
Abstract
Beta titanium (β-Ti) alloys have been a subject area of intense interest since 1980s. By virtue of their unique properties, β-Ti alloys very well compliment the alpha and alpha + beta alloys. Heat treatment of β-Ti alloys is the crux to their technology and application. Over the last two decades, a number of researches have been carried out on issues related to heat treatment of these alloys—sub-transus solution treatment, duplex aging and heating rate to aging temperature. Improved understanding resulting from these studies has enabled designing optimum heat treatments to achieve refined microstructures free from deleterious features with improved mechanical properties under static and dynamic loading conditions. The purpose of this overview is to take stock of progress made in recent years in understanding the heat treatment of β-Ti alloys for a better commercial exploitation.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Beta titanium (β-Ti) alloys acquired the distinction of getting classified among the highest strength titanium alloys. It is possible to work for a better strength-toughness combination in β-Ti alloys, compared to α + β and α alloys, making the β alloys the designer’s preference for airframe applications [1–3]. The forging grades of β-Ti alloys distinguish themselves by possessing a high hardenability, making it possible to manufacture large cross sectioned products with uniform and high strength levels [4]. Forging grades of β-Ti alloys have found several applications in aerospace/aeronautical sector. Landing gears for recent versions of Boeing aircrafts, for example, are being manufactured from the β-Ti alloy Ti5Al5Mo5V3Cr. In fact, the use of β-Ti alloys in Boeing Aircraft has exceeded that of α + β titanium alloys. In Boeing 787, the usage of titanium alloys is as high as 15–16% by weight, with β-Ti contributing heavily [2]. The strip grades of beta titanium alloys possesses excellent hot and cold workability; this enables their production in the form of sheets, a proposition very difficult with reference to α and α + β titanium alloys [4]. The β-Ti alloys Ti15V3Cr3Al3Sn (henceforth referred to as Ti15-3) and Ti15Mo2.6Nb3Al0.2Si are prominent sheet alloys finding aeronautical applications [4].
Over the last three decades or so, in recognition to their superior features, β-Ti alloys have emerged as a highly promising class of materials and have been the subject of various publications. Edited conference volumes “Beta Titanium Alloys in 80’s” [5] and “Beta Titanium Alloys in 90’s” [6] and the Handbook “Titanium: A Technical Guide” [7] published ins of the twentieth century manifest immense interest in the development and applications of this class of alloys evoked among the materials community. “Titanium and Titanium Alloys” edited by Leyens and Peters [8], “Titanium” authored by Lutjering and Williams [9], the compilation of articles which appears in Volume 14, Issue No. 6 of Journal of Materials Engineering and Performance in the year 2005 [10] and “State of the Art in Beta Titanium Alloys for Airframe Applications” authored by Cotton et al. [3] are important sources of literature published in the current century dealing with science, technology and applications of this class of alloys, among others.
Heat treatment is one of the most important steps in the manufacture of components/products of β-Ti alloys. There have been many publications dealing with developments in this area over the last two decades; a systematic overview of the published information is considered important and the present paper has this as the objective. The overview is confined to thermal treatments; thermomechanical treatments are outside its purview. The overview is also restricted to metastable β-Ti alloys. Stable β-Ti alloys and β-rich α + β alloys have not been handled.
2 Solute-Lean and Solute-Rich Beta Alloys: The Concept of Molybdenum Equivalent
The microstructure at room temperature consists of metastable β phase when the titanium alloy contains 10–15% of β-stabilizing elements. Molybdenum is perhaps the most commonly occurring β-stabilizing element in the metallurgy of titanium alloys. The concept of Molybdenum Equivalent (MoEq) is used to rate the stability of β phase in β-Ti alloys. MoEq combines the effects of various beta stabilizing elements. Equation 1 gives the formula for calculating the MoEq
where the element symbols mean their weight percent. For commercial β-Ti alloys, MoEq ranges between 8 and 24. Distinction is made between solute-lean and solute-rich alloys, depending on the value of MoEq Alloys. With MoEq < ~12 wt% are referred to as solute-lean alloys and those above as solute-rich. Table 1 lists out alloys which are commercially important and on which many research publications have become available over the years; listed in the Table are also the corresponding MoEq values.
