28 °C
The optimal fermentation medium optimized by the BBD was determined as the dilution ratio of KWH to water of 1:0.8; the adding amount of peptone was 0.642%, and the initial pH of 5.587, thereby the predicted BC yield was 7.37 g L−1. Taking into account the operation feasibility, the actual fermenting process was conducted at the conditions of dilution ratio of 0.8, peptone content of 0.6%, and initial pH of 5.5, resulting in the obtained BC yield of 7.21 ± 0.25 g L−1. The obtained BC yield was pretty higher than some reported results in the previous literatures (Table 6). For example, taking KWH as medium, Komagataeibacter rhaeticus K15 isolated from kombucha could produce 3.69 ± 0.36 g L−1 of BC [11]. Taking 1% glycerol as alternative carbon source, K. rhaeticus P1463 isolated from kombucha would result in 4.5 g L−1 BC [45]. The BC yield was 2.86 g L−1 when organic acid pre-hydrolysis liquor of agricultural corn stalk was used as the carbon source for Acetobacter xylinum ATCC 23,767 [10]. Under the optimal conditions, 4.7 g L−1 of BC was obtained when Gluconacetobacter xylinus was fermented with nitric acid hydrolysate of potato peel waste as medium [46].
3.5 The characteristics of BC film produced from KWH
3.5.1 Morphological structure analysis using SEM
Morphological structure of BC-KW film was observed using SEM. As shown in Fig. 5, the typical structure of BC film is exhibited, which has dense and interwoven ribbon-shaped microfiber network [47]. Meanwhile, the structure of BC-KW film was denser than some reported BC films [11, 45, 48]. It could be attributed to the high yield of BC produced by kombucha in this work, since Zhao et al. had reported that the higher the BC yield the more entangled layers of microfibers would be formed [49].

SEM micrographs of BC-KW film. a × 25 K, b × 40 K; the BC-KW film was obtained by cultivated kombucha at 28 °C or 7 days with the hydrolysate of kitchen waste as medium
3.5.2 Mechanical properties
Tensile strength and strain at break are the key indicators for evaluating the mechanical properties of BC films. They respectively characterize the difficulty and ductility of membrane rupture and together determine the applicability of the membrane as a material [1]. In this paper, the uniaxial tensile mechanical properties of BC-KW film were analyzed and Young’s modulus, tensile strength, and strain at break were calculated according to the stress–strain curves (Fig. 6). The curves of BC-KW film indicated that it was typical for brittle material that sharply breaks by the external load application. Ductile behavior with plastic deformation before the fracture of BC film was also presented, which might be caused by the high interleaving density of the fibrils. This result was consistent with the report that BC film was a brittle material with high tensile strength and elastic modulus but low strain at break [50].

Stress–strain curves of BC-KW film. The BC-KW film was obtained by cultivated kombucha at 28 °C or 7 days with the hydrolysate of kitchen waste as medium
The Young’s modulus, tensile strength, and strain at break values of BC-KW film were 3314.7 ± 193.5 MPa, 106.9 ± 25.6 MPa, and 1.1 ± 0.13%, respectively. Compared with other reported BC films, BC-KW film had good rigidity, but the flexibility should be further improved. For example, Sederavičiūtė reported that the BC film fermented by kombucha using green tea as medium had the Young’s modulus value of 1069.1 ± 104.59 MPa and strain at break value of 5.47 ± 4.59% [51]. Ramírez et al. produced a BC film using black tea as medium for kombucha, of which the Young’s modulus and strain at break values were 3047.8 ± 384.5 MPa and 2.2 ± 0.2%, respectively [52]. They also found that the difference of substances in the medium would significantly affect the mechanical properties of BC film, such as glycerol, residual monosaccharides, and organic acids, as well as other low molecular weight substances [50].
3.5.3 Water holding capacity
The water holding capacity (WHC) relates to the formation and structure of the BC nanofibers and represents the amount of water trapped on BC nanofibers. Therefore, WHC values are used as a function indicator to describe the porous structure, fibril arrangement, and surface area of BC films [53, 54]. Generally, due to the differences in the fibril arrangement, surface area, and porosity, the WHC value of BC films was varied significantly. For example, a BC film fermented by Komagataeibacter xylinus DSM 6513 using red grape bagasse as a nutrient source had a WHC value of 126.04 ± 7.82 g water/g dry BC [5]. The WHCs of BC films obtained by fermented Komagataeibacter sucrofermentans DSM 15,973 using commercial sugars and crude glycerol as media had of cellulose were found as 102–138 g water/g dry BC [55]. BC films produced by Gluconacetobacter xylinus using different media had WHC values ranged from 79.1 to 103.1 g water/g dry BC [56]. The WHC value of the obtained BC-KW film in this paper was 98.8 g water/g dried BC. The relatively lower value of WHC might attributed to the denser fibril arrangement in the BC-KW matrix. In the follow-up research, improving the WHC of BC-KW should be further investigated based on the application requirement.
