
Abstract
This investigation employed different ANN infrastructures for predicting the quality of sugarcane juice under varying microfluidization pressures (50–200 MPa) and cycles (1–7) which was previously unexplored. Two hidden layer (HL) activation functions (tansigmoid, logsigmoid) and learning algorithms (LM, GDX) with varying hidden layer neurons (HLNs) were tested to predict the color, total phenol content, total flavonoid content, chlorophyll content, total and reducing sugars, polyphenol oxidase activity, peroxidase activity, sucrose neutral invertase activity, aerobic plate count, yeast and mold count, particle size, sensory score and sedimentation rate of sugarcane juice under different microfluidization processing conditions. Results showed that the combination of LM + logsigmoid, GDX + logsigmoid and GDX + tansigmoid produced > 90% prediction accuracy. Among these models, GDX + tansigmoid exhibited 91.7% accuracy on training, and 96% accuracy on testing using relatively lower number of neurons (10 HLNs), and was therefore selected to predict the quality characteristics of sugarcane juice.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Due to the high complexity of biological materials, the design of processing operations and their control systems becomes difficult. In such cases, the use of generic regression models often fails to provide desired predictive results and therefore, advanced modelling techniques are required for better control and process optimization. Recently, the application of machine learning tools in bioprocessing operations has gained popularity due to its robustness, efficient pattern recognition capacity and adaptability to new and imprecise data (Bhagya Raj and Dash 2022). Among such tools, artificial neural networks (ANNs) have been widely applied for various food and food waste processing operations such as drying (Tarafdar et al. 2019a, b; Kumar et al. 2019), extraction (Muthusamy et al. 2019), hydrolysis (Sirohi et al. 2021), pressure cooking (Torrecilla et al. 2007), extrusion (Dalbhagat and Mishra 2019), filtration, food quality detection, fermentation (León-Roque et al. 2016), and food traceability (Wang et al. 2017). Among such operations, microfluidization is an emerging liquid/semi-solid food processing technique that relies on high velocity impact, intense shear and occasional cavitation to alter the food quality characteristics as desired. Although microfluidization has been extensively used for several liquid food commodities such as carrot juice (Koley et al. 2020), peach juice (Wang et al. 2019), sea buckthorn juice (Abliz et al. 2021), sapodilla juice (Singh et al. 2022), yam juice (Liu et al. 2021), tomato juice (Dai et al. 2022), among many others; the application of ANN to the microfluidization process is extremely limited (Tarafdar et al. 2020; Santos et al. 2022). Considering that a substantial share of the work on food applications of microfluidization has been done in just the past 5 years, it is highly likely that this technique is expected to gain immense popularity among the juice processing industries in the near future. It is therefore essential that intelligent models be applied to this mechanical processing technique to initiate research in developing a process model that could enable the prediction of the quality parameters of beverages with variation in microfluidization processing conditions. To this effect, ANNs could be exploited to generate robust process models with adaptive prediction capabilities.
To provide a brief overview, ANNs are data-driven machine learning models that can process input signals in a similar way to that of the human brain. The basic infrastructure of ANN consists of an input layer (consisting of independent variables), one or more hidden layer (based on the complexity of the problem), and an output layer (consisting of dependent variables). Each layer consists of one or more nodes (or neurons) which can be fired (or activated) using a transfer function. ANNs exhibit the capability to recognize complicated patterns in data and can be trained through examples using various training algorithms (Abiodun et al. 2019). For supervised training, the ANN is provided with the inputs and outputs and allowed to learn the data pattern at a designated learning rate. The developed model can then be tested and validated through unknown inputs.
