
Abstract
Amorphous InGaZnO (a-IGZO) TFTs become mainstream at the forefront of display backplanes and are actively expanding their area for next-generation optoelectronic devices such as flexible and transparent displays. For flexible displays, low temperature processed passivation technology is required to keep the reliability of the electrical properties in a-IGZO TFTs without damaging flexible plastic substrates. Here, we proposed a low-temperature passivation process using a dual-chamber system. A high-quality passivation layer composed of octadecyl-trichlorosilane was formed at 140 °C under vacuum on the back-channel of a-IGZO TFTs using the system. The thermally deposited self-assembled monolayers (SAMs) enable the formation of hydrophobic surfaces on a-IGZO TFTs, leading to the protection of the back-channel against water and oxygen efficiently. As a result, the electrical characteristics such as the threshold voltage shift, hysteresis, field-effect mobility, and negative bias stress of the SAM treated TFTs were significantly improved compared to those of the control TFTs.
Graphic Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Amorphous InGaZnO (a-IGZO) thin-film transistors (TFTs) have been successfully commercialized in the flat-panel display market owing to their outstanding electrical and mechanical performances such as high mobility, good uniformity, low-cost fabrication process, large-area scalability, flexibility, and high transparency compared to conventional hydrogenated amorphous silicon (a-Si:H) and low-temperature polycrystalline silicon (LTPS) TFTs [1,2,3,4,5,6,7]. Moreover, a-IGZO TFTs are recently at the forefront of backplane electronics and are actively trying to expand their area to ultra-high-resolution, flexible, and transparent display applications for next-generation optoelectronic devices [5, 8,9,10,11,12,13].
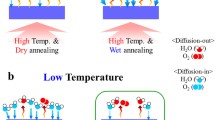
From the practical point of view, one of the challenges in a-IGZO TFTs is the passivation technology to achieve a reliable electrical characteristic to supply a uniform electrical current/bias to individual pixels, along with a low process temperature for flexible electronic applications. However, a-IGZO TFTs are typically very sensitive to moisture and oxygen, which readily give rise to a continuous increase in threshold voltage (Vth) or degradation of subthreshold slope (SS) in the transfer characteristics of the devices [8,9,10, 14,15,16]. Therefore, an efficient protective or passivating layer is quite necessary to keep the reliability of the electrical properties in a-IGZO TFTs. The conventional passivating layers are mostly composed of inorganic materials such as Si3N4, SiO2, and Al2O3 [17, 18]. However, they inevitably induced the degradation of device properties by plasma damage due to ion bombardment [18,19,20], and also have the disadvantage to make flexible electronic devices based on plastic substrates due to the high process temperature.
Self-assembled monolayer (SAM) consisting of a proper head, tail, and functional end group is a good alternative for the damage-free passivating layer under low process temperature because the SAM process is typically mild, plasma free, chemically stable, and has a strong cohesion on the IGZO surface [19,20,21,22,23,24]. Therefore, a smooth and densely packed SAM-layer can be formed on the IGZO back-channel, which can efficiently protect it against moisture and oxygen by generating a hydrophobic surface on the IGZO TFTs. Furthermore, SAMs actively react with hydroxide (–OH) bonds, so that they can also effectively passivate the charge-carrier trap sites on the channel surface of a-IGZO TFTs. However, the fabrication processes for the formation of a SAM-passivating layer have been restricted to solution-based technologies such as spin casting, dip-coating, and immersive method, leading to the formation of disordered or clumpy SAM layers on the IGZO channel [25,26,27]. In this case, the quality of the SAM layer strongly depends on the purity of the solvent and the treated environment during the process. As a result, the previous solution-processed technologies are not compatible with the conventional oxide TFT technology for large-area electronics and has a practical challenge for mass production.
In this work, a high-quality SAM passivating layer was formed by thermal evaporation using a homemade vacuum chamber. This method eliminates the direct contact of IGZO TFTs with the SAM solution as well as any other contamination components like water and oxygen. As a result, the surface of the IGZO TFTs was successfully passivated by an octadecyl-trichlorosilane (OTS) SAM layer forming a hydrophobic surface on the back-channel of TFTs. The IGZO TFTs with the SAM layer showed improved reliability in electrical performances compared to the control TFTs, even when exposed to water directly.