3 Heat treatment of β-Ti Alloys: General
The heat treatment of metastable β-Ti alloys essentially consists of two steps—(1) solution treatment and (2) aging.
3.1 Solution Treatment
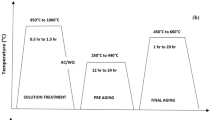
Solution treatment consists of three steps—(a) heating the material to a high temperature to take the alloying elements into solution in the β phase, (b) soaking at this temperature to achieve homogenization and (c) fast cooling to room temperature.
3.2 Aging
Solution treatment results in low strength and high ductility. Aging treatment leads to increase in strength, but there is an accompanying loss of ductility. The aging response is strongly affected by solutionising conditions. During aging, precipitation of α phase occurs through decomposition of β phase. The α precipitates finely distributed in β matrix lead to increase in strength of the material through the mechanism of precipitation strengthening. Aging at higher temperature/longer time leads to overaging with an accompanying drop in strength.
There are essentially three types of aging as schematically shown in Fig. 1—(1) High temperature aging, (2) Low temperature aging and (3) Duplex aging (DA).

Three types of aging (schematic)
3.2.1 High Temperature Aging
Grain boundaries serve as preferred sites for precipitation of α phase during decomposition of β phase at relatively high aging temperatures, as brought out in the Time–Temperature Transformation curve shown in Fig. 2. Precipitation of α within the grains occurs after longer times of aging. No intermediate phases occur during aging; the equilibrium α phase precipitates directly. Modelling of decomposition reaction has been done under the frame of Johnson–Mehl–Avrami Theory by Naveen et al. in Ti15V3Cr3Sn3Al alloy [11] and Malinov et al. in Ti15Mo2.6Nb3Al0.2Si alloy [12].

Time temperature transformation diagram for metastable β-Ti alloys (schematic)
3.2.2 Low Temperature Aging
During aging of β-Ti alloys at relatively low aging temperatures, intermediate decomposition products (ω or β′) are formed, as shown in Fig. 2. For solute-lean (low MoEq) alloys (e.g. Ti11.5Mo6Zr4.5Zn, Ti10V2Fe3Al, Ti15-3), the following is the phase transformation sequence:
For solute-rich (high MoEq) alloys (e.g. Ti3Al8V6Cr4Mo4Zr), the transformation sequence is
It takes a long time to complete the transformation sequence if the aging temperature is particularly low; transformation to microstructure consisting of only equilibrium phases α and β may not be realised.
The morphology of ω phase can be either cuboids or ellipsoids, depending on the alloy composition. The ω phase has attracted special attention because it causes severe embrittlement of the material. The well-developed coherent ω particles are sheared during deformation causing intense slip localization and early fracture with little or no ductility [2, 13, 14]. Solute-rich β-Ti alloys exhibit phase separation reaction in which the β phase splits into two different phases—solute-rich β and solute-lean β′ (Eq. 3).
3.2.3 Duplex aging
The treatment consists of low temperature aging for long time, followed by high temperature aging for short time. The actual temperatures and times chosen for the two steps have to be optimised for the specific alloy composition. During the low temperature aging, β transforms to β + ω (solute-lean alloys) or β + β′ (solute-rich alloys). Reaction is driven to cross the first C-curve in Fig. 2. It takes a long time at the low aging temperature to cross the second and third C-curve. Hence a second step involving aging at a high temperature is carried out to complete the transformation β + ω/β + β′ → β + α + ω/β′ in a relatively short time.
