
Abstract
It has been known experimentally that TiAl3 acts as a powerful nucleant for the solidification of aluminum from the melt; however, a full microscopic understanding is still lacking. To improve microscopic understanding, hot rolling technique has been performed to the Al–5Ti–1B alloy and the effect of shape and size of the particles on grain refinement has been studied. The effect of hot rolling of Al–5Ti–1B master alloy on its grain refining performance and hot tearing have been studied by OM, XRD, and SEM. Hot rolling improves the grain refining performance of this master alloy, which is required to reduce hot tearing in Al–7Si–3Cu alloy. The improvement in grain refining performance of Al–5Ti–1B master alloy on rolling is due to the fracture of larger TiAl3 particles into fine particles during rolling. The presented results illustrate that the morphology of TiAl3 particles alter from the plate-like structure in the as-cast condition Al–5Ti–1B master alloy to the blocky type after rolling due to the fragmentation of plate-like structures. The grain refining response and effect on hot tearing of Al–7Si–3Cu alloy have been studied with as-cast and rolled Al–5Ti–1B master alloys. The results display hot-rolled master alloys revealing enhanced grain refining performance and minimizing hot tear tendency of the alloy at much lower addition level as compared to as-cast master alloys.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the recent years, Al–Si–Cu aluminum alloys are known as mechanical participants in transport industries due to their properties [1,2,3] such as moderate strength and corrosion resistance [4]. They are extensively used in automobile division as material for engine blocks and cylinder heads. This alloy exhibits higher mechanical properties due to the addition of copper. However, the presence of copper produces a casting defect in this alloy; known as hot tearing defect [5,6,7]. Hot tearing is an inherent defect and known as external or internal cracks in the casting which occur in the long-freezing-range alloy. Once hot tearing transpires, the casting is to be repaired or remelted, resulting in substantial loss in productivity for the foundry industries [2, 8]. To a great extent, the susceptibility for hot tearing limits the size and shape of the casting alloy. Over the last several decades, investigators [9,10,11] have introduced many hot tearing theories based on methods of solidifications and also have proposed predictive models. Some researchers have eliminated hot tearing defects by grain refinement process (by using different type of grain refiners like Al–5Ti–1B, Al–3Ti–1B, Al–5Ti–1C). The grain refinement methods of aluminum alloys are enormously required in material's handling. However, Al–7Si–3Cu alloys contain small equiaxed grain morphology. Grain refining process is a major practice in monitoring the excellence of castings.
The size and morphology of TiAl3 and TiB2 particles decide the grain refining capability of the used alloy. The alteration in the size and shape of the heterogeneous nucleation particles by mechanical works such as cold rolling and hot rolling is a very suitable method to attain better grain refining performance. In recent investigations, the fragmentation of TiAl3 particles through plastic deformation is done by hot rolling at various temperatures [12]. The objective of the current investigation is to advance the casting properties of the Al–7Si–3Cu alloy at lower addition level through fragmentation of heterogeneous particles in a master alloy. To understand the mechanism of grain refinement in hot tearing, the microstructure, XRD and SEM analysis are performed.
2 Experimental Procedure
The Al–5Ti–1B master alloy grain refiner was used for hot rolling the preliminary material. The composition of alloy was taken the same as in earlier studies [7]. The master alloy was hot-rolled at 250 and 350 °C, respectively, for three different reductions levels such as 25, 50 and 75%. This method consisted of a 25% reduction level at the opening at a predetermined temperature (250 °C). In addition, the sections were again heated in a muffle furnace at identical temperature and again hot-rolled.
Subsequently, the as-cast and hot-rolled Al–5Ti–1B master alloy was used to grain refine Al–7Si–3Cu alloy to assess their grain refining performance. Approximately, 1 kg of Al–7Si–3Cu was melted in an electric resistance furnace under cover flux, and hot-rolled grain refiner was added to the melt at 740 °C. Before the addition of rolled grain refiner, the melt was degassed with 1% hexachloroethane at 760 °C to minimize hydrogen content in the melt. After 5 min of addition of the grain refiner, the melt was mechanically stirred for 1 min with the help of graphite rod.
For the hot tearing test, the melt was cast at 720 °C in a steel test bar with the constraint of size 20 mm in height and 250 mm in length at 200 °C mold temperature. The experimental setup and schematic diagram of the mold are shown in Fig. 1. X-ray diffraction (XRD, X’Pert Powder PANalytical) and scanning electron microscopy (SEM, NOVA NANO 450) with EDX micro-analysis facility were used for microstructural examinations. XRD measurements were performed with a diffractometer, using CuKα radiation, operated at 40 kV and 40 mA. The diffraction patterns were obtained with the 2-theta degree ranging between 25–85° with a step size of 0.02°.