Although the use of ANN is expected to express its superiority over traditional multiple regression and semi-empirical models, this may not be the case for all bioprocessing operations. In such cases, it is important to evaluate the efficacy of ANN for the specific operation being dealt with. Therefore, in this work, ANNs were applied to the microfluidization process with sugarcane juice (plant-based tropical thirst-quenching drink) as the test beverage. To the best of our knowledge, there are no studies that have modelled the microfluidization processing of sugarcane juice using ANN, till date. The current study will also evaluate the predictive capabilities of ANN with varying modelling conditions and provide the optimum model setup for the unit operation under consideration.
Materials and methods
Material procurement and processing
Sugarcane stems (var. Co0238) were procured from a farm in Kundeshwari, Kashipur, Uttarakhand (India). The stems were brought to the lab, cleaned, sized to 0.45 m length pieces and blanched in hot water at 90 °C for 5 min. The blanched stems were cooled under running portable water at 25 °C, and crushed using a twin-roller mechanical cane crusher to obtain the juice. The crushing operation was repeated thrice on each stem to recover maximum amount of sugarcane juice. The juice was then filtered through a muslin cloth and subjected to microfluidization.
Sugarcane juice was microfluidized in a lab-scale microfluidizer with a Y-type diamond interaction chamber (M-110P Microfluidics Corp., USA) under different pressure-cycle combinations. Four different microfluidization pressures (50, 100, 150, 200 MPa) and cycles (1, 3, 5, 7) were used. Passing the juice through the microfluidizer once constituted a single cycle. The outlet temperature of the juice was controlled at 25 °C through circulation of cold water. The microfluidized juice was collected in sterile glass bottles, capped, kept at 4 °C and analyzed for quality characteristics within 24 h.
Determination of sugarcane juice quality parameters
The microfluidization process was intended to preserve the quality of sugarcane juice in terms of maintaining the physico-chemical and functional properties, inactivating deteriorative enzymes, reducing microbial load and lowering the sedimentation rate. In this regard, a total of 18 responses including the total soluble solids (TSS), antioxidant activity by four assays (2,2-diphenyl-1picryl hydrazil radical scavenging, Ferric chloride antioxidant power, Hydroxyl radical scavenging activity and metal ion chelating activity assay), total phenolic content (TPC), total flavonoid content (TFC), aerobic plate count (APC), yeast and mold count (YMC), polyphenol oxidase activity (PPO), peroxidase activity (POD), sucrose neutral invertase activity (SNI), reducing sugars (RS) and total sugars (TS), chlorophyll content (CHL), color change (ΔE), sensory acceptability and sedimentation rate (SR) were evaluated using standard procedures. TSS was measured using a digital refractometer (RX-7000, Atago, Japan). The detailed methodology of the antioxidant assays can be found in the work of Tarafdar et al. (2021a, b, c). TPC and TFC were analysed using the Folin-Ciocalteu reagent assay (Singleton et al. 1999) and the AlCl3 colorimetric assay (Chang et al. 2002), respectively. APC and YMC were determined using the protocols specified by APHA. PPO, POD and SNI were determined using the protocols given by Mao et al. (2007) and Etzbach et al. (2019). RS and TS was evaluated using the method detailed by Miller (1959) and Dubois et al. (1956), respectively. CHL was analysed using the method of Qudsieh et al. (2002), and ΔE was determined using a handheld colorimeter (Konika Minolta Chroma-400, Japan). SR was determined using the method described by Tarafdar et al. (2021a, b, c), and sensory acceptability was calculated on a 9-point hedonic scale with 29 semi-trained panellists with their prior consent. The major focus of this investigation was to elucidate the applicability of ANN to the microfluidization process.
Data modelling through artificial neural network
The data collected over 16 experiments was subjected to artificial neural network (ANN) modelling in MATLAB v. 2012b (MathWorks Inc., USA). The ANN architecture was built with one input, one hidden and one output layer with a feed-forward back propagation (FFBP) network. This network allows for the training error (difference in predicted output and actual output) to be backpropagated to the network thereby allowing it to re-evaluate its weights and biases. The backpropagation process continues till a desired minimum level of training error is obtained. The microfluidization pressure (50, 100, 150, 200 MPa) and number of cycles (1, 3, 5, 7) were fed to the model as inputs while the quality characteristics described earlier were provided as targets.