4 Progress Made in Recent Years in Heat Treatment of β-Ti Alloys
4.1 Sub-transus Solution Treatment
Solution treatment of β-Ti alloys can be carried out either at a temperature higher than the β-solvus (super-transus solution treatment) or lower than the β-solvus (sub-transus solution treatment). By carrying out solution treatment below the β-transus temperature, primary α can be brought into the microstructure of β-Ti alloys. The presence of primary α hinders the growth of β grains. Solution treatment in the super-transus range leads to coarsening of β grain size. The adverse effects of coarse grain size in β-Ti alloys are well documented. Accordingly there is interest in studies on sub-transus treatment. The size, quantity and morphology of the primary alpha influence the mechanical properties, providing an important avenue to optimize the mechanical behaviour of the alloys. Li et al. [15] experimented with the high strength Ti6Cr5Mo5V4Al alloy investigating into the effect of solution treatment on evolution of microstructure and development of mechanical properties. The authors reported that solution treatment in the α + β range followed by aging led to a better strength-ductility combination compared to solution treatment in the β range following aging. Shashi Shekhar et al. [16] studied the role played by solution treatment temperature on development of microstructure and mechanical properties in Ti5Al5Mo5V3Cr alloy. They reported a finer grain size after α + β solution treatment compared to β solution treatment. Further, α + β solution treatment gave a better strength-ductility combination compared to β solution treatment. Du et al. [17] carried out researches on the high strength β-Ti alloy Ti3.5Al5Mo6V3Cr2Sn0.5Fe to understand the role played by solution treatment temperature in influencing the microstructure and mechanical properties in aged condition. Sub-transus solution treatment led to a finer grain size of the β phase and a better strength-ductility combination compared to solutionising in β field. This was found to be true, whether the preceding hot rolling was done in the β range or α + β phase range. Srinivasu et al. [18] carried out studies on effect of β/α + β solution treatment on Ti10V2Fe3Al alloy in both β and α + β rolled conditions. The % elongation values were much lower (< 1%) in beta solution treated material, compared to alpha + beta solution treated material, be it beta or alpha + beta rolling. Unlike the results reported above for other β alloys, the YS values of β rolled material were somewhat higher.
Devaraj et al. [19] carried out solution treatment of the Ti1Al8V5Fe (Ti185) at different sub-transus temperatures and evaluated tensile properties and high cycle fatigue (HCF) life after aging. The condition corresponding to solution treatment at temperature closest to β-transus gave the highest yield strength and tensile strength values and the authors attributed it to highest concentration of fine-scale particles of secondary α uniformly distributed in β matrix. They also suggested that a hierarchical structure composed of homogeneous distribution of primary α particles with micron scale dimensions and secondary α particles with nanoscale dimensions was conducive to attainment of high strength.
It thus emerges that the solution treatment below β transus has its attractions. The β grain size is finer and this contributes importantly to the observed improvement in the strength-toughness combination. Processing consisting of (1) hot working in α + β region (2) solution treatment in α + β range and aging can be designed aiming at a microstructure free from αgb. This is considered to be a very important contributing factor to the improvement in the ductility and is further discussed in Sect. 4.2. Further, it has been reported [17] that a smaller β grain size is conducive to refined size of secondary α. This could also be contributing to the observed improvement in the strength-ductility combination after the α + β solution treatment. Solution treatment below β transus has the attraction that it can be adopted to produce bimodal (hierarchical) distribution of α which promises to take the material to a higher strength state. There is definite scope for further research in the area.
4.2 Duplex Aging
It has been reported in a number of publications that DA of β-Ti alloys facilitates homogenous precipitation of α and improved behavior of material under unidirectional and fatigue loading conditions. The investigations of Krugmann and Gregory [20] and Wagner and Gregory [21] brought out that DA of the Ti3Al8V6Cr4Mo4Zr alloy resulted in α phase precipitating in a more homogeneous manner. Schmidt [22] and El Chaikh et al. [23] demonstrated that DA of β Ti3Al8V6Cr4Mo4Zr alloy resulted in α precipitation in a finer and more homogeneous manner. No precipitate free zones (PFZs) were seen in the microstructure after DA. Further, there was a significant reduction in αgb when DA was adopted. The authors reported an enhancement in fatigue life resulting from DA. The study of Furuhara et al. [24] on Ti15-3 alloy brought out that finer and more uniform distribution of α precipitates occurred after DA than after single aging (SA). These authors also reported that DA yielded higher hardness levels. Ivasishin [25] imparted to Ti15-3 alloy a preaging treatment of 8 h at 300 °C followed by an aging treatment of 450 and 538 °C and realized an increase in not only strength values [0.2% Proof Strength (PS), Ultimate Tensile Strength (UTS)] but also ductility values (% Elongation, % Reduction in Area). Wain et al. [26] observed that aging in two steps helped in eliminating αgb in Ti5Al5Mo5V3Cr alloy [26]. Santhosh et al. [27] carried out investigations on Ti15-3 alloy to study the influence of DA on the evolution of microstructure and development of mechanical properties. Their finding was that, DA resulted in higher volume fraction of α phase and smaller α-particle size. Shown in Fig. 3 are the transmission electron microscopic images of the microstructure of Ti15-3 alloy in SA and DA conditions. They also reported that DA resulted in elimination of PFZs from the microstructure and suppression of αgb. Santosh et al. reported an improved strength-ductility combination after DA. Table 2 gives the results of tensile tests conducted under two conditions on a comparative basis. It can be seen that there is an improvement of both strength and ductility after DA. The authors also reported a manifold improvement in HCF life in DA condition over the SA condition. Table 3 gives the results of HCF testing with stress ratio (R) = −0.1 for the two conditions. Similar improvement was noted in fatigue testing carried out at R = +0.3 [28].