Schematic diagram of mold die with size (20 mm in height and 250 mm in length)
3 Results and Discussion
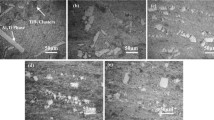
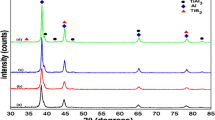
Figure 2 displays the X-ray diffraction pattern of Al–5Ti–1B master alloy. This confirms the presence of TiB2 and TiAl3 phase along with α-Al in the as-cast Al–5Ti–1B master alloy. Furthermore, the results show that the mean particle size decreases with the increase in percentage reduction and at a given percentage reduction, it increases with increase in rolling temperature (as shown in Fig. 3). The reduction in mean particle size of TiAl3 during hot rolling is due to the fracture of these brittle intermetallic particles, which is clearly evident from the SEM studies (as shown in Fig. 4a–e). Figure 5a shows the micro-graph of as-received Al–5Ti–1B master alloy. The size of 120 particles has been examined in each case. From Fig. 4a, it can be observed that master alloy consists of various TiAl3 particles of size 20–70 µm. It consists of TiB2 particles also; however, they are in sub-microscopic form, and so are not detectable with the help of microscope. Figure 4b–d displays the photomicrographs of 25, 50, and after 75% reduction level at 250 °C temperature, respectively. Figure 4d clearly shows the fracture of TiAl3 particles during rolling at 75% reduction level at 250 °C temperature. It is noticed that TiB2 particles are very small (0.1–0.3 µm in size) and that they can not be detected in the scanning electron microscopy study. During rolling, stress at the interface of the nucleating particles is increased and achieves higher critical value. Moreover, if the particles are also brittle in nature, then the fracture propagate certainly due to this higher stress concentration. The XRD analysis of the received master alloy and after hot rolling at 250 °C for 25, 50, and after 75% reduction is shown in Fig. 5. The XRD analysis clearly reveals that the intensity of TiAl3 particles increases with reduction level.

XRD analysis of Al–5Ti–1B master alloy

Mean particle size versus percent reduction of Al–5Ti–1B master alloy at 250 and 350 °C temperatures

SEM micrographs of Al–5Ti–1B master alloy of a as received, at b 25%, c 50%, and at d 75% reduction level at 250 °C

XRD analysis of Al–5Ti–1B master alloy a 25, b 50, c 75% reduction at 250 °C
Figure 6a–d shows the hot tearing image of Al–7Si–3Cu alloy. When as-received master alloy (0.035 wt% Ti) is introduced to the molten metal, hot tearing in Al–7Si–3Cu alloy could not be eliminated (Fig. 6a). Hence a severe tear is observed near the down-sprue. At this addition level of master alloy, there are insufficient nucleation sites which result in poor grain refinement. So, hot tears develop near the down-sprue due to the presence of liquid metal in the last stage of the mushy zone. When the same amount of 25% hot-rolled (at 250 °C) GR is introduced to the melt, the crack length is reduced but not completely eliminated and a light tear is observed (as presented in Fig. 6b). However, the addition of grain refiner in the same amount at 50 and 75% reduction level are sufficient to eliminate hot tearing (Fig. 6c, d). At higher level of reduction, the particles break into smaller sized particles as shown in Fig. 5d, which produces more number of nucleation sites in the melt. Four categories of hot tears are identified as shown in Fig. 6a–d, namely (a) surface tear: A slight tear exists on the surface and that extends to the periphery of the casting (Fig. 6a), (b) light tear: A slight tear that prolongs over the whole peripheral of the casting (Fig. 6b), (c) severe tear: It extends over the entire periphery of the casting (Fig. 6c), and (d) broad tear: A complete parting of the slab (Fig. 6a).

Hot tear test of Al–7Si–3Cu alloy by adding 0.035 wt% Ti a as cast and 250 °C rolling temperature; at b 25, c 50, d 75% reduction level
4 Conclusions
-
The result indicates that at lower rolling temperature (250 °C) the mean particle size is lesser in comparison with higher rolling temperature.
-
Via rolling, the cracking of TiAl3 particles is achieved and this results in enhancement of grain refining proficiency of the alloy by producing more small particles of size (15 µm).
-
The Al–7Si–3Cu alloy inoculated with hot-rolled master alloy with 0.035 wt% Ti for 50% hot-rolled reduction at 250 °C displays that hot tearing get eliminated from the test bar at lower addition level.
References
Amerioon A, Emamy M, and Ashuri Gh, Proc Mater Sci 11 (2015) 32. https://doi.org/10.1016/j.mspro.2015.11.039.
He Y, Li S, Sadayappan K, and Apelian D, Int J Cast Met Res 26 (2013) 72. https://doi.org/10.1179/1743133611y.0000000028.
Pekguleryuz MO, Lin S, Ozbakir E, Temur D, and Aliravci C, Int J Cast Met Res 23 (2010) 310. https://doi.org/10.1179/136404610x12738456167267.
Farkašová M, Tillová E, and Chalupová M, FME Trans 41 (2013) 210.
Kumar S, Ashok R, Marisa S, and Sabatino D, Trans Indian Inst Met 70 (2017) 827. https://doi.org/10.1007/s12666-017-1065-2.
Rathi SK, Sharma A, and Sabatino M Di, Key Eng Mater 737 (2017) 27. https://doi.org/10.4028/www.scientific.net/kem.737.27.
Rathi SK, Sharma A, and Sabatino M Di, Eng Fail Anal 79 (2017) 592. https://doi.org/10.4028/www.scientific.net/kem.737.27.
Zhang MX, Kelly PM, Easton MA, and Taylor JA, Acta Mater 53 (2005) 1427. https://doi.org/10.1016/j.actamat.2004.11.037.
Li P, Liu S, Zhang L, and Liu X, Mater Des 47 (2013) 522. https://doi.org/10.1016/j.matdes.2012.12.033.
Birru AK, Karunakar DB, and Mahapatra MM, Trans Indian Inst Met 65 (2012) 97. https://doi.org/10.1007/s12666-011-0112-7.
Farup I, Drezet J, and Rappaz M, Acta Mater 49 (2001) 1261.
Hamadellah A, and Bouayad A, J Mater Environ Sci 8 (2017) 3099.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Rathi, S.K., Sharma, A. & Di Sabatino, M. Effect of Hot Rolling on Grain Refining Performance of Al–5Ti–1B Master Alloy on Hot Tearing on Al–7Si–3Cu Alloy. Trans Indian Inst Met 71, 3089–3093 (2018). https://doi.org/10.1007/s12666-018-1462-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-018-1462-1