4 Conclusion
Owing to the excellent physic-chemical properties, bacterial cellulose has become an excellent alternative material in many fields but its industrialization and application were restricted by the high producing cost and low productivity. Therefore, screening strains with high BC productivity and developing economically viable production processes based on the cost-alternative raw material are becoming the major strategies to solve these dilemmas.
Kitchen waste is a kind of renewable biomass containing a large amount of fermentable substances and is considered as an ideal alternative source for BC production. Kombucha has significant advantages in BC production due to the complex metabolic pathways generated by the symbiotic system of bacteria and yeast. Therefore, in this paper, the enzymatic hydrolysate of KW (KWH) was used as alternative low-cost source for kombucha to produce BC. First, the fermentation process of kombucha in KWH and the effect of nutrients in KWH on BC production were studied, and the KWH medium was further optimized through Box-Behnken design. By cultivating with the optimal KWH medium at 28 °C for 7 days, the obtained BC yield was 7.21 ± 0.25 g L−1. This value was higher than many reported BC yield that also takes organic waste as alternative source. The property analysis of the obtained BC film indicated that it had typical microfiber network and multilayer structure, typical mechanical properties of brittle material, and excellent water holding capacity.
Considering the cheap and easily available kitchen waste and kombucha, adopting the technics provided in this paper will benefit for realizing the economical and feasible industrial production of bacterial cellulose. In the future, based on the technical and economic analysis, the enzymatic hydrolysis parameters of kitchen waste and fermentation conditions of bacterial cellulose will be further investigated, with the purpose of providing a more economical and feasible process for bacterial cellulose production from kitchen waste.
Abbreviations
- BC:
-
Bacterial cellulose
- KW:
-
Kitchen waste
- KWH:
-
Enzymatic hydrolysate of kitchen waste
- TS:
-
Total solid
- VTS:
-
Total violate solid
- GLA:
-
Glucoamylase
- AAM:
-
α-Amylase
- SCOBY:
-
Symbiotic community of bacteria and yeast
- RSM:
-
Response surface methodology
- BBD:
-
Box-Behnken design
- KWH-D0.3, KWH-D1, and KWH-D2 :
-
Kitchen waste hydrolysate diluted with distilled water at dilution ratio (v/v) of 1:0.3, 1:1, and 1:2, respectively
- AS:
-
Ammonium sulfate
- PT:
-
Peptone
- DNS:
-
3,5-Dinitrosalicyclic acid
- HPLC:
-
High performance liquid chromatography
- BSA:
-
Bovine serum albumin
- SEM:
-
Scanning electronic microscope
- WHC:
-
Water holding capacity
- YBC :
-
Yield of bacterial cellulose
- BC-KW:
-
Bacterial cellulose obtained by fermentation with hydrolysate of kitchen waste as medium
References
Singhania RR, Patel AK, Tseng YS, Kumar V, Chen CW, Haldar D, Saini J, Dong CD (2021) Developments in bioprocess for bacterial cellulose production. Bioresour Technol 126343.https://doi.org/10.1016/j.biortech.2021.126343
Wahid F, Huang LH, Zhao XQ, Li WC, Wang YY, Jia SR, Zhong C (2021) Bacterial cellulose and its potential for biomedical applications. Biotechnol Adv 53:107856. https://doi.org/10.1016/j.biotechadv.2021.107856
Lin D, Liu Z, Shen R, Chen S, Yang X (2020) Bacterial cellulose in food industry: current research and future prospects. Int J Biol Macromol 158:1007–1019. https://doi.org/10.1016/j.ijbiomac.2020.04.230
Urbina L, Corcuera MÁ, Gabilondo N, Eceiza A, Retegi A (2021) A review of bacterial cellulose: sustainable production from agricultural waste and applications in various fields. Cellulose 28:8229–8253. https://doi.org/10.1007/s10570-021-04020-4
Ogrizek L, Lamovšek J, Čuš F, Leskovšek M, Gorjanc M (2021) Properties of bacterial cellulose produced using white and red grape bagasse as a nutrient source. Processes 9:1088. https://doi.org/10.3390/pr9071088