TEM microstructures: a single aged at 500 °C/10 h, b duplex aged at 250 °C/24 h + 500 °C/10 h [27]
It emerges from a review of the published literature that DA leads to finer α-particle size, more homogenous precipitation of alpha and increased volume fraction of α phase compared to SA. A number of workers [24–26, 29–32] have reported formation of an intermediate phase (omega ω or beta prime β′) during aging at relatively low temperatures (200–450 °C). The first of the two steps in DA is hence believed to be resulting in the formation of ω/β′ particles uniformly dispersed all over the volume of the material. There is consensus among researchers that this intermediate phase is instrumental for providing large number of nuclei for precipitation of α phase during the second step of DA. The larger density and smaller size of α particles and the more uniform distribution of α phase reported by different workers after DA can thus be understood.
There is a distinct improvement of strength after switching over to DA, as evidenced by the studies of different researchers. Du et al. [33] have confirmed applicability of the following equation for β-Ti alloys
where σ is the proof strength of the alloy and fαs is the fraction of area occupied by secondary α particles with size dαs. Duplex aging results in an enhancement of volume fraction of secondary α, as discussed above. This means an enhancement in the area fraction fαs. As also discussed above, DA results in finer particle size of secondary α. From Eq. (4), it then emerges that DA leads to an increased σ.
The grain boundary alpha (αgb) promotes intergranular fracture and thus results in lowering the tensile ductility of β-alloys [33–41]. There is evidence that DA suppresses αgb in different β alloys. DA is hence expected to result in an improvement of ductility on this count. The improved strength-ductility combination after DA reported by Ivasishin [25] and Santhosh et al. [27] can thus be explained. The αgb also plays an adverse role under fatigue loading conditions. In β-Ti alloys, under cyclic loading conditions, nucleation of fracture occurs along grain boundaries decorated with α and oriented with an inclination of 45° to the axis of loading [36]. The αgb at such grain boundaries will serve as preferred sites for localization of slip and fracture initiation. Nucleation of cracks in subsurface regions has been reported in beta alloys under fatigue loading conditions [22]. Crack nucleation at subsurface is attributed to well-developed αgb in Ti alloys with a high β-stabilizer content such as β-C [22]. With αgb getting largely suppressed when DA is carried out, premature initiation of cracks at such boundaries does not occur; consequence is an increase in fatigue life.
PFZs are seen in the microstructure of β-Ti alloys under certain conditions of aging. Hardness of the material within the zones is much less than that in the areas where precipitation occurs. The PFZs accordingly act as sites for strain localization during loading [42–45]. The presence of PFZs is expected to be responsible for the relatively low values of ductility observed in SA condition. Schmidt [22] and El Chaikh [23] emphasized the deleterious effect of PFZs on the HCF life of Ti3Al8V6Cr4Mo4Zr alloy. Santhosh et al. [46] made similar observations with reference to Ti15-3 alloy. It is possible that slip localization in PFZs leads to premature nucleation of cracks under fatigue loading conditions. Duplex aging yields a microstructure free from PFZs, as reported by Schmidt [22], El Chaikh [23] and Santhosh et al. [46]. The improved ductility under monotonic loading conditions and the improved fatigue life after DA reported by different workers can thus be understood.