Different activation functions were used for constructing the ANN architecture. In the output layer, a linear approximation activation function (purelin) was used while in the hidden layer, both tansigmoidal and logsigmoidal activation functions were used individually, and their relative contribution in model improvement was evaluated based on the correlation coefficient (R) and the mean square error (MSE). The purpose of the activation functions was to determine if a particular input signal is important to the output prediction process. Additionally, the effect of two separate training algorithms namely, Levenberg–Marquardt (LM), and Gradient descent with momentum and adaptive learning rate backpropagation (GDX), on the model prediction capability was also tested. The training algorithms were chosen based on their speed of convergence (attainment of minimum error). LM is a fast-converging algorithm while GDX is a slow-converging algorithm. Although fast-conveging algorithms can lead to more accurate training, it could sometimes overshoot the minimum error point hence, the latter was also considered. The number of hidden layer neurons (HLNs) was varied from 5 to 30 in steps of 5 neurons. The range of the neurons was decided based on preliminary model runs which showed network degeneration beyond 30 neurons. The training condition with the highest R (training) at the lowest possible HLN and MSE (validation), was considered desirable. The data was randomly divided into 70%, 15% and 15% for training, validation and testing, respectively using the dividerand command of MATLAB. The models were trained thrice and the best condition set based on higher training R was selected for further evaluation.
Results and discussion
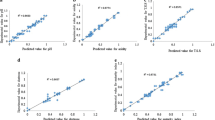
Separate ANN models were constructed based on difference in training algorithms (LM, GDX), hidden layer transfer functions (tansigmoid or T, logsigmoid or L) and hidden layer neurons (5–30). Initially, the combination of these conditions was screened based on a cut-off criterion of R = 0.95 (Fig. 1A). Based on this preliminary screening, it was observed that LM + T models exhibited R in the range of 0.69–0.90 and were therefore, not considered further. Tansigmoidal functions vary in the range of − 1 to + 1. Hence, the tansigmoidal function will generate a value closer to − 1 if the argument of the function is significantly negative, thus continuing the model learning process. In contrast, a logsigmoidal function which varies in the range of 0 to 1 will generate a value of 0 for any values that tend to be negative which will almost stop the model from learning from the dataset (Javed et al. 2022). This indicates that a faster convergence algorithm with tansigmoidal activation function may converge too fast and could lead to network degeneration which was observed in the current investigation (LM + T). In the remaining three conditions, two of the models (LM + L and GDX + L) met the desired criteria at HLNs > 15 (R = 0.97–0.99) while GDX + T model met the criteria at 10 HLNs (R = 0.958). It can be also inferred from the results that models with a tansigmoidal transfer function were able to reach R > 0.90 at lower HLNs than models with a logsigmoidal transfer function. In case of LM + L, the algorithm may reach convergence sooner (due to LM) where it can reduce the learning rate (due to L) and thus achieve higher accuracy. However, with a slower convergence algorithm such as GDX which constitutes a variable learning rate component, both activation functions will lead to good prediction accuracy. Overall, the model GDX + T was preferred as it could reach the desired accuracy (R2 = 0.917) at lower HLNs, which was one of the criteria for model selection. Tansgimoidal activation function in the hidden layer has also been preferred by other researchers for the prediction of hydration rate of chickpea (Kumar et al. 2021), to quantify secondary metabolites in grapes (Boido et al. 2022), modelling the volume and surface area of apple (Ziaratban et al. 2017) and for infrared, cabinet, vibro-fluidized bed and vacuum drying of food commodities (Sadeghi et al. 2019; Subramanyam and Narayanan 2023; Dhurve et al. 2021; Tarafdar et al. 2021c), among other works.