Jahan F, Kumar V, Saxena RK (2018) Distillery effluent as a potential medium for bacterial cellulose production: a biopolymer of great commercial importance. Bioresour Technol 250:922–926. https://doi.org/10.1016/j.biortech.2017.09.094
Fan X, Gao Y, He W, Hu H, Tian M, Wang K, Pan S (2016) Production of nano bacterial cellulose from beverage industrial waste of citrus peel and pomace using Komagataeibacter xylinus. Carbohyd Polym 151:1068–1072. https://doi.org/10.1016/j.carbpol.2016.06.062
Lin D, Lopez-Sanchez P, Li R, Li Z (2014) Production of bacterial cellulose by Gluconacetobacter hansenii CGMCC 3917 using only waste beer yeast as nutrient source. Bioresour Technol 151:113–119. https://doi.org/10.1016/j.biortech.2013.10.052
Wang Q, Nnanna PC, Shen F, Huang M, Tian D, Hu J, Zeng Y, Yang G, Deng S (2021) Full utilization of sweet sorghum for bacterial cellulose production: a concept of material crop. Ind Crop Prod 162:113256. https://doi.org/10.1016/j.indcrop.2021.113256
Cheng Z, Yang R, Liu X, Liu X, Chen H (2017) Green synthesis of bacterial cellulose via acetic acid pre-hydrolysis liquor of agricultural corn stalk used as carbon source. Bioresour Technol 234:8–14. https://doi.org/10.1016/j.biortech.2017.02.131
Li ZY, Azi F, Ge ZW, Liu YF, Yin XT, Dong MS (2021) Bio-conversion of kitchen waste into bacterial cellulose using a new multiple carbon utilizing Komagataeibacter rhaeticus: fermentation profiles and genome-wide analysis. Int J Biol Macromol 191:211–221. https://doi.org/10.1016/j.ijbiomac.2021.09.077
Ng HS, Kee PE, Yim HS, Chen PT, Wei YH, Lan JCW (2020) Recent advances on the sustainable approaches for conversion and reutilization of food wastes to valuable bioproducts. Bioresour Technol 302:122889. https://doi.org/10.1016/j.biortech.2020.122889
Wang H, Xu J, Sheng L (2019) Study on the comprehensive utilization of city kitchen waste as a resource in China. Energy 173:263–277. https://doi.org/10.1016/j.energy.2019.02.081
Li Z, Wang Q, Zhang T, Wang H, Chen T (2020) A novel bulk density-based recognition method for kitchen and dry waste: a case study in Beijing, China. Waste Manage 114:89–95. https://doi.org/10.1016/j.wasman.2020.07.005
Wu M, Chen W, Hu J, Tian D, Shen F, Zeng Y, Yang G, Zhang Y, Deng S (2019) Valorizing kitchen waste through bacterial cellulose production towards a more sustainable biorefinery. Sci Total Environ 695:133898. https://doi.org/10.1016/j.scitotenv.2019.133898
La China S, De Vero L, Anguluri K, Brugnoli M, Mamlouk D, Gullo M (2021) Kombucha tea as a reservoir of cellulose producing bacteria: assessing diversity among Komagataeibacter isolates. Appl Sci 11.https://doi.org/10.3390/app11041595
Laavanya D, Shirkole S, Balasubramanian P (2021) Current challenges, applications and future perspectives of SCOBY cellulose of kombucha fermentation. J Clean Prod 295:126454. https://doi.org/10.1016/j.jclepro.2021.126454
Semjonovs P, Ruklisha M, Paegle L, Saka M, Treimane R, Skute M, Rozenberga L, Vikele L, Sabovics M, Cleenwerck I (2017) Cellulose synthesis by Komagataeibacter rhaeticus strain P 1463 isolated from kombucha. Appl Microbiol Biot 101:1003–1012. https://doi.org/10.1007/s00253-016-7761-8
Zhang W, Wang X, Qi X, Ren L, Qiang T (2018) Isolation and identification of a bacterial cellulose synthesizing strain from kombucha in different conditions: Gluconacetobacter xylinus ZHCJ618. Food Sci Biotechnol 27:705–713. https://doi.org/10.1007/s10068-018-0303-7
Li J, Chen G, Zhang R, Wu H, Zeng W, Liang Z (2019) Production of high crystallinity type-I cellulose from Komagataeibacter hansenii JR-02 isolated from kombucha tea. Biotechnol Appl Bioc 66:108–118. https://doi.org/10.1002/bab.1703
Tang SJ, Yang XX, Hong F (2012) Production of bacterial cellulose by kombucha. J Cellulose Sci Technol 20(2):40–45. https://doi.org/10.3969/j.issn.1004-8405.2012.02.006
Breig SJM, Luti KJK (2021) Response surface methodology: a review on its applications and challenges in microbial cultures. Mater Today: Proc 42:2277–2284. https://doi.org/10.1016/j.matpr.2020.12.316