2 Experiment
The device structures of control and SAM-treated IGZO TFTs are shown in Fig. 1a. The devices have a bottom-gate and top-contact configuration. Highly doped Si substrates with a thermally oxidized 100-nm-thick SiO2 insulating layer were precleaned with acetone and isopropanol for 10 min in an ultrasonication bath. After drying the substrates, UV-Ozone treatment was performed for 10 min. Then, a 30-nm-thick IGZO (In2O3:Ga2O3:ZnO = 1:1:1) was deposited by radio-frequency (RF) magnetron sputter at 100 W for 185 s under mixed gas Ar:O2 = 9:1 at 2 mTorr for working pressure condition. The sample is annealed at 400 °C for 1 h in a box furnace. For source and drain electrodes, 50-nm-thick tungsten was deposited by DC sputtering and patterned by a lift-off process. The channel width (W) and length (L) of the IGZO TFTs are 250 and 50 µm, respectively. Some of them were additionally treated with OTS to form a SAM passivation layer on the IGZO TFTs. All the samples were measured by Agilent 4155C semiconductor analyzer at room temperature in a dark chamber under an air ambient condition. For the stability test against water, both control and SAM treated TFT devices were dipped into deionized (DI) water for 6 h before the measurement.

a Schematic diagram of the self-assembled monolayer deposition (SAMD) system and the cross-sectional view of SAM treated IGZO TFT. The water contact angle of b control and c SAM treated IGZO TFT. d The molecular structure of octadecyl-trichlorosilane (OTS)
3 Results and Discussion
The SAM passivating layer was formed by a thermal evaporation process under vacuum using a homemade self-assembled monolayer deposition (SAMD) system, as depicted in Fig. 1a. The SAMD system consists of two parts. One is a heating stage to convert a liquid-phase of the SAM material to a vapor phase, and the other is a deposition stage to achieve a passivation layer on a target surface. This dual-chamber system can completely isolate the target surface from a SAM solution and keep TFTs clean against oxygen and water as well as any solvent before the growth of the SAM layer under vacuum. The detailed process of the SAM deposition is as follows. As a SAM material is evaporated on the upper stage at a high temperature, the vapor phase of the SAM material flows into the bottom side due to a vacuum pump underneath. When the vapor phased SAM materials reach and interact with the target surface, densely grown SAM passivation layers can be formed eventually on it. For the passivation process, we preheated the chamber to be 140 °C. Then, we put a drop of ODTS (100 μl) on a glass plate placed on the upper stage and put the IGZO TFTs on the bottom stage simultaneously. Once we switched on the vacuum valve, the deposition of the SAM layer started. After the passivation process, contact angle measurements were conducted on the surface of the control as well as the SAM treated IGZO TFTs using deionized water, as shown in Fig. 1b, c. While the control devices have an average water contact angle of 49°, the SAM-passivated devices have a higher average contact angle of 90° compared to the control devices due to the long alkyl chains in ODTS, which efficiently induce the hydrophobic surface. The results indicate that ODTS was well deposited and formed on the surface.
The effect of the SAM passivation layer was confirmed by measuring the electrical properties of the TFT devices. Figure 2 presents the transfer and output characteristics of the control and passivated devices. Notably, the SAM passivation layer contributes significantly to enhance the electrical performance of the IGZO TFTs since the layer keeps the surface clean from the water and oxygen [26]. Furthermore, we investigate that 20 SAM-TFTs yield an average mobility μFE = 7.40 ± 0.173 cm2 V−1 s−1, Vth = − 0.20 ± 0.115 V, and ΔV = 0.57 ± 0.053 V, as shown in Fig. 2c, d, and Table 1. However, 20 control-TFTs show an average mobility μFE = 5.87 ± 0.500 cm2 V−1 s−1, Vth = − 0.34 ± 0.107 V, and ΔV = 0.92 ± 0.142 V. The results indicate that the thermally deposited SAM passivation layer is well developed on the back-channel of the IGZO TFTs, and the layer protects the surface efficiently against a harmful environment.

a Transfer and b output curve of control and SAM treated IGZO TFTs. Statistical variations of 20 TFTs on c Vth and hysteresis, d field effect mobility μFE and Saturation mobility μsat
Figure 3 shows the transfer and output curves of both the control and SAM treated IGZO TFTs after dipping them into DI water for 6 h. Without the SAM passivation, the IGZO TFTs presented the destruction of the hysteresis characteristics, attributing to the absorption of the water molecules on the oxide back-channel surface [6,9,10, 14]. Meanwhile, the hysteresis characteristics of the SAM treated TFTs are slightly affected by the water molecules since the SAM passivation layer effectively prevents the penetration of the water molecules into the oxide back-channel. The results are consistent with the water contact angle measurement before and after the SAM passivation shown in Fig. 1.