A Variation in ANN model training R with number of hidden layer neurons (HLNs); B Validation mean square error with different training algorithm, transfer function and HLNs; C Testing and validation R of the selected ANN model (GDX + T, 10 HLNs); D Distribution of model error at all processing conditions
To further confirm the model selection, the validation MSE was considered based on a cut-off criterion of 0.1 (Fig. 1B). It was observed that LM + L and GDX + T models showed MSE < 0.1 at 5 HLNs. Although both models had a lower R at 5 HLNs, the GDX + T model met the MSE criteria even at 10 HLNs and was therefore selected for the prediction of sugarcane juice quality parameters based on microfluidization pressure-cycle combinations. The developed model was then tested and validated with the remaining 30% of the data (divided equally), which was previously not used for training. The model revealed a R of 0.98 (R2 = 0.96) for testing, and 0.99 (R2 = 0.98) for validation (Fig. 1C). It is noteworthy that the test dataset which was used to test the prediction capability of the trained model showed 96% accuracy. Ciğeroğlu et al. (2018) also suggested that closeness in the training and testing R2 is a sign of an efficient model. Further, to avoid model overfitting, the number of iterations was limited to the point where the error on the validation dataset exceeded the training error. The weights and bias of the selected model at constrained iterations has been shown in Table 1. To check whether the model predictions were unbiased, the error associated with each quality parameter at all microfluidization pressure-cycle combination was assessed. Figure 1D shows that the distribution of error was relatively uniform ensuring unbiased predictions.
Conclusion
This work successfully developed a neural network based intelligent model for predicting the quality characteristics of microfluidized sugarcane juice based on microfluidization pressures and cycles. The results revealed that the selected ANN architecture (GDX, tansigmoid, 10 HLNs) can be used to predict the juice characteristics with reasonably high accuracy (> 90%). Testing and validating the model with a new dataset also confirmed the prediction accuracy (96%) of the model. The findings of this work are meant to facilitate other researchers in developing ANN models for the microfluidization process of other food commodities. Such studies may lead to the development of a generalized neural network architecture for the microfluidization technology.
Availability of data and materials
Data pertaining to this research will be made available on reasonable request.
Code availability
Not applicable.
Abbreviations
- ANN:
-
Artificial neural network
- LM:
-
Levenberg–Marquardt
- GDX:
-
Gradient descent with adaptive learning rate backpropagation
- HLN:
-
Hidden layer neurons
- T, L:
-
Tansigmoidal, Logsigmoidal
- i, j, k :
-
ith, jth and kth neuron of the input, hidden and output layer, respectively
- wij :
-
Network weight from the input to the hidden layer
- vjk :
-
Network weight from the hidden to the output layer
- bj :
-
Hidden layer neuron bias
- bk :
-
Output layer neuron bias
References
Abiodun OI, Jantan A, Omolara AE, Dada KV, Umar AM, Linus OU, Arshad H, Kazaure AA, Gana U, Kiru MU (2019) Comprehensive review of artificial neural network applications to pattern recognition. IEEE Access 7:158820–158846
Abliz A, Liu J, Mao L, Yuan F, Gao Y (2021) Effect of dynamic high pressure microfluidization treatment on physical stability, microstructure and carotenoids release of sea buckthorn juice. LWT 135:110277
Bhagya Raj GVS, Dash KK (2022) Comprehensive study on applications of artificial neural network in food process modeling. Crit Rev Food Sci Nutr 62(10):2756–2783
Boido E, Fariña L, Carrau F, Cozzolino D, Dellacassa E (2022) Application of near-infrared spectroscopy/artificial neural network to quantify glycosylated norisoprenoids in Tannat grapes. Food Chem 387:132927
Chang CC, Yang MH, Wen HM, Chern JC (2002) Estimation of total flavonoid content in propolis by two complementary colorimetric methods. J Food Drug Anal. https://doi.org/10.38212/2224-6614.2748
Ciğeroğlu Z, Aras Ö, Pinto CA, Bayramoglu M, Kırbaşlar Şİ, Lorenzo JM, Barba FJ, Saraiva JA, Şahin S (2018) Optimization of ultrasound-assisted extraction of phenolic compounds from grapefruit (Citrus paradisi Macf.) leaves via D-optimal design and artificial neural network design with categorical and quantitative variables. J Sci Food Agric 98(12):4584–4596
Dai T, McClements DJ, Niu X, Guo X, Sun J, He X, Liu C, Chen J (2022) Whole tomato juice produced by a novel industrial-scale microfluidizer: Effect on physical properties and in vitro lycopene bioaccessibility. Food Res Int 159:111608
Dalbhagat CG, Mishra HN (2019) Effects of extrusion process conditions on system parameters; physicochemical properties and cooking characteristics of extruded fortified rice kernels. J Cereal Sci 89:102782
Dhurve P, Tarafdar A, Arora VK (2021) Vibro-fluidized bed drying of pumpkin seeds: assessment of mathematical and artificial neural network models for drying kinetics. J Food Qual 2021:1–12.