Feki F, Klisurova D, Masmoudi MA, Choura S, Denev P, Trendafilova A, Chamkha M, Sayadi S (2021) Optimization of microwave assisted extraction of simmondsins and polyphenols from jojoba (Simmondsia chinensis) seed cake using Box-Behnken statistical design. Food Chem 356:129670. https://doi.org/10.1016/j.foodchem.2021.129670
Wang L, Mei W, Chen X, Fang H, Liu X, Yang D, Wang W (2020) Determination of water-soluble sugar in rice by 3,5-dinitrosalicylic acid colorimetric method. J Chin Cereals Oils Assoc 35:168–173
Shen R, Li H-Q, Zhang J, Xu J (2016) Effects of impurities in alkali-extracted xylan on its enzymatic hydrolysis to produce xylo-oligosaccharides. Appl Biochem Biotech 179:740–752. https://doi.org/10.1007/s12010-016-2028-5
Wanyu H, Wei C, Jing L, Qing Z, Dan C (2009) Determination of protein content in juice by coomassie brilliant blue. Food Fermentation Ind 35:160–162
Çakar F, Özer I, Aytekin AÖ, Şahin F (2014) Improvement production of bacterial cellulose by semi-continuous process in molasses medium. Carbohyd Polym 106:7–13. https://doi.org/10.1016/j.carbpol.2014.01.103
National Health and Family Planning Commission of the PRC (2016a) National food safety standard-determination of starch in foods. National standard of the people’s republic of China, Method 2: Acid hydrolysis, pp 5–6
National Health and Family Planning Commission of the PRC (2016b) National food safety standard-determination of starch in foods. National standard of the people’s republic of China, Method 2: Acid hydrolysis, pp 3–4
Hu H, Catchmark JM, Demirci A (2021) Co-culture fermentation on the production of bacterial cellulose nanocomposite produced by Komagataeibacter hansenii. Carbohyd Polym Technol Appl 2:100028. https://doi.org/10.1016/j.carpta.2020.100028
Hafid HS, Abdul Rahman NA, Md Shah UK, Samsu Baharudin A, Zakaria R (2016) Direct utilization of kitchen waste for bioethanol production by separate hydrolysis and fermentation (SHF) using locally isolated yeast. Int J Green Energy 13:248–259. https://doi.org/10.1080/15435075.2014.940958
Kwan TH, Ong KL, Haque MA, Kwan WH, Kulkarni S, Lin CSK (2018) Valorisation of food and beverage waste via saccharification for sugars recovery. Bioresour Technol 255:67–75. https://doi.org/10.1016/j.biortech.2018.01.077
Molina-Ramírez C, Castro M, Osorio M, Torres-Taborda M, Gómez B, Zuluaga R, Gómez C, Gañán P, Rojas OJ, Castro C (2017) Effect of different carbon sources on bacterial nanocellulose production and structure using the low ph resistant strain Komagataeibacter Medellinensis. Materials (Basel) 10:639. https://doi.org/10.3390/ma10060639
Zhang S, Du QW, Lan S, Li DX, Chen L, Hong F (2014) Effects of seven sugars on cultivations of Gluconacetobacter xylinus and kombucha. J Cellulose Sci Technol 22:18–27. https://doi.org/10.16561/j.cnki.xws.2014.04.001
Avcioglu NH, Birben M, Seyis Bilkay I (2021) Optimization and physicochemical characterization of enhanced microbial cellulose production with a new kombucha consortium. Process Biochem 108:60–68. https://doi.org/10.1016/j.procbio.2021.06.005
Bae S, Shoda M (2004) Bacterial cellulose production by fed-batch fermentation in molasses medium. Biotechnol Progr 20:1366–1371. https://doi.org/10.1021/bp0498490
Zhong C, Zhang GC, Liu M, Zheng XT, Han PP, Jia SR (2013) Metabolic flux analysis of Gluconacetobacter xylinus for bacterial cellulose production. Appl Microbiol Biot 97:6189–6199. https://doi.org/10.1007/s00253-013-4908-8
Reiniati I, Hrymak AN, Margaritis A (2017) Recent developments in the production and applications of bacterial cellulose fibers and nanocrystals. Crit Rev Biotechnol 37:510–524. https://doi.org/10.1080/07388551.2016.1189871
Mohammadkazemi F, Azin M, Ashori A (2015) Production of bacterial cellulose using different carbon sources and culture media. Carbohyd Polym 117:518–523. https://doi.org/10.1016/j.carbpol.2014.10.008