a The transfer and b output curves of both the control and SAM treated IGZO TFTs after dipping them into deionized water for 6 h
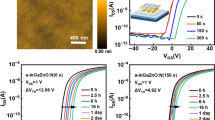
The degradation of the IGZO TFTs was further investigated under negative bias stress (NBS) condition (VG = − 15 V), as shown in Fig. 4. The control devices without the SAM passivation layer show the abrupt shift of the threshold voltage toward negative bias depending on the measurement time. The value of the threshold shift, ∆Vth, is estimated to be − 7.88 V after 3600 s in control TFTs, as shown in Fig. 4a. This result is owing to the field-induced water absorption on the oxide back-channel, leading to the increment of the electron donors on the surface [26,27,28]. The generated donor states create electron traps considerably on the surface, which makes the hysteresis severe in control TFTs. On the other hand, the Vth shift of the SAM treated TFTs under the NBS condition is significantly reduced to − 1.22 V after 3600 s (Fig. 4b), which indicates that the SAM passivation does improve the NBS reliability of the IGZO TFTs by preventing the water absorption on the back-channel.

Transfer characteristics of a control, and b SAM treated IGZO TFT under negative bias stress at VG = − 15 V for 3600 s
4 Conclusion
In summary, we proposed the low-temperature passivation process for the stability enhancement of the IGZO TFTs using the thermal-deposition passivating system. Using the system, the octadecyl-trichlorosilane, SAM material, was successfully formed on the IGZO TFT back-channel at 140 °C under vacuum. Notably, the thermally deposited SAM passivation layers efficiently protected the back-channel of the IGZO TFTs against moisture and oxygen. The TFTs with the SAM passivation layer showed improved Vth, mobility, and hysteresis characteristics compared to control TFTs without the layer. Furthermore, the SAM layer significantly enhanced the NBS reliability of the IGZO TFTs. These results are attributed to the formation of the high-quality passivating layer, which keeps the oxide back-channel clean against harmful contamination components. The process has the advantage of being able to create a high-quality passivation layer at a low temperature compared to other passivation processes. We believe this process is compatible with the conventional oxide TFT technology on large-area and flexible electronics for mass production.
References
Lin, W.K., Liu, K.C., Chang, S.T., Li, C.S.: Room temperature fabricated transparent amorphous indium zinc oxide based thin film transistor using high-κ HfO2 as gate insulator. Thin Solid Films 520, 3079–3083 (2012)
Lee, E., et al.: Improved electrical performance of a sol–gel IGZO transistor with high-k Al2O3 gate dielectric achieved by post annealing. Nano Converg. 6, 24 (2019)
Tan, C.M., Chen, X.: Degradation mechanisms in gate-all-around silicon Nanowire field effect transistor under electrostatic discharge stress—a modeling approach. Nano Converg. 1, 11 (2014)
Park, S.-H.K., et al.: 4.3: invited paper: high mobility oxide TFT for large area high resolution AMOLED. SID Symp. Dig. Tech. Pap. 44, 18–21 (2013)
Yu, X., Marks, T.J., Facchetti, A.: Metal oxides for optoelectronic applications. Nat. Mater. (2016). https://doi.org/10.1038/nmat4599
Huang, H.Y., et al.: Improvement of electrical performance of InGaZnO/HfSiO TFTs with 248-nm excimer laser annealing. Electron. Mater. Lett. 10, 899–902 (2014)
Xiao, P., et al.: Back-Channel-Etched InGaZnO Thin-Film Transistors with Au Nanoparticles on the Back Channel Surface. Electron. Mater. Lett. 16, 115–122 (2020)
Kim, D.Y., Kim, M.J., Sung, G., Sun, J.Y.: Stretchable and reflective displays: materials, technologies and strategies. Nano Converg. 6, 21 (2019)