DuBois M, Gilles KA, Hamilton JK, Rebers PT, Smith F (1956) Colorimetric method for determination of sugars and related substances. Anal Chem 28(3):350–356
Etzbach L, Pfeiffer A, Schieber A, Weber F (2019) Effects of thermal pasteurization and ultrasound treatment on the peroxidase activity, carotenoid composition, and physicochemical properties of goldenberry (Physalis peruviana L.) puree. LWT 100:69–74
Javed MY, Khurshid IA, Asghar AB, Rizvi STH, Shahid K, Ejsmont K (2022) An efficient estimation of wind turbine output power using neural networks. Energies 15(14):5210
Koley TK, Nishad J, Kaur C, Su Y, Sethi S, Saha S, Sen S, Bhatt BP (2020) Effect of high-pressure microfluidization on nutritional quality of carrot (Daucus carota L.) juice. J Food Sci Technol 57:2159–2168
Kumar D, Tarafdar A, Kumar Y, Badgujar PC (2019) Intelligent modeling and detailed analysis of drying, hydration, thermal, and spectral characteristics for convective drying of chicken breast slices. J Food Process Eng 42(5):e13087
Kumar Y, Singh L, Sharanagat VS, Tarafdar A (2021) Artificial neural network (ANNs) and mathematical modelling of hydration of green chickpea. Inf Process Agric 8(1):75–86
León-Roque N, Abderrahim M, Nuñez-Alejos L, Arribas SM, Condezo-Hoyos L (2016) Prediction of fermentation index of cocoa beans (Theobroma cacao L.) based on color measurement and artificial neural networks. Talanta 161:31–39
Liu M, Wang R, Li J, Zhang L, Zhang J, Zong W, Mo W (2021) Dynamic high pressure microfluidization (DHPM): Physicochemical properties, nutritional constituents and microorganisms of yam juice. Czech J Food Sci 39(3):217–225
Mao LC, Xu YQ, Que F (2007) Maintaining the quality of sugarcane juice with blanching and ascorbic acid. Food Chem 104(2):740–745
Miller GL (1959) Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal Chem 31(3):426–428
Muthusamy S, Manickam LP, Murugesan V, Muthukumaran C, Pugazhendhi A (2019) Pectin extraction from Helianthus annuus (sunflower) heads using RSM and ANN modelling by a genetic algorithm approach. Int J Biol Macromol 124:750–758
Qudsieh HYM, Yusof S, Osman A, Rahman RA (2002) Effect of maturity on chlorophyll, tannin, color, and polyphenol oxidase (PPO) activity of sugarcane juice (Saccharum officinarum Var. Yellow Cane). J Agric Food Chem 50(6):1615–1618
Sadeghi E, Haghighi Asl A, Movagharnejad K (2019) Mathematical modelling of infrared-dried kiwifruit slices under natural and forced convection. Food Sci Nutr 7(11):3589–3606
Santos AF, Aguado R, Corazza ML, Tarrés Q, Sanchez-Salvador JL, Blanco A, Negro C, Delgado-Aguilar M (2022) Artificial neural network for aspect ratio prediction of lignocellulosic micro/nanofibers. Cellulose 29:5609–5622
Sirohi R, Pandey JP, Tarafdar A, Sharma P, Sharma P, Sindhu R (2021) Tailoring a hybrid intelligent model to predict fermentable sugar production from enzyme—catalyzed hydrolysis of damaged wheat grains. Food Biosci 43:101299