4.3 Rate of Heating (ΔT/Δt) to Aging Temperature
The influence of ΔT/Δt on decomposition of β phase in metastable β-Ti alloys was investigated by several researchers. Boyer and Lutjering were among the first to report that ΔT/Δt had an essential role to play in β-Ti alloys [47]. Ivasishin et al. [29] carried out studies on decomposition of β phase in Ti4.5Fe6.8Mo1.5Al and Ti5V5Mo1Cr1Fe5Al alloys. They reported that a low ΔT/Δt of 0.25 K s−1 resulted in a fine and uniform presence of α phase; on the other hand, a high heating rate of 20 K s−1 led to a relatively non-uniform and coarse precipitates. The authors also studied the influence of ΔT/Δt on decomposition of β phase in Ti15-3 alloy. A low ΔT/Δt of 0.01 K s−1 led to a fine and uniform presence of α phase; on the other hand, for a high ΔT/Δt of 0.25 K s−1, α precipitated in a comparatively coarse and non-uniform manner [29].
Studies of Wu et al. [48] also brought out morphological difference in α precipitation in Ti-15-3 alloy after heating to the aging temperature of 600 °C at two different ΔT/Δt values—10 and 150 °C/min. Higher levels of hardness were obtained for ΔT/Δt = 10 °C/min and this was attributed to finer precipitation of α phase. The authors concluded that a low ΔT/Δt resulted in a fine and uniform precipitation, whereas a high ΔT/Δt gave sharply contrasted results.
Wain et al. [26] studied the effect of ΔT/Δt on α phase precipitation in Ti5Al5Mo5V3Cr alloy; the authors concluded that a low heating rate led to substantial refinement. The alloy was also studied by Contrepois et al. [49], investigating into the effect ΔT/Δt on α precipitation; the authors came out with similar conclusions.
Pande et al. [50] carried out studies on the effect of ΔT/Δt on hardening caused by precipitation of α phase Ti 15-3 alloy. The samples were either heated to the aging temperature (500 °C) at a rate of 5 °C/min or directly charged into a furnace operating at 500 °C. Response to aging was examined by analysing the microstructure and carrying out tensile testing to measure the strength. A refined microstructure was obtained for the case of ΔT/Δt of 5 °C/min, compared to direct charging. Further, the 0.2% PS and UTS values were somewhat higher for the samples subjected to ΔT/Δt of 5 °C/min, compared to those directly charged. The higher strength values obtained for samples subjected to lower heating rate were believed to be arising from significantly finer microstructure. No significant effect of cooling rate was observed, however, when DA was adopted. The microstructure as well as the mechanical properties were largely comparable.
There is a common belief that the effect of cooling rate is important for the formation of intermediate phases (ω or β′) at lower temperatures when lower cooling rates are adopted. Particles of the intermediate phase act as preferential sites for α [24, 30, 51–53], as already discussed in Sect. 4.2, and evolution of α phase in a finely distributed manner is the consequence. When relatively high cooling rates are used, intermediate phase does not form; the consequence is a coarse microstructure. The transition between low and high cooling rates depends on the specific alloy [25]. The finer scale microstructure observed in samples subjected to a lower ΔT/Δt, is responsible for the attainment of higher strength levels. Shown schematically in Fig. 4 is effect of ΔT/Δt on the β-decomposition process and precipitation of α-phase. Pre-aging step (first step aging) in DA causes the occurrence of the metastable (precursor) phase which then plays the role of providing sites for preferential nucleation of α. This explains why Pande et al. observed no effect of ΔT/Δt on microstructure and mechanical properties of Ti15-3 ally when DA was adopted.

Effect of ΔT/Δt on β-decomposition process and precipitation of α-phase (schematic)
5 Conclusions
Over the last three decades, metastable β-Ti alloys have been the subject of research by many groups all over the world. Their emergence has been responsible for the steep increase in the usage of titanium in the airframe. Heat treatment is an important step in the manufacture of products of these alloys. There has been increased understanding of their heat treatment, leading to a better commercial exploitation. Sub-transus (α + β) solution treatment seems to be an attractive proposition for realizing a better combination of strength and ductility. Evolution of intermediate decomposition products during aging at low temperatures can be exploited through duplex aging to achieve a finer and more homogenous α phase in the microstructure with resultant improvement of mechanical properties under monotonic and fatigue loading conditions. The rate of heating to aging temperature has proved to be an important processing variable, having a very significant effect on the structure and mechanical properties in the aged condition.