Kurosumi A, Sasaki C, Yamashita Y, Nakamura Y (2009) Utilization of various fruit juices as carbon source for production of bacterial cellulose by Acetobacter xylinum NBRC 13693. Carbohyd Polym 76:333–335. https://doi.org/10.1016/j.carbpol.2008.11.009
Gomes FP, Silva NHCS, Trovatti E, Serafim LS, Duarte MF, Silvestre AJD, Neto CP, Freire CSR (2013) Production of bacterial cellulose by Gluconacetobacter sacchari using dry olive mill residue. Biomass Bioenerg 55:205–211. https://doi.org/10.1016/j.biombioe.2013.02.004
Hungund BS, Gupta SG (2010) Improved production of bacterial cellulose from Gluconacetobacter persimmonis GH-2. J Microb Biochem Technol 2:127–133. https://doi.org/10.4172/1948-5948.1000037
Tayeb AM, Tony MA, Mansour SA (2018) Application of Box-Behnken factorial design for parameters optimization of basic dye removal using nano-hematite photo-Fenton tool. Appl Water Sci 8:138. https://doi.org/10.1007/s13201-018-0783-x
Kumar M, Jain AK, Ghosh M, Ganguli A (2012) Statistical optimization of physical parameters for enhanced bacteriocin production by L. casei. Biotechnol Bioproc E 17:606–616. https://doi.org/10.1007/s12257-011-0631-4
Gupte Y, Kulkarni expensive nutrient sources. Biotechnol Biotec Eq 32: 350–356. https://doi.org/10.1080/13102818.2017.1418673
Tapias YAR, Monte MVD, Peltzer MA, Salvay AG (2022) Bacterial cellulose films production by kombucha symbiotic community cultured on different herbal infusions. Food Chem 372:131346. https://doi.org/10.1016/j.foodchem.2021.131346
Sederavičiūtė F, Bekampienė P, Domskienė J (2019) Effect of pretreatment procedure on properties of kombucha fermented bacterial cellulose membrane. Polym Testing 78:105941. https://doi.org/10.1016/j.polymertesting.2019.105941
Ramírez Tapias YA, Peltzer MA, Delgado JF, Salvay AG (2020) Kombucha tea by-product as source of novel materials: formulation and characterization of films. Food Bioprocess Tech 13:1166–1180. https://doi.org/10.1007/s11947-020-02471-4
Ul-Islam M, Khan T, Park JK (2012) Water holding and release properties of bacterial cellulose obtained by in situ and ex situ modification. Carbohyd Polym 88:596–603. https://doi.org/10.1016/j.carbpol.2012.01.006
Cao Y, Lu S, Yang Y (2018) Production of bacterial cellulose from byproduct of citrus juice processing (citrus pulp) by Gluconacetobacter hansenii. Cellulose 25:6977–6988. https://doi.org/10.1007/s10570-018-2056-0
Tsouko E, Kourmentza C, Ladakis D, Kopsahelis N, Mandala I, Papanikolaou S, Paloukis F, Alves V, Koutinas A (2015) Bacterial cellulose production from industrial waste and by-product streams. Int J Mol Sci 16:14832–14849. https://doi.org/10.3390/ijms160714832
Wu JM, Liu RH (2013) Cost-effective production of bacterial cellulose in static cultures using distillery wastewater. J Biosci Bioeng 115:284–290. https://doi.org/10.1016/j.jbiosc.2012.09.014
Acknowledgements
This work was supported by the Cooperation Fund Project of Dalian National Laboratory for Clean Energy, Chinese Academy of Sciences (DNL180305), and the Beijing Municipal Education Commission “Practical Training Plan” for Cross-Training of High-Level Talents in Beijing Colleges and Universities (Scientific Research).
Author information
Authors and Affiliations
Contributions
Qiu Weihua: conceptualization, methodology, investigation, data curation, writing-original draft, writing-review and editing, supervision, project administration, and funding acquisition; Ren Hong: investigation, data curation, writing-review and editing, supervision, and funding acquisition; Wang Qianhui: methodology, investigation, and data curation. All authors have read and agreed to the published version of the manuscript.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Weihua, Q., Hong, R. & Qianhui, W. Production of bacterial cellulose from enzymatic hydrolysate of kitchen waste by fermentation with kombucha. Biomass Conv. Bioref. 13, 14485–14496 (2023). https://doi.org/10.1007/s13399-022-02903-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-022-02903-5