Singleton VL, Orthofer R, Lamuela-Raventós RM (1999) Analysis of total phenols and other oxidation substrates and antioxidants by means of folin-ciocalteu reagent. Methods Enzymol 299:152–178
Singh SV, Singh R, Singh A, Tarafdar A, Thangalakshmi S, Upadhyay A, Kaur BPK, Chinchkar AV (2022). Enzymatic extraction of sapodilla (Manilkara achras L.) juice: Process optimization and characterization. J Food Qual 2022:6367411
Subramanyam R, Narayanan M (2023) Artificial neural network modeling for drying kinetics of paddy using a cabinet tray dryer. Chem Ind Chem Eng Q 29(2):87–98
Tarafdar A, Nair SG, Pal Kaur B (2019a) Identification of microfluidization processing conditions for quality retention of sugarcane juice using genetic algorithm. Food Bioprocess Technol 12(11):1874–1886
Tarafdar A, Shahi NC, Singh A (2019b) Freeze-drying behaviour prediction of button mushrooms using artificial neural network and comparison with semi-empirical models. Neural Comput Appl 31(11):7257–7268
Tarafdar A, Kaur BP, Nema PK, Babar OA, Kumar D (2020) Using a combined neural network─ genetic algorithm approach for predicting the complex rheological characteristics of microfluidized sugarcane juice. LWT 123:109058
Tarafdar A, Kaur BP, Pareek S (2021a) Effect of microfluidization on deteriorative enzymes, sugars, chlorophyll, and color of sugarcane juice. Food Bioprocess Technol 14(7):1375–1385
Tarafdar A, Kumar Y, Kaur BP, Badgujar PC (2021b) High-pressure microfluidization of sugarcane juice: Effect on total phenols, total flavonoids, antioxidant activity, and microbiological quality. J Food Process Preserv 45(5):e15428
Tarafdar A, Jothi N, Kaur BP (2021c) Mathematical and artificial neural network modeling for vacuum drying kinetics of Moringa olifera leaves followed by determination of energy consumption and mass transfer parameters. J Appl Res Med Aromat Plants 24:100306
Torrecilla JS, Otero L, Sanz PD (2007) Optimization of an artificial neural network for thermal/pressure food processing: evaluation of training algorithms. Comput Electron Agric 56(2):101–110
Wang J, Yue H, Zhou Z (2017) An improved traceability system for food quality assurance and evaluation based on fuzzy classification and neural network. Food Control 79:363–370
Ziaratban A, Azadbakht M, Ghasemnezhad A (2017) Modeling of volume and surface area of apple from their geometric characteristics and artificial neural network. Int J Food Prop 20(4):762–768
Funding
No specific funding was provided for conducting this work.
Author information
Authors and Affiliations
Contributions
AT conducted the experiments, executed formal analysis, operated the software and wrote the original manuscript; BPK conceptualized and supervised the work and also reviewed the article prior to submission.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Tarafdar, A., Kaur, B.P. Intelligent modelling of sugarcane juice quality characteristics based on microfluidization processing conditions. J Food Sci Technol (2024). https://doi.org/10.1007/s13197-024-05994-2
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13197-024-05994-2