References
Boyer R R, and Briggs R D, J Mater Eng Perform 14 (2005) 681.
Banerjee D, and Williams J C, Acta Mater 61 (2013) 844.
Cotton J D, Briggs R D, Boyer R R, Tamirisakandala S, Russo P, Shchetnikov N, and Fanning J C, J Min Met Mat S 67 (2015) 1281.
Nyakana S L, Fanning J C, and Boyer R R, J Mater Eng Perform 14 (2005) 799.
Rosenberg H W (ed), Beta Titanium Alloys in the 80’s, Minerals, Metals & Materials Society, USA (1993).
Eylon D, Boyer R R, and Koss D A (eds), Beta Titanium Alloys in the 90’s, TMS, Warrendale, PA, USA (1993).
Donachie M J, Titanium: A Technical Guide, ASM International, USA (1988).
Leyens C, and Peters M, Titanium and Titanium Alloys: Fundamentals and Applications, Wiley-VCH Publication, USA (2003).
Lutjering G, and Williams J C, Titanium: Engineering Materials and Processes, second (ed.), Springer-Verlag, Berlin, Heidelberg (2007).
J Mater Eng Perform 14 (2005) 681–811.
Naveen M, Santhosh R, Geetha M, and Nageswara Rao M, J Alloy Compd 616 (2014) 607.
Malinov S, Sha W, and Markovsky P, J Alloy Compd 348 (2003) 110.
Gysler A, Lutjering G, and Gerold V, Acta Metall 22 (1974) 901.
Lutjering G, and Williams J C, Titanium: Engineering Materials and Processes, second (ed.), Springer-Verlag Berlin, Heidelberg (2007) p 40.
Li C-L, Mi X-J, Ye W-J, Hui S-X, Yu Y, and Wang W-Q, Mater Sci Engg A, 578 (2013) 103.
Shashi S, Rajdeep S, Kumar KS, and Amit B. Mater Design 66 (2015) 596.
Du Z X, Xiao S L, Shen Y P, Liu J S, Liu J, Xu L J, Kong F T, and Chen Y Y, Mater Sci Eng A 631 (2015) 67.
Srinivasu G, Natraj, Bhattacharjee A, Nandy T K, and Nageswara Rao G V S, Mater Design 47 (2013) 323.
Devaraj A, Joshi V V, Srivastava A, Manandhar S, Moxson V, Duz V A, and Lavender C, Nat Commun (2016) doi: 10.1038/NCOMMS11176.
Krugmann H E, Gregory J K, in Titanium Aluminides and Alloys, (eds) Kim Y W, and Boyer R R, TMS, Warrendale (1991) p 549.
Wagner L, Gregory J K, in Beta Titanium Alloys in the 1990’s, (eds) Eylon D, Boyer R R, Koss D A, TMS, Warrendale (1993) p 199.
Schmidt P, El-Chaikh A, and Christ H-J, Metall Mater Trans A 42A (2011) 2652.
El Chaikh A, Schmidt P, and Christ H-J, Procedia Eng 2 (2010) 1973.
Furuhara T, Maki T, and Makino T, J Mater Process Technol 117 (2011) 318.
Ivasishin O M, Markovsky P E, Yu Matviychuk V, Semiatin S L, Ward C H, and Fox S, J Alloy Compd 457 (2008) 296.
Wain, N, Hao X J, Ravi G A, and Wu X, Mater Sci Eng A 527 (2010) 7673.
Santhosh R, Geetha M, Saxena V K, and Nageswararao M, J Alloy Compd 605 (2014) 222.
Santhosh R, Study of the High Cycle Fatigue Behavior of Beta Titanium Alloy Ti15-3, Ph D Thesis, VIT University Vellore, India (2015).