Zhang, L., Xiao, W., Wu, W., Liu, B.: Research progress on flexible oxide-based thin film transistors. Appl. Sci. (Switz.) (2019). https://doi.org/10.3390/app9040773
Yoon, J., et al.: Deep-ultraviolet sensing characteristics of transparent and flexible IGZO thin film transistors. J. Alloys Compd. 817, 152788 (2020)
Oh, T.: Tunneling phenomenon of amorphous indium-gallium-zinc-oxide thin film transistors for flexible display. Electron. Mater. Lett. 11, 853–861 (2015)
Cho, S.H., et al.: Low temperature processed InGaZnO oxide thin film transistor using ultra-violet irradiation. Electron. Mater. Lett. 11, 360–365 (2015)
Han, K.L., et al.: Comparative Study on Hydrogen Behavior in InGaZnO Thin Film Transistors with a SiO2/SiNx/SiO2 Buffer on Polyimide and Glass Substrates. Electron. Mater. Lett. 14, 749–754 (2018)
Park, J.S., Jeong, J.K., Chung, H.J., Mo, Y.G., Kim, H.D.: Electronic transport properties of amorphous indium-gallium-zinc oxide semiconductor upon exposure to water. Appl. Phys. Lett. 92, 2006–2009 (2008)
Kang, D., et al.: Amorphous gallium indium zinc oxide thin film transistors: sensitive to oxygen molecules. Appl. Phys. Lett. 90, 10–13 (2007)
Ding, X., et al.: Effect of O2 plasma treatment on density-of-states in a-IGZO thin film transistors. Electron. Mater. Lett. 13, 45–50 (2017)
Hu, Z., et al.: Thermal stability of amorphous InGaZnO thin film transistors passivated by AlOx layers. Solid State Electron. 104, 39–43 (2015)
Zhou, Y., Dong, C.: Influence of passivation layers on positive gate bias-stress stability of amorphous InGaZnO thin-film transistors. Micromachines 9, 603 (2018)
Son, K.S., et al.: Threshold voltage control of Amorphous gallium indium zinc oxide TFTs by suppressing back-channel current. Electrochem. Solid State Lett. 12, 26–29 (2008)
Xiao, P., et al.: InGaZnO thin-film transistors modified by self-assembled monolayer with different alkyl chain length. IEEE Electron Device Lett. 36, 687–689 (2015)
Lin, W.K., Liu, K.C., Chen, J.N., Hu, S.C., Chang, S.T.: The influence of fabrication process on top-gate thin-film transistors. Thin Solid Films 519, 5126–5130 (2011)
Jang, S., et al.: Hybrid dielectrics composed of Al2O3 and phosphonic acid self-assembled monolayers for performance improvement in low voltage organic field effect transistors. Nano Converg. 5, 20 (2018)
Xiao, P., et al.: InGaZnO thin-film transistors with back channel modification by organic self-assembled monolayers. Appl. Phys. Lett. 104, 051607 (2014)
Xie, H., Liu, G., Zhang, L., Zhou, Y., Dong, C.: Amorphous oxide thin film transistors with nitrogen-doped hetero-structure channel layers. Appl. Sci. 7, 1099 (2017)
Cho, S.H., et al.: Effect of self-assembled monolayer (SAM) on the oxide semiconductor thin film transistor. IEEE/OSA J. Disp. Technol. 8, 35–40 (2012)
Zhong, W., Li, G., Lan, L., Li, B., Chen, R.: InSnZnO thin-film transistors with vapor- phase self-assembled monolayer as passivation layer. IEEE Electron Device Lett. 39, 1680–1683 (2018)
Kim, Y.H., Kim, H.S., Han, J.I., Park, S.K.: Solvent-mediated threshold voltage shift in solution-processed transparent oxide thin-film transistors. Appl. Phys. Lett. 97, 2008–2011 (2010)
Jeong, J.K., Won Yang, H., Jeong, J.H., Mo, Y.G., Kim, H.D.: Origin of threshold voltage instability in indium-gallium-zinc oxide thin film transistors. Appl. Phys. Lett. 93, 8–11 (2008)
Acknowledgements
This work was supported by INHA University research grant (Grant No. 63090-01).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kim, M., Cho, SY., Shin, YS. et al. Improving Electrical Stability of a-InGaZnO Thin-Film Transistors with Thermally Deposited Self-Assembled Monolayers. Electron. Mater. Lett. 16, 451–456 (2020). https://doi.org/10.1007/s13391-020-00232-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13391-020-00232-1