Ivasishin O M, Markovsky P E, Semiatin S L, and Ward C H, Mater Sci Eng A 405 (2005) 296.
Williams J C, Hickman B S, and Leslie D H, Met Trans A 2 (1971) 477.
Lutjering G, and Williams J C, Titanium: Engineering Materials and Processes, second (ed.), Springer-Verlag, Berlin, Heidelberg (2007) p 40.
Williams J C, Titanium Technology: Present Status and Future Trends, TDA, Dayton, USA (1985) p 75.
Du Z, Xiao S, Xu L, Tian J, Kong F, and Chen Y, Mater Design 55 (2014) 183.
Chen Y, Du Z, Xiao S, Xu L, and Tian J, J Alloy Compd 586 (2014) 588.
Leyens C, and Peters M, Titanium and Titanium Alloys: Fundamentals and Applications, Wiley-VCH Publication, USA (2003) p 43.
Sauer S, and Lütjering G, Mater Sci Eng A, 319–321 (2001) 393.
Duerig T W, and Williams J C, in Overview: Microstructure and Properties of Beta Titanium Alloys, in: Beta Titanium Alloys of the 1980’s, (eds) Boyer R R, and Rosenberg H W, TMS, Warrendale, PA, USA (1984) p 19.
Terlinde G T, Duerig T W, and Williams J C, Met Trans A 14A (1983) 2101.
Bhattacharjee A, Joshi V A, and Gogia A K, in Titanium’99, CRISM Prometey, St. Petersburg, Russia (2000) p 529.
Kawabe Y, and Muneki S, Strengthening Capability of Beta Titanium Alloys, in: Beta Titanium Alloys of the 1990’s, (eds) Eylon D, Boyer R R, and Koss D A, TMS, Warrendale, PA, USA (1993) p 187.
Chesnutt J C, and Froes F H, Met Trans 8A (1977) 1013.
Lutjering G, and Williams J C, Titanium: Engineering Materials and Processes, second (ed.), Springer-Verlag, Berlin Heidelberg (2007) p 284.
Leyens C, and Peters M, Titanium and Titanium Alloys: Fundamentals and Applications, Wiley-VCH Publication, USA (2003) p 50.
Gregory J K, Wagner L, and Müller C, in Beta Titanium Alloys, (eds) Vassel A, Eylon D, and Combres Y, Editions de la Revue de Métallurgie (1994) p 229.
Styczynski A, Kiese J and Wagner L, in Fatigue ’96, (eds) Lütjering G, and Nowack H, Pergamon Press (1996) p 911.
Santhosh R, Geetha M, Saxena V K, and Nageswara Rao M, Int J Fatigue 73 (2015) 88.
Boyer R R, Lutjering G, Titanium Alloy Processing, TMS, Warrendale, USA (1996) p 349.
Wu X, del Prado J, Li Q, Huang A, Hu D, and Loretto M H, Acta Mater 54 (2006) 5433.
Contrepois Q, Carton M, and Lecomte-Beckers J, Open J Metal 1 (2011) 1.
Pande A, Sainis S, Rajaraman S, Manivasagam G, and Nageswara Rao M, Adv Mater Stru Mech Engg 1025–1026 (2014) 445.
Dehghan-Manshadi A, and Dippenaar RJ, Mater Sci Eng A 528 (2011) 1833.
Lutjering G, and Williams J C, Titanium: Engineering Materials and Processes, second (ed.), Springer-Verlag, Berlin, Heidelberg (2007) p 285.
Nag S, Banerjee R, Srinivasan R, Hwang J Y, Harper M, and Fraser H L, Acta Mater 57 (2009) 2136.
Acknowledgements
The authors (Geetha Manivasagam and Nageswara Rao) would like to thank the Management of VIT University, Vellore for their support and encouragement to publish this paper. One of the authors (Santhosh) would like to thank Management of Turbo Energy Private Limited, Pulivalam for their support and encouragement to publish this paper.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Santhosh, R., Geetha, M. & Nageswara Rao, M. Recent Developments in Heat Treatment of Beta Titanium Alloys for Aerospace Applications. Trans Indian Inst Met 70, 1681–1688 (2017). https://doi.org/10.1007/s12666-016-0985-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-016-0985-6